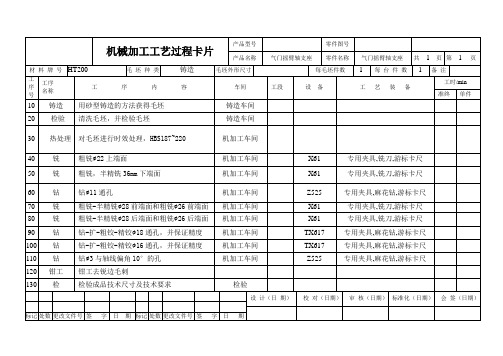
气门摇臂轴支座的机械加工工序卡片
机械加工工序卡A4B5

机 械 加 工 工 序 卡
共1张
第1张
产品代号
气门摇臂轴支座
零(部)件代号
气门摇臂轴支座
零部件名称
气门摇臂轴支座 工序号
IX
设 备
材 料
名 称 立式钻床 名 称 HT200 型 号 Z525
硬 度
夹具名称编号
刀 具 量 具 辅 具 名 称 规 格 名 称 名 称 规 格 名 称 铣刀 YG8
技 术 等 级
工时定额
班 产 量 准备及终结时间
工作地点服务时间
基本时间 辅助时间 单件时间
1
1.66
3.1
5.76
工 序 号 工 序 名 称 及 内 容
加工表面尺寸
切 削 用 量
直径或宽度 长度 加工计算长度 切深 走刀量 转速或双行程数 切速 走刀次数
1 钻17φ的通孔 37 17 1000/min 53m/min 1
2 扩孔至85.17φ 37 0.85 0.85 1000r/min 56 1
3 粗铰至94.17φ 37 0.09 0.09 1000r/min 60 1
4 精铰至189H φ 37 0.06 0.06 1000/min 4.
5 1 5 钻15φ通孔 1
6 15 1000/min 47m/min 1 6 扩15φ至φ15.85
16 0.85 0.85 1000/min 49m/min 1 7 粗铰φ15.85至95.15φ 16 0.10 0.10 1000/min 50m/min 1 8 精铰95.15φ至16φ
16
0.05
0.05 1000/min
6.28m/min 1 编制
设计
审核
批准
描图
校核。
新气门摇臂轴支座的机械加工工艺及夹具设计

新气门摇臂轴支座的机械加工工艺及夹具设计新气门摇臂轴支座的机械加工工艺及夹具设计新气门摇臂轴支座是一种汽车引擎部件,是连接气门和摇臂的重要支撑部位。
它的制造需要采用一定的机械加工工艺和相应的夹具设计,本文将对此进行探讨。
一、机械加工工艺1. 轴套加工首先需要进行的是轴套加工,这是因为轴套是与气门摇臂轴紧密配合的部件。
轴套的加工需要经过数道工序,其中包括车、铣、镗、插座螺纹等。
具体的步骤如下:(1)车削:采用车床将钢材进行加工成需要的形状和尺寸;(2)铣削:采用铣床对轴套进行平面加工,以保证其表面的光滑度和精度;(3)镗孔:采用数控加工中心进行孔径精度的控制,保证轴套与摇臂轴配合的紧密度;(4)插座螺纹:通过螺纹车床对轴套进行插座螺纹加工。
2. 支座加工在完成了轴套的加工后,需要对支座进行加工。
支座是固定在气门摇臂轴上的部件,其加工需要包含以下步骤:(1)车削:用车床将钢材进行加工成需要的形状和尺寸,如外形、凸台等;(2)锉削:用锉将支座的表面进行整形,以防止其表面存在毛刺或磨损;(3)钻孔:通过钻床进行定位孔和螺纹孔的加工。
3. 摇臂轴加工在完成了轴套和支座的加工后,需要进行摇臂轴的加工以保证其与轴套的精确配合,从而提高摇臂轴的实用性和寿命。
摇臂轴的加工需要包含以下步骤:(1)车削:采用车床将钢材进行加工成需要的形状和尺寸;(2)磨削:经过磨削,使摇臂轴的表面更加光滑、精确;(3)组合检测:通过检测手段,对摇臂轴、轴套和支座进行匹配测试,以保证精确配合。
二、夹具设计上述的机械加工工艺需要相应的夹具设计来实现。
夹具的设计需要考虑以下几个因素:1. 夹紧效果夹具的要求是能够紧密抱住工件,防止工件在加工过程中发生移动或扭曲变形。
因此,需要在设计过程中考虑工件的结构特点,精确的制定夹持力,确保夹具夹紧后不松动、不滑动。
2. 生产效率夹具设计应考虑向生产车间提供高效的加工条件。
夹具需要尽可能的实现快速、便捷的操作,以便提高生产效率和加工质量。
摇臂支架加工工艺过程卡片

西安工业大学工艺过程卡片产品代号零(部)件名称零(部)件代号
摇臂支架
材料#45毛坯种类精密模锻毛坯尺寸每一毛坯可制零件数
工序序号工序
名称
工序内容设备夹辅具名称刀具名称规格量具名称及
规格
I 锻造锻造
II 粗铣铣底面和顶面X6132 专用夹具铣刀游标卡尺
III 粗车-精车
端面车外圆、端面、倒角至要求。
半精车端面、倒角、切槽。
CA6140 专用夹具车刀游标卡尺
IV 钻-扩-绞孔加工Φ10.5mm孔
加工Φ6.1mm孔
加工Φ3mm孔
锪Φ4孔
Z550 专用夹具
莫氏直柄麻花钻,扩
孔钻,铰刀
内径百分表
塞规
V 热处理局部淬火专用夹具
VI 磨削磨Φ12外圆M1432 专用夹具砂轮
VII 清洗清洗机
VIII 终检游标卡尺,塞规编制吴谦校核审查共 1 张第 1 张。
气门摇臂轴支座工艺过程卡
产品型号
零件图号
产品名称
气门摇臂轴支座
零件名称
气门摇臂轴支座
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸造
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工
序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时/min
准终
单件
10
铸造
用砂型铸造的方法获得毛坯
铸造车间
20
检验
清洗毛坯,并检验毛坯
铸造车间
30
机加工车间
X61
专用夹具,铣刀,游标卡尺
80
铣
粗铣-半精铣∅28后端面和粗铣∅26后端面
机加工车间
X61
专用夹具,铣刀,游标卡尺
90
钻
钻-扩-粗铰-精铰∅18通孔,并保证精度
机加工车间
TX617
专用夹具,麻花钻,游标卡尺
100
钻
钻-扩-粗铰-精铰∅16通孔,并保证精度
机加工车间
TX617
专用夹具,麻花钻,游标卡尺
热处理
对毛坯进行时效处理,HBS187~220
机加工车间
40
铣
粗铣∅22上端面
机加工车间
X61
专用夹具,铣刀,游标卡尺
50
铣
粗铣,半精铣36mm下端面
机加工车间
X61
专用夹具,铣刀,游标卡尺
60
钻
钻∅11通孔
机加工车间
Z525
专用夹具,麻花钻,游标卡尺
70
气门摇臂轴支座的机械加工工艺及夹具设计
气门摇臂轴支座的机械加工工艺及夹具设计工艺流程:1.材料准备:选择适合的材料,通常使用优质的合金钢材料。
将材料进行切割,确保尺寸大小符合需要。
2.粗加工:将切割好的原材料进行粗加工。
首先进行铣削工艺,使得材料的外形达到近似的形状。
然后进行车削工艺,将材料的尺寸进一步精确。
3.热处理:将粗加工好的材料进行热处理,以提高材料的硬度和耐磨性。
常见的热处理方法包括淬火、回火等。
4.精加工:经过热处理的材料再进行精加工。
主要包括车削、铣削、磨削等工艺,将材料的表面进行加工,使其更加平滑。
5.组装:将精加工好的零件进行组装,与其他部件连接起来,形成完整的气门摇臂轴支座。
注意在组装中要保持零件间的准确配合度。
夹具设计:夹具设计是为了在加工过程中稳定支撑和固定工件,使其能够准确地进行加工。
以下是气门摇臂轴支座夹具设计的一般步骤和注意事项。
1.确定夹具类型:根据气门摇臂轴支座的形状和加工要求,选择合适的夹具类型。
常用的夹具类型包括顶尖夹具、台站夹具、平板夹具等。
2.确定夹具夹持点:根据工件形状和加工要求,确定夹具夹持点的位置。
夹持点应能够保证工件的稳定,同时不影响加工工艺进行。
3.设计夹具结构:根据工件的形状和加工要求,设计夹具的结构。
夹具应具备稳定性、刚性和易操作性。
使用CAD软件进行绘制设计,并进行必要的强度计算。
4.确定夹具夹持力:根据工件的材料和加工要求,确定夹具夹持力的大小。
夹持力应能够保证工件在加工过程中不会发生位移和变形。
5.制造夹具:根据设计好的夹具图纸进行夹具的制造。
常用的制造工艺包括铣削、车削、线切割等。
6.调试夹具:制造完成后,对夹具进行调试,确保夹具的夹持力和稳定性符合要求。
总结:。
气门摇臂轴支座的机械加工工艺规程设计

气门摇臂轴支座的机械加工工艺规程设计1.零件的工艺分析及生产类型的确定1.1零件的作用本设计所设计的零件是1105柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。
直径为18mm的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。
直径为16mm的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机。
两孔间距56mm,可以保证减压轴在摇臂上打开气门,实现减压。
两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径11的孔用M10的螺杆与汽缸盖相连,直径3的孔用来排油,各部分尺寸零件图中详细标注。
图2.1 气门摇臂轴支座零件图1. 2 零件的工艺分析通过对气门摇臂轴支座零件图的重新绘制,知原图样的视图正确、完整,尺寸、公差以及技术要求齐全。
通过对零件图的详细审阅,该零件的基本工艺状况已经大致掌握。
主要工艺状况如下叙述:零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良,但是塑性较差、脆性较高、不适合磨削,而且加工面主要集中在平面加工和孔的加工。
根据对零件图的分析,该零件需要加工的表面以及加工表面之间的位置要求如下:1. 22φ通孔,粗糙度均为12.5;φ外圆的上端面以及与此孔相通的112. 36mm下端面,根据零件的总体加工特性,36mm为整个机械加工过程中主要的基准面,粗糙度为6.5,因此在制定加工方案的时候应当首先将此面加工出来;3. 28φ外圆的前后端面,粗糙度为3.2;前后端面倒1⨯的角,粗糙度为12.5;45以及18φ通孔所要求的精度较高,因此该孔的的加工是一φ的通孔,在这里由于18个难点,其所要求的表面粗糙度为1.6,且该孔的轴线与36mm下端面的平行度为0.05,且该孔的轴线圆跳动公差为0.1需要选择适当的加工方法来达到此孔加工的技术要求。
4. 26φ的前后端面,粗糙度为12.5;前后端面倒1⨯的角,粗糙度为12.5;45以及16φ的通孔同样也是本零件加工一个比较重要的部分,观察零件φ的通孔,16图就可以知道,16φ的通孔一样都是比较φ的孔要求的表面粗糙度和位置精度和18高的,16φ的通孔表面粗糙度为1.6,孔的轴线与36mm的地面的平行度为0.05;通过上面零件的分析可知,36mm下端面和22φ上端面的表面粗糙度要求都不是很高,因此都不需要精加工来达到要求,而且这两个面也是整个加工工程中主要的定位基准面,因此可以粗加工或者半精加工出这两个面而达到精度要求,再以此作为基准采用专用夹具来对其他表面进行加工,并且能够更好的保证其他表面的位置精度要求。
195柴油机摇臂轴座课程设计工艺工序卡
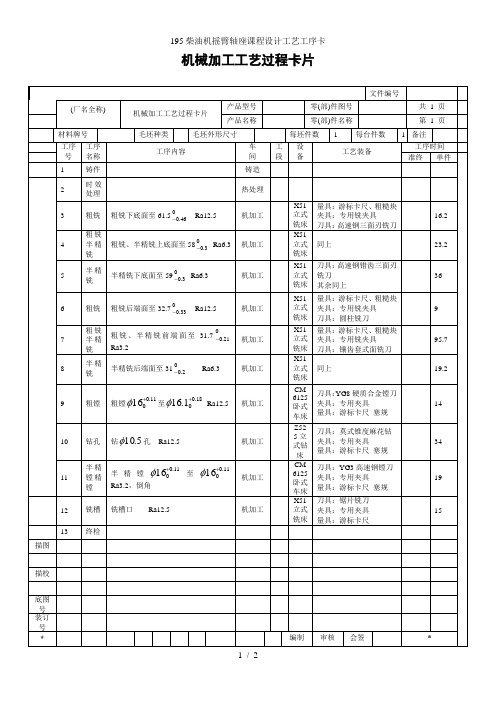
X51 量具:游标卡尺、粗糙块
立式 夹具:专用铣夹具
16.2
铣床 刀具:高速钢三面刃铣刀
X51
立式 同上
23.2
铣床
X51 刀具:高速钢错齿三面刃
立式 铣刀
36
铣床 其余同上
X51 量具:游标卡尺、粗糙块
立式 夹具:专用铣夹具
9
铣床 刀具:圆柱铣刀
X51 量具:游标卡尺、粗糙块
立式 夹具:专用铣夹具
10 钻孔 钻10.5 孔 Ra12.5
机加工
11
半精 镗精
半 精 镗 1600.11 至 1600.11
机加工
镗 Ra3.2,倒角
12
13 描图
铣槽 铣槽口 Ra12.5 终检
机加工
文件编号
零(部)件图号
共1页Байду номын сангаас
零(部)件名称
第1页
每坯件数
工设 段备
1 每台件数 工艺装备
1 备注 工序时间
准终 单件
19
X51 刀具:锯片铣刀
立式 夹具:专用夹具
15
铣床 量具:游标卡尺
描校
底图
号 装订
号
*
编制 审核 会签
*
1/2
195 柴油机摇臂轴座课程设计工艺工序卡
a
①
(日期) (日期) (日期) *
标记 处数
更改 文件 号
签 字
日 期
标 记
处 数
更改 文件
号
签字
日 期
2/2
195 柴油机摇臂轴座课程设计工艺工序卡
机械加工工艺过程卡片
(厂名全称)
材料牌号
工序 工序 号 名称
气门摇臂轴支座的机械加工工艺(doc 38页)
气门摇臂轴支座的机械加工工艺(doc 38页)气门摇臂轴支座的机械加工工艺及夹具设计1 设计任务书1.1 设计题目设计如图 1.1所示的气门摇臂轴支座零件的机械加工工艺规程及加工0.027018φ+通孔和0.11016φ+通孔的专用夹具图1.1 气门摇臂轴支座零件图1.设计内容:(1)零件、毛坯图:各1张。
(2)机械加工工艺规程卡片:1套。
(3)夹具装配总图:1张。
(4)夹具零件图:1张。
(5)课程设计说明书:1份。
2.原始资料:零件图纸一张;生产纲领为10000台/年,1件/台;每日1班。
通过设计,使我们在机械制造工艺规程设计,工艺方案论证,机械加工余量计算,工艺尺寸的确定,编写技术文件及查阅技术文献等各个方面受到一次综合性的训练。
初步具备设计一个中等复杂程度零件的工艺规程的能力。
能根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟定夹具设计方案,完成夹具结构设计,初步具备设计出高效,省力,经济合理并能保证加工质量的专用夹具的能力。
绘制零件图,装配图,提高制图能力。
设计内容:绘制气门摇臂轴支座的二维、三维零件图,根据图纸技术要求等确定生产类型,本次设计的零件年产量为10000件,分析确定生产类型。
工艺分析,确定毛坯类型和制造方法,气门摇臂轴支座材料为HT200,拟采用铸造的形式进行毛坯制造,并确定零件机械加工工艺路线,完成机械加工工序设计,进行必要的经济分析。
最后,对某道加工工序进行夹具装配图及主要零件图的设计。
1.2零件作用零件是1105柴油机中摇臂结合部的气门摇臂轴支座,是柴油机上气门控制系统的一个重要零件。
直径为18mm的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。
直径为16mm的孔内装一个减压轴,降低汽缸内压力,便于启动柴油机。
两孔间距56mm,保证减压轴在摇臂上打开气门实现减压。
两孔表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径11的孔用M10的螺杆与汽缸盖相连,直径3的孔用来排油,各部分尺寸零件图中详细标注。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铣削
粗铣
毛坯种类
毛坯外形尺寸
每个毛坯可制件数
每台件数
铸件
详见毛坯图
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X52K立式铣床
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工 步 内 容
工 艺
装 备
主轴转速(r/min)
切削速度(m/min)
进给量
(mm/r)
签字
日期
标记
处数
更改文件号
签字
日期
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工 步 内 容
工 艺
装 备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(min)
机动
辅助
1
铸造毛坯至毛坯图要求的尺寸
游标卡尺
2
3
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(min)
机动
工步工时(min)
辅助
1
以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,粗铣Ø28后端面,
X52K立式铣床,硬质合金端铣刀,
游标卡尺
255
64
2
2
1
0.08
2
以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,粗铣Ø26后端面
(mm)
进给
次数
工步工时(min)
机动
工步工时(min)
辅助
1
以加工后的Ø11内孔表面,半精铣后的36mm下端面C,Ø28端面G或F定位,钻Ø17的通孔
Tx611卧式镗床麻花钻、扩孔钻、机用铰刀
Tx611卧式镗床,麻花钻、扩孔钻、机用铰刀,Ø20的钻咀
1124
60
0.1
17
1
0.35
2
扩Ø17的通孔至Ø17.85
1
0.36
2
3
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
气门摇臂轴支座加工工序卡片6
郑州航空工业管理学院
机械加工工序卡片
产品型号
零(部件)图号
工序号
70
产品名称
气门摇臂轴支座
零(部件)名称
气门摇臂轴支座
共1页
第1页
车间
材料牌号
工序名
工序内容
258
64
2
3
1
0.09
2
以粗铣后的Ø22上端面以及Ø28外圆端面定位,半精铣36mm下底面
495
123
2
1
1
0.09
3
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
气门摇臂轴支座加工工序卡片5
郑州航空工业管理学院
机械加工工序卡片
产品型号
零(部件)图号
255
64
2
3
1
0.07
3
以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,半精铣Ø28后端面
490
123
2
1
1
0.07
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
气门摇臂轴支座加工工序卡片7
郑州航空工业管理学院
机械加工工序卡片
气门摇臂轴支座加工工序卡片1
郑州航空工业管理学院
机械加工工序卡片
产品型号
零(部件)图号
工序号
10
产品名称
气门摇臂轴支座
零(部件)名称
气门摇臂轴支座
共1 页
第1页
车间
材料牌号
工序名
工序内容
铸造车间
HT200
铸造
铸造
毛坯种类
毛坯外形尺寸
每个毛坯可制件数
每台件数
铸件
详见毛坯图
1
1
设备名称
设备型号
设备编号
同时加工件数
X52K立式铣床,硬质合金端铣刀,
游标卡尺
255
64
2
2
1
0.07
2
以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,粗铣Ø28前端面
255
64
2
2
1
0.08
3
以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,半精铣Ø28前端面
255
64
2
1
1
0.08
标记
每台件数
Байду номын сангаас铸件
详见毛坯图
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工 步 内 容
工 艺
装 备
主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(min)
机动
辅助
1
铸造毛坯至毛坯图要求的尺寸
(日期)
气门摇臂轴支座加工工序卡片9
郑州航空工业管理学院
机械加工工序卡片
产品型号
零(部件)图号
工序号
100
产品名称
气门摇臂轴支座
零(部件)名称
气门摇臂轴支座
共2页
第1页
车间
材料牌号
工序名
工序内容
钻削车间
HT200
钻削
钻扩绞
毛坯种类
毛坯外形尺寸
每个毛坯可制件数
每台件数
铸件
详见毛坯图
1
1
设备名称
设备型号
设备编号
同时加工件数
镗床
Tx611卧式镗床
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工 步 内 容
工 艺
装 备
主轴转速 (r/min)
切削速度 (m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(min)
机动
工步工时(min)
辅助
1
以加工后的Ø11内孔表面,以加工后的36mm下端面,Ø28端面定位, 钻Ø15的通孔的通孔,
工位器具名称
工序工时(s)
准终
单件
工步号
工 步 内 容
工 艺
装 备
主轴转速 (r/min)
切削速度 (m/min)
进给量
(mm/r)
背吃刀量
(mm)
进给
次数
工步工时(min)
机动
工步工时(min)
辅助
1
以加工后的Ø11内孔表面定位,半精铣后的36mm下端面以及Ø28后端面定位,粗铣Ø26前端面,粗铣Ø28前端面,半精铣Ø26前端面
零(部件)名称
气门摇臂轴支座
共1页
第1页
车间
材料牌号
工序名
工序内容
钻削车间
HT200
钻削
钻削
毛坯种类
毛坯外形尺寸
每个毛坯可制件数
每台件数
铸件
详见毛坯图
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
Z525立式钻床
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(s)
准终
单件
工步号
工 步 内 容
1000
56
1
0.425
1
0.45
3
粗铰Ø17.85的通孔至
1000
56
0.2
0.045
1
0.45
4
精铰Ø17.94通孔至Ø18H8
1000
70
0.2
0.03
1
0.45
5
两端1X45°的倒角
1200
60
0.1
1
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
设计
(日期)