白车身名词解释
白车身结构及开发流程

白车身制造三大工艺简介
涂装工艺---前处理、电泳涂装、中涂及密封、面漆
前处理:主要包 括脱脂、表调、 磷化、钝化。作 用主要为增强涂 层对被涂表面的 附着力;提高涂 层对被涂物的保 护性能;为涂层 的平整性创造良 好的条件,提高 涂层装饰性。 中涂及密封:主要包括粗 密封、上沥青板、车底 PVC装遮蔽及喷涂、擦净 、细密封、PVC烘干、强 冷、底漆打磨等。作用主 要为对车体零部件搭接间 隙进行密封,改善白车身 的震动,提高NVH。中涂 涂料主要作用为改善被涂 工件表面和底漆的平整度 ,为面漆层创造良好的基 底。 电泳涂装:主 要包括涂前处 理、电泳涂装 、电泳后清洗 、电泳涂膜的 烘干。
工艺审核反馈示例
冲压工艺问题反馈 单
白车身设计一般流程
工艺审核反馈示例
焊接工艺问题反馈 单 CAE分析问题反馈单
白车身设计一般流程 车身结构件———模具开发阶段
发放制造 部门
第一版冻 结数模 根据第一版冻结数模对 冲压模具、焊接工装及 检具进行制作 根据第一版冻结数模对 升降器、仪表板等车身 附件和内饰件进行设计
车身结构设计原则:
f)内板与外表面配合面不能贴合外表面,留取 3~5mm 由外表面偏置 一定距离获得。
间隙并开盛胶槽,
g) 加强板设计:加强板处在内外板之间,对总成薄弱区起到加强作用,在设计 时应考虑仅在加强区域和搭接边处焊接,其它区域应留一定空挡,尽量避免面与 面大面接触,一方面增大加强功能另一方减少冲压制造误差带来的焊接困难。
面漆:主要包括面 漆喷涂、面漆晾干 、强冷、涂装后处 理。主要作用为直 接影响整车的装饰 性、耐候性和外观 。
外板 截面图
上车把手加强板
内板
白车身设计的一般规则
车身名词解释

车身指的是汽车上除底盘、发动机外其它部分的总称。
车身是供驾驶员操作,以及容纳乘客和货物的场所。
白车身(白皮车身):已装焊好,但未喷漆的车身。
成品车身:喷好漆等待往底盘上装配的车身。
车身覆盖件:覆盖车身内部结构的表面钣件。
车身结构件:支撑覆盖件的全部车身结构零件的总称。
如:车身骨架、支承梁、柱等. 一厢式车身:发动机舱,客舱和行李舱在外形上形成一个空间形态的车身。
客车常采用的车身型式。
两厢式车身:发动机舱,客舱和行李舱在外形上形成两个空间形态的车身。
紧凑型的轿车产采用的车身型式。
三厢式车身:发动机舱,客舱和行李舱在外形上形成各自独立形态的车身。
此种车身能形成较大的客舱和行李舱,一般中高级轿车都采用此种型式。
开式车身:即通俗所说的敞篷式车身,客舱上没有车身顶盖或者顶盖是可以收起的。
一般高级的运动轿车都采用这种型式。
“三化”指:产品系列化、零部件通用化、零件设计制造的标准化。
车身焊接总成:车身结构件和覆盖件焊接在一起。
车身焊接总成分为:地板、顶盖、前围板、后围板、侧围板、门立柱、仪表板等分总成。
轿车车身的布置受地盘布置形式的制约。
轿车底盘布置形式:前置后驱(传统式)、前置前驱(前驱动布置)、后置后驱。
大客车按用途分为:城市大客车、长途大客车。
货车分为:长头式、短头式、平头式。
驾驶室分为:单人座、双、三。
货车驾驶员视野性规定:应能观察到离汽车12m 远5m高处信号灯。
货箱布置:计算容积,尺寸,轴荷分配。
汽车外形取决于:形体构成,线形构成,装饰和色彩构成.。
造型艺术性:外形设计,室内造型设计.。
薄壁杆件截面形成:开口闭口。
车身大型板壳零件:外覆盖件,内覆盖件,骨架零件。
系统振动特性:用固有频率和固有振型表示。
车内噪声:空气动力学噪声,机械性噪声,空腔共鸣。
车门:旋转门,拉门,折叠门,外摆式车门;后两者用于大客车,驾驶员用门,货车,轿车车门采用旋转门,顺开门安全。
门锁类型:舌式,棘轮式,凸轮式。
座椅结构:骨架,坐垫,靠背,调节装置。
白车身名词解释

白车身名词解释一、什么是白车身?白车身是指经过车身打、焊、修砂处理后的未进行涂装和喷漆的汽车车身,也可以简称为“白车身”或者“空壳车身”。
在汽车制造过程中,白车身是一个重要的中间产品,它作为完成整车制造的前序工作,为最终涂装和装配提供了基础。
在汽车生产过程中,白车身通常由车身构架、隔音材料、车身板件等组成。
车身构架是汽车的骨架,承载着整车的结构和稳定性。
隔音材料用于减少车内外环境噪音的传递,提升乘坐舒适度。
而车身板件则是车身的外部结构,由钢板或铝板等材料制成,经过各种加工工艺后焊接在一起,形成最终的白车身。
白车身的制造需要经历多个工序,包括车身打孔、车身焊接、车身修砂等环节。
这些工序的完成需要高度精确的操作和完善的设备,确保白车身的质量和准确度。
二、白车身的重要性白车身作为整车制造的前序工作,对汽车的品质、安全性以及使用寿命有着重要影响。
1.提升整车质量:白车身的制造直接决定了汽车整体的质量水平。
精确的车身结构和焊接工艺,能够保证汽车的稳定性和刚性,提升整车的品质和耐久性。
2.保证车身安全:白车身的焊接质量和结构布局直接关系到汽车的安全性能。
合理的车身结构和坚固的焊接点,能够有效吸收和分散碰撞时的冲击力,保护车内乘员的安全。
3.降低噪音和振动:白车身作为汽车的底盘,通过合适的隔音材料和结构优化,能够降低车内外环境噪音的传递,提升驾乘舒适度,减轻疲劳感。
4.为涂装和装配提供基础:白车身是整车涂装和装配的基础,它的制造质量和加工精度直接影响涂装和装配工序的顺利进行。
优质的白车身能够保证最终整车的外观质量和装配精度。
三、白车身的制造过程白车身的制造过程可以分为多个阶段,每个阶段都需要经过精密的操作和严格的质量控制。
1. 车身设计与构架制造•车身设计:根据汽车的功能和外观要求,制定车身结构的设计方案。
设计师通过计算机辅助设计软件进行三维建模和仿真分析,确定车身结构的关键参数和设计要求。
•车身构架制造:根据设计方案,进行车身构架的制造和装配工作。
汽车白车身行业报告
汽车白车身行业报告汽车白车身是指汽车在组装之前的主体结构,也就是车身的骨架部分。
它由车身主体、车门、车窗、引擎盖、行李箱盖、车顶等部件组成,是汽车的重要组成部分。
汽车白车身行业是汽车制造业中的一个重要领域,它直接关系到汽车的安全性、舒适性和外观设计,对整个汽车行业具有重要的影响。
一、汽车白车身行业的发展历程。
汽车白车身行业起源于20世纪初的汽车制造业。
最初,汽车白车身是由手工制作的,工艺简单,效率低下。
随着工业化的发展,汽车白车身制造逐渐实现了机械化和自动化,大大提高了生产效率和产品质量。
随着汽车行业的不断发展,汽车白车身行业也得到了迅速的发展,成为汽车制造业中的重要组成部分。
二、汽车白车身行业的现状。
目前,全球汽车白车身行业呈现出以下几个特点:1. 技术水平不断提高。
随着科技的不断进步,汽车白车身制造技术不断更新换代,采用了更先进的材料和工艺,提高了产品的质量和性能。
2. 制造工艺不断创新。
汽车白车身行业在制造工艺上不断进行创新,采用了更加节能环保的生产工艺,降低了生产成本,提高了生产效率。
3. 市场需求不断增长。
随着汽车消费水平的提高,人们对汽车的安全性、舒适性和外观设计要求越来越高,这就对汽车白车身行业提出了更高的要求。
4. 行业竞争日趋激烈。
随着汽车白车身行业的发展,国内外企业纷纷进入这一领域,行业竞争日益激烈,企业需要不断提高自身实力,才能在激烈的市场竞争中立于不败之地。
三、汽车白车身行业的发展趋势。
未来,汽车白车身行业将呈现以下几个发展趋势:1. 环保节能。
随着全球环保意识的不断提高,汽车白车身行业将更加注重环保节能,采用更加环保的材料和工艺,降低能源消耗,减少排放,实现可持续发展。
2. 智能化发展。
随着人工智能、大数据、云计算等技术的发展,汽车白车身行业将更加智能化,实现智能制造、智能管理和智能服务,提高生产效率和产品质量。
3. 定制化生产。
随着消费者需求的个性化和多样化,汽车白车身行业将更加注重定制化生产,满足消费者不同的需求,提供个性化的产品和服务。
白车身

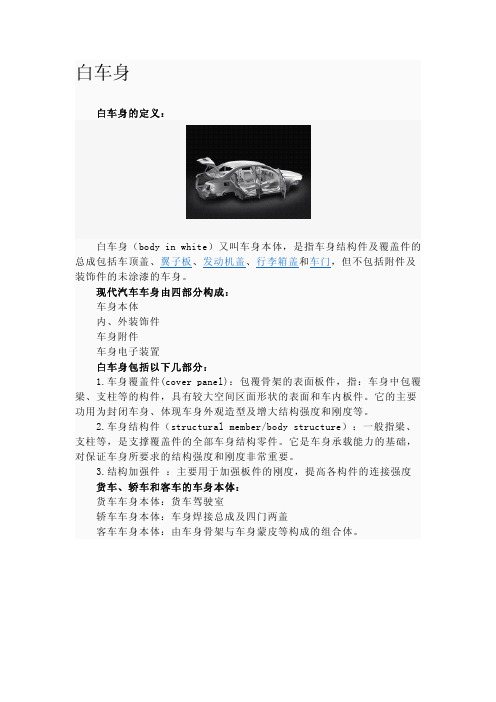
白车身白车身的定义:白车身(Body in White)是指完成焊接但未涂装之前的车身,不包括车门、引擎盖等运动件。
白车身加上内外饰(包括仪表板、方向管柱、座椅、前后挡风玻璃、后视镜、翼子板、水箱、大灯、地毯、内饰护板等等)及车门、引擎盖、行李箱盖和电子电器系统就组成真正意义上的车身,行内称为trimmed body,意即装好的车身,在此基础上再加上底盘(包括发动机、变速箱、传动系统、制度系统、悬架系统、排气系统等)就组成了整车。
以下是维基百科对白车身的定义:Body in white or BIW refers to the stage in automotive design or automobile manufacturing in which a car body's sheet metal components have been welded together — but before moving parts (doors, hoods, and deck lids as well as fenders) the motor, chassissub-assemblies, or trim (glass, seats, upholstery, electronics, etc.) have been added and before painting.The name derives from manufacturing practices before steel unibody or monocoque bodies — when automobile bodies were made by outside firms on a separate chassis with an engine, suspension, and fenders attached. The manufacturers built or purchased wooden bodies (with thin, non-structural metal sheets on the outside) to bolt onto the frame. The bodies were painted white prior to the final color.。
汽车车身结构与设计车身概论

四、车身的特点及要求
2.车身设计的要求——舒适、安全、美观、空气动力性
➢车身结构强度须能承受可能达到的所有静力和动力载荷; ➢车身布置必须提供一个舒适的室内空间,良好的操纵性和乘座方便性 ; ➢车身必须具有良好的对车外噪声的隔声能力; ➢车身的外形和布置必须保证驾驶员和乘员有良好的视野; ➢车身材料必须是轻质的,以使整车重量降低; ➢车身外形必须是具有低的空气阻力,以节省能源; ➢车身结构和装置措施必须保证在汽车发生事故时对乘员提供保护; ➢车身结构材料必须来源丰富、成本低,能够实现高效率的制造和装配; ➢车身结构设计和选材须保证车身在整个使用期间满足对冷、热和腐蚀的 抵抗能力; ➢车身的材料必须具有再使用的效果; ➢车身的制造成本应足够的低。
23
三、车身外形的演变
2. 甲壳虫型车身
空气动力学 的发展,使 人们认识到 流线形空气 阻力最小。
1935年德国大众公司的“甲壳虫1200” 型轿车,最早的流线型车身
24
三、车身外形的演变
25
三、车身外形的演变
26
三、车身外形的演变
缺点:
后排空间狭小; 横向稳定性不好; 外形比较臃肿; 过渡面较多,需要采用深拉延,工艺性较差。
3.全钢车身Βιβλιοθήκη 承载式车身:承载式 车身
优点: 汽车自重降低; 地板高度降低 。
缺点: 容易在车厢内产生噪音; 改型困难
17
二、车身结构的发展
3.全钢车身
承载式车身: 基础承载式 整体承载式
基础承 载式
整体承 载式
18
二、车身结构的发展
3.全钢车身
基础承载 式车身
苏式
JIA3-695 型大客车
车身
19
白车身
车身设计

白车身:白车身通常是指已经装焊好但尚未喷漆的白皮车身(BIW),主要用来表示车身结构件和覆盖件的焊接总成,包括前后板制作件与车门,但不包括车身附属设备及装饰件非承载式车身(有车架):带有独立完整车架的车身结构。
车身通过多个橡胶垫安装在车架上。
载荷主要由车架承担,车身结构不承担载荷。
但这只是相对车架而言,实际上车身除了承受室内的装载外,还在一定程度上承受着由于车架变形或震动所引起的载荷。
其优点是由于车身与车架间的弹性连接,是乘坐舒适性提高,给车身的改性也带来方便。
半承载式车身(有副车架):车身下部与底架组合为一个整体,车身也能分担部分弯曲和扭转载荷。
由于保留了底架,车身的轻量化受到一定程度的限制。
承载式车身(无车架):将车架的作用融入车身的结构,因此又称整体式车身结构,它承担承载系统的全部功能。
由于取消了车架,发动机和行驶系的支点都在车身上。
三化问题:产品的系列化,零部件的通用化,零件设计的标准化。
产品系列化在于将产品进行合理分档、组成系列并考虑各种变型,为零部件的通用化创造了条件。
通用化是在载重力接近或同一系列的车型上,尽量采用相同构造和尺寸的零部件,这样零部件就可以互相通用,降低了制造成本。
零件设计的标准化对汽车的大量生产很重要,广泛采用标准件,有利于产品的系列化和零部件的通用化,便于组织生产、降低成本,对于使用维修也能带来很大的方便。
所以说“三化”本身就是相辅相承的。
车身传统设计流程:初步设计:1.绘制1:5车身布置图;2.绘制彩色效果图;3.调度1:5模型;技术设计1.绘制1:1线形图;2.雕塑1:1油泥模型;3.制作1:1内部模型;4.绘制车身猪图板;5.绘制车身零件图;6.样车试制和实验;7.制造车身主模型。
车身设计并行工程:并行工程是集成、并行地设计产品及其相关的各种过程(包括制造过程和技术支持过程)的系统方法。
开发流程的并行、设计方案的并行、项目团队的协同工作动力总成的布置:动力总成相对于前轮轴线的位置与离地间隙及载荷分布有关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
白车身名词解释
1. 什么是白车身?
白车身是指汽车制造过程中的一个关键组件,也是汽车的基本结构。
它是指在汽车生产线上,经过焊接、冲压、涂装等工艺处理后的未经涂装的汽车主体部分。
白车身通常由钢板制成,具有承载车辆负荷、保护乘员安全以及提供外观美观等功能。
2. 白车身的组成部分
白车身通常由以下几个主要部分组成:
(1) 车顶和侧围
车顶是白车身的最上部分,位于整个结构的顶端。
它通常由一块承载力强且较轻的材料制成,如钢板或铝合金板。
侧围则是连接前后轮拱的部分,起到加强整个结构刚性和保护乘员安全的作用。
(2) 主梁和副梁
主梁是连接前后两端的主要承重构件,负责传递碰撞力和保护乘员安全。
它通常由高强度钢板制成,以确保在碰撞时能够有效吸收和分散能量。
副梁则位于主梁的两侧,起到加强整个结构刚性和增加承载能力的作用。
(3) 车门和车窗框
车门是乘员进出汽车的通道,它通常由钢板制成,并安装在白车身侧围上。
车窗框则是固定在车门上的部件,用于安装车窗玻璃和密封胶条。
这些部件不仅提供了乘员进出汽车的便利,还起到了保护乘员安全和防止噪音、水分等外界物质进入车内的作用。
(4) 车身地板和底盘
车身地板是白车身底部的平台,它连接了前后轮拱,并提供了乘员座椅、脚踏板等组件的安装位置。
底盘则是白车身底部的承重结构,负责支撑整个汽车,并传递发动机、悬挂系统等力量。
3. 白车身制造工艺
制造白车身需要经过多个工艺步骤,包括焊接、冲压、涂装等:
(1) 焊接
焊接是将不同构件进行连接的过程,通常使用电弧焊接、激光焊接等技术。
焊接可以将车身各个部件牢固地连接在一起,确保整体结构的稳定性和完整性。
(2) 冲压
冲压是将扁平的金属板材通过冲压机具有一定形状的模具进行成型的工艺。
通过冲压可以制造出车门、车顶、侧围等白车身部件的形状。
(3) 涂装
涂装是对白车身进行表面处理和保护的工艺。
它包括除锈、喷涂底漆、喷涂面漆等步骤。
涂装不仅可以提供白车身表面的美观效果,还能增加其耐腐蚀性和抗划伤性。
4. 白车身的重要性
白车身作为汽车制造过程中的基础组件,对汽车整体质量和安全性能有着重要影响:
(1) 承载能力
白车身作为汽车结构的骨架,需要具备足够的承载能力。
它需要能够承受各种外界力量(如碰撞力、悬挂系统力量等),并保证乘员的安全。
(2) 抗腐蚀性能
白车身在使用过程中会暴露在各种恶劣环境下,如湿润的气候、盐雾等。
它需要具备良好的抗腐蚀性能,以延长汽车的使用寿命。
(3) 刚性和稳定性
白车身需要具备足够的刚性和稳定性,以确保行驶过程中不产生过多的变形和振动。
这不仅可以提高乘坐舒适度,还能减少其他附件(如车门、玻璃等)的故障率。
5. 白车身发展趋势
随着汽车制造技术的不断进步,白车身也在不断发展演变:
(1) 材料轻量化
为了提高燃油经济性和减少碳排放,汽车制造商正在研发新型材料,如高强度钢板、铝合金等,以替代传统的钢板材料。
这些新材料具有更高的强度和更轻的重量,可以有效减轻整个白车身结构的重量。
(2) 制造工艺改进
为了提高生产效率和降低成本,汽车制造商正在不断改进白车身的制造工艺。
引入机器人焊接、自动化冲压等技术,以提高生产线的自动化程度和准确性。
(3) 安全性能提升
随着安全意识的提高,白车身在设计和制造过程中越来越注重乘员的安全。
在白车身结构中增加防撞梁、增加安全气囊等设备,以提供更好的碰撞保护。
结论
白车身作为汽车制造过程中的关键组件,承载着汽车的整体质量和安全性能。
通过不断改进材料、工艺和安全性能,白车身在逐渐演变和发展。
未来,随着新材料和新技术的应用,我们有理由相信白车身将会变得更加轻量化、坚固耐用,并为乘员提供更高水平的安全保护。