数控龙门铣床设计
数控定梁龙门镗铣床的导轨及液压传动系统设计

1.2.1开环进给伺服系统:
开环伺服系统由步进电动机和步进电动机驱动线路组成。数控装置根据输入指令,经过运算发出脉冲指令给步进电动机驱动线路,从而驱动工作台移动一定距离。这种伺服系统比较简单,工作稳定,容易掌握使用,但精度和速度的提高受到限制。只用于经济型数控机床。
开环控制系统的数控机床结构简单,成本较低。但是,系统对移动部件的实际位移量不进行监测,也不能进行误差校正。因此,步进电动机的失步、步距角误差、齿轮与丝杠等传动误差都将影响被加工零件的精度。开环控制系统仅适用于加工精度要求不很高的中小型数控机床,特别是简易经济型数控机床。
第1章生综合运用过去所学知识来独立分析问题、解决问题的能力。
2.初步熟悉数控机床主运动系统的设计方法、步骤;提高对数控机床结构的分析能
力及设计计算能力。
3.培养学生熟悉查阅资料、手册和运用资料、手册的能力。
4.本课题内容较多,参加课题学生每人负责一部分;在毕业设计过程中要求既有独立性又有合作精神,以提高学生专业素养、敬业精神、团队合作精神,增强参与竞争的能力。
关键词数控龙门镗铣床;溜板箱进给系统;导轨液压
Abstract
CNC boring and milling machine gantry energy, aviation, aerospace, ship, ship propulsion, rolling stock, military, automotive, mechanical engineering, heavy machine tool industry an important and indispensable processing equipment. In this paper, the content on the fixed beam gantry CNC boring and milling machine crate slipped into the design of the system, including the machine's overall program, transmission structures, rail, hydraulic systems research. Beams of CNC boring and milling machine gantry crate slipped into the design of the system so that we are familiar with numerical control machine tool main preliminary design methods movement, steps to improve the structure of the CNC machine tool design and calculation of analytical capacity and ability to nurture our familiar with available information, manuals and the use of information, the ability of the manual in order to improve our professionalism, dedication, team spirit and enhance the ability to compete.
五面体数控龙门镗铣床的大跨距(5米以上)横梁结构设计

五面体数控龙门镗铣床的大跨距(5米以上)横梁结构设计简介现有技术中,由于定梁门动式五面体数控龙门镗铣床Y 轴行程达到了 3.5 米,其主梁长度超过 8 米,如果采用传统铸件横梁就会使重量接近30 吨,过大的重量会造成造成横梁下垂,Y 轴直线度难以保证,并且 X 轴也因为惯量大而无法高速移动。
针对现有技术存在的不足之处,一种受力结构合理、受力均匀、横梁轻、减少横梁变形量的定梁门动式五面体数控龙门镗铣床的大跨距横梁。
是这样实现的:横梁上设置有上导轨与侧导轨,横梁结构为空心框架结构,空心框架结构的内框架包括纵向筋和横向X 型筋,横向X 型筋焊接于横梁的框体内,纵向筋焊接于横向 X 型筋与框体内之间且沿横梁长度方向均匀排列布设。
由于采用纵向筋和横向X 型筋,横梁轻;纵向筋沿横梁长度方向均匀排列布设,受力结构合理、受力均匀,减少横梁变形量。
因而,具有受力结构合理、受力均匀、横梁轻、减少横梁变形量的优点。
五面体数控龙门镗铣床的大跨距(5米以上)横梁结构设计图中,1、上导轨;2、侧导轨;3、纵向筋;4、横向 X 型筋;5、框体。
参照图本实例在横梁上设置有上导轨 1 与侧导轨 2,横梁结构为空心框架结构,空心框架结构的内框架包括纵向筋 3 和横向 X 型筋 4,横向 X 型筋焊接于横梁的框体 5 内,纵向筋 3 焊接于横向 X 型筋 4 与框体 5 内之间且沿横梁长度方向均匀排列布设。
工作原理:上导轨 1 与侧导轨 2 成 90 度垂直,使受力在横梁内部均匀传递,纵向筋 3 保证横梁受力挤压时变形小,横向 X 型筋 4 能有效对抗横梁重力下垂情况。
焊接式横梁整体采用钢板焊接,重量很好的控制在 20 吨以下,主体结构采用 CAE 优化设计,优化为内 X 型筋结构,总量轻、变形少;为保证焊接质量,钢板焊前均进行表面喷丸,涂漆烘干处理,提高了钢板表面质量和防锈能力;焊接件采用振动消应力处理,粗加工后二次回火,再半精加工、精磨。
龙门式三坐标数控钻铣床设计

6 【 要】 摘 普通钻铣床主要应用于 机械修配车间, 适合于 单件小批量生产, 可加工零件范围较广,l l具有较全面的通用 铣床功能, 既可以用于钻削 加工, - ̄用于 也. j - 铣削 加工。 提高 为了 普通钻铣床的自 l 动 6化程度和加工范围, 提出了 机床的总体设计方案, 讨论了 机床的总体布局与传动方案, 研究了 机械传动 6 l系 统和数控系 统硬件的设计方法, 设计了 一台小型龙门式.坐 E 标数控钻铣床。 - 该小型龙门式三坐标数 l } 控钻铣床具有结构简单, 性好, 动化程度和加工精度高以 刚 自 及操作维 修方便等优点。 l
表 2经运动变换虚拟; -后 V RI T测量结果 jr  ̄ E CU
较为详细的论述 , 推导出该类机床后置处理转角计算公式和刀位 点坐标转换计算公式 。 通过对 比工件设计与求解结果的虚拟加工 的结果表明, 该方法正确 、 可行 。另外 , 该模型能适应不 同的机床 结构形式 , 而且考虑 了机床结构误差 的影响 , 为多坐标数控加工
平移运动副的运动量完全正确, 充分证明了所述机床运动变换建模 方法和求解方法的正确性 、 可行性, 同时具有较高的精确性。 表 3 比对 U G测量结果与 VE I T测量结果 RCU
与液压 ,0 93 ( ) 7 1. 2 0 ,7 1 : — 9 11
[] 2 陈涛 , 彭芳瑜 , 周云飞. 基于结构误差补偿 的多坐标 机床后置变换 [] J. 中国制造业信息化 , 0 ,22 :8 9 . 2 33 ( )8 — 0 0
’ 中 图分类 号 :H1 ,G 文 献标 识码 : T 3T 5 A
;
9
精度 、 效率、 品种等的要求越来 越大 , 传统 的通用机床 、 专用机床
5轴数控龙门铣床机械结构设计(毕业论文)

学海无涯苦作舟!轴数控龙门铣床机械结构设计摘要现在世界上很多发达的工业化国家在生产中广泛应用数控机床。
随着电子技术和控制技术的飞速发展,当今的数控系统功能已经非常强大,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业的发展起着越来越重要的作用。
随着科学技术的发展,世界先进技术的兴起和不断成熟,对数控技术提出了更高的要求。
当今数控机床正在不断采用最新成果,朝着咼速化,超精度化,多功能化、智能化、系统化、网络化、咼可靠性与环保等方向发展。
本次毕业设计就是通过对5轴数控龙门铣床机械结构设计来加深对数控机床的了解。
通过本次毕业设计了解数控龙门铣床的机械结构,并对一些关键的部件进行校核。
并通过此次毕业设计熟练掌握一门三维绘图工具-Inven tor.关键词:滚珠丝杠,滚动导轨,五轴联动铣头, Inven tor.学海无涯苦作舟!A 5 AXIS NC MILLING PLANER MECHANICALSTRUCTURE DESIGNABSTRACTIn many adva need in dustrialized coun tries in the world now is widely used CNC machi ne in the product ion .With the rapid developme nt of electro nic tech no logy and con trol tech no logy, today's nu merical con trol system fun ctio n is very strong, and with the continuous development of numerical control tech no logy and applicati on field expa nds,it to some importa nt in dustry of the n ati onal economy and people's livel is playi ng a more and more importa nt role in the developme nt.With the developme nt of scie nee and tech no logy, the rise of the world's adva need tech no logy and matures, we put higher requireme nts on nu merical con trol tech no logy.Moder n nc machi ne tools Using the latest achievements , toward high speed, super precision, and multi-functional and intelligent, systematic, network, such as high reliability and environmental protecti on.This graduation design is based on the five axis nc milling planer mecha ni cal structure desig n to deepe n un dersta nding of nc mach ine tools.Through the graduation design ,I have understanded the mechanical structure of the CNC gantry milling machine, and some of the key components for check in g.A nd through the graduati on desig n I master a 3 dime nsinal draw ing tool - Inven tor.KEY WORDS : Ball screw , Rolli ng guide , Five-axis lin kage milli ng head, Inventor、八、亠丄刖言 (1)第1章数控机床概述 (2)第2章整体结构方案 (3)第3章伺服进给系统机械传动机构的设计 (4)§3.1伺服进给系统机械传动机构设计的一般要求 (4)§3.2滚珠丝杠螺母副的原理及支撑方式 (6)§3.2.1滚珠丝杠螺母副的原理及特点 (6)§322滚珠丝杠螺母副的支撑方式 (8)§3.2.3支承轴承的选择 (9)§3.3滚珠丝杠副的疲劳寿命计算 (9)§3.4预加负荷 (11)§3.5机床滚珠丝杠副总体校核 (11)§3.6数控机床导轨 (16)§3.6.1导轨的基本类型 (16)§3.6.2对导轨的基本要求 (16)§3.6.3直线滚动导轨 (17)第四章数控机床的进给驱动 (19)§4.1伺服系统的基本要求 (19)§4.2伺服电机的选择与计算 (21)结论 (26)参考文献 (27)致谢 (28)毕业设计是实现培养目标的重要教学环节,是培养大学生的创新能力、实践能力和创业精神的重要过程。
数控龙门铣床主轴箱设计
127机械装备研发Research & Development of Machinery and Equipment数控龙门铣床主轴箱设计王艳妮(齐齐哈尔二机床(集团)有限责任公司,黑龙江 齐齐哈尔 161000)摘 要:随着我国工业化进程的不断加快,运用在工业中的设备需要不断更新,以赶上时代的变迁和社会的发展。
数控铣床作为工业生产中不可或缺的设备之一,在工业生产方面占据重要地位。
数控铣床的主动力供应就是主轴箱供给的,文章主要研究了一种数控龙门铣床的主轴箱,结合数控技术的发展和数控机床的工作原理以及机械结构,阐述数控龙门铣床主轴箱的设计。
关键词:数控技术;龙门铣床;主轴箱中图分类号:TG547 文献标志码:A 文章编号:1672-3872(2019)12-0127-01——————————————作者简介: 王艳妮(1985—),女,陕西西安人,本科,研究方向:专机、龙门铣设计及结构改进。
数控技术的产生彻底改变了工业生产形势,其高自动化、高进度、高效率的特点为我国的工业发展带来了福音。
但是我国现在各个工厂所使用的机床大多数都是传统的封闭式体系,这种传统的机床不能为我国的工业发展带来更多的便利,对此应该大力着手于数控技术的改革方案,在达到市场需求的同时,解决数控系统中微小零部件的可靠性和安全性问题,改革完毕后肯定会使得我国的工业生产更加的规范化、产业化[1]。
1 数控机床的工作原理和组成数控机床就是用数字化的控制系统去控制机床,把计算单元进行翻译,运算出加工指令,随之驱动机床进行加工,最后加工出所需要的零件[2]。
2 数控机床的机械结构数控机床的机械结构为以下几种:主传动系统、进给传动系统、基础支撑件、辅助系统和其他系统。
主传动系统就是为数控机床进行主运动的系统;进给传动系统,通常指工作台和刀架,它的主要功能就是使得工件可以自动进给的系统;基础支撑件,主要功能是支撑正在处在加工过程中的零件和机床本体,并且很大程度上确保了加工零件的位置不改变。
定梁式数控龙门铣床整体结构设计
科技风2019年1月科技创新DOI :10.19392/j . cnki . 1671-7341.201902005定梁式数控龙门铣床整体结构设计徐梓童汪秣张普天吉林农业科技学院机械与土木工程学院吉林吉林132101摘要:根据国内与国外对于龙门铣床的研究情况来看,此次设计一种可以用于加工各种复杂的零件的龙门数控铣床,符合 实际的生产需要。
其结构主要包括了横向进给机构、纵向仅给机构、工作台以及立柱等的组成部分。
其运行是采用伺服电机然后 是滚珠丝杠进行传动。
总体上讲述了其所包含的结构、特点以及其工作原理。
并且具体的阐述了此铣床的整体结构以及校核的 方法对其进行了分析。
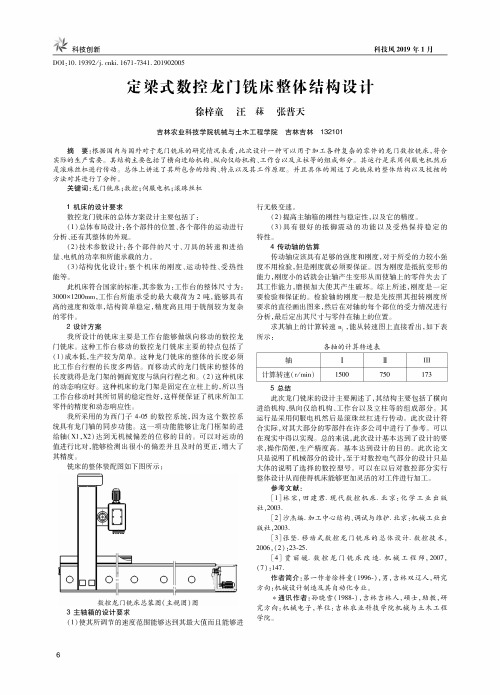
关键词:龙门铣床;数控;伺服电机;滚珠丝杠1机床的设计要求数控龙门铣床的总体方案设计主要包括了 :(1) 总体布局设计:各个部件的位置、各个部件的运动进行 分析、还有其整体的外观。
(2) 技术参数设计:各个部件的尺寸、刀具的转速和进给 量、电机的功率和所能承载的力。
(3) 结构优化设计:整个机床的刚度、运动特性、受热性 能等。
此机床符合国家的标准,其参数为:工作台的整体尺寸为: 3000x 1200mm ,工作台所能承受的最大载荷为2吨,能够具有 高的速度和效率,结构简单稳定,精度高且用于铣削较为复杂 的零件。
2设计方案我所设计的铣床主要是工作台能够做纵向移动的数控龙 门铣床。
这种工作台移动的数控龙门铣床主要的特点包括了(1)成本低,生产较为简单。
这种龙门铣床的整体的长度必须 比工作台行程的长度多两倍。
而移动式的龙门铣床的整体的 长度就得是龙门架的侧面宽度与纵向行程之和。
(2)这种机床 的动态响应好。
这种机床的龙门架是固定在立柱上的,所以当 工作台移动时其所切屑的稳定性好,这样便保证了机床所加工 零件的精度和动态响应性。
我所采用的为西门子425的数控系统,因为这个数控系 统具有龙门轴的同步功能。
这一项功能能够让龙门框架的进 给轴(X 1,X 2)达到无机械偏差的位移的目的。
五轴联动数控龙门铣床的有限元分析与优化设计
如图 1 图 2所示 ,预先 在零 件端 面右侧 划取 的 及
ห้องสมุดไป่ตู้
线 段 口 低 于工 件中心 线 ,利用 A t A 的复 制 、平 6 uCD o 移 及旋 转 ,将 工 件 旋 转 10 后 ,平 移 划线 尺 ,保 证 8。
用可调整高度的划线尺 ( 划针 )或高度尺进行划线。
首先 将零 件 夹 持 在 分 度 头 等 回转 装 置 上 ,先 目测 调 整划 针尖 近 似 到 达零 件水 平 中心 线 所 在 平 面 ,在 零 件端 面上 靠 右 侧 处 划 一 线 痕 ,再 将 零 件 旋 转 10 , 8。 沿 平 台将划 线 尺 移 动 至零 件 端 面靠 左侧 处 再 划 一 线
K/1 (/: + 亭o ∞ () 『( ~£ ∞) 4 c/ 1  ̄ J 22 2
式 中 ,K为静 刚度 系数 ; d K 为动 刚 度 系数 ; 为 机床 阻尼 比 ;F 、 为广义 动态力 的 幅值 和广 义动 态压 偏 量 的振 幅 ; 为激 振频 率和 固有频率 。 ∞、
由式 ( )可 以看 出 ,当 c 0时 ,动 刚度 和静 1 o为 刚度相 等 ,即
=
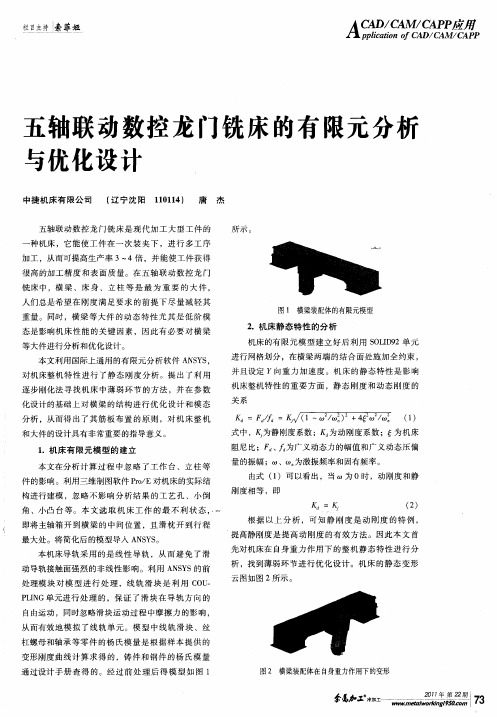
1 .机床 有限元模 型的建立
本 文在分 析 计 算 过 程 中忽 略 了工 作 台 、立 柱 等 件 的影 响 。利 用 三维制 图软 件 PoE对 机床 的实 际结 r / 构 进行 建模 ,忽 略不 影 响分 析 结 果 的工 艺 孔 、小 倒 角 、小 凸 台 等 。本 文 选 取 机 床 工 作 的 最 不 利 状 态 , 即将 主 轴箱 开 到 横 梁 的 中间 位 置 ,且 滑 枕 开 到 行 程 最 大处 。将简 化后 的模 型导入 A S S NY 。 本机 床导 轨 采 用 的 是 线 性 导 轨 ,从 而避 免 了滑 动 导轨接 触面 强 烈 的非 线 性影 响 。利 用 A S S的前 NY 处 理模 块 对 模 型 进 行 处 理 ,线 轨 滑 块 是 利 用 C U O — P IG单元 进 行 处 理 的 ,保 证 了滑 块 在 导轨 方 向 的 LN 自由运 动 ,同时忽 略滑 块运 动 过 程 中摩 擦 力 的影 响 , 从 而有效 地 模 拟 了线 轨 单元 。模 型 中线 轨 滑 块 、丝
高档龙门数控机床的横梁圆筒式设计

高档龙门数控机床的横梁圆筒式设计
现有技术
高档龙门数控机床的横梁圆筒式设计
圆形筋式横梁,包括正方形的外壁,外壁内接有圆筋,圆筋与外壁通过相切处的四个结合点连接为一体,外壁和圆筋上均设有出气孔,外壁两端装有筋板。
横梁的承载与加工负荷通过外壁和内接圆筋的结构形式消除扭曲变形,不受铸件材质的影响,保证了机床的刚度和加工精度;出气孔的设置既可以通气、清砂,又起到了减重的作用。
筋板上的加强筋垂直交叉。
外壁上的出气孔为圆形孔,圆筋上的出气孔为长条孔,根据结构均布,方便加工。
外壁与圆筋为铸造一体结构。
外壁与圆筋焊接为一体。
效果
龙门机床的圆形筋式横梁设计合理,横梁扭曲变形的问题消除,在加工过程中,横梁的稳定性得到明显的提升,保证机床的加工精度。