霍尼韦尔TPS3000系统介绍及其应用
Honeywell TPS3000 DCS系统在LLDPE装置中的应用
集 散控制系统 D C S ( D i s t r i b u t e d C o n t r o l S y s t e m)
( 1 ) 工 厂控 制 网络 P C N( p l a n t c o n t r o l n e t w o r k ) :
是 由过程控制级和过程监控级组成 的以通信 网络 为纽 带 的多 级 计 算 机 系 统 , 综 合 了 计 算 机
2 O 世纪 9 0 年代 , 大 庆石 化 公 司多套 生 产 装 置 均 引 进 Ho n e y w e l l T D C 3 0 0 0 D C S系 统 。 其 中 L L D P E装 置 于 1 9 9 9 年进行升级改造为 T P S 系统 。
随着 电子技术和计算机技术 的高速发展 , 较早版 本的 D C S 系统部件逐渐被淘汰 , 修理 、 返修件 的购
网 I n t e r n e t网 联 网 。 操 作 平 台 采 用 wI N D 0 w2 0 0 0 P r 0 f e s s i n a l 的图形界面 , 系 统 软 件更
的模件都挂在 L C N上 , 而与控制直接相关的模件
都 挂在 U C N上 _ 3 J 。
T P S 系统 U C N网络上的设备为控制运算功能 集 中、 输入输出处理分散 的多层结构 , 较好地体现
网络 的数 据 。 ( 3 )过 程 网 络 一 万能控 制 网 U C N( u n i v e r s a l c o n t r o l n e t w o r k ) : 是T P S系 统 的高 速 控 制 网 络 , 它
性以及控制功能齐全等特点…。
1 T P S系统
稳高效控制, 减少了系统故障发生率。
ST3000压力变送器
ST3000压力变送器美国霍尼韦尔(HONEYWELL)公司于1983年独家率先向全世界推出智能化现场仪表-ST3000 100系列全智能压力变送器!这是对传统现场仪表的一次深刻变革!它为工业自动化仪表及其系统应用,向更高层次的发展奠定了基础。
全智能变送器的问世,开创了现场仪表的新纪元。
美国霍尼韦尔公司,在92年4月6日向中国推出了ST3000/900系列全智能变送器,它具有数字式全智能变送器的全部优越性能,而价格接近传统模拟式常规变送器。
97年底,霍尼韦尔公司又推出可测高温的压力变送器,接收过程温度最高可达150℃。
以及新推出SMV多变量流量变送器。
新的传感器,电子线路以及软件都可提供动能流量补偿,提供流量测量的精度,并用SCT3000组态软件装载到PC上对变送器进行组态主要特点* 高安全、可靠性* 高稳定性、重复性* 高精度* 宽量程比* 宽移率* 宽域温度静压补偿* 过程组态* 完善的自诊断功能* 双向数字通讯* 模拟、数字两种输出方式* 全数字技术TDC3000(TPS)系统简介TDC3000X开放而安全的生产与过程控制系统:•强大与多样性TDC3000集散控制系统,它是TotalPlant全厂一体化开放概念里的一个平台。
通过一个创新的系统结构和开放的通讯环境,TDC3000将过程和现场仪表的管理(控制层)与生产和信息的管理(信息层)集成在一起,形成一个信息与控制的集成系统。
由此,通过一个单一窗口就可以为企业管理者提供各类数据,辅助他们及时地作出经营决策;同时,系统的通用性和可靠性确保了过程运作的安全进行。
•开放与安全性控制层与信息层的结合,主要是靠系统内的两种双处理器模件--------万能工作站(UxS)与应用模件(AxM)来实现。
这两种模件形成了TDC3000结构中称为X-LAYER的X层。
UxS是TDC3000系统的用户界面,符合X WINDOWS/MOTIF工业标准,它向操作者和工程师提供了一个面向现场过程控制与全厂信息的统一窗口;AxM是TDC3000系统内一个高性能且可靠的应用平台,可执行专用的或开放的应用软件。
霍尼韦尔TPS控制系统硬件介绍资料

• LCN网络的功能
➢ 在网络各设备之间传送所有信息 ➢ 按有效规约和高速通信,保证实时信息交换 ➢ 通过冗余的传输媒介及信息完整性检查,提
供可靠的通信
• TPS控制系统的特点
➢ TPS是一个统一的平台:将用户的商业信息和工厂控 制系统无缝地集成在一起。
➢ TPS是开放的:基于MS WindowsNT工作站,TPS被 设计为NatiVe Window而嵌入在NT环境中,拥有NT 的更多功能,灵活易使用。
➢ TPS核心技术:TPS将包括Windows NT操作系统、 OLE公共软件、ODBC公共数据库等技术集成在一 起。
• LCN网络结构:
➢ 总线拓扑结构 ➢ 串行通讯,5M/s ➢ 介质:同轴电缆 40节点/300m
光纤网缆 64节点/4.9km ➢ 广播型通讯方式,令牌环传递 ➢ 电缆A/B冗余设置 ➢ 自动、手动、遇故障切换 ➢ 通过T型头扩展至节点 ➢ 两端加75Ω终端电阻
• LCN的连接(一般采用同轴电缆作传输介质)
• LCN常见设备
➢GUS:全方位用户操作站 ➢NIM: 网络接口模件 ➢HM: 历史模件
GUS:Global User Station 全方位用户操作站
• 主要功能: ➢ TPS系统的人机接口 ➢ 用于整个LCN系统的
信息访问及策略干预 ➢ 支持过程操作和过程
工程组态及设计功能
• 硬件: ➢ Dell主机 ➢ LCNP/LCNP4主板 ➢ 硬盘 ➢ 光盘驱动器CD-ROM ➢ ZIP/TAP可选驱动器 ➢ 彩色监视器 ➢ IKB集成键盘或PC键盘 ➢ 鼠标或球标 ➢ 键锁 ➢ MAU盒及MAU连接电缆
Honeywell变送器特性ST3000 精华

控制产品部
高技术执行部
S9000
Profit.PLUS
UMC/UDC
sset.MAX
Smart Transmitter Business.FLEX
etc.
Uniformance
Systems 系统部
TPS PlantScape
Services 服务部
工业自动化控制部主要用户行业
矿山、建材及冶炼(MMM) 食品及饮料
测量领域广泛 :包括压力,差压,液位,流量,温度等。 在1983年, 首先采用智能变送器技术。 在全世界应用最广泛的智能型现场仪表。 超过 290,000 个 TDC 3000X数字一体化控制系统在运行。 超过 1,500,000 台智能变送器在世界各地使用... 在工业应用中被证明是最可靠的产品。 在全球都能得到良好的产品服务和技术支持。
其他有关公司的信息请访问Honeywell网站: honeywell
不论你是谁 ... 不论你从事什么 ... 不论你在世界何地 生活、工作或旅行 … 霍尼韦尔无处不在,
以千万种方式,改善您的生活品质,在每一天。
霍尼韦尔的自动化
航空航天自动化
工业自动化控制
楼宇自动化控制
Control Pns
量提供全罐的图,没有信号丢失) – Contamination detection and warning(污染物检测和警告)
Compensates for (补偿)
– thermal expansion of tank shell(罐壁的热膨胀) – hydrostatic tank deformation(静压变形) – Tilt, bending, welding seams, slots, corrosion, contamination
TPS3000系统CL程序除雾器冲洗时序控制应用
TPS3000系统 CL程序除雾器冲洗时序控制应用摘要::介绍Honeywell TPS3000系统CL程序时序控制使用和针对脱硫装置除雾器冲洗改造组态过程,子程序使用技巧。
关键词:Honeywell TPS3000 CL程序前言Honeywell TPS3000系统是1995年Honeywell公司推出的第四代集散控制系统,是将之前TDC系统比较使用WINDOWS界面,具有友好的操作和组态界面,较低的硬件维护成本,具有更好的开放性,仍保持之前安全的工业网络能够提供更全面的解决方案。
我公司煤代油装置采用TPS系统自2007年投用,期间多次扩容,一直保持平稳运行证明TPS系统的可靠性强,是DCS系统中典型代表。
CL程序及CL语言-Control Language控制语言,是TPS系统HPM控制器十分重要的控制功能,Honeywell在TPS系统上开发的高级编程语言,用于完成顺控程序和个性化控制策略,它可以实现复杂的控制算法,也可实现常规运算、连锁控制、顺序控制等。
支持批量操作和连续控制策略,可以访问DCS系统所有参数和功能。
CL程序运行在HPM控制器或者APP里。
CL源程序是文本型文件,文件的后缀是CL,需要编译成目标文件后才能被系统使用。
PM点即Prccess Module点,与CL程序绑定,操作CL程序的窗口,用于装载、调试、启动和监视CL程序的执行。
PM点提供内部寄存器供程序使用。
的内部寄存器包括127个标志量寄存器、80个实数寄存器、4个时间寄存器、16个字符串寄存器。
动力车间燃煤锅炉除雾器冲洗装置两套各分为三层控制单元,共18台控制电动执行机构,根据工艺要求时序动作。
原控制方案2小时工艺人员手动启动一次冲洗逻辑程序,工艺人员时常忘记启动或停止冲洗逻辑控制,或者造成脱硫塔液位偏高严重影响脱硫塔烟气指标。
而且根据脱硫塔厂家给出的冲洗执行方案时序更加复杂,原逻辑程序已无法满足工艺要求。
依据厂家给出的控制方案,“自动”冲洗功能投入运行→“Z”控制程序→“Y”控制程序→“X”控制程序→间隔“0.5小时” →“X”控制程序→间隔“0.5小时” →“Y”控制程序→“X”控制程序→间隔“0.5小时” →“Z”控制程序→“X”控制程序→间隔“0.5小时” → “Y”控制程序→“X”控制程序→间隔“0.5小时” →“X”控制程序→间隔“0.5小时”→“Z”控制程序→“Y”控制程序→“X”控制程序…“X”控制程序:开启“一级除雾器下层冲洗A”→“一级除雾器下层冲洗A”开到位→计时“15秒”→关闭“一级除雾器下层冲洗A” → “一级除雾器下层冲洗A”关到位→开启“一级除雾器下层冲洗B”→“一级除雾器下层冲洗B”开到位→计时“15秒”→关闭“一级除雾器下层冲洗B” → “一级除雾器下层冲洗B”关到位→开启“一级除雾器下层冲洗C”→“一级除雾器下层冲洗C”开到位→计时“15秒”→关闭“一级除雾器下层冲洗C” → “一级除雾器下层冲洗C”关到位。
仪表自控系统维护指导书

仪表自控系统维护、检测指导书DCS部分自控系统一、霍尼韦尔TPS3000系统1、系统概述TPS(Total Plant Solution)系统是霍尼韦尔公司推出的新一代集散控制系统。
它是将整个工厂信息系统与生产过程控制系统统一在一个平台上的自动化系统。
它具有三层独立的,但又可以整体通讯的网络:计算机局域网PCN、控制管理网TPN(LCN)和过程控制网络(包括UCN、DataHiway)。
在这三层网络中,过程控制网络与控制过程相连,挂在这个网络中的设备从工艺控制过程中进行数据采集和控制;控制管理网络TPN(LCN)连接一些作为高级控制、扩展数据采集和数据分析的模件,它将所有网络联在一起,构成一个整体;计算机局域网PCN 以普通PC机作为操作平台,运行应用软件及Honeywell的一些离线组态软件。
用户可根据具体的控制系统的要求对各网络中的设备以及各设备中的卡件进行配置。
系统网络结构图2、出厂验收测试(FAT)2.1概述出厂验收测试(FAT)是在全部DCS及附属设备生产、组装完成,并内部调试合格后,由甲方对DCS系统硬件及软件在设备组装地进行测试检查和验收。
FAT测试完成后,由参加测试各方形成FAT测试报告,记录测试主要内容、存在的问题、处理方法和完成时间。
FAT主要包括五部分内容:1)硬件检查2)系统检查3)操作站的应用功能检查4)控制站应用功能检查5)其它应用功能检查整个系统在FAT前应该是运转的。
在FAT期间,要做到随时记录要检查的所有项目并记录其结果。
2.2 FAT测试内容2.2.1硬件检查2.2.1.1质量检查目的: 验证是否通过霍尼威尔的质量检查。
参照: 最终确认的《硬件制造规格书》或订货清单。
方法: 检查是否相关的组件都有检验章或合格证,相关组件都应有各自的检验章或合格证。
2.2.1.2系统硬件配置检查目的:各部件及备品备件是否满足订货的要求。
参照:参照《硬件制造规格书》或订货清单的最终版。
Honeywell TPS3000系统的建点实例详解-- Digital Compodite(DC) 数字组合点的建立
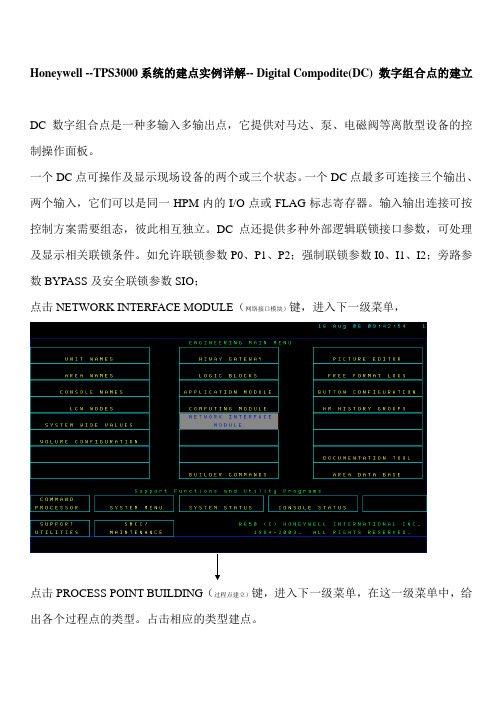
Honeywell --TPS3000系统的建点实例详解-- Digital Compodite(DC) 数字组合点的建立DC数字组合点是一种多输入多输出点,它提供对马达、泵、电磁阀等离散型设备的控制操作面板。
一个DC点可操作及显示现场设备的两个或三个状态。
一个DC点最多可连接三个输出、两个输入,它们可以是同一HPM内的I/O点或FLAG标志寄存器。
输入输出连接可按控制方案需要组态,彼此相互独立。
DC点还提供多种外部逻辑联锁接口参数,可处理及显示相关联锁条件。
如允许联锁参数P0、P1、P2;强制联锁参数I0、I1、I2;旁路参数BYPASS及安全联锁参数SIO;点击NETWORK INTERFACE MODULE(网络接口模块)键,进入下一级菜单,点击PROCESS POINT BUILDING(过程点建立)键,进入下一级菜单,在这一级菜单中,给出各个过程点的类型。
占击相应的类型建点。
点击Digital Compodite 选择框,进入建DC点的组态画面。
NETWORK NUMBER 指UCN网络号例如(NTWKNUM) 6#炉为01NODE NUMBER 指HPM在UCN网络上的地址号如(NODENUM) 6#炉为23 MODVLE NUMBER 指FTA柜中的I/O卡件号6#炉(01-36号)SLOT NUMBER指I/O卡上的点位槽号(SLOTNUM(1-32号)Regulatory PV 常规PV处理点:RPV点提供对过程变量的进一步处理,通过选择相关PV处理算法,可完成输入变量选择、计算流量补偿、流量累加等功能。
每个PV点必须至少有一个输入连接,不能定义输出连接。
RPV点提供的PV处理算法如下图:Regulatory Control Point常规控制算法点RC点提供各种有关标准控制方案的算法,内置了大量控制功能。
1)RC提供的控制算法包括:PID—常规比例积分微分调节PID with feed forward----前馈PIDPID with external reset feedback----带外部预置的反馈的PIDPID with position propotional----带位置比例控制器的PID Position propotional----位置比例控制器Ratio control----比值控制器Ramp sock---爬升/保持控制器Auto/manual station----手动/自动站Increment summer----多个主回路输出变化量加法器Switch---开关选择器Override selector----超驰选择器Multiply/divide----乘法器Summer----加法器2)MODE控制方式选择MAN手动方式:操作员或CK程序决定该点的OP,与控制算法的计算结果无关。
霍尼韦尔TPS系统在电厂的应用介绍
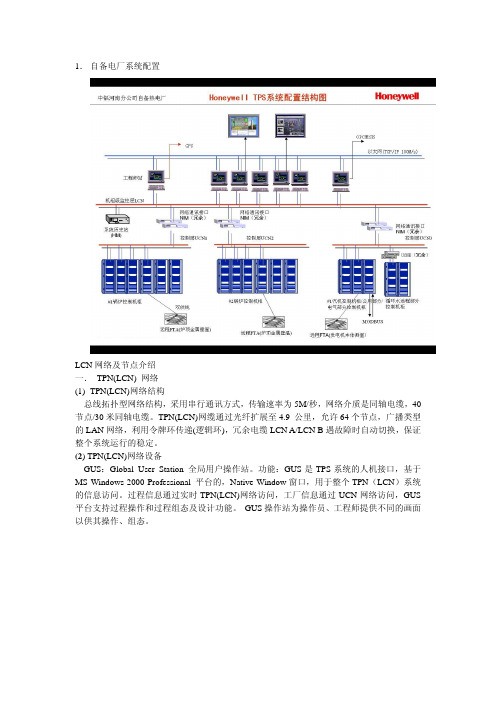
1.自备电厂系统配置LCN网络及节点介绍一. TPN(LCN) 网络(1)TPN(LCN)网络结构总线拓扑型网络结构,采用串行通讯方式,传输速率为5M/秒,网络介质是同轴电缆,40节点/30米同轴电缆。
TPN(LCN)网缆通过光纤扩展至4.9 公里,允许64个节点,广播类型的LAN网络,利用令牌环传递(逻辑环),冗余电缆LCN A/LCN B遇故障时自动切换,保证整个系统运行的稳定。
(2) TPN(LCN)网络设备GUS:Global User Station 全局用户操作站。
功能:GUS是TPS系统的人机接口,基于MS Windows 2000 Professional 平台的,Native Window窗口,用于整个TPN(LCN)系统的信息访问。
过程信息通过实时TPN(LCN)网络访问,工厂信息通过UCN网络访问,GUS 平台支持过程操作和过程组态及设计功能。
GUS操作站为操作员、工程师提供不同的画面以供其操作、组态。
(3)网络接口模件NIM(Network Interface Module)提供LCN网络访问UCN 网络的接口,完成LCN网和UCN网间的数据交换。
(4)历史模件HM(History Module)为TPS系统提供大容量存储器的一个模件,相当于文件服务器。
它可以记录连续的过程历史、事件历史、区域数据库、系统软件(TLK1等)、用户应用软件等。
(5)应用模件AM(Application Module)提供了高一级控制和计算算法,其是LCN上的模件,能实现复杂控制,并通过HPM实现,除一组标准的算法外,允许用户使用CL程序开发用户的算法和控制策略。
锅炉蒸汽流量,厂外供汽流量通过在AM编写CL语言计算得出,详见附表1.二. UCN网络及节点介绍(1) UCN网络结构UCN网络是一条控制网络,通过NIM节点(HPM)实现与LCN的通讯和协议转化。
(2) UCN 网络a)UCN网络传输速率:5M/秒b)UCN网络通讯协议:兼容IEEE(802.4)和ISO标准,载波通讯,令牌环传递c)UCN网络传输介质:75欧姆同轴电缆,冗余d)UCN网络拓扑结构:干线和支线拓扑e)UCN网络设备:32对冗余设备(2) UCN网络组件1.电缆:干线电缆:网络的主干通道,75欧姆RG-11同轴电缆。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
!
系统结构及特点
4-89$### 的系统结构见图 A。
图!
收稿日期: !##! @ #! @ !A
系统结构
逻辑控制和顺序控制。 I-J 具有各种优化的功能模
・!"・
陈水耀
霍尼韦尔 #$%&!""" 系统介绍及其应用
化工自控
块,可通过组态和编程来满足安全和高性能的数据 采集和控制要求。 当然, ’$( 也有对等通讯的功能, 而且与许多工业标准通讯协议相兼容。类似于 ) * + 卡的现场总线卡可以方便地连接现场总线的仪表。
#$$# 年第 % 卷第 ! 期
化工生产与技术
&’()*+,- ./012+3*04 ,41 5(+’40-067
・!"・
发 生 。 具 体 实 现 以 氟 氯 烃 装 置 &" 塔 塔 顶 温 度 5U&%# 与塔顶冷凝器液位 ;U&"JJ 串级调节为例说 (见图 J) 明如下 。 当开关 > 拨向 , 的位置时,为主回路直接控制 阀门 ;V"JJ。 当开关 > 拨向 C 的位置时, 则回到原控 制方案。 ;U&"JJ= 为一个计算点,它功能是完成工 程单位的转换。 开关 > 的功能由逻辑点 ;9R[&$# 完 成。 逻辑点 ;9R[&$# 输入: ;": 5U&%#\ 9.
高于 #! 时连锁产生以下动作。 (1 ) 各温度控制点 #231、 #23/、 #23! 的输出信 号打至 &:; ; (/) 停 01、 延时 1 <, 0/、 21 电源; (! ) 同时关闭出料阀 ’=! , 打开充氮阀 ’=:, 打 开排气阀 ’=5; (5) 再延时 /" <, 关闭反应物管线阀 ’=1; (:) 最后由 43% 操作工完成高温反应器的停车 工作。 以上的步骤主要是由 #$%&!""" 的 1 个逻辑点、 1 个程序控制点、! 个 $)4 控制点、- 个设备控制点 和相关的模拟量输入输出点、数字量输入输出点完 成的。 在这些点中,最关键的是逻辑点。 #$%&!""" 的 逻辑点功能强大, 一个逻辑点包含 1/ 个输入点、 /5 个逻辑块、 1/ 个输出块、 1/ 个旗标量、 1/ 个数值寄 存器和 > 个用户自定义描述。 逻辑点取名为 ?+@)3"1,用于完成连锁条件的 输入、 逻辑判断、 并产生连锁输出信号。程序控制点 取名为 $2+@"1,作为各连锁指标的寄存器和中间 过程的缓冲器。 ! 个 $)4 控制点,即温度控制点
这套控制系统由 $ 条网络组成,分别是实时控 制 网 (D%E) 、 本 地 控 制 网 (;%E) 、工厂管理网 (D%E) (F32.+3’2) 。 实时控制网 负责实时数据的采集、 信号转换、 控制算法、 输出控制、 F G H 卡件与 I-J 之 本地控制网 间的通讯、 I-J 与 I-J 之间的通讯等; (;%E) 负责人机接口、 流程图操作、 工程组态、 系统 维护、 历史数据记录和查询等。 ;%E 与 D%E 之间通 (EFJ) 过网络接口 交换数据。 F32.+3’2 通过 K-- 节点 与 ;%E 网相连, 实时数据通过霍尼韦尔 13)L/.(+3*’ 的数据库系统可以方便地传到管理网。 (CD8) (IJ) 、 历史模件 ;%E 网上有万能操作站 (EFJ) 。之所以称 CD8 为万能操作站是 和网络接口 因为操作站的软件无操作站与工程师站软件之分, 它既是操作站, 又是工程师站, 集操作、 组态、 维护功 (IJ) 能于一身; 历史模件 存储系统组态信息、 实时 数据和各种报表数据 ? 网络接口是 ;%E 网与 D%E 网的桥梁,它完成从 ;%E 传输技术和通信协议向 D%E 传输技术和通信协议的转换, EFJ 使得 ;%E 上 的 模 件 可 以 对 D%E 设 备 的 数 据 进 行 读 写 。 透 过 EFJ,程序和数据库可以装载到 I-J;D%E 设备产 生的报警和操作提示信息也可以上升到 ;%E。 EFJ 可以冗余,当主 EFJ 发生故障时,自动切换到备份 的 EFJ 上, 保证操作的连续性。但就象每个通讯网 络都有通讯容量的限制一样, EFJ 也有每秒 M ### 个仪表点的数据量的限制。 D%E 网上有高性能过程管理器(I-J)和网络 (EFJ) 接口 。 I-J 是 4-89$### 工业控制系统中最主 要的数据采集和控制设备。它是霍尼韦尔公司推出 的性能价格比较佳的过程控制器。 I-J 具有高度灵 活的数据采集和控制功能。 控制功能包括常规控制、
在石油化工生产中,控制室自控设备随着当今 科学技术的飞速发展, 发生了翻天覆地的变化, 经历 了从动圈表、 数字表、 智能化数字仪表、 工控机、 可编 ( -;%) (:%8) 程控制器 到分散控制系统 。 分散控制系 (:%8) 统 集仪表技术、 控制技术、 计算机技术和通讯 技术于一身。 过去 < 分散控制系统 = :%8 > 仅仅用于过程控制 ? 今天< 在发达国家 < 对 :%8 有了新认识。 :%8 应该在 信息领域大展宏图< 所以许多世界著名的 :%8 供应 商纷纷宣称 < 自己的 :%8 是集商业应用和实时控制 于一体的信息集成工具。 世界著名的 :%8 生产商 @ 霍尼韦尔公司在这 种形势下,首先于 A""B 年在 4:%9$### 的基础上推 出了 4-89$### 系统。 4-8 的含义是全厂一体化系 统,把管理网与实时控制网通过万能操作站(CD8) 连成一体。
图# 反应器连锁的逻辑框
;#: 5U&"JJ\ 9. 逻辑块: :;< 输出: 源 ;" ;# 目的地 ;V"JJ 使能 :;< 895 =9" 完成开关 > 的切换
(R5) (;5) 、 , 产生 S 个输 过 ! 个大于门 ! 个小于门 (T8?) 。 与门的目的是用 S 个旗 出, 再经过 S 个与门 标量可以单独屏蔽每个连锁条件。然后经过 ! 个或 门 (9U) ,只要 S 个条件中的 " 个成立,输出状态 ,切断 A"、A#、U" 的电源,打开 =9"G 即置为“"” EVJ、 EVG、 关 闭 EV!。 =9"G 经 过 " 个 延 时 门 (98?A;TW #$) 延时 #$ B, 关 EV"。 =9"G 经过一最 (@TX.Y;=A #$) 大脉冲门 产生一 #$ B 的正脉冲, 将 5U&"、 5U&#、 5U&! 的输出值置为 ZGL 。 !" ! 精馏塔复杂回路的控制 在精馏塔的控制中,复杂控制回路有时需要打 散成简单控制回路, 由主回路控制。正常情况下, 如 果重新组态, 控制点要打死, 必然会造成调节阀失控 几分钟, 影响生产。利用 5.=Z!$$$ 逻辑点的强大功 能, 在流程图设置一个软开关, 可以避免这种情况的
!##! 年第 " 卷第 $ 期
" "! """""""! " "!
化工生产与技术
%&’()*+, -./01*2)/3 +30 4’*&3/,/56
・!"・
化 工 自 控
"""""""!
霍尼韦尔 !"#$%&&& 系统介绍及其应用
陈水耀
(浙江巨化股份有限公司氟聚厂, 浙江衢州 $!7##7)
摘要 关键词 介绍霍尼韦尔 4-89$### 系统特点、 系统结构, 着重介绍在化工生产中的应用。 :%8 控制系统 连锁 逻辑点
;V"JJ =9" 当 :;< F 98, 相当于开关 > 拨向 ,, 5U&%# 的输 出控制阀门 ;V"JJ; 当 :;< F 9:: 时, 相 =9" F 98, 当于开关拨向 C, ;U&"JJ 的输出控制阀门 ;V"JJ。
#
结论
霍尼韦尔 5.=Z!$$$ 系统融入了先进信息和网 络技术, 适当增加软硬件接口, 就可以与全厂局域网 相连。把实时数据以简单的格式上传到局域网。 5.=Z!$$$ 系统扩展性好,便于将来扩大生产规模。 5.=Z!$$$ 控制系统可以很方便地实现各种 稳定生产。
>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>
用 &9# 作为原料一步法生产 ?@A
在减少 &9 # 释放战役中一个大问题是如何处理来自工 业 设 备 中 的 所 有 &9 # 。 日 本 >,4B,* 电 力 有 限 公 司 联 合 @*3B2C*B’* 重工业公司开发出一种直接用 &9# 和氢气生产二 (?@A) 的方法。上述气体经反应可产生甲醇, 然后甲醇 甲醚 脱水可生产 ?@A。反应如下: &9# D !E# F &E! 9E D E# 9
#&E! 9E F &E! 9&E! D E# 9 两步反应同时在 #G$ H !$$I 和 J H "$ @., 压力下的固 定床反应器中进行, 使用专用的甲醇合成催化剂和脱水催化 然后通过蒸馏 剂。 附产水从 ?@A K 甲醇混合物中分离出来, 从过量甲醇中回收 ?@A。 在扩大试验中, >A. 取得了 &9# 转 换率和 JGL ?@A 选择率。 >A. 正进行改善选择率的工作。 M 郑元昌译自 &’()*+,- A46*4((/*46N #$$"N "$O M "# P Q #" )