双相不锈钢焊接知识
双相不锈钢焊接工艺要点

双相不锈钢焊接工艺要点
双相不锈钢是一种具有很高的耐腐蚀及耐热性能的材料,所以在
工业领域中得到了广泛应用。
焊接是双相不锈钢的常见加工方法之一,下面介绍几个双相不锈钢焊接工艺的要点。
1. 焊接前的预处理:在双相不锈钢板材或管道上进行焊接前,
必须进行严格的加热处理。
预处理温度一般在1000℃以上,时间要根
据板厚、孔径大小、管子长度等因素来确定。
2. 焊接设备:在进行双相不锈钢焊接时,需要使用直流电弧焊
机和专门针对双相不锈钢的焊丝。
其焊丝的成分应该与基材成分一致,以保证焊接质量。
3. 焊接位置:焊接双相不锈钢时,大部分情况下采用横向焊接
的方式。
如果采用竖直位置焊接,需要加大电弧电流和电弧长度,以
保证焊接质量。
4. 焊接工艺:推荐采用氩弧焊接法进行双相不锈钢的焊接,其
中采用保护气体是关键。
氩气压力一般在0.2~0.4MPa之间,其流量大
小应该根据想要达到的焊接速度来调整。
综上所述,焊接双相不锈钢有以下几个要点:焊接前的预处理、
使用专门的设备和材料、适当选定焊接位置和采用氩弧焊接法。
只有
在严格遵守这些要点的前提下,才能够保证焊接质量以及双相不锈钢
的使用寿命。
双相不锈钢焊接

MIG 焊接
焊丝
SAF 2304和SAF 2205可选择Sandvik 22.8.3.L,而对于SAF 2507要选择Sandvik 25.10.4.L焊丝。
埋弧焊
焊丝和焊剂
对于焊丝,参见“TIG焊” 对于三种双相不锈钢,推荐Sandvik 15W焊剂。
保护气体
喷射弧:氩气+CO 2 (1-3%),氩气+1-3%O 2 。 短弧:氩气or Ar-He-O 2 混合气
保护气体
氩气 ,氩 气+1 -2 % 氮气 或氩 氦混合 气。
典型参数设置
焊条直径 mm 2.0 2.5 3.25 电流,A 22.9.3.LR 25.10.4.LR 35–55 50–75 70–120 90–160 – 55–85 70–110 110–150 电压, V 22–28 22–28 22–28 22–28
V型坡口
t mm MMA 3–15 TIG 2.5–8 MIG 3–12 SAW* 4–12 d mm 2–3 2–3 2–3 2–3 k α mm 1–2 1–2 1–2 1–2 60–70 60–70 60–70 80–90 α
t d k
U型坡口
标准的不锈钢焊接方法也适用双相不锈钢。 焊接参数及坡口设计的差别将在随后介绍。 t d k mm mm mm MMA >12 TIG >6 MIG >12 SAW* >10
层间温度 无实际限制, 最高250℃ 最高150℃
SAF 2205 SAF 2507
V型坡口
t mm MMA TIG MIG SAW 4–15 2.5–8 5–12 5–12 d mm 1–3 1–3 1–3 1–3 k mm 1–2 1–2 1–2 1–2 α 60–70 60–70 60–70 80–90 α
2507双相不锈钢焊接工艺

2507双相不锈钢焊接工艺引言:2507双相不锈钢是一种具有优异耐蚀性和高强度的材料,广泛应用于海洋工程、化工设备和石油工业等领域。
然而,由于其特殊的化学成分和微观结构,2507双相不锈钢的焊接工艺相对较为复杂。
本文将介绍2507双相不锈钢的焊接工艺及其注意事项。
一、焊接方法选择2507双相不锈钢的焊接可以采用多种方法,如手工电弧焊、氩弧焊、等离子焊和激光焊等。
根据具体情况选择合适的焊接方法,以确保焊缝质量和工艺效率。
在选择焊接方法时,需考虑到材料的厚度、焊接位置、工件形状等因素。
二、预热与后热处理2507双相不锈钢焊接前需要进行预热处理,以避免焊缝区域出现冷裂纹。
预热温度一般在100℃-150℃之间,时间根据工件厚度而定。
焊接完成后,还需要进行后热处理,以消除焊接残余应力和提高焊缝的耐蚀性能。
后热处理温度和时间也需根据具体情况来确定。
三、焊接参数控制在2507双相不锈钢的焊接过程中,合理控制焊接参数对焊缝质量至关重要。
首先是电流和电压的选择,一般采用直流电源进行焊接,电流大小根据焊接工件的厚度和焊缝的尺寸来确定。
同时,还需要注意电弧长度和焊接速度的控制,以避免焊缝出现缺陷。
四、焊接材料选择在2507双相不锈钢的焊接中,选择合适的焊接材料可以提高焊缝的强度和耐蚀性能。
一般采用相同或相似的材料进行焊接,以保证焊缝与母材具有相似的性能。
同时,还需选择合适的焊接填充材料,以满足焊接工艺和使用要求。
五、焊接缺陷及预防措施在2507双相不锈钢焊接过程中,可能会出现一些常见的焊接缺陷,如气孔、夹渣、裂纹等。
为了预防这些缺陷的发生,需要注意焊接操作的细节和控制焊接参数。
此外,还需定期对焊接设备进行维护和检修,确保焊接质量。
六、焊后处理焊接完成后,还需对焊缝进行适当的处理,以提高其耐蚀性和美观度。
常见的焊后处理方法包括打磨、喷砂、酸洗和电化学抛光等。
根据具体要求选择合适的处理方法,使焊缝与母材之间的过渡更加平滑,提高整体质量。
双相不锈钢焊接工艺要点
双相不锈钢焊接工艺要点
双相不锈钢焊接工艺要点主要包括以下几点:
1. 选择合适的焊接方法:双相不锈钢可以采用氩弧焊、埋弧焊、激光焊等多种焊接方法,但是要根据具体情况选择合适的焊接方法。
2. 熟练掌握焊接技术:在焊接双相不锈钢时,需要对焊接技术有熟练的掌握,包括预热、加热、焊接速度、电流电压等焊接参数。
3. 保证焊接质量:焊接完毕后需要进行外观检查和力学性能检测,以保证焊接质量。
4. 选择合适的焊接材料:双相不锈钢的焊接材料要选择与基材相同或相近的焊接材料,以避免产生微观裂纹和变形等问题。
5. 焊接过程中保护焊缝:焊接过程中,需要采用适当的保护措施,以避免焊缝污染和氧化。
6. 焊接完毕后进行退火处理:焊接完毕后,需要进行退火处理,以消除残余应力,提高焊接质量和力学性能。
总体来说,双相不锈钢焊接过程中需要掌握一系列的工艺要点,以保证焊接质量和力学性能。
双相不锈钢2205及焊接技术
双相不锈钢2205及焊接技术双相不锈钢2205双相不锈钢2205由瑞典AvestaPolarit公司生产,商业牌号是2205CodePlusTow,已纳入ASTM和ASME的A240和A480中,UNS编号为S32205,属于第二代双相不锈钢。
2205CodePlusTow与UNS编号为S31803的同种双相不锈钢2205有所不同,它提高了氮含量的下限,并通过有害金属相析出测试。
2205CodePlusTow具有更高的强度、耐蚀性和焊后冶金稳定性,焊接接头易于获得平衡的两相组织,高氮含量更有效抑制有害金属相的析出,这对焊接是非常有利的。
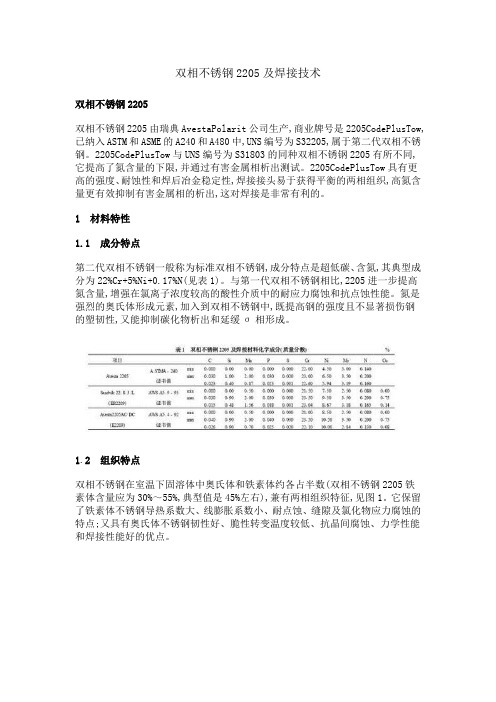
1 材料特性1.1 成分特点第二代双相不锈钢一般称为标准双相不锈钢,成分特点是超低碳、含氮,其典型成分为22%Cr+5%Ni+0.17%N(见表1)。
与第一代双相不锈钢相比,2205进一步提高氮含量,增强在氯离子浓度较高的酸性介质中的耐应力腐蚀和抗点蚀性能。
氮是强烈的奥氏体形成元素,加入到双相不锈钢中,既提高钢的强度且不显著损伤钢的塑韧性,又能抑制碳化物析出和延缓σ相形成。
1.2 组织特点双相不锈钢在室温下固溶体中奥氏体和铁素体约各占半数(双相不锈钢2205铁素体含量应为30%~55%,典型值是45%左右),兼有两相组织特征,见图1。
它保留了铁素体不锈钢导热系数大、线膨胀系数小、耐点蚀、缝隙及氯化物应力腐蚀的特点;又具有奥氏体不锈钢韧性好、脆性转变温度较低、抗晶间腐蚀、力学性能和焊接性能好的优点。
图1 2205DSS 板材典型显微组织1.3 性能特点在性能上的突出表现是屈服强度高和耐应力腐蚀。
双相不锈钢比奥氏体不锈钢的屈服强度高近1倍,同样的压力等级条件下,可以节约材料。
比奥氏体不锈钢的线性热膨胀系数低,与低碳钢接近。
使得双相不锈钢与碳钢的连接较为合适,这有很大的工程意义。
锻压及冷冲成型性不如奥氏体不锈钢。
双相不锈钢2205的机械性能见表2。
2 焊接性双相不锈钢2205具有良好的焊接性,焊接冷裂纹和热裂纹的敏感性都较小。
双相不锈钢的焊接特点
双相不锈钢的焊接特点一、双相不锈钢具有良好的焊接性。
它既不像铁素体不锈钢焊接时热影响区易脆化,也不像奥氏体不锈钢易产生焊l接热裂纹,但由于它有大量的铁素体,当刚性较大或焊缝含氢量较高时,有可能产生氢致冷裂纹,因此严格控制氢的来源是非常重要的。
二、为了保证双相钢的特点,确保焊接接头的组织中奥氏体及铁素体比例合适是这类钢焊接的关键所在。
当焊后接头冷却速度较慢时,δ→γ的二次相变化较充分,因此到室温时可得到相比例比较合适的双相组织,这就要求在焊接时要有适当大的焊接热输人量,否则若焊后冷却速度较快时,会使δ铁素体相增多,导致接头塑韧性及耐蚀性严重下降。
三、双相不锈钢焊材选用双相不锈钢用的焊材,其特点是焊缝组织为奥氏体占优的双相组织,主要耐蚀元素(铬、钼等)含量与母材相当,从而保证与母材相当的耐蚀性。
为了保证焊缝中奥氏体的含量,通常是进步镍和氮的含量,也就是进步约2%~ 4%的镍当量。
在双相不锈钢母材中,一般都有一定量的氮含量,在焊材中也希看有一定的含氮量,但一般不宜太高,否则会产生气孔。
这样镍含量较高就成了焊材与母材的一个主要区别。
根据耐腐蚀性、接头韧性的要求不同来选择与母材化学成分相匹配的焊条,如焊接Cr22型双相不锈钢,可选用Cr22Ni9Mo3型焊条,如E2209焊条。
采用酸性焊条时脱渣优良,焊缝成形美观,但冲击韧性较低,当要求焊缝金属具有较高的冲击韧性,并需进行全位置焊接时,应采用碱性焊条。
当根部封底焊时,通常采用碱性焊条。
当对焊缝金属的耐腐蚀性能具有特殊要求时,还应采用超级双相钢成分的碱性焊条。
对于实心气体保护焊焊丝,在保证焊缝金属具有良好耐腐蚀性与力学性能的同时,还应留意其焊接工艺性能,对于药芯焊丝,当要求焊缝成形美观时,可采用金红石型或钛钙型药芯焊丝,当要求较高的冲击韧度或在较大的拘束度条件下焊接时,宜采用碱度较高的药芯焊丝。
对于埋弧焊宜采用直径较小的焊丝,实现中小焊接规范下的多层多道焊,以防止焊接热影响区及焊缝金属的脆化,并采用配套的碱性焊剂。
2205双相不锈钢焊接注意事项
2205双相不锈钢焊接注意事项
哎呀呀,2205 双相不锈钢焊接可不能掉以轻心啊!这可是个技术活,稍有不慎就可能出大问题呀!
就说焊接材料的选择吧,那可得精挑细选!不能随便抓个材料就用,这就好比给战士选武器,得选趁手的才行!要保证材料的质量和性能,不然怎么能打造出坚固的焊缝呢!
还有焊接工艺参数,这可不能瞎定呀!电流、电压、焊接速度,都得根据实际情况精准调整,就像给汽车调引擎,每个零件都得配合得恰到好处!
焊接环境也至关重要啊!不能在灰尘满天飞、潮湿得能滴水的地方焊接,这可不是闹着玩的,不然会严重影响焊接质量的!
焊接过程中,要时刻留意焊缝的成型,不能马虎大意!一旦发现有缺陷,赶紧处理,千万别等问题严重了才后悔,这就跟治病一样,早发现早治疗!
而且啊,焊接完成后,检验工作不能少!别觉得麻烦,这可是保证质量的最后一道关卡,得像检查宝贝一样仔细认真!
总之啊,2205 双相不锈钢焊接注意事项一定要牢记在心,不能敷衍了事。
只有用心对待,才能保证焊接质量,让工程顺利进行呀!。
2205双相不锈钢的焊接

2205双相不锈钢的焊接不锈钢焊接易出现的缺陷:焊缝区的腐蚀:为防止其发生晶间腐蚀,首先要控制焊缝金属的化学成分。
主要是降低含碳量和添加足够的TI或NB;其次是控制焊缝隙的组织状态——即金相组织。
敏化区腐蚀:是指热影响区是峰值温度处于敏化温度区间内所发生的腐蚀。
刀状腐蚀:只出现在TI或NB类18-8的焊接接头中,并一定是发生器在紧邻焊缝过热区中。
焊接采取的措施:1.合理的选用焊材。
2.控制焊接的输入热能。
3.调整焊接程序。
4.缩短焊接电弧(焊接时尽量不要摆动防止合金元素烧损)5.合理调整焊缝位置在制定焊接参数时要考虑保证输入热在600~18000J/cm内,输入热的计算(J/cm)=电流(A)*电压(V)/焊接速度(cm/min)焊接层数焊条牌号规格D/mm电流I/A电压U/V速度Vcm/min极性1AVESTA2205AC/DC 3.2100~11023~259~11直流反接2AVESTA2205AC/DC 3.2100~11023~259~11直流反接清根AVESTA2205AC/DC 3.2100~11023~259~11直流反接根据标准节点法(ASTME562)对焊缝及执热影响区进行α相数测定。
焊接A体不锈钢与双相不锈钢的区别:不同点:焊接A不锈钢时要适当增加δ相的数量:打乱A的柱状结晶方向,从而避免产生贫Cr区贯穿于晶粒之间;δ相富Cr,而Cr在δ相中容易扩散,碳化铬在δ相内部边缘沉淀,由于供Cr条件好,不会在A晶粒间形成贫Cr层。
所以增加δ相有利于提高焊缝的抗晶间腐蚀能力。
在焊接双相不锈钢时要控制δ相的数量:由于双相不锈钢中δ相较多,如不控制其含量则会产生σ相脆化现象和δ相选择性腐蚀。
不锈钢焊接后:热影响区会出现敏化腐蚀,要控制输入热量,故最后一道焊缝要求焊接输入量要小、且安排在不与介质接触的一面。
双相不锈钢焊接后:要防止晶粒粗化和单相铁素体化。
故最后一道焊缝为了防止晶粒粗化及单相铁素体化,安排在与介质接触的一面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4)综合力学性能好。有较高的强度(包括疲劳强度),屈服强度 是普通Cr-Ni奥氏体不锈钢的2倍;
5)焊接性好,热裂倾向小。一般不需要焊前预热和焊后热处理,
可与18-8型奥氏体不锈钢及碳钢进行异种钢焊接; 6) 低铬(ωCr18%)的双相不锈钢热加工温度范围比 18-8 型奥氏
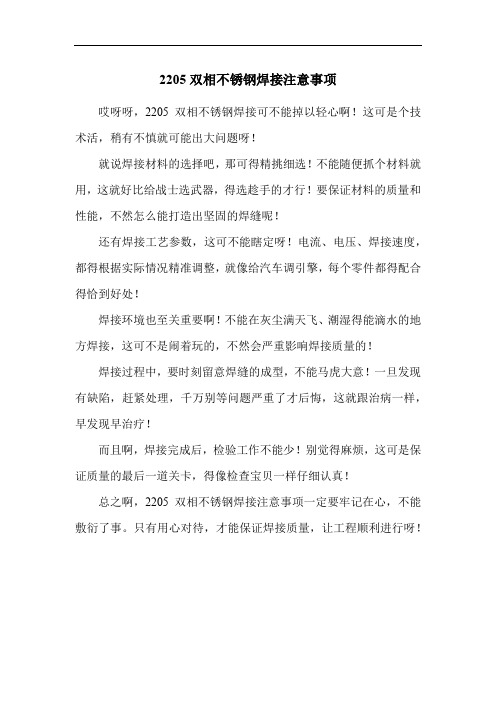
例如:700℃下冷速为70℃/s时, 含N量0.130%的钢,HAZ中α含量达85%; 含N量0.396%的钢,HAZ中α含量仅43%。仍能保持满意的
力学性能和耐腐蚀性能。
Φ(α)为85%
Φ(α)为43%
不同N含量双相不锈钢的HAZ组织
结论: 含 N 量较高的双相不锈钢采用低热输入的焊接
工艺,不会对HAZ 组织产生不良影响,且无需进行焊后固 溶退火处理。
σ相析出 双相不锈钢焊接接头有析出σ相脆化的可能,σ相是铬和铁的金属间化合 物,它的形成温度范围600~1 000℃。不同钢种形成σ相的温度不同,如 00Cr18Ni5Mo3Si2钢在800~900℃,而双相不锈钢00Cr25Ni7Mo3CuN在 750~900℃形成, 850℃最敏感。形成σ相需经一定的时间,一般1~2min萌生, 3~5min σ相增多并长大,因此,焊接时应采用小热量输入,快速冷却。消除 应力处理时,采用较低的温度,如550~600℃为宜。这样可以防止σ相的产生。
根据成分和PREN值分类: ⑴ 低 合 金 型 , 23%Cr 无 Mo 双 相 不 锈 钢 : Cr:23% Ni:4% N:0.1-0.2% Mo:3% N:0.14-0.17% PREN=24~25 PREN=30~36 ⑵ 中 合 金 型 , 22%Cr 标 准 双 相 不 锈 钢 : Cr:22% Ni:5-5.5% ⑶ 高 合 金 型 , 25%Cr+(0-2.5%)Cu 双 相 不 锈 钢 : Cr:25-27% Ni:4-7% Mo:1.5-3.3% N:0.15-0.25% PREN=32~40 ⑷ 25%Cr超级双相不锈钢:Cr:25-26% Ni:6-7% Mo:3.5-4% N:0.25-0.28% PREN>40
是在提高镍的基础上,再加入与母材含量相当的氮,只要加
入0.1%以上的氮就会改善焊接接头的力学性能。除了在焊接材 料中加入氮以外,还可以从焊接工艺上控制相平衡,如在保
护气体中加氮(如TIG焊、MIG焊),以氮元素对焊缝金属合金
化,或将其成分中镍的质量分数提高10%左右,可获得奥氏体 体积分数不少于60% ~70%的焊缝金属组织。
存在的重要问题: ——如何控制焊接热影响区的组织?
问题一:HAZ中α相析出过多问题。
近缝HAZ加热至接近熔化温度,处于α单相组织状态; 随后冷却速度较快,α→γ转变来不及进行,在HAZ中保有 较多α相。 影响因素:1)钢中N含量 2)冷却速度:①热输入量 ②板厚
含N量较高的钢材: HAZ中α相含量 受冷速影响较小; 含N量较低的钢材: HAZ中α相含量 受冷速影响较大。
体不锈钢宽,抗力小,高铬(ωCr25% )的双相不锈钢热加工比
18-8型奥氏体不锈钢困难; 7)双相不锈钢比18-8型奥氏体不锈钢加工硬化效应大;
8)与奥氏体不锈钢相比,双相不锈钢的热导率大,线胀系数小;
9) 仍有高铬铁素体不锈钢的各种脆化倾向,不宜在高于 300°C 的温度下使用。若含铬量较低,脆性相析出危害性较小。
近缝区以内的HAZ:组织变化严重; 近缝区以外的HAZ:同样存在组织变化,但没有近缝区严重。
一般规律为:
随着峰值温度的提高, ——α相增加,而γ相减少;
——α相晶粒尺寸增大;
—— 在α相晶界和晶内析出的Cr2N总量增加。
此外,由于钢中Cr、Mo含量高,故在800℃高温附近
停留时间较长时,会析出一些硬脆的金属间化合物,如
双相不锈钢固溶处理及σ相和475℃脆性的温度范围
名 称 2205双相钢及2507等 超级双相钢 1 040 1 000 600~1 000 300~525 00Cr25Ni7Mo3CuN 1 025~1 100 1 000 600~1 000 300~525
固溶温度/℃ 空气氧化起皮温度/℃ σ相形成温度/℃ 475℃脆化温度/℃
在焊缝快速冷却条件下形成的γ相,一般呈魏氏组
织形态。
合金元素的作用: 合金元素直接影响焊缝金属的组成,Creq越大,Nieq越小,焊缝中 奥氏体含量越少。 合金元素在铁素体和奥氏体所占的比例也不一样。 焊接参数的作用: 由于焊接参数影响到冷却速度,即影响到合金元素的扩散,所以, 也影响到合金元素在两相中的分配,焊接线能量越大,冷却速度越 慢,由于扩散比较充分,铁素体向奥氏体转变进行的就比较充分, 奥氏体含量增加,合金元素在两相中的含量差别也会拉大。 析出相的问题: 析出相会影响到焊缝金属中的力学性能及耐腐蚀性。
焊接工艺
焊接工艺参数对双相组织的平衡起着关键的作用。由于双相 不锈钢在高温下是100%的铁素体组织,若线能量过小,热影响区 冷却速度快,奥氏体来不及析出,过量的铁素体就会在室温下 过冷保持下来。若线能量过大,冷却速度太慢,尽管可以获得 足量的奥氏体,但也会引起热影响区铁素体晶粒长大以及σ相等 有害金属相的析出,造成接头脆化。为避免上述情况的发生, 最佳的措施是控制焊接线能量和层间温度,并使用填充金属。
2.1 焊缝凝固与奥氏体形成 母材组织: (50%)Vα 相 +(50%)Vγ 相,其中 γ 相呈长条 状分布在α相基体中。 焊缝组织:焊接熔化后形成铸态组织。
Fe-Cr-Ni伪二元相图:
液态下凝固:L→α 冷却到1300℃:α→γ 在固态下γ在α晶粒边界形核和生长。
冷却到室温:α+γ
其中,γ相的形态和数量:①化学成分 ②冷却速度 基于TTT图:冷却速度增加→γ相含量减少。
样的组织。 N对α→γ转变的作用:(由TTT图)
例如:焊缝和母材为获得 60%α+40%γ 的双相组织:要求
焊缝0.219%N,而母材只需0.141%N。 注:焊缝中α相体积分数一般推荐为22-70%。为获得足够
的耐腐蚀性并避免氢致裂纹,α相最大含量应限制在60%。
焊缝室温组织预测: ⑴ Schaeffler图:
焊接材料
双相不锈钢焊接材料在近年来才得到快速发展,美国于1992年和1993 年首次在焊接材料标准中列入双相不锈钢焊条和焊丝,而且均仅有2个型 号: AWSA5· 4 - 1992和AWSA5· 9 - 1993中的E2209-XX、E2553-XX(焊条)和 ER2209、ER2553(焊丝)。目前在国内的焊接标准中尚未列入双相不锈钢焊 条和焊丝,国内有些厂商生产的焊接材料(以焊条为主)大都参考国外的相 关标准。具体到焊接材料的开发研制,采用能形成较多γ相的焊接材料,
成低熔点共晶的杂质极少,不易产生低熔点液膜。另外,晶粒在高温下没有急剧长大
的危险。冷裂纹的敏感性也比一般低合金高强钢小得多。 热影响区脆化 双相不锈钢焊接的主要问题不在焊缝,而在热影响区。因为在焊接热循环作用下, 热影响区处于快冷非平衡态,冷却后总是保留更多的铁素体,从而增大了腐蚀倾向和 氢致裂纹(脆化)的敏感性。
铁素体含量的精度±4%
⑵ DeLong图: 铁素体含量的精度±2% ⑶ WRC1992组织图 —美国焊接研究委员会 推荐
Creq=Cr%+Mo%+1.5×Si%+0.5×Nb% Nieq=Ni%+30×C%+30×N%+0. 5×Mn%
舍夫勒组织图
Creq=Cr%+Mo%+1.5×Si%+0.5×Nb% Nieq=Ni%+30×C%+30×N%+0. 5×Mn% 德龙图
σ相(FenCrm:HV800-1000)。
在正常焊接条件下一般不会析出,但在制定焊接工
艺时应注意避免HAZ在高温停留时间过长,导致σ相脆化 和失去耐腐蚀性能。
3 双相不锈钢的焊接性
双相不锈钢焊接性兼有奥氏体钢和铁素体钢各自的优点,并减少了其各自的不足, 焊接冷裂纹和热裂纹的敏感性都较小,具有良好的焊接性。通常焊前不预热,焊后不 热处理。由于有较高的氮含量,热影响区的单相铁素体化倾向较小,当焊接材料选择 合理,焊接线能量控制适当时,焊接接头具有良好的综合性能。 热裂纹 双相不锈钢热裂纹的敏感性比奥氏体不锈钢小得多。这是由于含镍量不高,易形
不锈钢的PREN值的比较
1.2 组织 α相(铁素体)+γ相(奥氏体)双相组织,其中α相与γ相
的体积分数之比(α/γ)约各占50%。
其中:铁素体—提供高的屈服强度、耐氯化物应力腐蚀性能; 奥氏体—提供好的韧性和耐全腐蚀性能。
α相含量过高—引起脆化;
γ相含量过高—降低耐应力腐蚀性能。 1.3 性能
1)具有良好的耐氯化物应力腐蚀的能力;
A.当焊缝成分与母材相同时:降低焊缝的冷却速度。 冷却速度过快时,焊缝中 γ 相含量不足,而 α 相含量可
超过80%,导致焊缝韧性下降,氢脆敏感性增加。
B.当焊缝的冷却速度难以降低时,提高焊缝中Ni、Mn、N 等奥氏体形成元素含量,其中N的作用最为显著。
通过焊缝过合金化,促使γ相增加,使焊缝获得与母材同
铁素体475℃脆化 双相不锈钢含有50%左右的铁素体,同样也存在475℃脆性, 但不如铁素体不锈钢那样敏感,双相不锈钢中的铁素体在 300~525℃长期保温会析出高铬α′相,在475℃最敏感,使双相钢 脆化,由于α′相析出时间较长,故对一般焊接影响不大,但应限 制双相不锈钢的工作温度不高于250℃。
2.2 热影响区的组织转变
早期双相不锈钢:焊后HAZ 中 α相含量过高,甚至接近单相
α组织(γ<5%),导致脆化和耐腐蚀性下降。
现代双相不锈钢:通过提高N含量和控制Cr/Ni当量,使钢中 α/γ接近于1,保证焊后HAZ不会出现单相α组织。