电机制造工艺流程图1
火电厂生产工艺流程图
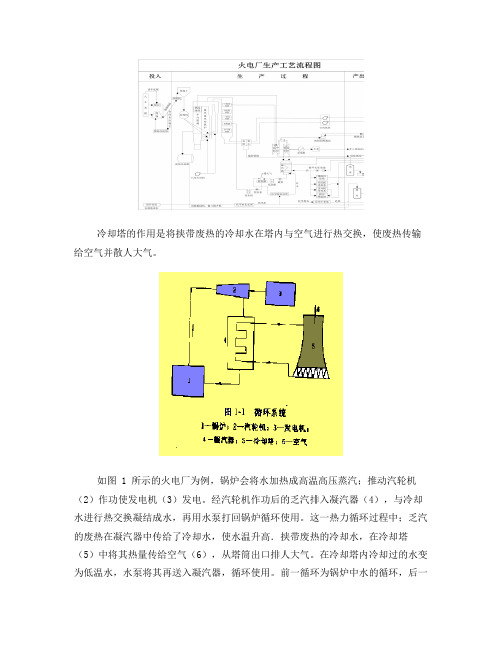
冷却塔的作用是将挟带废热的冷却水在塔内与空气进行热交换,使废热传输给空气并散人大气。
如图 1 所示的火电厂为例,锅炉会将水加热成高温高压蒸汽;推动汽轮机(2)作功使发电机(3)发电。
经汽轮机作功后的乏汽排入凝汽器(4),与冷却水进行热交换凝结成水,再用水泵打回锅炉循环使用。
这一热力循环过程中;乏汽的废热在凝汽器中传给了冷却水,使水温升高.挟带废热的冷却水,在冷却塔(5)中将其热量传给空气(6),从塔筒出口排人大气。
在冷却塔内冷却过的水变为低温水,水泵将其再送入凝汽器,循环使用。
前一循环为锅炉中水的循环,后一循环为冷却水的循环。
冷却塔中水和空气的热交换方式之一是,流过水表面的空气与水直接接触,通过接触传热和蒸发散热,把水中的热量传输给空气。
用这种冷却方式的称为湿式冷却塔(简称湿塔)。
湿塔的热交换效率高,水被冷却的极限温度为空气的湿球温度。
但是,水因蒸发而造成损耗;蒸发又依循环的冷却水含盐度增加,为了稳定水质,必须排掉一部分含盐度较高的水;风吹也会造成水的损失。
这些水的亏损必须有足够的新水持续补充,因此,湿塔需要有补给水的水源。
缺水地区,补充水有困难的情况下;只能采用干式冷却塔(简称干塔或空冷塔)。
干塔中空气与水(也有空气与乏汽)的热交换;是通过由金属管组成的散热器表面传热,将管内的水或乏汽的热量传输给散热器外流动的空气。
干塔的热交换效率比湿塔低,冷却的极限温度为空气的干球温度。
2.2 蒸发耗损量当冷却回水和空气接触而产生作用,把其水温降时,部分水蒸发会引起冷却回水之损耗,而其损耗量和入塔空气的湿球温度及流量有关,以数学表达式作如下说明:令:进水温度为T1℃,出水温度为T2℃,湿球温度为Tw,则*:R=T1-T2 (℃)------------(1)式中:R:冷却水的温度差,对单位水量即是冷却的热负荷或制冷量Kcal/h对式(1)可推论出水蒸发量的估算公式*:E=(R/600)×100% ------------ (2)式中:E----当温度下降R℃时的蒸发量,以总循环水量的百分比表示%,600-----考虑了各种散热因素之后确定之常数。
空调机组制造工艺流程图

机组框架、底座 切断 钻孔 焊接
尺寸检查
保温棉 切断 粘贴
尺寸检查 喷涂检查
主管部门
喷涂检查
制造部作业 品质检查 技术部
组装 制品检查
包装 发货
制定 日 实施 日
年月 年月
批准
审核 编制
AHU 制造工 艺图
买入部品 翅片
U型弯头 连接管
买入部品 钢管
外协部品 涂前处理
原材料 外协部品 喷涂
入库
买入部品 过滤器
电机 风机 加湿器 变频器 其他
入库
盘管 铜管切断 焊接弯头
扩管 组装 焊接
尺寸检查 耐压泄漏检
查 干燥 喷涂
集管 连接管焊接
堵板焊接
钣金 切断 冲压 折弯 焊接
电机结构分析,零部件分解

后盖在耳朵上攻螺 孔用于安装风叶。
1.4 端盖
端盖多用铸铁铸成,材质一般为HT200,HT150;用螺栓固定在机座两端。 端 盖按照安装形式分为法兰和前端盖。 主页 目录 退出
2016/7/26
门盖
材质:HT150/HT200。 用于180及以上电机的安装。 可用于控制电机出现大的窜动。 开放式轴承油脂的密封,防止 泄漏到电机外部和转子内部。
主页
目录
退出
2016/7/26
1.2.4 引出线
1.2.5 绑扎带
具有优秀的耐热性、机械强度、 柔软性和易浸渍性能,以及良好 的耐氟、耐油性能,适用于电动
电机引出线组成: 镀锡铜结构导体 隔离层 橡皮绝缘体 丁橡皮护套层 (注:根据用户所需可制成黑,白 ,绿和红等多种颜色,色泽鲜艳,持久)
3.8.1 接线柱 3.8.2 连片 3.8.3 接地牌 3.8.4 冷压端子 3.8.5 接线图 3.8.6 电缆防水接头 3.8.7 波纹管 3.9 紧固件 3.9.1 波形片 3.9.2 挡圈 3.9.3 螺钉 3.9.4 螺母 3.9.5 平垫 3.9.6 弹性挡圈 3.9.7 铆钉 3.9.8 吊环
2016/7/26
2. 转子
1.铁心:由外周有槽的硅钢片叠成。 2.转子绕组:铁心槽内铸铝形成。 3.轴承:外购标准件。 4.转轴:买圆钢金属加工而成。 转子在旋转磁场作用下,产生感应电动势或电流。
主页 目录 退出
2016/7/26
2.1 转子铁心
2.2 转子绕组
鼠笼转子
由转子冲片叠压而成。转子 也叫鼠笼转子。 冲片也是用矽钢片冲压成型。 一般由铝 浇注入转子 铁心槽内并 由两端端环短接而成。
塑封电机基本知识
IQC 外观、尺寸、耐 老化、输出电平值 高低电平占空比
图例:
物料
工序
质控点
ห้องสมุดไป่ตู้特殊工序
控制项目
2.3单相异步电机的结构
电机的结构由固定部分—定子;旋转部分—转子;支承部分—端 盖和轴承等三大部分组成。
定子部分由定子铁芯、定子绕组、机壳(塑封料)等组成。 转子部分由转轴、铸铝转子等组成。 支承部分包括端盖、轴承、挡圈、垫片、减振圈等组成。
1.3 电机的分类:
按使用电源类别不同分类;
如:交流电机、直流电机、步进电机等
从能量转换角度分类;
如:电动机、发电机等
按用途不同分类等。
如:空调电机、水泵电机、民用电机、军用电机等。
电机学科上通常以上述第1、2种方法相结合对电机进行分类。如:交流发 电机、直流电动机等等。
1.4单相异步交流电机介绍
铝:铝很容易氧化, 氧化膜一形成,就可以防止铝连续氧化,所以铝在 空气中不容易被腐蚀。由于氧化膜的存在,增加了焊接困难,必须采用 特殊的焊接工艺。
一般使用漆包线种类有聚氨酯尼龙漆包线(1UEWN),耐温等级155℃;聚 酯尼龙漆包线(QZ/N-1),耐温等级130℃;聚酯亚氨漆包线(QZY-1), 耐温等级180℃。漆层厚度有1、2、3三种(依次加厚)。漆层不好和耐 压不够都会引起匝短路现象。
国内硅钢片常有0.5mm和0.35mm两种厚度,我们常用0.5mm厚度。
定子绕组:常规材料为包有耐温绝缘漆的漆包线
主要性能 1、导线电阻、电阻率; 2、导线直径公差:直径公差在±(2~5)%之内 3、导线伸长率:直径越小,导线允许的伸长率越小 4、耐热性:漆包铜导线耐热性由导线绝缘层材料的耐热等级决定。 5、耐压性能。 6、耐刮性能:耐刮性能表征漆膜附着力的坚固性。 7、针孔度:漆包线的针孔度表征绝缘层在规定电压作用下产生针孔破
空调机组制造工艺流程图

购入部品 镀锌板
购入部品 铝型材
三通 中间条
外协部品 面板
检验入库
检验入库
剪板 剪角 冲压 折弯 水盘焊接 排水口焊接 接水盘喷塑 风口制作
机组框架 切断 对接
底座框架连接
尺寸检查
开孔 划痕检查
保温棉
切断 粘贴严密无
漏
缝隙检查
组装 制品检查
清洁
包装检查 发货
原理、外观检查 胶水填充检查
机组运行调试(2小时)
M入部品 角铁(承重架)
检验入库
检验入库
切割 打磨 焊接 漏焊检查 叉车孔 底座孔 尺寸检查 耐压泄漏检查
清洁干燥
切割 打磨 焊接 漏焊检查 喷防锈漆
喷涂检查
制造部作业 品质检查
注:制造作业 按加工图纸与 安装图纸加工 装配。
主管部门:转轮部 技术部:陈媛媛
制定 实施
2014年 06 月 26日 年月日
批准
购入部品 过滤器 电机 风机 加湿器 变频器 紧固件 管件 表冷器
皮带盘、皮带 检验入库 安装 封板 缝隙检查
审核
购入包装材料 木板 纸箱
标识铭牌 PVC膜
铁皮打包带
检验入库
编制
电机制造冲压车间业务流程-上传

1目的对冲压、叠焊生产过程中影响产品质量的各项因素进行控制,确保冲压、叠焊生产过程处于受控状态,保证生产计划的有效实施。
2范围适用于XX有限公司生产一部冲压、叠焊到产品交付的整个生产过程。
3术语3.1首件:开班生产的第一件产品或零部件;实施模具、刀具、夹具、工具、材料的交换或调整后、或操作人员更换后生产的第一件的产品及零部件。
3.2巡检:生产过程中,由生产质量部做不定时检验,检验频次不少于1次/2H。
3.3尾件:机种变更(换型)前做成的最后一件产品及零部件;各班工作结束时所生产的最后一件产品及零部件。
4职责4.1产控物流部:产控物流部依据客户订单或项目经理下发的样件试制计划,输出一部冲压的生产订单,并将生产订单下发至车间经理/主管。
生产经理/主管依据生产订单,以目前的最大产能为基准分解为日计划,并编制生产日计划及产品交付计划,将生产日计划反馈产控物流部,由产控物流部负责与产品项目部或销售部沟通,输出最终的生产计划;跟进采购物料到货,及入库存储;进行物料发放;办理产品入库。
4.2设计部门(机械组):提供过程控制中所涉及到的设计文件,如:图纸、DBOM、检验标准等。
4.3生产工艺组:负责量产移交前的工艺开发和优化,工艺文件的制订/修订,工艺文件(如:流程图、PFMEA、CP、WI等)的准备,并对作业员进行培训(对特殊工序及影响产品和过程特殊特性的操作人员进行重点培训)。
样机试制物料的领用及样机入库,样机制作过程的跟踪和指导,样机试制阶段工艺制造类问题的分析和解决,样机试制经验教训总结。
4.4生产经理/主管:编制生产日计划及产品交付计划,协调车间内人员分配,负责按生产计划组织车间实施生产,并负责生产过程控制和现场管理。
4.5车间生产班组:4.5.1负责生产前作业准备的验证,包括人员、设备、工装、计量器具、原材料、环境等的点检/确认;4.5.2负责制件的生产、标识、防护及生产过程中对制件进行首件检验和异常处置工作;4.5.3负责生产设备、工装的一级维护保养工作;4.5.4负责本班组出现不合格的纠正及纠正/预防措施的实施;4.5.5负责车间辅具的日常维护保养工作。
东方发电机转子组装工艺
东方发电机转子组装工艺摘要:根据构皮滩转子的结构特点及组装控制尺寸要求,制订严格的工艺措施,并通过对首台机转子转子组装工艺的分析和实践,总结、优化下一台转子组装的工艺方案,成功地控制了转子支架的焊接变形、热打键的胀量、转子铁芯及转子的圆度和同心度,保证二台转子组装各项控制尺寸要求。
关键词:转子组装工艺圆度、同心度控制1概述水轮发电机转子由转子中心体、圆盘式分瓣转子支臂、转子磁轭、转子磁极及其它附件组成;现场组装时先将转子中心体与圆盘式分瓣转子支臂把合成整体并按专门的工艺文件焊接成一体;转子磁轭由2mm厚的高强度冲片现场叠压而成,并通过冷、热打键的方式使磁轭与转子支架形成一个整体;48个转子磁极挂装于磁轭外侧。
转子组装的工作内容包括转子支架组装、焊接、闸板组装、磁轭叠装、磁极挂装等。
2转子组装工艺流程图转子组装工艺流程见图13转子组装工艺措施3.1现场布置在转子组装场地中心安装转子中心体支墩;制作一定数量的钢支墩布置在转子不同的圆周上,用于支撑支臂和磁轭;在最外圆布置磁轭叠片和磁极安装的升降式可拆卸平台;转子测圆架安装在转子中心体顶部。
3.2转子支架组焊1、设备清扫检查转子中心体和支臂运输到安装间后,对合缝块及焊缝坡口进行清扫、打磨。
中心体的上法兰面进行清扫、检查高点和除毛刺。
图1转子组装工艺流程2、转子中心体支墩安装和中心体就位清理转子工位中心基础板把合螺栓孔,将转子中心体支墩吊装就位,用螺栓将支墩把合在基础板上。
将转子中心体吊放到转子中心体支墩上,利用千斤顶和中心体支墩上楔子板调整转子中心体上法兰面水平在0.05mm内,合格后,对称、均匀将转子中心体固定到转子中心体支墩上。
检查中心体上法兰与上端轴止口直径和中心体下法兰与下端轴口直径的同心度。
3、测圆架安装将中心测圆架各部件安装在转子中心体上法兰面上。
调整转子测圆架中心柱的中心和垂直度:同心度调整到0.05mm以内。
测圆架中心柱垂直度不大于0.02mm/m,测圆架调整后,要求利用中心测圆架转臂重复测量圆周上任意点的半径误差不得大于0.02mm,旋转一周测头的上下跳动量不得大于0.2mm。
产品制造生产工艺水平说明、安装、验收标准及质量保证措施
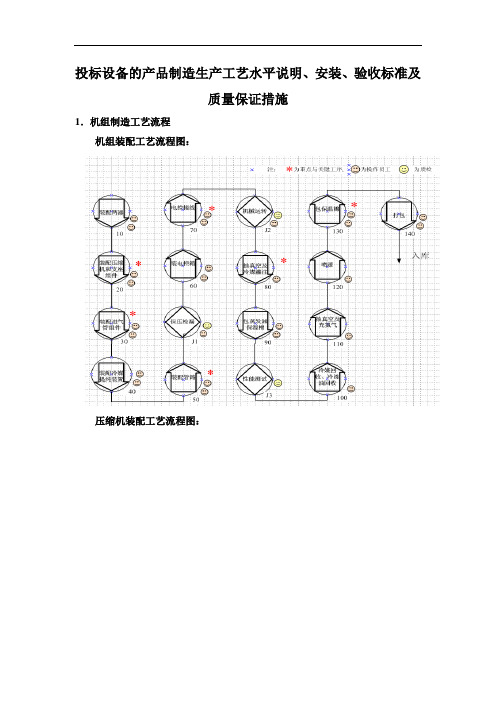
投标设备的产品制造生产工艺水平说明、安装、验收标准及质量保证措施1.机组制造工艺流程机组装配工艺流程图:压缩机装配工艺流程图:2.安装及验收标准2.1机组进场2.1.1机组进场严格按照机组上所贴吊装位置及吊装孔进行吊装。
2.1.2机组进场吊装时检查机组外观无损伤。
2.1.3我公司生产的机组在电控箱中已经附带减震胶垫,请在机组就位时安装减震胶垫并固定。
2.2机组水系统安装2.2.1机组牢固安装于基础上并且周围有排水道。
2.2.2机组周边通风良好、有足够的维修空间。
2.2.3机组冷冻水、冷却水进水管处必须安装Y型过滤器。
2.2.4机组冷冻水、冷却水进、出水口管必须安装软连接、压力表、温度计、阀门,且都均工作正常。
2.2.5机组进、出水管路阀门后必须安装旁通管。
2.2.6水泵前必须安装Y型过滤器,后装软连接、止回阀及阀门。
2.2.7管路清洗时,进出水管接通旁通,污水未进机组,且要清洗干净。
(用水瓶盛水清澈)2.2.8冷冻水系统保压(约工作压力的1.5倍,不得低于0.6MPa)2.2.9所有水泵和冷却塔试运转正常,且能保证机组运行所需要求。
(冷却塔处理水量选型不得低于冷却水流量1.3倍)2.2.10冷却塔风机必须与机组连锁。
2.2.11水系统最低点需安装泄水阀。
2.2.12机房与每层的水系统必须安装自动排气阀,且调试时系统已充分排气。
冷冻水管网必须保温完全。
2.3机组配电安装2.3.1电源使用名牌标识电压并为机组专用,三项不平衡小于2%。
2.3.2总电源到主机各项间电源线必须采用铜线,严禁使用铝线。
2.3.3主机空气开关容量及进主机电源线线径参照随机附带说明书中所要求。
2.3.4接线正确无反相,且压紧无虚接。
2.4.5机组必须接地线且是主电源线线径的一半。
3.质量保证措施格力商用空调机组质量可靠性保证分布在生产前、生产中和生产后等三个阶段。
生产前质量保证新产品生产前的质量控制由技术部门与质量控制部一起参与方案评审、样机评审、确认评审。