plc与其他多台plc如何以太网通讯
用网口通讯plc怎么设置
用网口通讯plc怎么设置近年来,随着工业自动化的快速发展,PLC(可编程逻辑控制器)在工业控制系统中的应用越来越广泛。
而为了实现PLC与其他设备之间的通信,其中一种常用的方式就是通过网口进行通讯。
本文将介绍如何设置PLC的网口通讯。
首先,我们需要明确一点,PLC的网口通讯设置实际上包括两个方面,一个是PLC端的网络设置,另一个是与其他设备的通信设置。
在进行网口通讯设置之前,我们需要确保PLC和所需通信的设备处于相同的局域网络中。
1. 网络设置在进行PLC的网口通讯设置之前,我们需要先对PLC进行网络设置。
首先,我们需要进入PLC的配置界面,通常可以通过串口连接电脑进入。
在配置界面中,我们可以设置PLC的IP地址、子网掩码、网关等信息。
设置PLC的IP地址是很关键的一步,它决定了PLC在网络中的唯一标识。
一般情况下,我们可以根据网络规划设置PLC的IP地址,确保与其他设备不冲突。
同时,我们还需要设置子网掩码和网关,用于确定PLC所在的子网和与外部网络的通信。
2. 通信设置在完成网络设置之后,我们可以进行PLC与其他设备的通信设置。
通常情况下,我们可以通过一些特定的通信协议来实现PLC 与其他设备的数据交换。
这些通信协议包括Modbus、OPC等常见的协议。
以Modbus为例,我们可以在PLC的配置界面中选择Modbus 协议,并设置通信参数,如串口号、波特率、数据位数等。
在与其他设备进行通信时,我们需要确保其他设备的通信设置与PLC 的设置相匹配,以确保顺利的数据交换。
在进行通信设置时,我们还需要考虑一些安全问题。
例如,我们可以在PLC的配置界面中设置访问控制权限,给予不同用户不同的权限级别,以保护PLC和相关数据的安全。
3. 编程设置除了网络设置和通信设置,编程设置也是实现PLC网口通讯的重要一环。
在进行编程设置之前,我们需要先确定PLC的编程语言。
目前,PLC常用的编程语言有Ladder Diagram(梯形图)、Structured Text(结构化文本)等。
数字化车间网络搭建之PLC间跨网段通讯的4种方法2021.8

数字化车间网络搭建之PLC间跨网段通讯的4种方法2021.8来源:百舜NET写在前面大家好,我是李孟宦,号主小智前同事~在OICT(OT\IT和CT)大融合的今天,工业网络越来越受到大家的重视,前面我们分享了工业玩过的层级:工业通讯网络层级全解读,解析工业网络的自动化金字塔也介绍了PROFINET、ETHERNET/IP等7种主流工业以太网:技术解读PROFINET、Ethernet/IP等7种主流工业以太网更对工业协议进行了分类总结:最详细的工业网络通讯技术与协议总结解读(现场总线、工业以太网、工业无线)史上最全网络通讯(IIOT、工业控制、5G、区块链)协议全景图同时还聊到了工业网络的规划:工业网络如何规划?从工业系统层级谈工业网络的规划原则01 路由模式1 通过路由的模式实现PLC间跨网段通讯图 1 通过路由方式来实现通讯两台PLC 分属于不同网段,但有数据通讯的需求,最典型的应用就是使用路由的模式来实现。
在PLC侧需要使能“使用路由器”功能,并填写对应的网关地址,然后去调用相应的功能块进行通讯,如在S7-1500中调用 TSEND_C和TRCV_C去实现TCP通讯;当然在两台PLC 间需要有支持路由功能的交换机来支持,如scalance xc208。
这种通讯架构的典型使用方式可参考图1的示意。
02 网关模式2 通过网关的模式实现PLC间跨网段通讯两台PLC分属于不同网段,但还有实时通讯的需求,这时可以考虑Profinet通讯方式,通过PN/PN Coupler 网关来实现实时的数据交换功能。
PN/PN Coupler 具有两个Profinet接口,每个接口作为一个Profinet的Io Device链接到了各自的Profinet系统中,互连了两个PROFINET 子网,实现了实时数据交互。
这种通讯架构的典型使用方式可参考图2的示意。
03 NAT模式3 通过NAT的模式实现PLC间跨网段通讯两台PLC 分属于不同网段,但有数据通讯的需求,还可以使用NAT技术来实现跨网段的数据交换。
三菱FX5u PLC之间以太网简易连接无线通信方案

三菱FX5u PLC之间以太网简易连接无线通信方案简易PLC间链接功能,就是在最多8台FX5u可编程控制器或者FX3u可编程控制器之间,进行软元件相互链接的功能。
在实际系统中,同一个车间里分布多台PLC,通常距离在几十米到上百米不等。
在有通讯需求的时候,如果布线的话,工程量较大且不美观,这种情况下比较适合采用无线通信方式。
本方案以三菱FX5u-32MR PLC为例,介绍两台FX5u-32MR PLC以太网简易连接下的以太网无线通讯实现过程。
在本方案中采用了达泰PLC无线通讯终端——DTD419M,作为实现无线通讯的硬件设备。
一、方案概述本方案中,用户无需更改网络参数和原有程序,也不必了解协议细节,通过PLC无线通讯终端--DTD419M,即可直接替换PLC之间有线以太网通讯,且稳定方便的实现无线通讯。
无线网络图▼二、测试设备与参数●三菱PLC型号:FX5u-32MR×2台●达泰PLC无线通讯终端——DTD419MA×2块●主从关系:1主1从●通讯接口:RJ45接口●通讯协议:简单CPU通讯●供电:12-24VDC●传输距离:100米,1KM三、达泰PLC无线通讯终端--DTD419M达泰DTD419M采用2x2两发两收无线架构,空中传输速率高达300Mbps,兼容三菱MELSOFT连接、MC、BCNetTCP、Scoket、Modbus TCP等通讯协议,并采用OFDM调制及MINO技术,使无线可靠传输距离达到1KM范围内均可使用。
DTD419M不仅能与PLC、DCS、智能仪表及传感器等设备组成无线测控系统,同时能与组态软件、人机界面、触摸屏、测控终端等工控产品实现点对点和点对多点的远程无线组网,将分散不便于挖沟布线的设备连接在一起,不需要编写程序,不需要布线,并且稳定可靠。
■主要特征:◆可以直接代替有线以太网线,实现无线组网;◆支持三菱MELSOFT连接、MC、BCNetTCP、Scoket、Modbus TCP等通讯协议;◆全数字无线加密传输方式,不插卡无运行费用;◆无需更改程序,即插即用,自适应接口协议;◆二十年工业现场运行经验:可确保无线产品工作于各种恶劣环境下的工业场合长期运行。
多台S7-200SMART系列PLC之间的以太网通信

多台S7-200SMART系列PLC之间的以太网通信一、以太网通信的概念和认识200 SMART PLC 上自带了一个RJ45的通讯网口,还有一个RS485(以太网)的串口,在这两个通讯口中,均能实现设备与设备之间的通信,以太网我们常用的有给CPU上下载程序及固件升级等。
除此以外,还可以实现设备与设备之间的以太网通信,(比如触摸屏、组态王等)实现两个或多个PLC之间的数据交换;以太网的通信传输速度比自由口等其他串口通信速率要快,一次最多可传输200个字节的数据西门子与西门子设备之间的通信更多的是走S7通信,但如果西门子需要和其他品牌的设备通信时,S7通信就无法满足了;此时可使用TCP/IP、UDP、MODBUS TCP等。
在200 SMART PLC中,固件版本在2.2 以上时就增加了TCP/IP、UDP等(开放式通信)SMART PLC和其他设备做通信时,分本地站和远程站。
远程站无需编写通信程序。
本地站类似串口通信的主站,远程站类似从站;区别在于串口通信需要发送通信请求,而开放式通信是时刻进行数据交换的二、以太网通信的具体操作200SMART系列PLC之间的以太网通信,两台PLCC之间要实现以太网通信的话固件版本一定要在2.0 以上才行;要实现以太网通信我们可以通过两种方式去完成:一是通过编程的方式,编程方式灵活;二是通过向导的方式。
要实现PLC之间通过以太网进行数据交往,可使用GET(读)/PUT(写)操作配置;GET/PUT操作配置通过向导的方式进行配置:1、分别对本地站和远程站PLC进行硬件组态,配备好IP地址(目的是让需要建立通信的PLC在同一个网段)2、在本地站中使用GET/PUT向导配置通信程序,远程站中不需要编写任何通信程序选择操作向导:一个操作项就是一个读或写的操作;一个操作针对一个PLC,最多添加24个一个PLC做本地站的时候可最多带8个远程站PLC ,同时一个本地站的PLC也可以响应8个远程站的请求。
两个plc网口通讯

两个plc网口通讯在工业自动化领域中,PLC(Programmable Logic Controller)是一种经常使用的设备,用于控制和监测各种机器和设备的运行。
在PLC的应用中,通讯是非常重要的环节之一。
本文将着重讨论两个PLC网口通讯的相关问题,探索其原理、应用和优缺点。
在PLC网口通讯中,主要有两种常见的通讯协议:以太网(Ethernet)和Modbus。
以太网通讯是一种基于TCP/IP协议的通讯方式,可以实现不同设备之间的远程通讯。
而Modbus通讯是采用串行通讯方式,通过RS485接口实现PLC之间的通讯。
首先,我们来了解一下以太网通讯。
以太网通讯速度快,支持广域网和局域网,能够连接多个设备,并且可以实现故障诊断和数据监测。
在 PLC 控制系统中,通过以太网通讯,可以将各个子系统与上位机连接起来,实现数据的采集和控制。
这种通讯方式适用于大型的工控系统,具有稳定可靠性和灵活性的优势。
与此同时,Modbus通讯也有其独特的优势。
Modbus通讯采用了简单的主从结构,支持多主机和多从机的通讯。
它具有高效、可靠和稳定的特点,被广泛应用于工业自动化控制系统中。
通过Modbus通讯,PLC之间可以高速传输数据,实现实时监控和远程控制。
尤其在一些中小型工业场景中,Modbus通讯更为常见,成本较低但性能稳定,深受工程师喜爱。
然而,不同的通讯方式也存在一些局限性。
以太网通讯在传输距离方面有一定限制,超过一定距离后信号衰减明显;而Modbus通讯的传输速率相对较低,无法满足一些高速数据传输的要求。
因此,在选择通讯方式时,我们需要根据具体的应用场景和需求,综合考虑各方面的因素。
除此之外,随着技术的发展,现代的PLC网口通讯已经朝着更高效、更稳定的方向发展。
近年来,一种新的通讯方式——以太网工业协议(Industrial Ethernet)日益流行。
它将传统的以太网通讯与工业自动化技术相结合,提供了更好的实时性和可靠性。
两台S7-1200 PLC之间的TCP通信实例
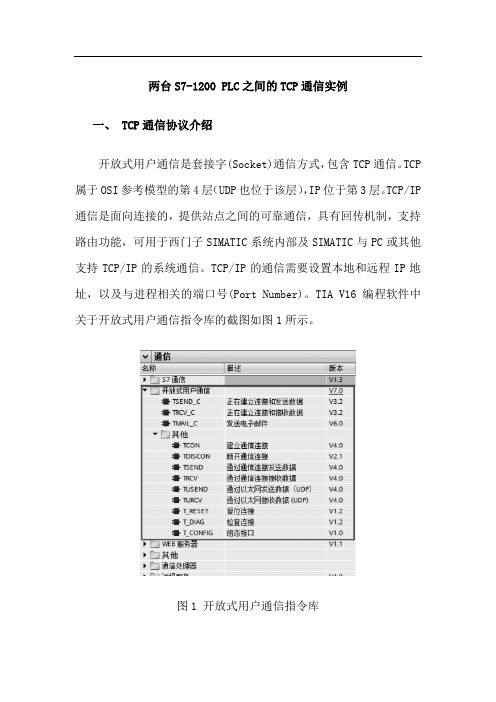
两台S7-1200 PLC之间的TCP通信实例一、 TCP通信协议介绍开放式用户通信是套接字(Socket)通信方式,包含TCP通信。
TCP 属于OSI参考模型的第4层(UDP也位于该层),IP位于第3层。
TCP/IP 通信是面向连接的,提供站点之间的可靠通信,具有回传机制,支持路由功能,可用于西门子SIMATIC系统内部及SIMATIC与PC或其他支持TCP/IP的系统通信。
TCP/IP的通信需要设置本地和远程IP地址,以及与进程相关的端口号(Port Number)。
TIA V16编程软件中关于开放式用户通信指令库的截图如图1所示。
图1 开放式用户通信指令库提示:套接字Socket=(IP地址:端口号),例如(192.168.0.5:80)。
二、两台S7-1200 PLC之间的TCP通信S7-1200 PLC与S7-1200 PLC之间的以太网通信可以通过TCP来实现,这里使用图12-14中的TSEND_C和TRCV_C指令来实现。
通信方式为双边通信,即通信双方都要编写程序,一侧编写发送程序,另一侧则必须编写对应的接收程序。
这里要完成的通信任务有:①将PLC_1的通信数据区DB1中100个字节的数据发送到PLC_2的接收数据区DB2中;②将PLC_2的通信数据区DB1中100个字节的数据发送到PLC_1的接收数据区DB2中。
1.硬件组态使用STEP7 V16创建一个名为“1200_1200_TCP”的新项目,并通过“添加新设备”组态两个型号均为CPU 1214C DC/DC/DC V4.4的1200 PLC站点,分别命名为“PLC_1”和“PLC_2”。
设置“PLC_1”的IP地址为192.168.0.1,“PLC_2”的IP地址为192.168.0.2,子网掩码均为255.255.255.0,设置方法参见12.3.2节相关内容。
勾选“PLC_1”和“PLC_2”的“启用时钟存储器字节”复选框,启用时钟存储器字节MB0。
两个plc网口通讯怎么设置
两个plc网口通讯怎么设置PLC(可编程逻辑控制器)是一种常用于自动化控制系统的硬件设备,它通过逻辑程序和输入输出模块来实现对工业过程的控制。
在工业自动化领域,PLC之间的通信至关重要,能够实现设备之间的数据交互和协调工作。
本文将讨论两个PLC网口通讯的设置方法与技巧。
在进行PLC通讯设置之前,首先要明确PLC之间通信的目的。
通常来说,PLC之间的通信可以用于以下几个方面:数据传输、状态监测、工艺协调等。
在具体应用中,根据具体需求选择通信方式和通信协议。
通信方式主要有两种:串行通信和以太网通信。
串行通信在小规模的系统中较为常见,使用RS485或RS232等接口进行连接。
以太网通信则适用于大规模系统或需要高速传输的场景。
本文将重点讨论以太网通信方式。
首先,确保PLC之间所处的网络环境正常工作。
PLC通信是基于TCP/IP协议,因此需要配置相应的IP地址、子网掩码和网关等信息。
保证PLC所处的局域网内没有IP地址冲突,并确保网关的设置正确。
另外,还需要确保PLC之间的通信网线连接正常,避免信号干扰和线路故障。
其次,配置PLC的通信参数。
在PLC的设置菜单中,一般会有通信参数相关的选项。
根据具体设备和通信方式的要求,设置正确的通信协议、端口号等参数。
此外,还需要设置PLC的站号和数据格式等信息,以确保通信能够正常进行。
接下来,编写PLC的通信程序。
PLC的通信程序是通过编程语言(如LD、ST等)来实现的。
根据通信协议的要求,编写合适的程序代码,实现与其他PLC之间的数据交换和通信功能。
在编写程序时,需要注意数据传输的方式和数据格式,保证通信的稳定和可靠性。
除了上述的基本设置与编程,还可以通过一些高级技巧来优化和改进PLC的通信设置。
例如,使用心跳包机制来监测通信状态,及时发现和处理通信中断或异常情况。
另外,可以使用数据加密和校验等技术来提高通信的安全性和可靠性。
通过合理的优化和调试,可以确保PLC之间的通信稳定、高效。
两个plc网口怎么通讯
两个plc网口怎么通讯在现代工业控制系统中,PLC (可编程逻辑控制器) 是一种常用的设备,用于自动化和监控生产线以及其他工业过程。
为了提高效率和协作,有时需要两个PLC通过网口进行通讯。
本文将介绍两个PLC网口通讯的原理与方法。
首先,我们需要了解什么是网口。
网口,即网络接口,是设备连接网络的物理接口。
通过网口,设备可以与其他设备进行数据交换和通讯。
在PLC中,网口可以用来连接不同的设备,如其他PLC、人机界面、电脑等。
PLC之间的通讯可以通过有线或无线网络进行。
在这里,我们主要讨论有线网络通讯的情况下,两个PLC之间的网口通讯。
通常,PLC设备提供了专门用于网口通讯的通信模块或卡,其中包含有网口接口。
在PLC设备中,有时可以找到一个叫做以太网接口的插槽,该插槽可以插入网口通信模块。
要实现两个PLC之间的网口通讯,首先需要确保两个PLC都有网口通信模块,然后需要进行一些配置步骤。
具体的配置步骤可能因厂家和型号的不同而有所差异,下面我们将以通用的步骤为例来说明。
步骤一:确定IP地址和子网掩码在两个PLC中,每个网口通信模块都需要有一个唯一的IP地址来进行通讯。
在进行通讯之前,需要为每个PLC的网口通信模块配置IP地址和子网掩码。
IP地址用于标识设备在网络中的位置,而子网掩码则用于确定网络中的子网范围。
步骤二:设置通讯参数在两个PLC的网口通信模块中,还需要设置一些通讯参数,如端口号、协议类型等。
一般来说,PLC的厂家会提供相应的软件工具,用于进行这些设置。
步骤三:编写通讯程序在两个PLC中,都需要编写相应的通讯程序,以实现数据的传输和交换。
通讯程序的编写一般是通过PLC提供的编程软件完成的。
编程软件通常使用图形化界面,用户可以通过连接线将不同的功能块进行连接,从而实现数据的传输和处理。
通讯程序的编写需要遵循一些规则和协议。
例如,可以使用TCP/IP协议来进行数据的传输,可以使用MODBUS协议来进行数据的读写。
PLC与PLC间的-以太网通讯--通过CP343_1模块实现
问题:通过CP343-1模块,如何实现2套S7-300之间的以太网通讯?解答:我们首先搭建一套测试设备,设备的结构图如下:2套S7-300系统由PS307电源、CPU314C-2DP、CPU314C-2PTP、CP343-1、CP343-1 IT、PC、CP5611、STEP7组成,PLC系统概貌如下图:如下将向您一步一步展示如何实现2套S7-300之间的以太网通讯:第一步:打开SIMATIC Manager,根据我们系统的硬件组成,进行系统的硬件组态,如图:插入2个S7300的站,进行硬件组态:分别组态2个系统的硬件模块:设置CP343-1、CP343-IT模块的参数,建立一个以太网,MPI、IP地址:组态完2套系统的硬件模块后,分别进行下载,然后点击Network Configration 按钮,打开系统的网络组态窗口NetPro ,选中CPU314,如下图:在窗口的左下部分点击鼠标右键,插入一个新的网络链接,并设定链接类型为ISO-on-TCP connection 或 TCP connection或 UDP connection 或 ISO Transport connection,如下图:点击OK后,弹出链接属性窗口,使用该窗口的默认值,并根据该对话框右侧信息进行后面程序的块参数设定:当2套系统之间的链接建立完成后,用鼠标选中图标中的CPU ,分别进行下载,这里略去CPU314C-2DP 的下载图示:到此为止,系统的硬件组态和网络配置已经完成。
下面进行系统的软件编制,在SIMATIC Manager界面中,分别在CPU314C-2PTP、CPU314C-2DP中插入OB35定时中断程序块和数据块DB1,DB2,并在两个OB35中调用FC5(AG_Send)和FC6(AG_Recv)程序块,如下图:创建DB1、DB2数据块,如下图:2套控制程序已经编制完成,分别下载到CPU当中,将CPU状态切换至运行状态,就可以实现S7-300之间的以太网通讯了。
两个plc怎么设置网口通讯
两个plc怎么设置网口通讯PLC(可编程逻辑控制器)是一种常用于自动化控制系统中的设备,它通过设置输入输出设备来实现不同设备之间的通讯和协作。
本文将以一个具体的案例来介绍如何设置两个PLC之间的网口通讯。
首先,假设我们有两个PLC分别命名为PLC1和PLC2,它们之间需要通过网口进行通讯。
首先,在每个PLC上都需要设置一个固定的IP地址,以便彼此之间进行通讯。
假设PLC1的IP地址为192.168.0.1,PLC2的IP地址为192.168.0.2。
接下来,我们需要在每个PLC上设置网口参数。
一般来说,PLC的网口通讯参数可以包括IP地址、子网掩码、网关和端口号等。
这些参数可以通过PLC的配置软件进行设置。
具体的设置步骤可以参考PLC的说明书或咨询相关技术支持人员。
在设置好网口参数后,我们需要确定两个PLC之间的通讯协议。
常用的通讯协议包括MODBUS、OPC等。
在本文中,我们以MODBUS协议为例进行介绍。
MODBUS是一种常用的工业通讯协议,具有简单、可靠等特点。
在PLC1上,我们需要设置成为MODBUS的服务器,而PLC2则需要设置成为MODBUS的客户端。
服务器负责提供数据,而客户端负责请求数据。
在设置PLC1为服务器时,我们需要设置一个地址,例如地址1。
在设置PLC2为客户端时,我们需要设置一个地址,例如地址2。
这样,PLC2就可以通过地址2向PLC1请求数据。
当然,在实际的应用中,可以根据具体的需求设置更多的地址和对应的数据。
另外,为了实现PLC之间的通讯,我们还需要在PLC的程序中编写一些相关的代码。
在PLC1的程序中,我们需要编写代码来监听PLC2的请求,并根据请求返回相应的数据。
在PLC2的程序中,我们需要编写代码来发送请求,并接收PLC1返回的数据。
编写这些代码需要根据具体的PLC型号和编程软件来进行,可以参考相应的编程手册和例程。
此外,为了确保通讯的稳定和可靠,我们还需要在PLC1和PLC2的网口之间进行网络连接的配置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
plc与其他多台plc如何以太网通讯
自己有一台plc,需要自己编程,厂家提供了3台plc。
这3台程序已经编好了,各自控制着不同的东西,我需要把这3台上的变量(如温度,阀门开度等)读上来,放到我的一个db中。
使用以太网通讯,请问怎么操作。
问题补充:
但是我不能去改变厂家的3台plc程序,而且也不知道3台里程序如何编写的,厂家提供给我了一个表,比如温度1为PIW54.我看了一些文章是要分别下载。
我不知道会不会改变厂家的程序。
最佳答案
这需要你和厂家协商使用哪种通讯方式。
用S7通讯相对简单些,双边通讯需要你和厂家的PLC都进行通讯块调用,单边的可以只在你这里调用,但是需要对方首先把你要的数据整理在一块连续的存储区域内,然后你去读取。
涉及到两家以上的厂家时,首先要相互确定好通讯方式,即用什么协议怎样连接,其次确定各自想要的数据以及这些数据放到哪里以供读写。
建议你还是先和厂家的确认好。