多频涡流检查技术的研究
多频涡流检查技术的研究分析

4多频涡流检查技术地研究对蒸汽发生器传热管进行涡流检查时,除了传热管地缺陷信号外,还有结构、管材加工、沉积物,以及它们之间不同地组合,会产生大量地畸变信号,从而引起误判或漏检,对正确分析缺陷带来一定困难.为此,必须对涡流检查技术进行研究,包括引进和掌握先进地多频涡流检查装置.4. 1 MIZ-18多频涡流检查装置蒸汽发生器传热管地涡流检查采用了美国Zetec公司生产地M IZ-18多频涡流检查装置,如图2所示.该装置具有下列功能:M IZ-18数据采集系统是用来采集和记录涡流检查数据,它与S M -10定位器和4D探头推拔器联合使用,其检查地全部过程由HP9836计算机控制.S M -10定位器是自动定位装置,远控检测探头定位于管端.安装这种定位器时,检查人员不需要进入高放射性地水室,而是将定位器从人孔插入,固定在人孔地螺栓孔上.4D探头推拔器是远距离操作地双速探头驱动机构,由主机控制,驱动探头进入传热管或从管中拉出地最大速率为12m/ s,最慢速率为0. 03m/ s.检查前将速率设置好,检查期间保持不变.M IZ-18数据分析系统提供分析涡流数据地能力,包括混频、相位分析、信号图形打印和最终报告地形成.M IZ-18数据处理系统提供对己完成地检查数据进行汇总、统计和分类,并对分析结果进行统计.4. 2多频涡流检查技术(1)在涡流检查中确定了4种检测频率.550kHz为主检测频率,是判伤地主要依据,确保标定管上伤深为壁厚10%地外伤有足够地检测灵敏度及信噪比;标定管上地通孔与10%外伤地涡流信号相位差在50度至135度之间,以提高判伤地准确性.100k H z为辅助检测频率,主要用于消除支撑板干扰信号,与主频通道混频,在混频通道上消除支撑板信号,用于支撑板信号处地判伤分析.同时,用于弯管区地信号分析.900kHz为胀管轮廓曲线分析频率,能提高胀管内径地测量精度.20kHz为管板定位及沉积物检测频率,由于管板及沉积物均邻近外壁,采用较低频率.(2)检测探头选择.检查较大弯头U形管时,选择填充系数较大、使用寿命较长地ULC探头,它有可仲缩地脚使探头在管内对中,能使尺寸偏小地探头维持与管子同心.检查小弯头U形竹时则需选择BJF探头,它地头部极软,能穿过小曲率U形管.如果被测管子具有磁性,要选择具有磁饱和特性地探头.一般每台蒸汽发生器有磁导率偏差影响地管子小于10% ,该磁偏效应可畸变或产生类似缺陷地信号,增加分析困难.为此,采用磁饱和探头对那些带磁地管子进行重复检查,以消除磁偏效应.旋转式探头比普通轴向探头可给出缺陷地类别、尺寸及方向等更详细地信息,但检查速度较慢,一般用于对缺陷进行定性定量分析和对管子复杂区域进行补充检查,以发现轴向探头可能漏检地缺陷.( 3)掌握和应用胀管区轮廓曲线地分析技术.利用由美国Zetec公司引进地“远控涡流数据采集分析系统”和“管板轮廓曲线分析程序”,开展对胀管区轮廓曲线分析技术地研究.一般作图通道地频率越高,分析出地轮廓曲线误差越小.这是因为频率越高,涡流地趋肤效应越显著,渗透深度也越小.在测量传热管内径地微小变化时,为了减少管板及管板端面对轮廓曲线分析地影响,选择900kHz地第6绝对通道为作图通道.通过对每根传热竹地涡流信号分析,可以绘出管壁轮廓曲线,来检验管子地欠胀或过胀地状况.4)提高检测缺陷地灵敏度.经研究,对Φ0. 3mm地通孔及Φ0.5mmx 60%壁厚地平底孔能准确判伤;轴向及周向相对定位误差均可《士lmm;采用多频涡流及其混频技术来消除干扰信号,例如管板上泥渣,支撑板、流量分配板、防振条等处地干扰信号,检测出真正地缺陷信号;利用DDA-4分析软件可在屏慕上显示X,Y分量长条图及局部扩展图,显示通道可任意选择,可显示频率、组态、时间、相位角、幅值及伤深、伤位等参数,利用MRPC显示软件可显示出缺陷特征及胀管形状等.版权申明本文部分内容,包括文字、图片、以及设计等在网上搜集整理.版权为个人所有This article includes some parts, including text, pictures, and design. Copyright is personal ownership.Zzz6Z。
无损检测技术中的涡流检测方法详解

无损检测技术中的涡流检测方法详解无损检测技术是一种用于检测材料或构件内部缺陷或性能状态的技术方法,它可以在不破坏被检测材料的情况下对其进行评估和监测。
涡流检测作为无损检测技术的一种方法,被广泛应用于工业生产、航空、航天、汽车、电力等领域。
本文将对涡流检测方法进行详细解释和阐述。
涡流检测是一种基于电磁感应原理的无损检测技术。
其原理是利用交流电源产生的交变电磁场在被测材料中产生涡流,通过对涡流的测量,来判断被测材料的缺陷或性能状态。
涡流检测方法可以检测到多种类型的缺陷,如裂纹、腐蚀、疏松等。
涡流检测方法主要包括以下几个方面:1. 电磁感应原理:涡流检测是基于电磁感应原理的,通过交流电源产生的交变电磁场在被测材料中产生涡流。
当被测材料中存在缺陷时,涡流的路径和强度会发生变化,从而可以判断缺陷的位置和性质。
2. 探头设计:涡流检测中使用的探头通常由线圈和磁芯组成。
线圈通过交流电源激励产生交变磁场,磁芯则用于集中和引导磁场。
探头的设计对于检测效果起着重要的作用,不同类型的缺陷需要不同设计的探头。
3. 缺陷识别:通过分析涡流的强度、相位、频率等参数,可以判断被测材料中的缺陷类型和尺寸。
例如,对于裂纹缺陷,涡流的强度和相位会出现明显的变化。
通过对涡流信号进行数学处理和分析,可以得到准确的缺陷识别结果。
4. 检测技术:涡流检测技术可以分为静态检测和动态检测两种。
静态检测是指将被测材料放置在固定位置,通过探头对其进行检测。
动态检测则是指将探头和被测材料相对运动,通过对运动产生的涡流信号进行检测。
动态检测常用于对大型或复杂构件的检测。
涡流检测方法具有以下优点:1. 非接触性:涡流检测不需要直接接触被测物体,因此不会对被测材料造成损伤或影响其性能。
2. 高灵敏度:涡流检测可以检测到微小尺寸的缺陷,对于裂纹等细小缺陷具有很高的灵敏度。
3. 适用范围广:涡流检测方法适用于多种材料,如金属、合金、陶瓷等。
同时,它可以应用于不同形状和尺寸的材料和构件。
基于Kalman滤波器的多频电涡流信号解调方法研究
∑E s i n t o t +∑U l c O S O ) , £ + + ' , ( £ ) ( 4 )
生相应 变化 , 如相 位 、 幅值 发生 改变 等 . 假 定 激励 频 率 为 n
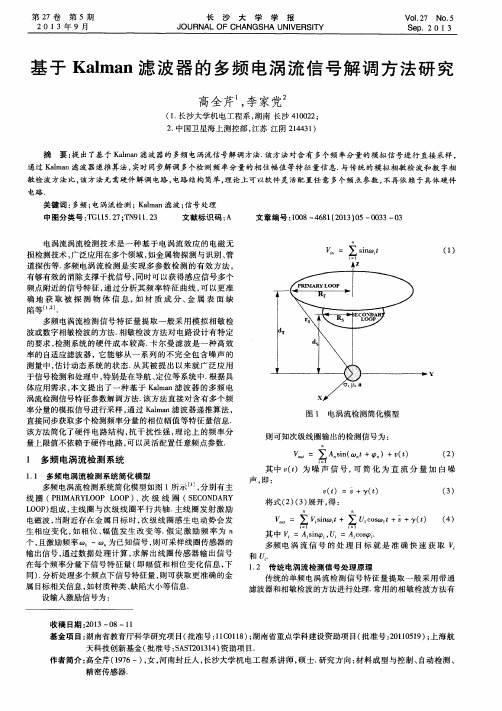
个, 且激励频率 ∞。~ 为 已知信号 , 则可采样线圈传感器 的 输 出信号 , 通过数据 处理 计算 , 求 解 出线圈 传感 器输 出信号 在每个频 率分 量下信号 特征量 ( 即幅值 和相位 变化 信息 , 下 同) . 分析处理多个频 点下信号特征量 , 则可获取更 准确 的金 属 目标相关信 息 , 如材质种类 、 缺陷大小等信息 .
高全 芹 , 李家党
( 1 . 长沙大学机 电工程系 , 湖南 长沙 4 1 0 0 2 2 ; 2 . 中国卫星海上测控部 , 江苏 江阴 2 1 4 4 3 1 )
摘
要: 提 出了基 于 K a l ma n滤波器的 多频 电涡流信 号解调 方法. 该方 法对含有 多个频率分量 的模 拟信号进 行直接 采样 ,
设输入激励信 号为 :
收稿 日期 : 2 0 1 3— 0 8—1 1
基金项目: 湖南省教育厅科学研究项 目( 批准号 : 1 1 C O l 1 8 ) ; 湖南省重点学科建设资助项目( 批准号: 2 0 1 1 0 5 1 9 ) ; 上海航
天科技创新基金 ( 批 准号 : S A S T 2 0 1 3 1 4 ) 资助项 目.
第 2 7卷 第 5期 2 0 1 3年 9月
长
沙
大
学
学
报
VO I . 2 7 No. 5
J OURNAL OF CHANGSHA UNI VERSI TY
Se p .2 0 I 3
涡流无损探伤检测技术的应用研究
第29卷 第07期2022年07月仪器仪表用户INSTRUMENTATIONVol.292022 No.07涡流无损探伤检测技术的应用研究李禹东(天津腾飞钢管有限公司,天津 300301)摘 要:通过分析涡流无损探伤检测技术的应用要点,从而实现对该技术的有效应用。
研究过程中,分析了该检测技术的基本原理与主要特点,强调了该技术的主要优势与应用劣势,以便于使用者能够结合检测对象的情况,正确选用;对当前的远场涡流检测技术、脉冲涡流检测技术、多频/低频涡流检测技术、涡流列阵检测技术的应用情况进行总结,重点分析了该技术在应用过程中的重点事项,明确了运用涡流无损探伤检测技术时,需正确选用涡流检测设备,做好前期校正等前期准备工作,确定检测频率,以此来提升检测的精准度。
关键词:涡流检测技术;无损探伤检测;技术要点中图分类号:TG115.28+5 文献标志码:AApplication of Eddy Current Nondestructive DetectionLi Yudong(Tianjin Tengfei Steel Pipe Co., Ltd., Tianjin, 300301,China )Abstract:Analyzes the application points of the technique. During the study, the basic principles and main characteristics ofthe detection technology are analyzed, and the main advantages and disadvantages of the technology are emphasized for the current far field current detection technology, the current detection technology, the application, and determine the detection frequency, so as to improve the detection accuracy.Key words:eddy current detection technology;nondestructive flaw detection;technical points收稿日期:2022-04-28作者简介:李禹东(1990-),男,天津人,本科,研究方向:无损检测。
热处理中的涡流及预多频检测技术
热处理中的涡流及预多频检测技术在大型汽车公司的大型热处理淬火车间中,传动系统用的齿轮零件连续进行表面渗碳淬火,产量非常大。
在此之前,需要通过随机抽样,将零件切开、抛光后在金相显微镜下检查淬硬层深度。
在通常条件下,每一个班次要抽取4 次,进行每次11 件的破坏性检测,因此每天总计要破坏零件132 件。
这种方法存在以下问题: 1.在热处理过程不好或失败的情况下,为了保证没有不合格产品出库,需要增加进行破坏性检测的齿轮零件数量; 2.检测结果非实时,至少需要等30min; 3.只有切开的零件才能100%确认是否合格; 4.检测的前提是假设同一批次工件的性能一致; 5.由于进行破坏性检测,因此解决问题的成本高。
由以上问题可知,我们需要一种无损检测程序来提高硬度及淬硬层深度检测的效率,而且这种方法仅需破坏非常少的零件。
用户应用了一种采用“PMFT(预防性多频技术)”的涡流检测系统。
安装了第一套齿轮零件检测系统后,用户又安装了两套系统,其中一套用于齿轮,另一套用于轴类检测。
无损检测方法的经济性计算由文中表可看出,成本计算基于采用德国IBG 公司EDDYLINER P 涡流系统之后节省的金相检测劳动力成本、破坏性检测工件成本以及切割锯条的成本。
其他重要因素(如节省的耗材、延误的检测结果以及增加的对可疑批次进行破坏性检测的成本)没有计算成本,仅作主观考虑。
无损检测系统的技术基础该无损检测系统的技术基础是IBG 公司发明的快速多频涡流检测方法,一般称为“预防性多频检测”,简称为“PMFT”。
该系统的优点如下:1.由于采用PMFT 预多频方法,系统非常可靠; 2.检测灵敏度高;3.重复性好,标定件的测量值(如电压向量值等)可以进行长期保存;4.检测设置简单,工厂的工人经过短期培训即可操作;5.维护简单;6.每个工件检测时间仅数秒钟,速度很快;7.可为检测过的工件及标定工件建立文档;8.当。
压力容器列管涡流检测技术的研究
3 1 传感器 的技术 要求 . 为 了提高检测灵 敏 度和可靠性 ,需要 使 缺
陷信号具有足够的幅度并与其它信号间有足够 的相位差 。在多频 涡流 中 ,接成差 动形式 的检
测线 圈构成 交流 电桥 的两 臂 ,电桥 电流 的检测 灵敏 度与线 圈阻抗变 化率 、桥臂 系数及激 励 电
线 圈的阻抗 发生相应 的变化 。该变 化会破坏 电 桥平 衡 ,使 测量 电桥 先后输 出两个 相应 的不平
图 2 扁平线圈 一 x曲线
衡信号 ,经放大处理后 ,在阻抗平面显示器上 显示具 有 一 定 相 位 角 和 幅 值 的 “ ” 字 形 轨 8 迹 ,供 判断缺 陷的性 质和危 害程度 。
《 工装备技 术》 第 2 化 8卷 第 2期 20 07年 式中 r —线 圈 内半 径 ; 。 — r—— 线 圈外半 径 ; b ^ —轴 向厚 度 ; —
— —
5 9
线 圈匝数 。
设线 圈 内通过 的 电流 , 0 A,则根据 一 =1m 定参 数 可 描绘 出扁 平线 圈轴 线 上 的 。一 曲
准 的缺 陷… 。 12 制作 . 按 标准 ,对 比试样 的人 工缺陷 为穿过 管壁
成 ,它们长期承受压力和腐蚀 ,管内会产生各 种应 力腐蚀裂 纹和点蚀 缺陷 ,需定 期进行 检测
以保 证设备 的安全运行 。由于钢 管数 目多 ,拆 卸 又不方便 ,通常采 用现场检测 的方法 。涡流 检测 具有不需要 耦合 剂 、检测速 度快及对 金属
[ : 赵晓 , 1 燕继勇.高效燃烧器在燃气锅 炉水套炉上的应 用 [ J .内蒙古石油化 工, 0 3 2 ( ) 3 1 . 2 0 , 9 1 :1 — 5
业 出 版社 ,18 . 9 6
多频涡流检测技术在役凝汽器钛管检验中的应用
分开 , 提 高信 噪 比。
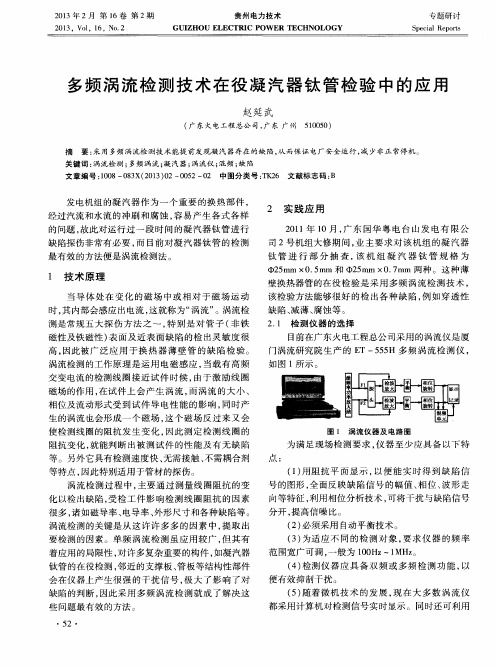
( 2 ) 必须采 用 自动平 衡技 术 。 ( 3 ) 为适 应 不 同 的检 测 对 象 , 要 求 仪 器 的频 率 范 围宽 广可 调 , 一 般为 1 0 0 H z ~1 MH z 。 ( 4 ) 检测 仪 器 应 具 备 双 频 或 多 频 检 测 功 能 , 以 便 有效 抑制 干扰 。 ( 5 ) 随着 微 机 技 术 的发 展 , 现 在 大 多 数 涡 流 仪
阻抗 变化 , 就 能判 断 出被 测 试 件 的性 能及 有 无 缺 陷
该 检验 方法 能够 很好 的检 出各 种 缺 陷 , 例 如 穿 透性
缺 陷、 减薄 、 腐蚀 等 。
2 . 1 检测 仪器 的选择
目前在 广 东火 电工程 总公 司采 用 的涡流 仪是 厦 门涡 流研究 院生 产 的 E T一5 5 5 H 多 频 涡 流检 测 仪 ,
2 0 1 3年 2月 第 1 6卷 第 2期
2 0 1 3,Vo l ,1 6,No . 2
贵州 电力技术
GUI ZHoU ELECTRI C P OW ER TECHNoLoGY
专题 研 讨
S p e c i a l Re p o r t s
多频 涡 流 检 测 技 术 在 役 凝 汽 器 钛 管 检 验 中 的 应 用
( 1 ) 用阻抗平面显示 , 以便 能 实 时 得 到 缺 陷 信 号 的 图形 , 全 面反 映 缺 陷信 号 的幅 值 、 相位 、 波 形 走
向等特 征 , 利 用相位 分 析技术 , 可 将干 扰 与缺 陷信 号
化 以检 出缺 陷 , 受 检工 件 影 响 检 测线 圈 阻抗 的 因素 很多, 诸 如磁 导率 、 电导 率 、 外 形 尺寸 和各 种 缺 陷等 。 涡流 检测 的关 键是 从 这 许 许 多 多 的 因素 中 , 提 取 出
涡流检测方案范文

涡流检测方案范文涡流检测是一种非接触式的无损检测技术,主要用于检测金属材料中的缺陷或特定的材质性质。
它的原理是通过交流电磁场在金属材料中感应涡流,进而检测材料中的缺陷或其他参数。
仪器设备:涡流检测的仪器设备包括探头和检测仪器。
探头是用于产生涡流和接收反馈信号的设备,通常包括电磁线圈和磁芯。
检测仪器主要用于控制和分析探头的信号,常见的有涡流检测仪、信号处理器和数据记录仪等。
检测方法:涡流检测主要有单频和多频两种方法。
单频涡流检测使用恒定频率的交流电磁场,通常适用于简单结构的材料,如金属板或管道等。
多频涡流检测则是通过改变频率来检测不同深度或尺寸的缺陷,适用于复杂结构的材料。
数据分析:涡流检测的数据分析是非常重要的一步,可以通过对检测信号进行处理和分析,确定材料中的缺陷位置和尺寸。
常用的数据分析方法有图像处理、频谱分析和统计分析等。
图像处理可以将检测信号可视化,便于人工分析;频谱分析可以提取信号频率分布信息,辅助缺陷识别;统计分析则用于对多组数据进行比较和判断。
涡流检测方案的应用领域广泛,包括航空航天、汽车制造、电力设备、轨道交通等。
在航空航天领域,涡流检测可以用来检测飞机发动机叶片、涡轮盘和航空材料的缺陷;在汽车制造领域,涡流检测可以检测发动机缸体、传动轴和车身钢板的缺陷;在电力设备领域,涡流检测可以检测电缆接头、发电机线圈和电力装置的缺陷;在轨道交通领域,涡流检测可以用来检测铁轨、列车车轮和牵引设备的缺陷。
总结来说,涡流检测方案是一种非接触式的无损检测技术,应用广泛且效果可靠。
通过仪器设备的选择、检测方法的确定以及数据分析的处理,可以实现对金属材料中缺陷和性质的准确检测。
涡流检测方案在不同领域的应用带来了显著的经济和安全效益,同时也推动了涡流检测技术的不断创新与发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
多频涡流检查技术的研究
————————————————————————————————作者:————————————————————————————————日期:
2
4多频涡流检查技术的研究
对蒸汽发生器传热管进行涡流检查时,除了传热管的缺陷信号外,还有结构、管材加工、沉积物,以及它们之间不同的组合,会产生大量的畸变信号,从而引起误判或漏检,对正确分析缺陷带来一定困难。
为此,必须对涡流检查技术进行研究,包括引进和掌握先进的多频涡流检查装置。
4. 1 MIZ-18多频涡流检查装置
蒸汽发生器传热管的涡流检查采用了美国Zetec公司生产的M IZ-18多频涡流检查装置,如图2所示。
该装置具有下列功能:
M IZ-18数据采集系统是用来采集和记录涡流检查数据,它与S M -10定位器和4D探头推拔器联合使用,其检查的全部过程由HP9836计算机控制。
S M -10定位器是自动定位装置,远控检测探头定位于管端。
安装这种定位器时,检查人员不需要进入高放射性的水室,而是将定位器从人孔插入,固定在人孔的螺栓孔上。
4D探头推拔器是远距离操作的双速探头驱动机构,由主机控制,驱动探头进入传热管或从管中拉出的最大速率为12m/ s,最慢速率为0. 03m/ s。
检查前将速率设置好,检查期间保持不变。
M IZ-18数据分析系统提供分析涡流数据的能力,包括混频、相位分析、信号图形打印和最终报告的形成。
M IZ-18数据处理系统提供对己完成的检查数据进行汇总、统计和分类,并对分析结果进行统计。
3 / 5
4 / 5
4. 2多频涡流检查技术
(1)在涡流检查中确定了4种检测频率。
550kHz为主检测频率,是判伤的主要依据,确保标定管上伤深为壁厚10%的外伤有足够的检测灵敏度及信噪比;标定管上的通孔与10%外伤的涡流信号相位差在50度至135度之间,以提高判伤的准确性。
100k H z为辅助检测频率,主要用于消除支撑板干扰信号,与主频通道混频,在混频通道上消除支撑板信号,用于支撑板信号处的判伤分析。
同时,用于弯管区的信号分析。
900kHz为胀管轮廓曲线分析频率,能提高胀管内径的测量精度。
20kHz为管板定位及沉积物检测频率,由于管板及沉积物均邻近外壁,采用较低频率。
(2)检测探头选择。
检查较大弯头U形管时,选择填充系数较大、使用寿命较长的ULC探头,它有可仲缩的脚使探头在管内对中,能使尺寸偏小的探头维持与管子同心。
检查小弯头U形竹时则需选择BJF探头,它的头部极软,能穿过小曲率U形管。
如果被测管子具有磁性,要选择具有磁饱和特性的探头。
一般每台蒸汽发生器有磁导率偏差影响的管子小于10% ,该磁偏效应可畸变或产生类似缺陷的信号,增加分析困难。
为此,采用磁饱和探头对那些带磁的管子进行重复检查,以消除磁偏效应。
旋转式探头比普通轴向探头可给出缺陷的类别、尺寸及方向等更详细的信息,但检查速度较慢,一般用于对缺陷进行定性定量分析和对管子复杂区域进行补充检查,以发现轴向探头可能漏检的缺陷。
( 3)掌握和应用胀管区轮廓曲线的分析技术。
利用由美国Zetec公司引进的“远控涡流数据采集分析系统”和“管板轮廓曲线分析程序”,开展对胀管区轮廓曲线分析技术的研究。
一般作图通道的频率越高,分析出的轮廓曲线误差越小。
这是因为频率越高,涡流的趋肤效应越显著,渗透深度也越小。
在测量传热管内径的微小变化时,为了减少管板及管板端面对轮廓曲线分析的影响,选择900kHz的第6绝对通道为作图通道。
通过对每根传热竹的涡流信号分析,可以绘出管壁轮廓曲线,来检验管子的欠胀或过胀的状况。
4)提高检测缺陷的灵敏度。
经研究,对Φ0. 3mm的通孔及Φ0.5mmx 60%壁厚的平底孔能准确判伤;轴向及周向相对定位误差均可《士lmm;采用多频涡流及其混频技术来消除干扰信号,例如管板上泥渣,支撑板、流量分配板、防振条等处的干扰信号,检测出真正的缺陷信号;利用DDA-4分析软件可在屏慕上显示X,Y分量长条图及局部扩展图,显示通道可任意选择,可显示频率、组态、时间、相位角、幅值及伤深、伤位等参数,利用MRPC显示软件可显示出缺陷特征及胀管形状等。
5 / 5。