机械制造工艺学(第二版)王先逵_课后答案共48页
合集下载
机械制造工艺学习题答案 第二版 王先奎著48页文档

著
41、实际上,我们想要的不是针对犯 罪的法 律,而 是针对 疯狂的 法律。 ——马 克·吐温 42、法律的力量应当跟随着公民,就 像影子 跟随着 身体一 样。— —贝卡 利亚 43、法律和制度必须跟上人类思想进 步。— —杰弗 逊 44、人类受制于法律,法律受制于情 理。— —托·富 勒
45、法律的制定是为了保证每一个人 自由发 挥自己 的才能 ,而不 是为了 束缚他 的才能 。—— 罗伯斯 庇尔
1、最灵繁的人也看不见自己的背脊。——非洲 2、最困难的事情就是认识自己。——希腊 3、有勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。——周恩来 5、阅读使人充实,会谈使人敏捷,写作使人精确。——培根
41、实际上,我们想要的不是针对犯 罪的法 律,而 是针对 疯狂的 法律。 ——马 克·吐温 42、法律的力量应当跟随着公民,就 像影子 跟随着 身体一 样。— —贝卡 利亚 43、法律和制度必须跟上人类思想进 步。— —杰弗 逊 44、人类受制于法律,法律受制于情 理。— —托·富 勒
45、法律的制定是为了保证每一个人 自由发 挥自己 的才能 ,而不 是为了 束缚他 的才能 。—— 罗伯斯 庇尔
1、最灵繁的人也看不见自己的背脊。——非洲 2、最困难的事情就是认识自己。——希腊 3、有勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。——周恩来 5、阅读使人充实,会谈使人敏捷,写作使人精确。——培根
机械制造工艺学(第二版)王先逵 课后答案
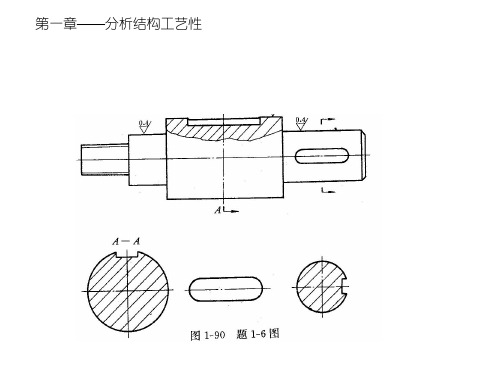
第一章——分析结构工艺性
第一章 1-11题——确定加工图示待加工表面应限制的自由度数
a) 保证尺寸l——限制沿X移动;绕X转动 保证尺寸a——限制沿Z移动; 保证孔轴线通过外圆轴线平面——限制 沿Y移动 保证孔轴线与底面垂直——限制绕Y转 动。
v vr ) ) XYZ X Y 限制五个自由度
b)
六个自由度都必须限制 保证尺寸l——限制沿Y移动; 保证尺寸h——限制沿Z移动; 保证槽底与轴线平行——限 制绕X,Y转动 保证对称度——限制沿X移 动和Z转动;
寸链计算
110.6 = A2 + 27 0.05 = 0.009 + ES 2 − 0.05 = 0 + EI 2
0 041 A2 = 83.6 +0..05 mm −
无过定位,欠定位
) ) Y Z v r ) ) YZ Y Z
• F)
v v r ) ) ) 总体分析:共限制六个自由度 X Y Z Y Z X r ) ) 分体分析:底面三个支承钉,限制三个自由度:Z Y X v ) v 后面两个支承钉,限制: Z 棱形销限制: X Y v vr ) ) ) 三个短V形块共限制六个自由度 X Y Z Y Z X v r
第四章习题 4-6:选择粗、精加工基准
• C)图:以右孔和右端面(或内 底面)为粗基准加工左端外圆 (或者各外圆)、内孔和各端 面(保证各表面相互位置要求 的原则);以已加工的左端外 圆和端面为精基准加工右端面
第四章习题 4-9:选择粗、精加工基准
• 1)加工中心上加工:原工艺安 排没有遵循先加工平面,后加工 孔的原则 • 2)在流水线上加工:底面作为 定位基准,在精加工其它表面前 应先精加工底面(基准)
v v ) ))
第一章 1-11题——确定加工图示待加工表面应限制的自由度数
a) 保证尺寸l——限制沿X移动;绕X转动 保证尺寸a——限制沿Z移动; 保证孔轴线通过外圆轴线平面——限制 沿Y移动 保证孔轴线与底面垂直——限制绕Y转 动。
v vr ) ) XYZ X Y 限制五个自由度
b)
六个自由度都必须限制 保证尺寸l——限制沿Y移动; 保证尺寸h——限制沿Z移动; 保证槽底与轴线平行——限 制绕X,Y转动 保证对称度——限制沿X移 动和Z转动;
寸链计算
110.6 = A2 + 27 0.05 = 0.009 + ES 2 − 0.05 = 0 + EI 2
0 041 A2 = 83.6 +0..05 mm −
无过定位,欠定位
) ) Y Z v r ) ) YZ Y Z
• F)
v v r ) ) ) 总体分析:共限制六个自由度 X Y Z Y Z X r ) ) 分体分析:底面三个支承钉,限制三个自由度:Z Y X v ) v 后面两个支承钉,限制: Z 棱形销限制: X Y v vr ) ) ) 三个短V形块共限制六个自由度 X Y Z Y Z X v r
第四章习题 4-6:选择粗、精加工基准
• C)图:以右孔和右端面(或内 底面)为粗基准加工左端外圆 (或者各外圆)、内孔和各端 面(保证各表面相互位置要求 的原则);以已加工的左端外 圆和端面为精基准加工右端面
第四章习题 4-9:选择粗、精加工基准
• 1)加工中心上加工:原工艺安 排没有遵循先加工平面,后加工 孔的原则 • 2)在流水线上加工:底面作为 定位基准,在精加工其它表面前 应先精加工底面(基准)
v v ) ))
机械制造工艺学习题答案_第二版_王先奎著共48页文档

▪
29、勇猛、大胆和坚定的决心能够抵得上武器的精良。——达·芬奇
▪
30、意志是一个强壮的盲人,倚靠在明眼的跛子肩上。——叔本华
谢谢!
48
▪
26、要使整个人生都过得舒适、愉快,这是不可能的,因为人类必须具备一种能应付逆境的态度。——卢梭
▪Hale Waihona Puke 27、只有把抱怨环境的心情,化为上进的力量,才是成功的保证。——罗曼·罗兰
▪
28、知之者不如好之者,好之者不如乐之者。——孔子
机械制造工艺学习题答案_第二版_王 先奎著
16、人民应该为法律而战斗,就像为 了城墙 而战斗 一样。 ——赫 拉克利 特 17、人类对于不公正的行为加以指责 ,并非 因为他 们愿意 做出这 种行为 ,而是 惟恐自 己会成 为这种 行为的 牺牲者 。—— 柏拉图 18、制定法律法令,就是为了不让强 者做什 么事都 横行霸 道。— —奥维 德 19、法律是社会的习惯和思想的结晶 。—— 托·伍·威尔逊 20、人们嘴上挂着的法律,其真实含 义是财 富。— —爱献 生
机械制造工艺学(第二版)王先逵_课后答案

定位方案2:用A面为主要定位基准;用棱形销给Φ30定位,限制左右
移动;用两支承钉给B或C面定位,限制前后移动和一个转动
第四章习题 4-5
I为主轴孔,加工时希望加工余量均匀,试选择加工主轴孔的粗、精基准 • 粗基准——以孔I为粗基准,加工与 导轨两侧接触的两平面———遵循 保证加工余量合理分配的原则
保证对称度——限制沿Y移动和Z 转动;
第一章 1-12题
a)
总体分析法:三爪卡盘+固定后顶尖——限制 X Y Z ;固定后顶尖—— 分件分析法:三爪卡盘—— Y Z X 两者一起限制五个自由度 X Y Z Y Z
无过定位,欠定位
Y Y
Z Z
0 -0.05
L2=30
1)
+0.025 0
L3=5+0.30
L4=0±0.25
L3 L' 2L1
测量L,则L1,L2,L3 , L4和L 组成尺寸链;
L3为封闭环,L1为增环,L,L2 , L4为减环
2) 若测量L′,则2L1,L3和L′组成尺寸链;L3为
封闭环,2L1为增环,L′为减环
第四章习题4-15:尺寸链计算,
如图为箱体简图(图中只标有关尺寸),分析计算:
链计算
(1)若两孔分别都以M面为基准镗孔时,试标注两孔的工序尺寸
(2)检验孔距时,因80±0.08mm不便于直接测量,故选取测量尺寸 为A1,试求工序尺寸A1及其上下偏差。 解: (1)以M面定位加工 ,两孔的工序尺寸分别 为50±0.1和L,计算工 序尺寸L. 在尺寸链,封闭环是80 ±0.08,其公差小于50 的公差值,因此需重新 分配公差
d)
总体分析法:前后圆锥销——
机械制造工艺学(第二版)_王先逵__课后答案

加工左端外圆和左端面为粗基准, (外圆面被夹持面长,限制了四个
自由度)加工右端阶梯孔和端面;
以已加工的孔和端面为精基准加工 左端外圆和孔及环槽
第四章习题 4-6:选择粗、精加工基准
• C)图:以右孔和右端面(或内 底面)为粗基准加工左端外圆 (或者各外圆)、内孔和各端 面(保证各表面相互位置要求 的原则);以已加工的左端外
第二章补充题:
• 外圆磨床加工带键槽的细长槽,机床的几何精度很高,且床头、尾架 刚度K头>K尾,试分析只考虑工艺系统受力变形影响下,往复一次后,被 加工轴颈在轴向和径向将产生何种形状误差?采取何措施可提高警惕 加工后的形状精度? • 1)轴向:下列三种形状误差的合成:工件刚度低而产生腰鼓形; K头 >K尾而使靠近尾架处直径>靠近头架处直径;砂轮在轴颈两端超出量过 大时,因砂轮与工件接触面积的变化使两端产生锥形; • 2)径向:键槽使径向刚度不相等,产生圆度误差;键槽口塌陷
定位方案: (b) 为保证尺寸15,限制___ ;为保证对称度,限制___;为保证垂直 度,限制_____ 定位方案:
(a)
(b)
第一章 补充题: 根据工件加工面的技术条件,指出工件定位应限制的自由度并确定定位方案
第一章 补充题: 根据工件加工面的技术条件,指出工件定位应限制的自由度并确定定位方案
d)
总体分析法:前后圆锥销——
分件分析法:前圆锥销——限制 浮动后圆锥销——限制 两者一起限制五个自由度
X Y
Y Z Y Z X Y Z ; X Y 无过定位,欠定位 Z Y Z
b) 前后顶尖——总体分析法:前后顶尖—— X Y Z Y Z 分件分析法:前顶尖限制—— X Y Z ; 浮动后顶尖——限制 X Y
自由度)加工右端阶梯孔和端面;
以已加工的孔和端面为精基准加工 左端外圆和孔及环槽
第四章习题 4-6:选择粗、精加工基准
• C)图:以右孔和右端面(或内 底面)为粗基准加工左端外圆 (或者各外圆)、内孔和各端 面(保证各表面相互位置要求 的原则);以已加工的左端外
第二章补充题:
• 外圆磨床加工带键槽的细长槽,机床的几何精度很高,且床头、尾架 刚度K头>K尾,试分析只考虑工艺系统受力变形影响下,往复一次后,被 加工轴颈在轴向和径向将产生何种形状误差?采取何措施可提高警惕 加工后的形状精度? • 1)轴向:下列三种形状误差的合成:工件刚度低而产生腰鼓形; K头 >K尾而使靠近尾架处直径>靠近头架处直径;砂轮在轴颈两端超出量过 大时,因砂轮与工件接触面积的变化使两端产生锥形; • 2)径向:键槽使径向刚度不相等,产生圆度误差;键槽口塌陷
定位方案: (b) 为保证尺寸15,限制___ ;为保证对称度,限制___;为保证垂直 度,限制_____ 定位方案:
(a)
(b)
第一章 补充题: 根据工件加工面的技术条件,指出工件定位应限制的自由度并确定定位方案
第一章 补充题: 根据工件加工面的技术条件,指出工件定位应限制的自由度并确定定位方案
d)
总体分析法:前后圆锥销——
分件分析法:前圆锥销——限制 浮动后圆锥销——限制 两者一起限制五个自由度
X Y
Y Z Y Z X Y Z ; X Y 无过定位,欠定位 Z Y Z
b) 前后顶尖——总体分析法:前后顶尖—— X Y Z Y Z 分件分析法:前顶尖限制—— X Y Z ; 浮动后顶尖——限制 X Y