油水井小修作业取换套管技术研究与应用
河南油田取套换套施工技术
深层气田高温、高压的腐蚀环境,具有良好的推广 应用前景。 参考文献
[1] 周晴.油气田开发中的 CO2 腐蚀与控制[J].油气田地面工程, 2005,11 (24):46.
[2] 宋诗哲,万小山,郭英,等.磁阻探针腐蚀检测技术的应用[J]. 化工学报,2001,7 (52):622-625.
(栏目主持 樊韶华)
4 结语
磁阻探针法用于缓蚀剂现场效果评价,其结果 接近挂片法所得数据,具有一定的参考意义,同时 因其具备实时监测,无需频繁更换探测件,可作为 挂片法的一种协助监测手段。
研制的 CI-5A 型缓蚀剂,采用连续加药方式, 加药浓度为 22 毫克/百方气时,缓蚀率达 88%以 上,每百方气的处理费用小于 0.05 元,适用于大庆
(2) 打桥塞。下入可钻式油管桥塞至油层顶届 以上 20 m 封堵油层,以解决修井液污染油层问 题,同时起到防止井内落物的目的。
(3) 套铣。下入套铣筒套铣,套铣组合为Ø 216~Ø225 mm 铣鞋+Ø193.7 mm 套铣筒。套铣参 数:钻压30~50 kN,转速50 r/min,排量20 L/s,泵 压 3~5 MPa,套铣套管破损段以下 100~150 m。在 裸眼井段进行套铣是一项较为复杂而又细致的工 作,这是因为铣鞋底部形状如鱼头,它是关系套铣 速度快慢的重要部位。在施工中应选用铣鞋底部为 大波浪波纹齿,铣鞋底部的圆周上开有 3~6 道马 蹄形水槽,以便套铣出的岩屑及时返出,防止憋泵
修取换套共取出井内Ø139.7 mm×7.72 mm 套管 81 根,取换套深度为 838.25 m,所取出的套管从 756 m~838.25 m 有 不 同 程 度 的 钻 头 磨 铣 痕 迹 。 在 838.25 m 鱼头位置进行下步取换套措施时鱼头丢 失,采取拨引、内扶正、外扶正等多种措施,均无 果,取换套失败。
套管井取换套技术一

一、取换套钻具结构及套铣工具
经过不断改进和完善, 目前大庆油田应用的取换套 套铣钻具结构为:Φ219mm 方钻杆+Φ260mm连接变扣接 头+Φ219mm套铣筒+Φ290mm 套铣头,如图所示。套铣钻 具主体外径Φ219mm,最大 外径Φ290mm,最小内径 Φ192mm。可以适应900m深 部套铣对钻具强度的需要, 并且适应现有修井机的性能 指标。
三、套损部位引入技术
套损部位引入技术是取套施工中 最关键的环节,只有成功引入断点以下 套管,才能进行新旧套管对接。针对不 同套损井况,研究设计了两种引入方法: “预处理引入法”和“套铣引入法”。
三、套损部位引入技术 1、预处理引入法
对于套损通径在Ф70mm以上的套 损井,采用现有修井技术打开通 道,在套损部位下入Φ114mm示踪 器加固示踪,使套损部位上下套 管基本处于同一轴线上,如图所 示。采用Ⅰ型套铣头套铣至断口 时,由于示踪管的示踪引导作用, 保证Ⅰ型套铣头顺利通过变点, 实现套损部位引入。此外,这种 加固示踪结构可以有效的保护油 气层。
二、封隔器及扶正器处理技术
封隔器、扶正器示意图
二、封隔器及扶正器处理技术
处理的原则是:外体套铣,整体打捞。
二、封隔器及扶正器处理技术
套铣封隔器、扶正器的技术参数为: 钻压40-50KN、转速40-60r/min、 泥浆循环排量1.2-1.5m3/min,要求缓 慢钻进,严防蹩钻、跳钻。当套铣至封 隔器以下5m左右时,停止钻进,处理完 封隔器后再继续套铣。
种8 5/8″非标钻杆扣连接变扣接头,其外径 Φ260mm,内径Φ192mm。
(1)套铣筒本体优点为:即满足51/2 ″套管的管外复
杂套铣,又满足套损部位的引入处理。 (2)非标变扣接头优点为:锥度1:8、8扣/寸改为4扣/寸, 起下速度提高50%,丝扣耐磨损不粘扣,抗扭力大。
陇东油田小套管修复套损井技术的改进研究的开题报告

陇东油田小套管修复套损井技术的改进研究的开题报告一、选题背景和意义:陇东油田是中国石油勘探开发的主要油气区之一,自20世纪60年代开始开发以来,已经形成了以原油、天然气、煤层气、页岩气等为主的多元能源产业体系。
作为其中的一个优势油田,小套管修复技术对于油气井的长期稳产及增储增效具有重要意义。
目前,陇东油田小套管修复技术多采用穿锁套、夹锁套、滑动套等套筒及水泥修补技术,这些技术存在技术难度大,操作复杂,效果不稳定等问题。
因此,针对小套管修复技术的改进与研究成为当前陇东油田开发领域亟待解决的任务。
二、研究内容和目标:本研究将着重探索小套管修复套损井技术的改进。
通过对小套管的结构及井下环境等方面的分析,结合现有技术的优势,探寻更为高效、稳定的小套管修复技术,提高其现场施工操作性、提高修复效果。
最终希望能够实现小套管修复套损井技术的可靠性提高,从而为陇东油田的长期稳产和增储增效提供良好支持。
三、研究方法和步骤:1、现场调研和数据收集:通过实地走访和与相关工程技术人员交流,获取相关数据和技术资料,全面了解小套管修复技术的现状和存在的问题;2、问题分析和技术评估:对现有技术进行分析研究,加以评估,确定其存在的问题及提高的潜力;3、技术改进和优化:根据现有技术的缺陷及其适用条件,在现有技术的基础上深化探索,提出更为高效、稳定的改进方案;4、实验验证和数据分析:对小套管修复技术的改进方案进行实验验证,并对数据进行分析,评价其效果和适用性;5、方案优化和总结验收:根据实验结果,优化技术方案,并进行总结验收,输出可行性报告和技术手册,为实际工程应用提供技术支持和参考。
四、研究预期成果:本研究旨在改进小套管修复套损井技术,提高其可靠性和效率,预期成果包括以下几点:1、明确小套管修复套损井技术的现状及存在的问题;2、深入分析小套管结构及井下环境等因素对修复效果的影响;3、提出更为高效稳定的小套管修复技术改进方案;4、通过实验证明改进方案的有效性和可行性;5、输出可行性报告和技术手册,为实际工程应用提供参考和技术支持。
小修井打捞工艺及套管更换探讨

85小修井打捞工艺及套管更换探讨田浩然 中国石油化工股份有限公司胜利油田分公司石油工程技术研究院【摘 要】当前,油田开发已步入中后期阶段,油水井套在应用过程中,损伤程度日益严重,管套在应用过程中,破裂、形状变化、缩径等问题时有发生,小修井施工过程中,大都采用取换套、套管加固和套管补贴方式进行干预,在油田开采年限不断增加的情况下,故障发生几率也不断提升,小修井打捞技术被广泛应用,为促进井下小修的成功几率,必须从油井实际特征出发,对打捞工艺进行改进,以便捷化的开展井下施工,本文就小修井打捞工艺及套管更换展开论述分析。
【关键词】小修井;打捞工艺;套管更换我国内陆开展油田开发的时间较长,油田内的油藏储量极大减少,地下有水关系的复杂程度不断提升,普遍存在出砂和油稠事件,井下作业的环境复杂程度较高,油井套管形状变化、错断及穿孔事故时有发生,极大程度增加了油田开采难度,导致小修作业难度的提升,为保障油田开采工作的顺利开展,提升油田的生产效率,必须提升小修井打捞工艺,合理进行套管更换技术的选择,以促进小修井作业质量的增长。
一、小修井打捞工艺1.绕丝打捞工艺当前,我国油田大都应用防砂措施进行防范,但是由于油井开采年限较长,经常会出现绕丝脱落现象,小修井作业开展过程中,最常见的工序为打捞绕丝,常规打捞过程中,大都以捞绕五字法开展,扣捞过程中,需要进行填封并进行活动解卡干预,依靠水泥车的挤压作用,实现对防砂管柱进行打捞的目的。
第一,倒扣套铣打捞形式,这一方式解卡时间在30h之上,挤液在50m 3以上情况下,未能采取措施进行顺利打捞,所以大都采用倒扣套铣方式干预,以实现正转倒开充填封隔器上部分的目的,下套铣管过程中需要进行套管套铣环空砂。
在常规情况下,大都采用直径为127㎜的套铣管对177.8㎜的套管内绕丝进行干预,直径为114㎜的双击扣套铣139.7㎜的套管绕丝。
待套铣部位至筛子中心以后,憋泵和卡钻状况发生几率随之提升,所以必须以大排量对正套进行缓慢下放。
石油工程技术 井下作业 139.7mm套损井取换套技术

139.7mm套损井取换套技术1解决的关键技术1.1高强度套铣钻具的研制针对套损井管外带封隔器、扶正器问题,设计的套铣钻具既可套铣岩石和水泥环,又能套铣管外封隔器和扶正器,解决了这类井不能取换套的难题。
另外该钻具适应套铣筒内打捞、断口引入、套铣纠斜等工艺要求,螺纹抗拉力4586KN,抗拉扭综合应力为386Mpa,900m井深套铣安全系数为1.8,整体强度比原钻具提高25%,解决了900m深部套铣的强度问题。
而且上卸扣速度提高50%。
钻柱结构为:φ290mm套铣头+85/8in套铣筒+85/8in方钻杆。
套铣筒:采用85/8in P-110钢级,壁厚11.43mm,内径196.2mm的套管,两端配有特制连接变扣头。
套铣头:设计定型了I型和Ⅱ型两种型号的套铣头,分别用于套铣岩层、水泥环管外封隔器、套管扶正器和断口修鱼引入。
1.2管外封隔器及扶正器处理技术管外封隔器及扶正器不仅外径大,而且合金钢和弹簽钢强度高、磨铣困难,因此管外封隔器及扶正器的处理成为深井取套的一个技术难点。
根据管外封隔器、扶正器的结构原理及井下工作状态,确定的处理原则是:外体套铣,整体打捞。
采用的I型套铣头是一种集套铣岩层、水泥环和管外封隔器、扶正器为一体的多功能套铣钻头。
其齿外缘采用PDC 保扩外径,内缘用CBN保护内径。
负α切削角和圆弧流线形齿底设计(如图1、图2),采用的CBN削铣新材料削铣效率较常规PDC提高50%,削铣后封隔器残体规则,可以从套铣筒内顺利捞出。
该套铣头的研制成功,解决了管外封隔器和扶正器的处理难题。
图1切削示意图图2刮削和剪切示意图图3修鱼引入示意图1.3严重错断井断口引入新方法错断井下断口的引入是取套施工的关键环节,以往主要采用预处理示踪法。
对于通径为φ45mm~φ70mm的严重错断井如果打不开通道无法示踪,就不能进行取换套施工。
针对这一技术难题,研制了Ⅱ型套铣头(图3)。
其底部设计为二齿流线型套铣头状,外体有两道循环沟槽;内腔为、喇叭口状,这种喇叭口状结构具有修鱼收鱼作用;外部两道循环槽与底槽相连,有利循环。
油水井套管破损修复技术完善与应用

油水井套管破损修复技术完善与应用发布时间:2021-09-29T07:29:14.506Z 来源:《科学与技术》2021年第15期作者:张国华[导读] 套管浅层井筒破损漏失,存在较大安全环保风险,油田进入开发后期,地层应力挤压、套管老化腐蚀等原因造成套损套变井日趋增多,张国华华北油田公司第三采油厂摘要:套管浅层井筒破损漏失,存在较大安全环保风险,油田进入开发后期,地层应力挤压、套管老化腐蚀等原因造成套损套变井日趋增多,浅层井段破损漏失,存在较大安全环保风险,对配套治理工艺提出更高的要求关键词:套损倒扣膨胀管复合封堵一、基本状况;采油三厂目前有套损套变井262口,其中套管变形219口,错断15口,套管漏失28口套损套变的主要原因有:1.储层胶结疏松,敏感性强,地层吐砂,井壁坍塌造成的套管损坏;2.低渗储层高压、高注采比注水造成地层应力不平衡引起的套管损坏;3.膏泥岩蠕变滑动造成的套管损坏;4.地表下沉,环形钢板未开焊或油套环形空间有水泥帽,套管上窜所产生的应力无法释放,导致浅层套管损坏;5.腐蚀造成的套管损坏。
二、现场应用情况:治理套变的方法(一)、定位(点)取套换套倒扣工具该的工具下放时卡爪收缩,卡爪能滑过套管接箍的两公扣间隙,上提钻具时卡爪张开,能挂接箍的两公扣间隙处,负荷增加找到套管接箍位置,旋转钻具时,下卡瓦张开卡在不需倒扣的套管内壁上,卡死后,继续反转钻具,上卡瓦张开卡在需倒扣的套管内壁上,通过上卡瓦传递反扭矩将套管丝扣倒开。
1、钻井数据2、井况:该井施工前为注水井,工区反映套管返水,停注。
后地质要求堵漏转采。
施工情况:起出原井管柱,采用封隔器分段找漏,最后确定漏点在93.25m以上。
分析认为该井为2007年完钻,表套内有水泥环的可能性不大,且漏点在表套内,为保证以后增产措施顺利实施,采用定点取换套工艺更新套管采用的定位(点)取套换套倒扣工艺技术在对未封固套管进行倒扣取套时,能准确控制套管开扣位置,避免油套在表套下部开扣造成鱼顶丢失的问题,可以通过小修设备配合完成大修取换套施工(二)、膨胀管补贴技术对套损井段进行整形或磨铣处理后,用油管将膨胀管管柱下至需补贴加固井段,在地面用高压泵向油管内打压,膨胀锥推动油管上行,当膨胀锥上行至膨胀管上端时油套连通,泵压突降,完成补贴施工,起出油管采用膨胀管补贴技术在对深部套管自由段漏失井进行补贴,具有工艺简单、施工周期短的特点,尤其适合应用在高压注水井井况:该井2018年长停井恢复,投产后产出液矿化度较低(1667),怀疑浅部套管有破损,地质要求堵漏转注。
小修浅表取换套技术及应用
小修浅表取换套技术及应用一、小修取换套现状目前小修设备取换套施工的操作步驟为先将井口外露油套及套管头、表套四通处理,然后下入反扣钻杆+机械式内割刀或公锥将下部油套切割或倒开,将破损油套取出进行更换,然后下入对扣,用卡盘将油套固定,完成取换套施工。
通过近几年的现场实践,对利用小修设备进行取换套施工有了较为全面的认识和成熟的工艺流程,但是在施工的过程中我们也发现了一些问题:(1)目前小修取换套作业主要是使用B型大钳或者液压钳来进行倒扣、紧扣。
通过近几年的现场实践发现,液压钳在倒扣、紧扣的过程中存在严重缺陷,在作业中扭矩达不到施工要求,在倒扣的过程中往往难以倒开,而在紧扣的过程中无法达到规定的扭矩标准,操作安全风险大。
而B型大钳不易操作,单次旋转角度小、劳动强度较大,安全风险较大。
(2)当破损套管取出后,下入新套管后对扣成为了取换套施工中的关键。
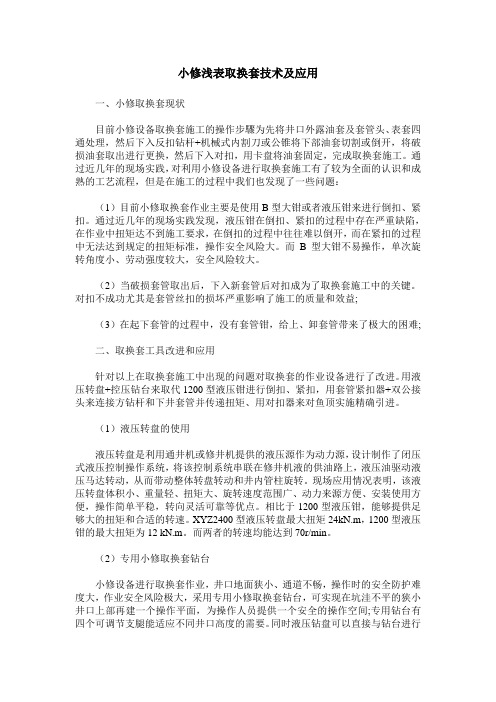
对扣不成功尤其是套管丝扣的损坏严重影响了施工的质量和效益;(3)在起下套管的过程中,没有套管钳,给上、卸套管带来了极大的困难;二、取换套工具改进和应用针对以上在取换套施工中出现的问题对取换套的作业设备进行了改进。
用液压转盘+控压钻台来取代1200型液压钳进行倒扣、紧扣,用套管紧扣器+双公接头来连接方钻杆和下井套管并传递扭矩、用对扣器来对鱼顶实施精确引进。
(1)液压转盘的使用液压转盘是利用通井机或修井机提供的液压源作为动力源,设计制作了闭压式液压控制操作系统,将该控制系统串联在修井机液的供油路上,液压油驱动液压马达转动,从而带动整体转盘转动和井内管柱旋转。
现场应用情况表明,该液压转盘体积小、重量轻、扭矩大、旋转速度范围广、动力来源方便、安装使用方便,操作简单平稳,转向灵活可靠等优点。
相比于1200型液压钳,能够提供足够大的扭矩和合适的转速。
XYZ2400型液压转盘最大扭矩24kN.m,1200型液压钳的最大扭矩为12 kN.m。
而两者的转速均能达到70r/min。
小修井打捞工艺及套管更换讨论

小修井打捞工艺及套管更换讨论本文结合实际。
对小修井打捞工艺与套管更换内容进行分析,首先从小修井打捞工艺特点出发,在阐述该工艺要点的同时,对小修井作业过程中,更换套管的问题进行分析,希望论述之后能够给相关工作人员提供一点参考。
标签:小修井;打捞工艺;套管更换0 前言随着我国的内陆油田的开采逐渐深入进行,各个油田的储存量在逐步的减少,地下油水关系也会更加的复杂,稠油、出砂等问题极易发生,油田的开采环境变得更加的恶劣,油井套管极易出现穿孔、错断、变形等问题,也就使得石油开采的难度更高。
出现该问题之后,就会存在比较多的小修业务,为了能够确保油田开采工作可以持续进行,切实提升油田的生产效率和产量,这就要不断的提升小修井技术,应用符合要求的打捞工艺和套管更换技术,为油田开采的顺利进行奠定坚实的基础。
1 小修井打捞工艺特点1.1 绕丝打捞工艺当前我国的很多油田都使用的是绕丝管的防砂措施,随着油田开采的深入进行,开采年限的逐渐延长,绕丝脱管现象发生率比较高。
小修施工中进行打捞绕丝是非常关键的施工工序,多数都采用捞绕无字法来进行。
在扣捞上充填封再实施活动解卡,在水泥车的挤压之下能够进行解卡,从而可以达到打捞防砂管柱的作用。
(1)倒扣套铣打捞。
从大量的施工经验分析可以发现,解卡要经过至少30小时,挤液50m3以上还不能进行顺利的打捞,然后就要实施倒扣套铣,并且需要将充填封隔器上部进行正转倒开。
一般主要是应用直径为127mm的套铣管套铣直径为177.8mm的内绕丝。
套铣到筛子中心的位置上极易出现卡钻或者憋泵的问题,目前处理该问题的主要方式就是应用大排量的方式来进行正套的下方施工。
(2)套冲环空打捞绕丝。
在整个施工环节,直径177.8mm的套管极易出现变形的问题,进而造成了无法套铣,此时需要使用直径为36mm的细冲管下部接笔尖的方式来进行清洗处理,可以直接排出砂卡绕丝故障问题,绕丝位置上的打捞工作可以进行下入工具来达到要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
油水井小修作业取换套管技术研究与应用
油水井經过常年生产,一直处于高温、硫化氢、地表水腐蚀环境下,极易导致固井段以上套穿孔,给油田安全生产带来严重隐患。
以往一般采用大修作业方式实施更换套管作业,论文探索利用小修作业的方式实施对损坏套管进行更换,这对提高油井的井筒完好性、消除安全隐患,节省作业成本有着积极的意义。
【Abstract】After years of production,oil-water wells have always been in an environment of high temperature,fulling with hydrogen sulfide and surface water corrosion,which can easily lead to perforation of the casing pipe that above the well cementing section,and bring serious hidden danger to the safety production of oilfield. In the past,the operation mode of overhauling work was generally adopted to carry out the operation of casing replacement. The paper explores to use the minor repair operations to replace the damaged bushing,which has a positive significance to improve the integrity of the rockshaft,eliminate hidden danger of safety and save the operation cost.
标签:油水井;小修作业;取换套管
1 引言
油井采用蒸汽吞吐开采方式时,生产时间较长,在高温蒸汽、油层内硫化氢及地表水电化学腐蚀等作用下,导致固井段以上套穿孔、变形,易发生油气泄露现象,极易导致环境污染及人身伤害事故,因此在治理以上隐患问题上刻不容缓。
通常利用大修作业方式进行治理,但费用高昂、耗时长,因此探索利用小修作业方式来完成套管隐患治理十分必要[1]。
2 大修取换套管的特点
2.1 大修取换套管步骤
①搬上准备工作:安装设备、立井架、接双根等;②找漏:下封隔器实施套管找穿孔漏点;并确定穿孔位置;③打悬空水泥塞:井筒内注悬空水泥塞,对油层实施封堵隔离;④损坏倒扣:利用转盘对损坏套管倒扣,并取出损坏套管;⑤套管对接:下入新套管进行对接上扣;⑥试压验证:全井筒清水试压20MPa,稳压30min,压降小于0.5 MPa为合格;⑦钻灰塞通井:下入钻头钻灰塞,并刮管器刮套管,通井至井底;⑧完井验收。
2.2 优点
起下作业效率高,可以双根起下作业;游动系统上提负荷较大,适合深井作业;用钻盘倒扣传动扭矩大,完井实施效果好。
2.3 缺点
作业费用相当高昂,修井费用一般在80万左右;施工周期长-大修从搬上准备到完井,一般约25天左右;受井场面积制约,且一些井场面积狭窄,井场条件复杂采油设备等,导致大修无法合理摆放钻台、钻机。
受周边居民环境影响较大,大修作业产生噪音、震动大。
易受周边居民投诉,而发生经济补偿。
3 小修修井工序特点
3.1 小修取换套管步骤
①施工准备:小修搬上,施工准备,开工验收;②井筒找(验)漏:进行井筒找漏,确定漏损位置。
③油层封堵:下封隔器进行油层封堵,控制井口压力。
封隔器中心管柱露出井口,作为套管倒扣位置标识。
④确定中和点:根据验漏位置,得到倒扣深度,通过计算得到倒开中和点深度。
⑤套管倒扣:上提中和点符合,同时施加扭矩。
使用大修工具(大钳、套管吊卡)与作业机锚头配合---相当于钻机钻盘,倒扣旋转,对上部损坏套管倒扣。
⑥回接套管:下入完好套管,对鱼顶进行冲洗干净,旋转上扣。
⑦验证:泵车清水试压,验证井筒密封性能。
⑧解除油层封堵:上提封隔器至空井筒。
⑨完井:完井交井。
3.2 应用情况
共实施3井次均取得成功。
3.3 优点
作业费用较低,修井费用一般在10万左右/井次;施工周期短,一般只需5-7天;受井场面积及空间制约小,小修作业不用钻台,不用泥浆泵,井架高度低(18-21米),较大修作业所需场地及空间要小得多,可满足小井场施工。
受周边居民环境影响较小,作业产生噪音、震动小。
不易对周边居民造成干扰[2]。
3.4 缺点
起下作业效率相对低,只能单根起下作业;游动系统上提负荷较低(小于400kN),适合浅井作业;套管倒扣无旋转设备转盘等,需要借助锚头及管钳配合实施。
3.5 注意事项
①验漏前进行循环系统试压(21MPa),稳压10min压降小于0.5 MPa。
以确保施工中安全可靠。
同时控制修井液泄露防止井场污染。
②对漏点进行核实确认,确保位置准确,误差不大于3m;③封隔器下加重管柱符合60-80kN,一是可以确保密封性能可靠;二是可以增加中和点下部套管卸扣摩阻,防止封隔器下部套管倒开;④倒扣并提出套管后,此时井口处于表层套管敞开状态,严禁发生井下
落物事件,易造成卡管柱现象;⑤回接套管丝扣涂密封脂、密封带,扭矩9110-10120N.m。
⑥验证试压:完井后对套管进行试压20MPa,稳压30分钟,压降小于0.5 MPa,为合格。
⑦做好封隔器解封后观察,井口无溢流缓慢上提封隔器提速?燮5m/min。
3.6 科技创新点
①井控安全技术:不用注灰塞形式进行封堵,利用封隔器对油层实施暂时性封堵,控制井内压力,减少磨灰塞作业工序,不污染油层,同时缩短施工时间;
②套管定点倒开技术:根据封隔器卡点位置,结合在倒扣过程中观察封隔器中心管的旋转状态,确定倒开套管深度,在倒扣时封隔器为静止状态-无旋转运动;
③套管对接技术:通过下入新套管完成对接原井筒,确保整体井筒的完整性、可控性。
通过套管试压验证套管的密封性能,保证达到投产要求。
3.7 技术局限性
①小修更换损坏套管深度有限:只能更换表层套管以内的油层套管,因有表层套管对井壁的保护,油层套管提出后井壁不会坍塌;在对接套管时因有表层套管的扶正作用。
便于扶正对扣;②表套注灰井无法实施:因表套注灰后,油层套管与表套被水泥固死,无法实施套管旋转倒扣;所以不能将损坏套管提出,无法实施更换;③小修作业井架及提升系统额定符合较小,一旦遇有卡钻现象,不能大负荷解卡,当提升负荷大于额定负荷(400kN)不能施工。
4 套管穿孔原因分析
①机械类损坏:冷43XX-X等两口井,该类油井井内经测量不含有硫化氢,排除了硫化氢腐蚀及氢脆因素。
从油层套管损坏形态来看,穿孔深度在地面以下7-8米,表面有13mm×16mm锥形深坑,底部穿孔,穿孔孔内径2.5mm,穿孔剖面锯齿状。
穿孔下部15cm表面有凹坑,深度3-5mm不等,管壁有上下方向的磨损划痕,划痕长度60mm。
分析原因:管壁有机械磨损说明在表层套管环空中存在硬质材料,油层套管在抽油机负荷交替变载情况下,上下发生蠕动,硬质材料在油层套管及表层套管间做相对上下运动,对该点形成机械挤压、切削。
造成穿孔形成,同时该井在作业机过程受管柱符合交变作用上下窜动距离较大,更加大了机械磨损的程度。
②电化学腐蚀冷43-50-XX套管损坏形态:穿孔位置处于井口第一根套管中部,整根套管有红褐色铁锈、轻轻敲打有铁锈成片脱漏。
外壁凹较多坑,管壁明显变薄。
原因分析:该井处于河套内,地势低洼,表层套管内没有水泥固井,表层套管内常年积水,且该地区为盐碱类土壤,形成盐类点解液体,对套管金属材料形成腐蚀。
5 预防穿孔措施
①完井时油层套管上提预应力,减小井口因复合变动发生蠕动范围,减少与表层套管相对运动距离。
②严禁修井工具、硬质材料掉落两层套管环空中,防止发生硬质材料(钳牙、捞锚滑块、卡瓦)在套管蠕动过程发生的切削进尺、挤压动作。
③在固井时,水泥返高盡量上返地面,如果上返高度低,可以从套管上部注水泥进行固井。
6 效益评价
本年实施3井次,均取得了成功,为公司节省了一定的经济效益。
根据节约类效益计算公式:
经济效益=(1-30%)×分成系数×∑(原工艺技术消耗总额-新工艺技术消耗总额)
原工艺技术消耗总额=大修作业费用=80万/井次×3=240万
新工艺技术消耗总额=3井次小修作业费用=5.68万+14.1万+9.26万=29.04万
经济效益=(1-30%)×1×(240万-29万)=147.7万
通过计算实施3井次共节省作业成本147.7万元,缩短施工周期40天,避免了噪音干扰居民生活的问题发生。
7 结论
通过实施以上技术手段,提高水平井修井时效,节省了作业成本,探索了一套治理套管刺漏隐患井的成功经验,为保障油气井安全生产有着积极意义。
为公司降本挖潜做出了一定贡献,在今后的作业施工中具有广泛的应用前景。
【参考文献】
【1】黄小兰,刘建军,杨春和,等.油田油水井套管损坏预测方法综述[J].新疆石油学院学报,2004(04):50-54+7.
【2】刘均荣,于伟强,李荣强.油田地热资源开发利用技术探讨[J].中国石油勘探,2013,18(05):68-73.。