西门子三轴步进电机控制程序
S7-200控制步进电机

步进电机是工业自动化过程当中经常用到的一种控制传动机构,它是通过接受输入脉冲,然后每个脉冲转动一定的步距(角度)来完成对执行机构的控制传动的。
使用PLC可以通过特殊功能存储器(SM)或者增加EM253位控模块来控制步进电机,但是使用SM需要熟悉每一位的意义,而且编程烦琐。
如果为PLC增加功能扩展模块,无疑会增加产品成本。
鉴于这些原因并结合本人的实践经验,本文利用STEP 7-Micro/WI N 位置控制向导来实现应用PLC控制步进电机的运动功能。
1 操作步骤[2]使用STEP 7——Micro/WIN位置控制向导,为线性脉冲串输出(PTO)操作组态一个内置输出。
启动位置控制向导,可以点击浏览条中的向导图标,然后双击PTO/PWM图标,或者选择菜单命令工具→位置控制向导。
(1)在位置控制向导对话框中选择“配置S7-200 P LC内置PTO/PWM操作”。
(2)选择Q0.0或Q0.1,组态作为PTO的输出。
(3)从下拉对话框中选择“线性脉冲串输出(PTO)”。
(4)若想监视PTO产生的脉冲数目,点击复选框选择使用高速计数器。
(5)在对应的编辑框中输入最高电机速度(MAX_SPE ED)和电机的启动/停止速度(SS_SPEED)的数值。
(6)在对应的编辑框中输入加速和减速时间。
(7)在移动包络定义界面,点击新包络按钮允许定义包络,并选择所需的操作模式。
a)对于相对位置包络:输入目标速度和脉冲数。
然后,可以点击“绘制包络”按钮,查看移动的图形描述。
若需要多个步,点击“新步”按钮并按要求输入步信息。
b)对于单速连续转动:在编辑框中输入目标速度的数值。
若想终止单速连续转动,点击子程序编程复选框,并输入停止事件后的移动脉冲数。
(8)根据移动的需要,可以定义多个包络和多个步。
(9)选择完成结束向导。
2 应用实例本例通过PLC控制步进电机在车轮自动超声探伤中的应用,进一步说明利用STEP 7-Micro/WIN 位置控制向导来实现利用PLC控制步进电机的具体操作过程。
《PLC应用技术(西门子)》电子课件 4-4:步进电机控制

Q0.1 SM76.4 SM76.5 SM76.6 SM76.7
说明 PTO包络由于增量计算错误异常终止,0:无错;1:异常终止 PTO包络由于用户命令异常终止,0:无错;1:异常终止 PTO流水线溢出,0:无溢出;1:溢出 PTO空闲,0:运行中;1:PTO空闲
知识学习---PLS指令
4.PTO的使用-- PTO的种类和特点
VBn+11
段2
每个脉冲的周期增量,符号整数,取值范围为-32768~+32767
VBn+13 VBn+17
输出脉冲数,为1~4294967295之间的无符号整数 初始周期,取值范围为2~65535
VBn+19
段3
每个脉冲的周期增量,符号整数,取值范围为-32768~+32767
VBn+21
输出脉冲数,为1~4294967295之间的无符号整数
参数名称
总包络段数 加速阶段 恒速阶段 减速阶段
初始周期值 周期增量值 输出脉冲数 初始周期值 周期增量值 输出脉冲数 初始周期值 周期增量值 输出脉冲数
参数值
3 500µs -1µs 400 100µs 0µs 4000 100µs 2µs 200
项目实施--- 程序设计—主程序
为了减小不连续输出对波形造成不平滑的影响,在启用PTO操作之前, 将用于Q0.0的输出映像寄存器设为0)
特殊标志寄存器设 置
设置中断、编写运 行结束的中断服务 子程序
包络表 子程序
A→B 加速运行 B→C 恒速运行 C→D 低速运行
项目实施--- 程序设计
程序准备:建立包络表
V变量存储区地址
VB100 VW101 VW103 VD105 VW109 VW111 VD113 VW117 VW119 VD121
基于S7—200 SMART PLC的多步进电机控制系统设计
基于S7—200 SMART PLC的多步进电机控制系统设计作者:吴宝春杨亚宁孙炎辉丁纪峰来源:《智能计算机与应用》2017年第02期摘要:本文以静电纺丝设备中纺丝喷头的三维运动装置作为研究对象,以S7-200 SMART系列 PLC作为核心控制器,结合多步进电机以及人机界面设计开发纺丝喷头的三维运动控制系统。
详细介绍控制系统的结构组成、硬件设计以及软件调试。
运用STEP 7-Micro/WIN SMART编程软件完成PLC控制程序的编写,借助SIMATIC WinCC flexible 2008完成了人机界面开发,运用以太网通信实现通过人机界面对多步进电机的运动控制。
关键词: S7-200 Smart PLC;步进电机;人机界面;运动控制中图分类号:TP273+.5文献标志码:A文章编号:2095-2163(2017)02-0113-03Abstract:This paper designs a three-dimensional motion control system for three-dimensional motion device controlling electrostatic spinning nozzle on electrospinning apparatus. The three-dimensional control system consists of Siemens S7-200 SMART PLC as the control core, multi-stepper motors, and a HMI control interface. The paper focuses on the overall architecture of the control system, hardware design and software debugging. The programs of PLC are developed in STEP 7-Micro/WIN SMART. The HMI control interface is developed with SIMATIC WinCC flexible 2008. The HMI control interface realizes motion control for multi-stepper motors via Ethernet communication.Keywords:S7-200 Smart PLC;stepper motor;HMI;motion control0 引言随着静电纺丝技术的发展,静电纺丝设备的研发进入了新的发展阶段,开发高度智能化和自动化的静电纺丝设备是目前研究的热点问题。
浅谈西门子PLC对大量步进电动机的控制应用

浅谈西门子PLC对大量步进电动机的控制应用西门子PLC具有可靠性高、功能强大、使用方便、编程简单、抗干扰强等优点,在工业控制领域得到了广泛应用。
本文详细介绍了西门子PLC对大量步进电机的控制方法和编程技术,实现了西门子PLC对大量步进电机的控制和与主控系统进行高效率通信的功能。
在实验的基础上验证了该方案的可行性,并且并给出了硬件连接示例和完整的软件程序。
标签步进电机;软件程序;西门子;PLC步进电动机是控制系统中的执行单元,是一种利用电脉冲信号进行控制,并将电脉冲信号转换成相应的角位移或直线位移的执行电机。
由于计算机技术的发展,使得步进电动机获得了广泛的应用和普及,特别是数控机床、计算机外围设备、钟表、数字控制系统、程序控制系统以及许多航天工业装置中得到应用。
随着步进伺服驱动控制技术的发展,步进伺服驱动细分精度的提高以及电力电子器件的发展,逐步克服了震荡、失步和发热的不足,性价比大幅度提升,广泛应用于工业机械精密定位的控制。
当前用于工业控制的计算机控制系统主要有:PLC 控制系统、基于PC总线的工业控制计算机(IPC)系统、基于单片机的测控系统、集散控制系统DCS)和现场总线控制系统(FCS)。
而其中的PLC因为稳定可靠、结构简单、成本低廉、简单易学、功能强大和使用方便已经成为应用面最广、最广泛的通用工业控制装置,成为当代工业自动化的主要支柱之一。
但对于大量的步进电机,由于数量多,时序相对复杂,这使得控制难度增大。
一、硬件设计1、系统概述该系统为激光参数测量的电控系统,主要功能是完成对光束的控制、数据的采集、光路的准直等,控制特点是被控设备多而且分散,数据传输量大,因此硬件设计采用基于网络技术的分层分布式设计,使控制硬件系统形成一个有机整体,提高系统运行和维护的便捷性,并具有开放性、实用性、可靠性等综合能力。
控制系统有6个束组FEP,每一个束组FEP控制264个电机,该图只画出了两个步进电机。
分控计算机与1000M光纤网络连接,位于主控制室内,作为控制设备和测量设备的远程控制中心。
西门子S系列PLC控制步进电机进行正反转的方法
西门子S系列PLC控制步进电机进行正反转的方法
S系列PLC是西门子公司生产的一种工业自动化控制设备,可以用于
控制和监测各种电气设备,包括步进电机。
步进电机是一种特殊的电机,
可以精确地控制位置和速度,广泛应用于工业自动化领域。
控制步进电机进行正反转可以使用以下步骤:
1.配置PLC软件:首先需要通过PLC软件配置相应的输入输出(I/O)模块。
根据实际情况,将步进电机的控制信号连接到PLC的输出模块上。
2.编写控制程序:使用PLC软件编写控制程序,控制步进电机的正反转。
PLC软件通常提供了图形化编程界面,可以通过拖拽和连接各种功能
块来搭建程序。
在程序中,可以通过设置输出信号的状态(如ON或OFF)来控制步进电机的正反转。
3.添加控制逻辑:根据步进电机的正反转逻辑,可以使用逻辑功能块
来实现控制。
比如,可以使用一个计时器来控制电机的转动时间,或者使
用一个翻转触点来实现电机的正反转切换。
4.设置步进电机的驱动器:步进电机通常需要配合驱动器使用。
驱动
器是一种电子设备,可以将PLC输出的信号转换为步进电机的工作推力。
根据具体的步进电机型号和驱动器型号,需要根据驱动器的相关规格设置
驱动工作方式,如设置电机的转动方向和步距等。
控制步进电机进行正反转的方法并不复杂,但需要确保PLC软件的配
置和编写程序的正确性。
此外,也需要根据具体的步进电机型号和驱动器
型号,了解其工作规格和特性,以便正确设置和操作。
基于西门子s7-300 plc对三相步进电机的控制
应用科技基于西门子s7—300PL C对三相步进电机的控制郭东平(杨凌职业技术学院,陕西杨凌712100)脯要]PL C简单易学,可靠性高。
步进电机是一种常用的机电执行元件,相应的驱动和控制电路对于其整银洼能起着非常重要的作用。
本文采用s7—300PL C实现对步进电机的驱动和控制,结构简单,可靠性高,成本低,实用性强,具有较高的通用性和应用推广价值。
[关镑司]PLC;控制器;步进电机步进电机是一种将电脉冲信号转换成直线位移或角位移的执行元件。
步进电机的输出位移量与输入脉冲个数成正比,其转速与单位时间内输入的脉冲数(即脉冲频率)成正比,其转向与脉冲分配到步进电机的各相绕组的相序有关。
所以只要控制指令脉冲的数量、频率及电机绕组通电的相序,便可控制步进电机的输出位移量、速度和转向。
步进电机具有较好的控制性能,其启动、停车、反转及其它任何运行方式的改变,都在少数脉冲内完成,且可获得较高的控制精度,因而得到了广泛的应用。
1可编程控制器可编程序控制器(Pr ogr am m abl e L o gi c Cont r ol l e r)简称P LC,作为一种工业控制计算机,具有模块化结构、配置灵活、高速的处理速度、精确的数据处理能力、多种控制功能、网络技术和优越的性价比等性能,是目前广泛应用的控制装置之一。
PLC对步进电机也具有良好的控制能力,利用其高速脉冲输出功能或运动控制功能,即可实现对步进电机的控制。
2步进电机控制的基本原理步进电机的基本控制包括转向控制和速度控制。
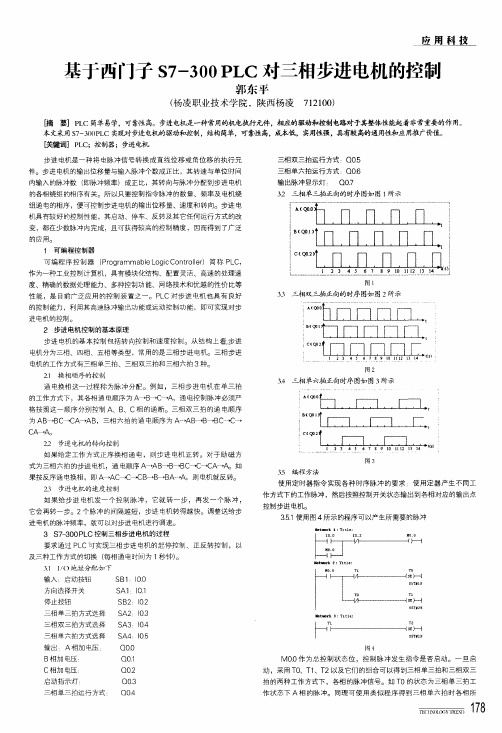
从结构上看,步进电机分为三相、四相、五相等类型,常用的是三相步进电机。
三相步进电机的工作方式有三相单三拍、三相双三拍和三相六拍3种。
2.1换相顺序的控制通电换相这一过程称为脉;中分配。
例如,三相步进电机在单三拍的工作方式下,其各相通电顺序为A—B—C—吸,通电控制脉冲必须严格按照这--N.序分别控制A、B、C相的通断。
三相双三拍的通电顺序为A B-+B C—C A—A B,三相六拍的通电顺序为A一徂B—+B—+B C—C—CA—峻。
西门子PLC课程设计--三相六拍步进电动机控制程序的设计与调试
机电工程学院课程设计说明书设计题目: 三相六拍步进电动机控制程序的设计与调试内容摘要步进电动机具有快速起停、精确步进和定位等特点,所以常用作工业过程控制及仪器仪表的控制元件。
目前,比较典型的控制方法是用单片机产生脉冲序列来控制步进电机。
但采用单片机控制, 不仅要设计复杂的控制程序和I /O 接口电路, 实现比较麻烦, 而且对工业现场的恶劣环境适应性差, 可靠性不高。
使用PLC可编程控制器实现三相六拍步进电动机驱动,可使步进电动机东芝的抗干扰能力强,可靠性高,同时,由于实现了模块化结构,是系统结构十分灵活,而且编程语言简短易学,便于掌握,可以进行在线修改,柔性好,体积小,维修方便。
本设计是利用PLC做三相六拍步进电动机的控制核心,用按钮开关的通断来实现对步进电机正,反转控制,而且正,反转切换无须经过停车步骤。
其次可以通过对按钮的控制来实现对高,低速度的控制。
充分发挥PLC的功能,最大限度地满足被控对象的控制要求,是设计PLC控制系统的首要前提,这也是设计最重要的一条原则。
本设计更加便于实现对步进电机的制动化控制。
关键词:PLC控制;三相六拍;步进电动机;电机正反转目录引言 (1)第1章步进电动机和PLC简介 (2)1.1步进电动机 (2)1.1.1三相六拍步进电动机 (2)1.2PLC简介 (3)1.2.1可编程控器概述 (3)1.2.2 可编程控制器的定义 (3)1.2.3 PLC的特点 (3)第2章三相六拍步进电动机控制程序的设计 (5)2.1控制程序流程图及软件模块 (5)2.2梯形图程序设计 (7)2.2.1 CPU的选择 (7)2.2.2输入输出编址 (7)2.2.3状态真值表 (7)2.3梯形图程序 (8)2.4三相六拍步进电机控制语句表 (12)2.5程序的运行及调试 (14)2.6I/O接线图 (16)结论 (17)设计总结 (18)谢辞 .................................................. 错误!未定义书签。
东南大学基于西门子S7-300PLC三轴联动机器人的编程设计
题目基于西门子S7-300PLC的三轴联动机器人编程设计_自动化学院_院(系)自动化_专业学号*****###姓名学生姓名指导教师第一指导教师顾问教师第二指导教师(可不填写)起止日期2013.12.20 – 2014.06.10设计地点PLC控制的三轴联动系统设计摘要在工业自动化的发展过程中,多轴立式系统越来越多地应用到工业生产中。
由于PLC的稳定性和伺服电机的高精度特性,PLC控制的多轴伺服系统已经成为满足高度自动化高精度需求的一大趋势。
PLC控制的三轴联动设计时稳定的多轴系统的基础。
该系统以PLC为核心控制器,提供高稳定性和高度抗干扰能力的控制器。
三轴上的伺服电机以其高精度和适合频繁通断的特性为系统保证了高精度位置需求和频繁启停的需求。
本文介绍了基于三个伺服电机的和一个三相异步电机组成的移物系统,在PLC中通过对开关信号、各轴上的传感器输入信号和内部计时器定时器信号进行综合处理,并通过一定的时序让系统有机运行,系统的各个部分各个轴按时序逻辑运行。
最终实现系统的移物功能,并能抵抗掉电等意外干扰因素,使系统能够稳定、安全地运行。
本模板的快捷键说明,请仔细阅读:关键词:西门子、PLC、伺服电机、三轴联动、精确定位THREE-AXIS CONTROL SYSTEM DESIGN OF PLCAbstractIn the process of development of industrial automation, multi-axis vertical systems are increasingly applied to industrial production. Due to the stability and precision characteristics PLC servo motor, PLC controlled multi-axis servo system has become highly automated precision to meet the demands of a major trend.PLC-based control of three-axis stabilized design of multi-axis systems. The system PLC as the core controller, providing high stability and high anti-jamming capability of the controller. On-axis servo motor with high precision and suitable for frequent on-off characteristics of the system to ensure the accuracy position needs and the needs of the frequent start-stop.This article describes the physical system is based on three-shift servo motor and a three-phase asynchronous motors composed in the PLC through the switching signal, sensor input signal and the internal timer timer signal processing integrated along each axis, and through a certain the timing of the various parts of the system so that the organic operation, the system's various axes run by temporal logic. Ultimately the system move things function, and can resist accidental power-down and other confounding factors, enabling the system to a stable and safe operation.KEYWORDS: Siemens, PLC, Servo motor, Three-axis, Precise positioning目录摘要 (I)ABSTRACT (II)第1章绪论 (1)1.1项目背景 (1)1.2项目设计任务 (2)1.3项目设计思想 (2)1.4运行设备与环境 (2)1.5本文研究内容及各章安排 (2)1.5.1各章安排 (3)1.5.2课题关键问题和难点 (3)第2章总体设计 (4)2.1系统硬件的总体设计 (4)2.1.1硬件总体框架 (4)2.1.2PLC控制三轴电机 (4)2.2系统软件的总体设计 (5)2.2.1数据存储与查询 (5)第3章系统硬件设计 (8)3.1PLC简介 (8)3.1.1PLC的定义 (8)3.1.2PLC的发展和未来 (8)3.1.3PLC的工作原理 (8)3.1.4PLC的优点 (9)3.2系统PLC配置 (10)3.2.1S7-300CPU的基本结构 (10)3.2.2S7-300CPU的基本结构 (12)3.2.3S7-300CPU的输入输出模式 (12)3.3伺服电机简介 (14)3.3.1伺服电机的基本常识 (14)3.3.2伺服电机的工作原理 (14)3.3.3伺服电机的优点 (15)3.3.4交流伺服系统的基本结构 (15)3.3.5伺服电机与步进电机相比的优点 (15)3.4伺服电机驱动器 (16)3.4.1伺服电机驱动器的结构 (16)3.4.2伺服电机驱动器内部结构及接线 (18)3.4.3伺服电机驱动器的参数设置 (19)3.4.4传送带机械结构 (25)3.4.5系统引脚分配 (26)第4章系统软件设计 (30)4.1软件设计概略 (30)4.2各个动能块软件设计 (31)4.2.1系统的硬件配置 (31)4.2.2脉冲输出设计 (32)4.2.3电机定位设计 (35)4.2.4数据观测 (37)4.2.5掉电保护 (38)4.2.6不同形状摆放 (39)第5章系统调试 (41)5.1硬件部分的调试 (41)5.2软件部分的调试 (42)5.2.1脉冲输出的调试 (42)5.2.2程序编辑的调试 (43)第6章总结与展望 (44)参考文献 (45)致谢 (46)第1章绪论1.1 项目背景随着工业自动化的发展,现实生产中对自动化程度和生产工艺的要求越来越高,简单的一台电机已经不能满足要求。
三轴联动可编程控制器使用---实例说明书
目录1.用模拟量1调速(外壳上标写A1的可调电位器) (1)1a. 接上启动开关的的正反转 (2)2.上电时三个轴轮流回原点,之后正反转循环 (3)3.上电回原点后正反转来回循环,并用电位器调节电机转反转动量 (3)4.在两个限位开关内来回移动 (4)5.在两个限位开关内来回移动,可接暂停开关 (5)6.ZYZ三轴坐标任意两点间来回移动 (5)6a.有循环次数的两点间转动 (9)7.X轴横向钻孔 (9)8.横竖排列钻孔 (10)9.N行I列钻孔使用变量适合用触屏控制 (11)10.三轴点动 (12)控制器上电后,三个进程指令各自按第一行,第二行,第三……顺序执行,执行到最后一行后,自动返回到第一行循环执行。
当执行到判断指令等跳转功能的指令时,才会改变原有的执行顺序。
程序三个进程并行执行,作用基本一样。
但第三进程不能被“”指令停止。
三个进程都可以有使电机转动的指令。
当电机还在转动时,如再次执行到转动指令,则该条指无效。
电机转动时,如果转动的方向与编程时的理论转动方向相反时,两相电机可以对调其中一相的两根线来解决。
其它电机也可以用调换接线顺序的方法来改正。
如不想改接线,也可以在程序上修改坐标值正负。
1.用模拟量1调速(外壳上标写A1的可调电位器)三个电机正转50个单位,再反转50个单位。
一个单位长度输出多少个脉冲设置如下图,本例设置成640个脉冲,是驱动16细分,丝杆螺距5mm,走1mm的脉冲数。
执行过程:执行进程一第一行,设置速度用电位器调速,加速度为220。
执行第二行,转动到从标50,50,50。
因为上电时控制器内部坐标是0,0,0。
现在转动到50,50,50,也就是三个轴同时正转50(正转,输出50×640=32000个脉冲,640为单位脉冲数的设置值),第二执行完成后,内部坐标更新为32000,32000,32000。
执行第三行,上一个指令执行完后,内部坐标是32000,32000,32000,现在第三行指令是要转动到0,0,0,也就是三个轴同时反转50(反转,输出50×640=32000个脉冲),第三行执行完成后,内部坐标更新为0,0,0。
(完整word版)S7-300控制步进电机步骤
西门子PLC与步进电机驱动器控制步进电机。
在对步进电机进行控制时,常常会采用步进电机驱动器对其进行控制。
步进电机驱动器采用超大规模的硬件集成电路,具有高度的抗干扰性以及快速的响应性,不易出现死机或丢步现象。
使用步进电机驱动器控制步进电机,可以不考虑各相的时序问题(由驱动器处理),只要考虑输出脉冲的频率(控制驱动器CP糙』及步进电机的方向(控制驱动器的龙翔)。
PLC的控制稈序也简单得多。
但是,在使用步进电机驱动器时,往往需要较高频率的脉冲。
因此PLC是否能产生高频脉冲成为能否成功控制步进电机驱动器以及步进电机的关键。
西门子CPU312C、CPU313C、CPU313-2DP 等型号,集成有用于高速计数以及高频脉冲输出的通道,可用于高速计数或高频脉冲输出。
o下面以CPU313C为例,说明高频脉冲输出的控制过程。
o CPU313C集成有3个用于高速计数或高频脉冲输出的特殊通道,3个通道位于CPU313C集成数字量输出点首位字节的最低三位,这三位通常情况卞可以作为普通的数字量输出点来使用。
再需要高频脉冲输出时,可通过硕件设置定义这三位的属性,将其作为高频脉冲输出通道来使用。
作为普通数字量输出点使用时,其系统默 认地址为Q124.0、Q124.1、Q124.2 (该地址用户可根据需要自行修改),作 为高速脉冲输出时,对应的通道分别为0 通道、1通道、2通道(通道号为固定值, 用户不能自行修改)。
每一通道都可输出 最高频率为2.5KHZ (周期为0.4ms )的 高频脉冲。
如图所示:CPU313C 中,X2前接线端子 22、23、24号接线端子分别对应通道0、 通道1、和通道3。
另外,每个通道都有自 己的硕件控制门,0通道的硕件门对应X2 前接线端子的4号接线端子,对应的输入 点默认地址为I124.2o 1通道硬件门7号 接线端子,对应的输入点默认地址为 1124.5,而2号通道硬件门为12号接线端 子,对应的输入点默认地址为1125.0oX2G至丈生「1213141151J6IJ7I 8亡2T13ll4r 5r6c7D B W ^-I n o B M ・ ・MHM M ■1234S 6789W 123456789M_ Ji —B EPn.n。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
西门子三轴步进电机控制程序
以下是一个基本的西门子三轴步进电机控制程序的示例:
```Python
# 导入所需的模块
from pyModbusTCP.client import ModbusClient
import time
# 设置Modbus TCP服务器的IP地址和端口号
server_ip = '192.168.1.100'
server_port = 502
# 创建Modbus客户端对象
client = ModbusClient(host=server_ip, port=server_port, auto_open=True)
# 检查连接状态
if not client.is_open():
print("无法连接到Modbus TCP服务器")
exit()
# 定义电机轴的地址
axis1_address = 0x0000
axis2_address = 0x0001
axis3_address = 0x0002
# 定义电机的参数
speed = 100 # 速度(步数/秒)
acceleration = 100 # 加速度(步数/秒^2)
deceleration = 100 # 减速度(步数/秒^2)
try:
# 启动轴
client.write_single_register(axis1_address + 1, acceleration) # 设置加速度
client.write_single_register(axis1_address + 2, deceleration) # 设置减速度
client.write_single_register(axis1_address + 3, speed) # 设置速度
client.write_single_register(axis1_address + 4, 1) # 启动轴
# 等待轴到达目标位置
while client.read_single_register(axis1_address + 5) != 1:
time.sleep(0.1) # 等待0.1秒
# 停止轴
client.write_single_register(axis1_address + 4, 0) # 停止轴
# 关闭连接
client.close()
except Exception as e:
print("发生错误:", str(e))
client.close()
```
请注意,这只是一个基本的示例,具体的控制逻辑和参数设置需要根据实际情况进行调整。
另外,你可能需要安装`pyModbusTCP`模块,你可以使用`pip`命令来安装它:
```
pip install pyModbusTCP
```
请根据你的实际设备和需求修改程序中的参数和Modbus地址。
如果你对这方面不太熟悉,建议参考西门子的文档或咨询相关专业人员进行配置。