方盒盖注塑模具设计说明书(含图)
盒盖注塑模具设计说明

盒盖注塑模设计学生:汪金海学号:13530026专业:机械设计制造与其自动化班级:一班盒盖塑件图1 / 45技术要求:1.塑件材料 PE2. 未标注公差尺寸按SJ1372-78.8级。
3.大批量生产。
摘要本文是关于盒盖注塑模具的设计,在正确分析塑件工艺特点和PE材料的性能的后,采用了点浇口进行浇注。
详细介绍了对凸模,凹模,浇注系统,脱模机构,选择标准零件,设计非标件的设计过程。
涉与模具结构、强度、寿命计算与熔融塑料在模具中流动预测等复杂的工程运算问题;运用CAD、辅助工程UG等不同的软件分别对模具的设计、制造和产品质量进行分析。
综合运用了专业基础、专业课知识设计,其核心知识是塑料成型模具、材料成型技术基础、机械设计、塑料成型工艺、模具CAD\CAM、Moldflow等。
关键词:点浇口;盒盖注塑模设计;塑料成型模具I / 45第一章塑料制件的工艺性分析1.1塑件原材料的分析塑件盒盖采用HDPE材料, HDPE是一种由乙烯共聚生成的热塑性聚烯。
高密度聚乙烯,英文名称为“High Density Polyethylene”,简称为“HDPE”。
HDPE是一种结晶度高、非极性的热塑性树脂。
该聚合物不吸湿并具有好的防水蒸汽性,可用于包装用途。
HDPE具有很好的电性能,特别是绝缘介电强度高,使其很适用于电线电缆。
中到高分子量等级具有极好的抗冲击性,其性能见表2-1。
表2-1 HDPE性能表HDPE是结晶料,吸湿小,不须充分干燥,流动性极好流动性对压力敏感,成型时宜用高压注射,料温均匀,填充速度快,保压充分.不宜用直接浇口,以防收缩不均,应力增大.注意选择浇口位置,防止产生缩孔和变形。
常用的浇口有直浇口,点浇口,潜伏浇口,侧浇口等,其中点浇口前后两端存在较大的压力差,可较大程度地增大塑料熔体的剪切速率并产生较大的剪切热,从而导到长熔体的表观粘度下降,流动性增加,有利于型腔的充填,因而对于薄壁件PE等表观粘度随剪切速率变化敏感的塑料有利。
方盒盖注塑模设计说明书

模具综合技能训练注塑模部分课题方盒盖同课题学生姓名专业模具设计与制造学生姓名班级学号指导老师完成日期2011,10,28目录绪论 (1)第1章模塑工艺规程的编制 (3)1.1塑件的工艺性分析 (3)1.1.1塑件的原材料分析 (3)1.1.2塑件的结构和尺寸精度及表面质量分析 (4)1.2计算塑件的体积和重量 (4)1.3塑件注塑工艺参数的确定 (5)第2章注塑模的结构设计 (7)2.1分型面选择 (7)2.2确定型腔数目 (8)2.3确定型腔的排列方式 (9)2.4浇注系统设计 (9)2.4.1主流道设计 (9)2.4.2分流道设计 (11)2.4.3 浇口的设计 (12)2.5 导柱和导套的选择 (13)2.5.1 导柱的选择 (13)2.5.2导套的选择 (14)2.6抽芯机构设计 (14)2.6.1动作过程和受力分析 (15)2.6.2确定斜滑块倾角 (15)2.6.3确定斜滑块的尺寸 (15)2.6.4斜滑块与型芯座的设计 (15)2.7排气系统的设计 (15)2.8成型零件结构设计 (16)2.8.1凹模的结构设计 (16)2.8.2滑块的设计 (16)2.8.3型芯座的设计 (16)第3章模具设计的有关计算 (18)3.1型腔和型芯工作尺寸计算 (18)3.2 型芯尺寸的计算 (19)3.2.1凹模型腔尺寸计算 (19)第4章模温调节系统设计 (24)第5章模具闭合高度的确定 (26)第6章注塑机有关参数的校核 (27)第7章绘制模具的总装图和非标零件工作图 (28)7.1 本模具的总装图和零件图见附图 (28)7.2本模具的工作原理 (28)第8章结论 (29)致谢 (30)参考文献 (31)第1章模塑工艺规程的编制该塑件为盒盖,其零件图如图1所示,本塑件的材料采用工程塑料PE,尺寸精度为4级,生产批量为30万件。
技术要求:1 塑件表面要求无凹痕。
2 壁厚均匀图11.1塑件的工艺性分析1.1.1塑件的原材料分析塑件的材料采用工程塑料PE,属热塑性塑料,是由丙烯腈,丁二烯和苯乙烯组成的三不共聚物.本身耐热性和溶性比HIPS佳,且具有光泽性.由于丙烯腈的腈基极性较强,所以冲击强度,拉伸强度及塑料件的表面硬度均较HIPS佳.综合物理-力学性能更是优良. PE树脂为浅黄色粒状或珠状树脂,熔融温度为217-237℃,热分解温度为250℃以上,无毒,无味,吸水率低,具有优良的综合物理-力学性能,优异的低温抗冲击性能,尺寸稳定性,电性能,耐磨性,抗化学药品性,染色性,成型加工和机械加工较好. PE树脂耐水,无机盐,碱和酸类,不溶于大部分酸类溶剂,而容易溶于醛酮,脂和某些氯化氢中.PE树脂热变形温度较低,不透明,可燃,耐侯性较差,其成型性能较好,流动性好,成形收缩率较小(通常为0.3-0.8%),比热容较低,在料筒中塑化效率高,在模具中凝固较快,成型周期短,但吸水性较大,成形前必须充分干燥,可在柱塞式或螺杆式卧式注射机上成形.1.1.2塑件的结构和尺寸精度及表面质量分析1.2.1.1结构分析从零件图上分析,该零件总体形状为长方体,长度为70.6mm,宽度为51.6㎜,高度为10.2㎜的盖板.盖板内侧有两个侧突,长度为6㎜,壁厚为1.3㎜.由于侧突的存在,模具采用斜滑抽芯机构.此机构既方便脱模又动作连贯,效率高.1.2.2.2尺寸精度分析制件尺寸选用尺寸精度4级(GB/T14486—1993),零件的尺寸精度中等,对应的模具相关零件的尺寸加工可以得到保证。
塑料矩形盒模具设计说明书含图—
该塑件壁厚在2mm左右,在3mm以下,采用经验公式:见塑料模具设计指导/伍先明、张蓉等著/国防工业出版社P12页:D=0.2654 ,将m=11.81,L=25,代入得D=4.8506mm=5mm
4)分流道的界面形状
本设计采用圆形界面,且塑料熔体的热量散失、流动阻力较小。
(4)注射速度
ABS塑料采用中等注射速度效果较好。当注射速度过快时,塑料易烧焦或分解析出气化物,从而在制件上出现熔接痕、光泽差及浇口附近塑件发红等缺陷。但塑料壳体为薄壁制件,且浇口又为侧浇口,故而又要有足够高的注射速度,否则塑料熔体难以充满整个型腔。
(5)模具温度
ABS宜取高料温、模温,料温对物性影响较大,料温过高易分解,对于精度要求较高塑料件模温宜取50/℃~60/℃,要求光泽及耐热型塑料宜取60/℃~80/℃。塑料壳体属于中小型制件,形状比较规则,故不需专门对模具加热。
其中R分= =2.5mm
该分流道的剪切速率处于浇口主流道和分流道的最佳剪切速率在5×10²~5×10³/s之间,所以,分流道内熔体的剪切速率合格。
7)分流道的表面粗糙度和脱模斜度
分流道的表面粗糙度要求不是很低,一般去Ra 1.25μm~2.5μm即可,这里取1.5μm,脱模斜度一般在5~10º之间,通过上面的计算知脱模斜度为10.6º,脱模斜度足够。
3)选择注射机
根据以上计算得出在一次注射过程中注入模具型腔的塑料的总体积为V总=53.988cm³,由参考文献[1]式(4-18)V公/0.8=53.988/0.8=67.48 cm³。根据以上的计算,初步选择公称注射量应大于67.48 cm³,注射机型号为SZ—125/400卧式注射机,其主要技术参数见表1-2。
盒盖注塑模模具设计 塑料模课程设计说明书

哈理工荣成学院塑料模课程设计说明书题目:盒盖注塑模模具设计院、系:荣成学院材料工程系专业:模具11-1姓名:孙友富学号: 1130330122指导教师:完成时间: 2013 年 08 月 30 日哈理工荣成学院塑料模课程设计任务书目录第1章塑件工艺分析 (1)1.1 设计任务 (1)1.2 塑件工艺分析 (1)1.2.1 材料工艺性分析 (1)1.2.2 尺寸精度工艺性分析 (2)第2章模具结构设计 (4)2.1 模具总体方案确定 (4)2.2 (5)第3章模具材料及其热处理方案设计 (19)3.1 (19)3.2 (19)第4章模具及注塑机的校核 (20)4.1 (20)4.2 (20)第5章模具总装图 (21)参考文献 (22)第1章塑件工艺分析1.1设计任务1.课程设计目的⑴培养学生对具体设计任务的理解和分析能力;⑵培养学生编制塑料成型工艺规程的能力;⑶培养学生设计塑料模具的能力;⑷培养学生能绘制标准模具装配图及非标零件图的能力;2.课程设计要求⑴查阅有关资料,了解模具技术的发展方向,做好设计准备工作,充分发挥自己的主观能动性和创造性;⑵树立正确的设计思想,综合考虑模具经济性、实用性、可靠性等要求,严肃认真地进行模具设计;⑶要求相关的工艺计算准确,编制的塑料成型工艺规程合理;⑷要求模具各零件结构设计有据可依,要依托公式计算或经验推导;⑸要求模具结构合理,图面整洁,图样及标注符合国家标准;1.2塑件工艺分析1.2.1材料工艺性分析如图1-1盒盖所示:图1-1 盒盖考虑到材料的美观及其实用性,所以选择聚丙烯(PP塑料)作为材料。
它是一种高密度、无侧链、高结晶必的线性聚合物,具有优良的综合性能。
未着色时呈白色半透明,蜡状;比聚乙烯轻。
透明度也较聚乙烯好,比聚乙烯刚硬。
结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解。
流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形。
冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低方向方向性明显.低温高压时尤其明显,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形。
方形盒注塑模设计讲解
目录1塑件分析 (1)1.1塑件的工艺分析 (1)1.2 塑件材料的分析 (2)1.3 塑件的尺寸和精度分析 (3)1.3.1 塑件的尺寸 (3)1.3.2 塑件的尺寸精度 (3)1.4 塑料制品结构分析 (4)1.5 LDPE塑料的成型工艺参数 (4)2 注射机的选择 (4)2.1 注射量的校核 (5)2.2 注射压力的校核 (5)2.3 锁模力的校核 (5)2.4 安装部分的尺寸校核 (6)3 型腔位置及型芯型腔尺寸的确定 (6)3.1 型腔压力的估算 (6)3.2 型腔型芯尺寸的计算 (6)4 分型面的确定 (7)5 浇注系统的确定 (8)6 排气槽的确定 (8)7 冷却系统的确定 (9)8 脱模力的计算 (11)9 推出方式确定 (11)10合模导向机构的设计 (12)10.1导柱的设计 (12)10.2导套的设计 (13)11推出机构的设计 (14)12 绘制装配图 (15)13模具的安装试模 (15)结论 (188)1塑件分析1.1塑件的工艺分析塑件如图所示:产品名称:方形盒塑料模具 产品材料:LDPE根据塑件的形状,可计算该塑件的体积V 计算塑件体积:21m m 36964484S =⨯= ()3332133cm 1.5mm 50908mm 509084149292400mm 414922322822322924002536961S V1≈==-=-==⨯⨯=⨯==⨯=⨯=V V V V S V mm I 该塑件的体积为:所以,塑件重量g cm g V W g 763.5/13.1cm 1.533=⨯=⋅=ρ注:取LDPE密度为3g。
.1cm13/1.2 塑件材料的分析丙烯腈-丁二烯-苯乙烯共聚物LDPE树脂微黄色或白色不透明,是丙烯腈-丁二烯-苯乙烯共聚物。
丙烯腈使聚合物耐油,耐热,耐化学腐蚀,丁二烯使聚合物具有优越的柔性,韧性;苯乙烯赋予聚合物良好的刚性和加工流动性。
因此LDPE树脂具有突出的力学性能和良好的综合性能。
模具毕业设计20电器盒盖注射模设计说明书
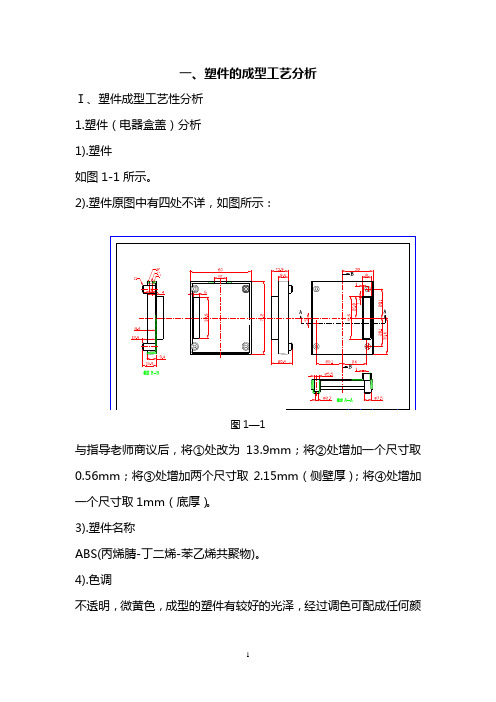
一、塑件的成型工艺分析Ⅰ、塑件成型工艺性分析1.塑件(电器盒盖)分析1).塑件如图1-1所示。
2).塑件原图中有四处不详,如图所示:图1—1与指导老师商议后,将①处改为13.9mm;将②处增加一个尺寸取0.56mm;将③处增加两个尺寸取2.15mm(侧壁厚);将④处增加一个尺寸取1mm(底厚)。
3).塑件名称ABS(丙烯腈-丁二烯-苯乙烯共聚物)。
4).色调不透明,微黄色,成型的塑件有较好的光泽,经过调色可配成任何颜色。
5).生产纲领中等批量(20万件/年)。
6).塑件的结构及成型工艺性分析⑴结构分析如下①该塑件为电器盒盖,外表面要求光滑(采用一模一腔,在塑件外表面浇口处会有明显的注射痕迹)。
塑件属于薄壁类,成型时注射压力要求较高。
②该塑件外形是一长方形盒盖类零件,在一侧短边壁有长方形通孔。
⑵成型工艺分析如下①精度等级。
采用一般精度5级(塑件的精度取自由精度。
塑料制件的尺寸公差可依据SJ1372—78塑件公差数值标准进行设计。
查塑件公差数值表,可取该塑件的精度等级为5级。
由于模具尺寸精度比塑件尺寸精度高2—3级。
查标准公差值表,取模具尺寸精度为IT11级)。
②脱模斜度。
该塑件本身设计有脱模斜度,其内外表面的脱模斜度为1度。
查参考文献《中国模具设计大典》,脱模斜度合理。
Ⅱ.热塑性塑料(ABS)的注射成型过程及工艺参数1.注射成型过程⑴成型前的准备。
对ABS的色泽、细度和均匀度等进行检验。
由于ABS易于吸水,成型前应进行充分的干燥,干燥至水分含量<0.3%。
干燥条件:真空度为9.3×105MPa,烘箱温度为70度-80度左右。
料层厚度<25mm,干燥时间8h-12h。
⑵注射过程。
塑料在注射机料筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可以分为充模、压实、保压、倒流和冷却5个阶段。
⑶塑件的后处理。
采用调湿处理,其热处理条件查参考文献《中国模具设计大典》中的表8.7-10有处理介质为油;处理温度为120℃;处理时间为15min。
塑料盒(多网格)注塑模设课程设计说明书(含装配图零件图)
目录第一章塑料盒设计要求及其成型工艺分析 (1)1.1 产品基本要求 (1)1.2 塑件结构和形状的设计 (1)1.3 塑件材料性能 (1)1.4 成型方法及其工艺的选择 (2)第二章选择注射机及相关参数的校核 (4)2.1 型腔数量及排列方式选择 (4)2.2 注射机选型 (4)2.3 分型面位置的确定 (7)第三章浇注系统设计 (8)3.1 主流道的设计 (8)3.2 分流道的设计 (9)3.3 分流道的形状及其尺寸 (10)3.4 冷料穴的设计 (11)3.5 浇口的设计 (11)3.6 浇注系统凝料体积计算 (12)3.7 浇注系统各截面流过熔体的体积计算 (12)第四章模具成型零部件结构设计和计算 (15)4.1 成型零件的结构设计 (15)4.2 成型零件钢材的选用 (15)4.3 成型零件的尺寸计算 (16)第五章模架的确定和标准件的选用 (18)5.1 各模板尺寸的确定 (18)5.2 模架各尺寸的校核 (19)第六章脱模推出机构的设计和校核 (20)6.1 脱模推出机构的设计 (20)6.2 脱模力的计算 (21)6.3 脱出机构的校核 (23)第七章排气槽和冷却系统的设计 (24)7.1 排气槽的设计 (24)7.2 冷却系统的设计 (24)7.3 冷却管道的布置 (25)第8章导向与定位结构的设计 (26)参考文献 (27)结束语 (28)第一章塑料盒设计要求及其成型工艺分析1.1 产品基本要求最大几何尺寸:90×86×57使用环境:室内,-10~80℃精度要求:一般(5级)外观要求:外表黑色且光泽性好,无成型缺陷。
其他要求:具有一定的机械强度,散热性能良好,盒底面和侧面均没有透气窗孔。
根据上述要求可归纳产品设计要求塑件需具有良好的点绝缘性和一定的机械强度,且还应具有较好的流动性,可以满足成型要求。
图1-1 零件1.2 塑件结构和形状的设计根据塑件产品图纸,用CERO2.0软件进行塑料盒的三维建模。
矩形盒注塑模具设计说明书
摘要 (3)Abstract (4)第一章绪论 (5)1.1 课题的目的 (5)1.2 课题的主要任务 (5)1.3课题的主要要求 (6)1.4课题的进程和步骤 (6)1.5国内外模具发展状况 (7)第二章矩形盒设计要求及成型工艺分析 (8)2.1 产品基本要求 (8)2.2 塑件结构和形状的设计 (9)2.3 塑件材料的选择 (9)2.4 成型方法及其工艺的选择 (9)2.4.1 成型工艺分析 (11)2.4.2 注塑成型工艺过程及工艺参数 (11)第三章选择注塑机及相关参数的校核 (13)3.1 概述 (13)3.2 型腔数量及排列方式选择 (13)3.3 注塑机选型 (16)3.3.1 注塑量计算 (16)3.3.2 浇注系统凝料体积的初步估算 (16)3.3.3 选择注塑机 (17)3.3.4 注塑机的相关参数的校核 (17)第四章模具设计 (20)4.1 分型面位置和形式的确定 (20)4.2 浇注系统设计 (21)4.2.1 主流道的设计 (22)第 1 页共47 页(需要图纸及其他附件请与我联系QQ:877764463)4.2.2 分流道的设计 (24)4.2.3 浇口的设计 (26)4.3 模具成型零、部件结构设计和计算 (27)4.3.1成型零件钢材的选用 (27)4.3.2成型零件的尺寸计算 (27)4.3.3 成型零件的创建 (29)4.3.4 成型零件的结构设计 (32)4.4 模架的确定和标准件的选用 (33)4.4.1成型零件尺寸及动模垫板厚度的计算 (33)4.4.2各模板尺寸的确定 (35)4.5 合模导向机构的设计 (37)4.6 脱模推出机构的设计 (37)4.6.1 塑件的推出机构 (37)4.6.2 脱模力的计算 (38)4.7 排气系统的设计 (39)4.8 温度调节系统的设计 (40)4.8.1 加热系统和加热介质 (40)4.8.2 加热系统的简略计算 (40)4.9 注塑机安装尺寸的校核 (42)4.10 模具工作过程 (43)结论 (44)参考文献 (45)致谢 (46)附录 (47)第 2 页共47 页(需要图纸及其他附件请与我联系QQ:877764463)摘要本毕业设计内容是矩形盒的模具设计,通过对塑件进行工艺性分析和比较,最终设计出一副注塑模。
塑料盒盖模具设计说明书
塑料盒盖注射模具设计一、设计任务书塑件名称:盒盖 材 料:PS 生产批量:大批量D1=Φ60 D2=Φ24 H=22 δ=1.5 RA=6 RB=7 技术要求:1、D1为配合尺寸,公差按3.001+D ;2、配合尺寸要求深度大于10mm 。
二、塑料成型工艺性分析1、塑件的分析(1)外形尺寸 该塑件的外形基本上为回转体,外圆圆角较大,利于脱模,厚度为1.5mm ,高度为22mm ,外圆直径为60mm ,外形尺寸不大,塑料熔体流程不太长,适合注射成型。
(2)精度等级 此塑件表面没有特殊要求,表面粗糙度0.8um ,除了3.001+D 外,其他尺寸均未标注公差,为自由尺寸,可按MT5公差等级计算。
(3)脱模斜度 PS 收缩率比较小(0.5%~0.8%),成型收缩率比较小,参考表2-10选择该塑件型芯和型腔的统一脱模斜度为1º。
2、PS 的性能分析(1)使用性能 化学性能好,透明性好,电性能好,抗拉、抗弯强度高,但耐磨性差,质脆,抗冲击强度差,适合制造装饰制品、仪表壳、灯罩、绝缘零件、容器、泡沫塑料、日用品等。
(2)成型性能 成型性能好,可用于注射、挤出及吹塑等成型工艺加工。
吸湿性不大,不必加热干燥,但预备干燥较为安全,70~85℃为宜。
为消除内应力,成型塑件加以退火为宜,80℃温度,2~4h为宜。
(3)PS主要性能指标其性能指标见表项目性能参数项目性能参数密度/(g/cm3)1.04~1.06 屈服强度/Mpa35~63拉伸强度/MPa 35~63 吸水率(%)0.03~0.05拉伸弹性模量/MPa 2.8~3.5熔点/℃131~165拉弯强度/MPa 2.8~3.5计算收缩率(%)0.5~0.6比热容/J.(kg..℃)1340 比体积/cm .g 0.03~0.05PS主要性能指标3、PS注射成型过程及工艺参数(1)注射成型过程①成型准备对PS的色泽、均匀度等进行检验。
原则上PS的吸水性很小,成型前可不必干燥,为了保险起见,成型前最好进行干燥。
课程设计--长方形盒盖塑料模具设计
课程设计--长方形盒盖塑料模具设计航空制造工程学院09 级学生专业课程设计任务书I、专业课程设计题目:长方形盒盖塑料模具设计II、专业课程设计任务及设计技术要求:设计任务:1、绘制产品零件图;2、绘制模具总装配图1张(图纸用R0或R1);3、绘制零件图3~5张(图纸用R4或R3);4、撰写设计说明书要求12页左右。
技术要求:模具工作原理准确结构合理;零件图纸齐全规范,尺寸标注正确。
III、专业课程设计进度:2012.11.26-2012.11.28 塑件零件图绘制及工艺分析,提出工艺方案;2012.11.29-2012.12.02 模具装配图绘制;2012.12.03-2012.12.05 模具零件图绘制;2012.12.06-2012.12.07 撰写设计说明书并装订。
塑料模具课程设计说明书设计题目:长方形盒盖塑料模具设计姓名:xxxx学号:xxxxxxxxxx专业:材料成型及控制工程指导老师:xxxxx设计日期:2012年12月07日目录一、零件结构分析-----------------------------------------------------4二、绘制产品零件图--------------------------------------------------5三、确定模具的型腔数----------------------------------------------6四、选择注射机-------------------------------------------------------6五、设计计算工作型腔的尺寸-------------------------------------7六、设计模具的浇注系统并进行核算----------------------------8七、设计模具分型方案及结构形式-------------------------------9八、导向装置的设计-------------------------------------------------10九、排气系统的设计-------------------------------------------------12十、设计脱件机构---------------------------------------------------13十一、设计水冷系统流动比计算与校核-----------------------14参考文献--------------------------------------------------------------16致谢--------------------------------------------------------------------17一、零件结构分析该塑件形状简单对称,其工作条件对精度要求较低,根据ABS的性能可选择其塑件的精度等级为5级精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要本次设计要对塑件方盒盖进行工艺分析和模具设计,首先介绍了立项背景与设计主要技术条件及参数,然后介绍了设计的整体思路。
第三、四章成型方盒盖注塑模具设计是本次设计的重点,第三章根据对塑件的分析初步提出设计构想;第四章里先对塑件进行了模流分析,各方面分析结果表示设计方案是可行的,然后对整套模具进行了全面的设计,各个参数均能满足要求。
根据塑件结构特点,模具采用双分型面注塑模,一模两腔,弹簧弹出侧型芯,顶杆顶出塑件,能够满足实际中大批量生产,有很高的生产效率。
关键词:方盒盖注塑模具模流分析一模两腔双分型面弹簧侧抽芯AbstractThis design will analyze the process and will design injection mold for the plastic square lid. In this paper, it introduce the background of setting up the project and main engineering factors and parameters firstly, and then it introduce the whole idea. The third section and four section which is about the designing injection mold for the square lid is the key of this paper. In third section ,i carried out my origin plan fllowing with the characters of the plastic.In four section ,it analyze the square lid by using moldflow and all the result show that the design is reasonable ;secondly design all parts of the injection mold; at last make sure that all parameters could meet the require.According to the trait of the square lid, the injection mold has two parting surfaces、two cavities.Loose the cores by spring,and take out the square lid by mandril. The mold is efficient and could be used to realize volume-produce.Key words: square lid injection mold moldflow two cavities two parting surfaces core目录摘要┄┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈ⅠAbstract┄┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈Ⅱ第1章绪论┄┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈1 1.1 立项背景┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈1 1.2 设计主要技术条件及参数┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈2 第2章总体设计思路及总体技术方案设计┄┈┈┈┈┈┈┈┈┈┈┈┈┈3 第3章成型旋钮注塑模具设计┄┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈4 3.1 塑件结构工艺性分析┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈4 3.2 塑件精度和公差确定┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈5 3.3 塑件体积和质量计算┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈6 3.4 初选注射机型号和规格┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈6 3.5 确定模具基本结构┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈7 3.6 模具结构设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈83.6.1 确定型腔数目及配置┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈83.6.2 选择分型面┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈83.6.3 确定浇注系统尺寸┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈93.6.4 确定型腔、型芯的结构设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈93.6.5 确定顶出机构┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈93.6.6 侧向分型与抽芯机构的设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈93.6.7 确定导向机构┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈93.6.8 侧向抽芯机构的设计┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈103.6.9 排气机构┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈103.6.10 温度控制方式┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈103.6.11 模具材料┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈10 第四章对塑件和型腔结构进行模拟分析┈┈┈┈┈┈┈┈┈┈┈┈┈┈┄ 124.1 分析步骤解析┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈12 4.2 模流分析报告┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈14 结论┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈23 致谢┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈24 参考文献┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈┈25第1章绪论本设计题目是方盒盖塑料模具设计,塑件材料是聚甲醛。
聚甲醛具有优异的综合性能,可在-40- 100°C温度范围内长期使用。
聚甲醛是一种性能优良的工程塑料,在国外有“夺钢”、“超钢”之称。
本设计采用的工艺方法是注塑成型。
POM用注塑成型法不仅可以生产方盒盖,还可以生产各种机械部件、手柄、紧固件、衬套、周转箱、托盘等各种制品、日用品和工业用品。
从第一个塑料产品赛璐珞诞生算起,塑料工业迄今已有120年的历史。
塑料制品发展历史短,但发展速度惊人。
2006年,中国塑料产量为2801.9万吨,比上年同期增长18.65%。
现在塑料已成为在钢铁、木材、水泥之后的第四大工业基础材料。
随着国民经济的发展,人们对塑料制品的需求日益提高,作为塑料制品成型加工中最为普遍的注塑成型工艺技术,在不断注入高新技术的基础上,今年来获得了长足的进步,塑料注塑制品已成为国民经济建设、国防建设和人们日常生活中不可短缺的用品,且对其需求程度越来越大。
1.1 立项背景图1-1 方盒盖在我们的日常生活中,塑料盒盖随处可见,其形状各异、用途广泛,本设计题目是方盒盖塑料模具设计,如图1-1所示,所选用材料是聚甲醛,外形小巧,结构不算复杂,有两个侧孔,顶部有一个阶梯通孔,由此推断,这个塑件应该是用在各种机床或仪器上的,并且与机床或仪器上的相应的方盒盖,故设计生产此塑件的注塑模具有很大的现实意义。
1.2设计主要技术条件及参数《塑料成型工艺与模具设计》是我们最主要的专业课之一,对理论知识的扎实掌握为本次设计打下了良好的基础。
我们还学习了有关注塑模具设计的各种软件,如CAXA、proe、UG、moldflow、cimatron等。
四年来的学习,我们已经掌握了足够的专业知识。
为了更好的完成本次毕业设计,每位同学都有经验丰富的指导老师全程指导,同时学校实验室有各种设备和仪器可供我们参考,如注塑机、线切割机床等。
学校图书馆有大量的资料可供我们参考。
总之,在指导老师的细心指导下,在学院提供各种资源的环境下,我们根据所给塑件设计出结构合理的、适用的注塑模具。
所给塑件的材料是聚甲醛(英文:polyformaldehyde,简称POM),聚甲醛,高密度,高结晶性的线性聚合物,具有优异的综合性能。
它的耐磨性和自润滑性也比绝大多数工程塑料优越,又有良好的耐油,耐过氧化物性能。
很不耐酸,不耐强碱和不耐月光紫外线的辐射。
POM是一种性能优良的工程塑料,在国外有“夺钢”、“超钢”之称。
POM具有类似金属的硬度、强度和钢性,在很宽的温度和湿度范围内都具有很好的自润滑性、良好的耐疲劳性,并富于弹性,可在-40- 100°C温度范围内长期使用。
聚甲醛的主要成型特性及条件:1、干燥处理:如果材料储存在干燥环境中,通常不需要干燥处理。
2、熔化温度:均聚物材料为190~230℃;共聚物材料为190~210℃。
3、模具温度:80~105℃。
为了减小成型后收缩率可选用高一些的模具温度。
4、注射压力:700~1200bar5、注射速度:中等或偏高的注射速度。
第2章总体设计思路及总体技术方案设计由于我们所设计的模具是适用于大批量生产,要求有较高的生产效率,所以要采用多腔的设计思路。
结合塑件本身的结构特点,采用一模两腔的设计思路,采用侧浇口。
塑件上有两个侧孔,为了成型侧孔需要侧型芯,这就需要设计相应的侧抽芯机构。
塑件壁厚基本均匀,但较薄,且高度方向上较高,你采用顶杆顶出,保证制件的成型质量和较小的生产周期。
第3章成型旋钮注塑模具设计3.1塑件结构工艺性分析图3-1 方盒盖2D图图3-2 方盒盖3D 图塑件的二维图和三维图分别如图3-1和图3-2所示,该塑件最大尺寸38*38mm ,高度34mm ,精度等级7级,收缩率2%,表面粗糙度Ra 取0.05µm,脱模斜度取1度。
塑件上端为通孔9*9mm ,下端两侧分别有一Φ6mm 通孔。
即该塑件内外形状基本为矩形,结构较为简单,塑件壁厚基本均匀,成型过程中各部分的收缩率不会相差很大。
该塑件有两个侧孔,成型时需要有侧抽芯机构。
3.2 塑件精度与公差确定塑料制品的尺寸精度一般是根据使用要求确定的,但还必须充分考虑塑料性能及成型工艺的特点,过高的精度要求是不恰当的。
本次设计中的塑件不是用在要求很高的场合,采用一般精度等级即可,查教材表3-13得HDPE 一般精度为6级。
根据6级精度及塑件尺寸的性质,查教材表3-14的各个尺寸的公差如下:塑件A 类尺寸:mm 6mm 10mm 90.2800.4000.320+++,,。
塑件B 类尺寸:,,,,,mm 16mm 3mm 22mm 34mm 38040.0-00.24-00.44-00.52-00.52-mm 8032.0-。
3.3 塑件体积及质量计算单个塑件:经proe 分析单个塑件的体积是,33cm 9.5104)m m +1.3421202e (==V HDPE 的密度,ρ3cm /g 41.1=所以单个塑件的质量。