眼镜检验标准
渐进多焦点眼镜标准验配方法

渐进多焦点眼镜标准验配方法(
步骤一:顾客沟通。
了解视力需求,询问顾客的眼镜史、职业、对新配眼镜的要求。
步骤二:电脑眼光、运用单眼瞳距测量。
步骤三:裸视/原镜视力检查。
在确定远用屈光度数时,必须根据原配戴眼镜的屈光度,以及顾客对远用视力的要求。
步骤四:检影验光、主觉验光(远用视力)。
确定顾客远用屈光度的原则是:在远用视力以顾客能接受为原则的基础上,近视能浅则浅,远视能足则足,新加散光要谨慎。
双眼平衡。
步骤五:远用矫正视力试戴,调整并确定。
在被检者双眼前加上远用屈光度数的镜片,让顾客试戴以确定是否能接收这一远用度数。
步骤六:近用加光测量。
步骤七:近用矫正视力试戴,调整并确定。
步骤八:VisionPrint测量。
指导顾客就座->进行示范->进行测量->结果(提示:合乎习惯的测量结果必须是在自然状态下完成。
)
步骤九:老视矫正方式介绍、沟通及建议。
查看验光单,询问顾客职业及对眼镜的要求,据此推荐合适的渐进镜片。
步骤十:渐进镜片种类、材料等介绍、选择
步骤十一:镜框推荐选择。
根据顾客选择的不同渐进镜片挑选相应的镜架,并确保瞳孔中心到镜架下边缘最低处有足够的垂直距离。
步骤十二:镜框整形。
镜眼距离12~14mm。
前倾角度10°~12°
步骤十三:单眼瞳高测量。
步骤十四:渐进片测量参数确定。
校对镜片(如图标出标记)
步骤十五:渐进镜片使用指导。
镜片上留有标线,检验十字线是否位于瞳孔中心,确定所有距离的使用。
单光眼镜外观检测.

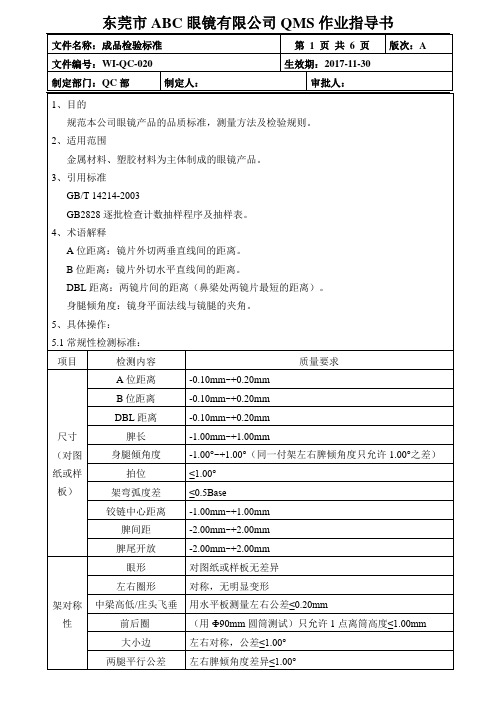
二、单光眼镜的外观质量检测
1.全框单光眼镜的外观质量检测
(1)眼镜架的外观质量检测:
1)检测标准:GB/T14214中规定,在不借助于放大镜或其他 类似装置的条件下目测检查镜架的外观,其表面应光滑、 色泽均匀、没有直径大于等于0.5mm的麻点、颗粒和明显 擦伤。
6)目视检查:两托叶是否对称。 7)目视检查:两镜腿是否平整和对称。 8)用坐标纸或量角器:检查左右两镜腿的外张角是否为
80~90度。并左右对称。 9)目视检查:有色眼镜镜片的色泽是否基本一致。 10)目视检查:中梁固定孔的连线与桩头固定孔的连线是否
水平并平行。
2)检测方法:在不借助于放大镜或其他类似装置的条件下, 将镜架置于两支30W日光灯的照射下,面对黑色消光背景, 用目视方法检测。
3)操作步骤:目视检查,镜架的表面是否光滑,镜架的色 泽是否均匀,镜架上是否有直径大于等于0.5mm的麻点、 颗粒和明显擦伤。
(2)眼镜片的外观质量检测
1)检测标准:依据标准GB10810中规定,在以基准点为中心, 直径30mm的区域内,及对于子镜片尺寸小于30mm的全部子 镜片区域内,镜片的表面或内部都不应出现可能有害视觉 的各种疵病。
齐,装配后不松动,无明显隙缝。双光眼镜两子镜片几何 形状应左右对称,直径互差不得大于5mm。 (3)金属框架眼镜锁接管的间隙不得大于5mm。 (4)配装眼镜的外观应无崩边、焦损、翻边、扭曲、钳痕、 镀(涂)层剥落及明显擦痕。 (5)配装眼镜不允许螺纹滑牙及零件缺损。 (6)配装眼镜无割边引起的严重不均匀的应力存在。
(3)拉丝松紧度检测:
1)检测方法:利用手工加持方法检测。 2)操作步骤:左手拿住镜架,右手拇指和食指加持镜片。
EN_ISO_12870测试标准

眼镜的EN12870测试标准(一)眼鏡尺寸公差測試1.設備及材料:卡尺(或仿形儀)2.內容:測量眼鏡的鏡片水平寬度 a 鏡片高度 B 兩鏡片距離 DBL框圈的长度 ed 臂長 L3.要求:設計尺寸與實際尺寸公差(4T机读圈)A:±0.5mm B:±0.5mm DBL:±0.5mm ED:±0.5m L:±2.0mm (二)尺寸熱穩定性測試1.設備及材料:防潮恆溫焗爐(0~100℃,±3℃)卡尺、不銹鋼平板2.內容:鏡架雙臂展開,倒放於不銹平板上,測量於55℃±5 ℃/2小時----23±5 ℃/2小時兩狀下雙臂間距離d差值。
3.要求:臂長L>100mm,則d1-d0應小於+6mm~12mmL<100mm,則d1-d0應小於+5mm~10mm(三)鼻樑屈曲及鏡片保持力測試1.設備及材料:測試夾具應包括:環形夾:直徑25±2mm,彈性物料,可水平上下移動10mm。
壓力栓:直徑10±1mm,可水平上移10mm,向下移8mm與鏡片接觸面為半球形與環形夾距可調。
距離測量儀:百分表2.內容:固定一鏡片中心,用5牛頓力使另一鏡片中心向下位移或使另一鏡片中心下移位為(10±1)% C(C為兩鏡片中心距離)。
3.要求:鼻樑屈曲:(1)鏡架無裂痕,無斷裂。
(2)永久形變小於2% C。
鏡片保持力:鏡片無脫離坑槽或移位。
(四)眼鏡框耐用性測試1.設備及材料:(1)夾具設計包括:夾具臂接頭轉幅度向下30±0.5mm;向外60±1.0mm;向上30±0.5mm,轉速:40轉/分鐘,並可調校。
(2)鼻樑承托:三角柱形,闊度12±1mm,角度30°±2 °2.內容:夾住雙臂距鉸鏈約70%L處,萬向節以直徑60mm,40轉/分鐘勻速轉動500轉。
測量測量點距離彎化△D。
眼镜架作业指导书:20成品检验标准(6页)
c、重复a和b步骤3次;
d、将鼻托线扭回图(一);
e、测试完成后,查看烟斗线是否完好,无脱落.断裂的现象。
5.3.4中梁焊点强度测试方法
a、用手按住镜框(装好片),用力将前框向内弯曲至30°;
b、将前框向外弯曲至30°;
c、把前框弯回至原来位置;
d、重复a.b和c步骤3次,如图(五);
响架/弹片
反复3次拉两庄头到脾尾伸展到18cm,片不发出明显声响,且片不弹出。
装片
入坑槽,无外斜或掉角现象。
片边
无框架(或鱼丝架)片边要平整,不可锋利及粗糙。
其它
庄头与脾
1)接触面(即切面)平整,刀纹不明显
2)凸圈(或凸脾)不明显,手感顺畅。
3)配合情况:连接自然、紧密。
铰链
1)螺丝松紧适合,开合脾时顺畅
A级
太阳片
2)以视点为中心,半径为15mm的圆内,不可以超过2点(点≤0.25mm),点不在同一部位;且不可有任何的刮伤。
3)以视点为中心,半径为15mm的圆外,不可有超过3点(点≤0.40mm),点不在同一部位;且刮伤(伤痕≤0.16mm)不可超过一条。(见图六)
AB级
太阳片
4)以视点为中心,半径为15mm的圆内,不可超过3点(点≤0.4mm),点不在同一部位;且刮伤(伤痕≤0.16mm)不可超过1条。
2)钉(焊)铰边到位,无偏斜及明显缝隙。
3)表面洁净,无氧化、脱色(胶架)
4)整体完整,无伤痕及缺损
弹弓铰
1)弹性回复力良好(手感)。
2)回弹顺畅,无声响。
3)开脾或收脾后轻摇镜架,脾无松动现象。
螺丝
1)头不能打花,不能有毛刺及刮手。
2)到位,无间隙,无松动。
VR3D眼镜产品检验标准

本文档如对你有帮助,请帮忙下载支持!VR 产品检验标准分体机适用Ver : 160610制:核: 准:应用范围 抽样检验标准检验内容目的规范VR 成品检验,确保产品满足质量要求应用范围本检验标准仅适用于 VR 分体机。
本检验标准规定了 VR 分体机成品的检验要求、检验内容与检验方法。
抽样检验标准MIL-STD-105E-Level II正常检验单次抽样方案品质允收水准:Critical=0 ,Major=0.65, Minor=1.0,以下简称CR,MAJ,MIN 除外观和包装项外,其它检验项目都为0收1退。
四、注意事项成品检验时需佩戴手套,避免检验过程中产品刮花。
四、 注意事项 五、检验设备及工具七、 产品图片&重点检验项目 11 八、产品结构爆炸图&主要部件名称12期:2016-6-105-10本文档如对你有帮助,请帮忙下载支持!五、检验设备及工具六、检验内容、包装部分检验2、塑胶部分外观检验以下为常见塑胶表面缺陷及定义:模花:模具表面被损伤,造成塑胶表缺陷夹水纹:塑胶融料注塑汇合时形成的痕迹污点:塑胶被污染在表面留下不同色的痕迹混色:混料不良•或炮筒中残留有颜色的塑料而在表面留下不同色的退迹水口纹:注塑流料入口现现的纹状痕迹缩水披锋流痕气纹拖白拖胶顶白透明塑胶件中呈现的泡状不良现象塑胶颜色与确认样品颜色有偏差硬质物体或利器等导致元件表面深度划痕塑胶件表面或边缘相互挤压与硬质碰撞造成的痕迹压力不均或冷却不良引起的表面形状变化因注塑件本身过厚注塑压力达不到表面呈现的凹痕塑胶流入模具间隙处形成多余胶料注射不均或表面有凸起字母等导致表面痕迹因排气而在塑胶表面留下的痕迹脱模时磨擦导致表面发白脱模时磨擦而导致塑胶被拖出形成多余物脱模时顶针处顶力过大导致表面凸起发白镶件痕:模具镶件而导致表面痕迹气泡色差划伤碰伤变形3、头带部分检验4、蓝光镜片部分检验、光学镜片部分检验、磁铁部分检验、固定手机织带部分检验、铁片部分检验9、耳机延长线部分检验、眼罩护棉部分检验11、前盖海棉部分检验12、成品功能测试材质 结构 尺寸a 、 材质与样品相符,铁片。
眼镜瞳距测量标准

瞳距是两个瞳孔之间的距离的简称,一般就是指两个眼睛瞳孔中心点的距离。
配戴眼镜时需要测量瞳距,瞳距分为:远用瞳距,近用瞳距。
测定时,是按一定的距离测出这两种瞳距的。
对于近视眼或者远视眼患者,配眼镜时,需要考虑这个参数。
即两块镜片中心的距离(光学中心距离)应当与患者的瞳距相配合,否则,即使度数正确,患者戴上眼镜后也会有不适的感觉,并且影响视力。
远视瞳距是看远处的时候两个瞳孔之间的距离,近视瞳距一般是指阅读时两个瞳孔之间的距离。
每个人根据脸的大小、眼睛的眼眶分开的距离等,瞳距有所不同,成年男性一般为61毫米,女性则为58毫米左右。
瞳距是配眼镜时常用且是重要的参数,一般测量瞳距可以用尺子,或是聚光灯,也可以用瞳距测量仪。
测量瞳距一般要在距离5米之外测量远视瞳距,距离30-40cm测量近视瞳距测量瞳距可以使配出来的眼镜适合佩戴。
眼镜出厂检验
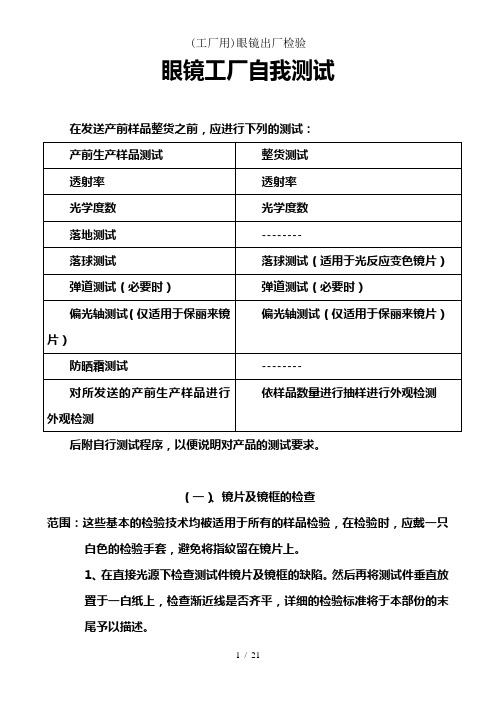
眼镜工厂自我测试在发送产前样品整货之前,应进行下列的测试:后附自行测试程序,以便说明对产品的测试要求。
(一)、镜片及镜框的检查范围:这些基本的检验技术均被适用于所有的样品检验,在检验时,应戴一只白色的检验手套,避免将指纹留在镜片上。
1、在直接光源下检查测试件镜片及镜框的缺陷。
然后再将测试件垂直放置于一白纸上,检查渐近线是否齐平,详细的检验标准将于本部份的末尾予以描述。
2、在对金属及塑料款型进行检验时,应持住铰链,施加适当的力向外及向内弯折镜框这是为了:a、检查镜片是否咔咔叫b、镜片不应跳出3、在弯折测试之后,应施加适当的力在两镜片之间,以检查镜片安装是否牢固。
4、对于所有的3P无框款型:用双手的母指及食指各抓住一边的镜片上下弯折,以检查镜片安装是否牢固。
接收标准:1、在弯折及推压镜片的过程中,如果有任何发自于镜片的声响,为不合格;或一边或两边镜片跳出,也为不合格。
2、如果渐近线不在同一条线上,则为不合格。
渐近层次从镜片的上端至下端应该均匀地改变,渐近线应在镜片的中点。
3、如果鼻中及镜片之间切合得不紧密,这就会在其间有动,而这是不合格的。
(二)、镜片安装的牢固性范围:依要求,应对镜片安装的牢固性进行检查,即镜片应该被牢固地安装在镜框上,且在镜片及镜框之间没有间隙(除非对此作了特殊的设计)。
1、检查镜片是否被牢固地安装在镜框上。
用大拇指及食指夹住镜片,轻轻地施加力量,试着将镜片从框中推出。
2、对于无框的款型,用两只手的大拇指及食指同时拿着太阳镜的两个镜片,并轻轻地移动。
检查鼻梁处螺丝的位置应无任何松动。
然后用一只手持着一边的镜片,另一只手的大拇指及食指持着同一边的脚套,轻轻地移动脚套,同样地,固定镜片的螺丝也应没有任何松动。
3、将太阳镜拿至距半臂的位置,并背朝着操作者打开镜脚,检查每一镜片的边缘与镜框间是否存在间隙。
接收标准:如果镜片很容易地就被推出或在日光下可检查到镜片与镜框间的间隙,均为不合格。
国家配装眼镜标准

三.本标准条款解释
1. ① 定配眼镜的两镜片光学中心水平距离和垂直互差 条款要求
定配眼镜的两镜片光学中心水平距离偏差应符合表1的规定
本标准 表1 顶焦度绝对值最大 的子午面上的顶焦 度值(D)
0.00~0.50
0.75~1.00 1.25~2.00 2.25~4.00
≥4.25
光学中心水平距离 允差
垂直棱镜度允差(△)
对于顶焦度≥0.00~≤5.00D:0.50△ 对于顶焦度>5.00D:偏心1.0mm所 产生的棱镜度效应 对于顶焦度≥0.00~≤5.00D:0.75△ 对于顶焦度>5.00D:0.25△+偏心 1.0mm所产生的棱镜度效应 对于顶焦度≥0.00~≤5.00D:1.00△ 对于顶焦度>5.00D:0.50△+偏心 1.0mm所产生的棱镜度效应
差异说明:本标准与GB13511-1999相比,定配眼镜的处方棱镜度的偏差 用水平棱镜度偏差和垂直棱镜度偏差来考核,与ISO/DIS 21987-2007一致。
⑤ 老视眼镜的光学中心水平距离与标称值允差
本标准中老视眼镜的光学中心水平距离与标称值允差±2mm
GB13511-1999中老视眼镜的光学中心水平距离与标称值允差±1mm 差异说明:本标准与GB13511-1999相比,老视眼镜的光学中心距离与标称值允 差放宽到了±2mm,这更趋于合理,也便于操作。
④ 定配眼镜的处方棱镜度偏差
本标准 表4
棱镜度 (△) ≥0.00~ ≤2.00 >2.00~ ≤10.00 水平棱镜度允差(△) 对于顶焦度≥0.00~≤3.25D:0.67△ 对于顶焦度>3.25D:偏心2.0mm所产生的 棱镜度效应 对于顶焦度≥0.00~≤3.25D:1.00△ 对于顶焦度>3.25D:0.33△+偏心2.0mm 所产生的棱镜度效应 对于顶焦度≥0.00~≤3.25D:1.25△ 对于顶焦度>3.25D:0.58△+偏心2.0mm 所产生的棱镜度效应 垂直棱镜度允差(△) 对于顶焦度≥0.00~≤5.00D:0.50△ 对于顶焦度>5.00D:偏心1.0mm所 产生的棱镜度效应 对于顶焦度≥0.00~≤5.00D:0.75△ 对于顶焦度>5.00D:0.25△+偏心 1.0mm所产生的棱镜度效应 对于顶焦度≥0.00~≤5.00D:1.00△ 对于顶焦度>5.00D:0.50△+偏心 1.0mm所产生的棱镜度效应
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镀银玻璃镜Silver coated glass mirror
2000-12-25发布2001-05-01实施
中华人民共和国建材行业标准
C/T871-2000
1、范围
本标准规定了镀银玻璃镜的标记、试验方法、检验规则及包装、标志、运输和贮存等。
本标准适用于以玻璃为基片,镀覆金属薄墨、铜膜和保护漆,在室内使用的镀饮玻璃镜片。
2、引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T1764-1979 漆膜厚度测定发法
GB/T1771-1991 色漆和清漆耐中性盐雾性能的测定
(eqv ISO 7253:1984)
GB/T2680-1994 建筑玻璃可见光直接透射比、太阳能总透射比、紫外线
透射比及有关窗玻璃参数的测定(neq ISO 9050:1990)
GB11614-1999 浮法玻璃
3、分类
按颜色分:无色银镜;有色银镜。
按厚度分:2mm、3mm、4mm、5mm、6mm、8mm、10mm。
4、定义
4.1 镀银玻璃镜silver coated glass mirror
在优质浮法玻璃或磨光玻璃基片上镀有一层反光的银层,银层上镀一层铜,再以镜背漆为保护层的镜子,简称银镜,代号为SGM。
4.2 固定尺寸regular size
固定尺寸是镜子的出厂尺寸,形状为矩形或其他形状。
4.3 标准尺寸standard size
标准尺寸是镜子生产过程中的常规尺寸。
固定尺寸可由标准尺寸改裁。
5、产品标记
产品标记由产品名称、代号及规格尺寸三部分组成。
标记示例:长为2000mm,宽为1500mm,厚为5mm镀银玻璃镜标记为:镀银玻璃镜SGM-2000*1500*5
6、技术要求
6.1 原材料
6.1.1 玻璃原片
采用GB11614标准中规定的浮法玻璃制镜级或相当于浮法玻璃制镜级的玻璃原片或磨光玻璃。
式中:
m——银层中的银含量,mg/m2
W——滴定时所消耗的KCNS标准溶液的体积,ml;
1.8——计算常数。
7.2 铜层
镜子单位面积铜的含量由滴定法测定。
所用试剂包括:浓氨水;0.01M的EDMA标准溶液;紫尿酸氨指示剂;
所用试剂均采用分析纯试剂
取样100mm*100mm银镜片,将之放入500ml陶瓷皿中,用氨水将铜膜溶解,然后用去离子水将镜片上的铜全部冲洗下来。
将所有含铜的溶液收集到烧杯中,然后滴入3~4滴紫尿酸氨指示剂并搅拌均匀。
用0.01M EDTA标准溶液呈紫色,并可保持
1-2min。
记录所用的滴定溶液的量W。
铜层中的铜含量按式(2)计算:
m=W*63.5
式中:
m——铜层中的铜含量,mg/m2;
W——滴定时所消耗的EDTA标准溶液的体积,ml;
63.5——计算常数。
7.3 漆层厚度
按照GB/T 1764进行测定。
7.4 抗剪切强度
抗剪切强度是检验镀层与涂层及镀层与玻璃间的粘接强度,基本原理为:在镜片有背漆的一面,用合适的胶粘接一块金属片,用以悬挂重物。
胶硬化后,将镜片固定在检验支架上,在悬挂金属上连一个小盘,小盘中逐渐增加砝码的重量,直到允许的剪切力值。
再根据剪切强度的计算公式(3)计算剪切强度。
τ=Q/A
式中:
τ——涂层的剪切强度,N/cm2;
Q——悬挂重物的重力,N;
A——悬挂金属与镜片的接触面积,cm2。
该试验具体测试步骤如下:如图2。
在镜片有背漆的一面,用合适的胶粘接一片100mm*100mm*1mm的金属。
胶硬化后,将镜片固定在检验支架上,在悬挂金属上的小盘中放20kg的重物,每隔24h再加5kg的重量,直到发现涂层、银镜和玻璃有分离和剥落现象,则根据此时所加重物的总重量计算剪切强度。
7.5 抗湿热性能
将100mm*100mm的三块样品放置于调温调湿箱中,与水平成65o~80o角,漆面朝上,调节温度为最初55o C±1o C,湿度为
一片镜片检验结果,各项指标均达到技术要求为合格。
8.3.2
产品出厂检验时,一批镜片检验结果,若不合格片数大于表5中合格判定数,则认为该批产品不合格。
8.3.3
产品型式检验时,一批镜片检验结果,若不合格片数,若不合格片数大于表5中合格判定数,则认为该批产品不合格。
9、包装、标志、运输和贮存
9.1
银镜应用木箱或用集装箱包装,包装时镜片之间应衬垫纸、薄泡沫或防划伤材料,严禁在一片镜片上滑动另一片镜片。
9.2
包装箱上应有生产厂名、规格、数量、生产日期、和“易碎、防晒、怕湿、向上”等标志。
9.3
银镜产品在装卸时一定要轻搬轻吊轻放按规定在吊装点吊装。
镜片运输时应和其他玻璃镜片一样顺车辆运动方向放置,用绳索固定箱架,防止滑动或倾倒,且有防晒和防雨措施。
9.4 贮存
9.4.1
银镜不得露天存放,必须存放于干燥通风的房间或厂房内,严禁落地平放或斜放。
9.4.2
不得与氢氟酸、纯碱等对镜面有腐蚀作用的产品同车运输,或贮存一库,不得与氢氟酸、纯碱等物品接触。