机械制图-公差&配合
机械制图及公差
标准公差
基本偏差
上偏差=下偏差+公差
0
+
—
0
基本偏差
标准公差 下偏差=上偏差-公差
基本尺寸
第二十五页,共39页。
五、公差(gōngchā)带代号
公差(gōngchā)带代 号基组本成偏差代号,如:H、f。 标准公差等级代号如:8、7。
公差带的位置由基本偏差决定,
公差带的大小由标准公差等级决定。
如: H8 f7
第二十一页,共39页。
基本尺寸 (φ50)
一、极限(jíxiàn)与配合
为什么要制定极限 与配合标准?
● 互换性要求(yāoqiú):
同一批零件,不经挑 选和辅助加工,任取一个 就可顺利地装到机 器上去并满足机器的性能要求。
● 保证(bǎozhèng)零件具有互换性的措施:
由设计者根据极限与配合标准,确定 零件合理的配合要求和尺寸极限。
十二(shí èr)、零件图
从三个视图看,泵体由三部分组成: 1、
半圆柱形的壳体,其圆柱形的内腔,用于
容纳其它零件。 2、两块三角形的安装板。
3、两个(liǎnɡ ɡè)圆柱形的进出油口,
通孔
分别位于泵体的右边和后边。综合分析后,
想象出泵体的形状。
第十九页,共39页。
首先(shǒuxiān)
找十出长三、、宽分、析高尺三寸个和技术(jìshù)
允许实际尺寸的最大值。
最小极限尺寸:
允许实际尺寸的最小值。 零件合格的条件:
最大极限尺寸≥实际尺寸≥最小极限尺寸。 第二十三页,共39页。
三、尺寸ห้องสมุดไป่ตู้差和尺寸公差
公差恒 为正
+0.008
机械制图公差与配合

机械制图公差与配合引言在机械制图中,公差和配合是十分重要的概念。
公差是指机械零件在制造过程中存在的尺寸误差,而配合则是指零件之间的互相连接、装配的方式。
公差和配合的正确选择对于机械零件的功能和性能起着至关重要的作用。
本文将介绍机械制图公差与配合的基本概念、常用的公差符号和表示方法以及常见的配合类型。
机械制图公差的概念和分类公差的概念公差是制造过程中零件尺寸与设计尺寸之间的差异。
由于各种因素的影响,零件的尺寸很难完全符合设计要求,因此需要引入公差来描述零件尺寸的可接受范围。
公差的分类根据公差对零件尺寸的影响方式,公差可分为以下几类:1.线性公差:又称为尺寸公差,用来描述形状尺寸的偏差范围,包括长度、宽度、高度等。
2.倾斜公差:用来描述零件表面与指定面之间的倾斜程度。
3.平行公差:用来描述零件表面平行度的偏差范围。
4.圆柱度公差:用来描述圆柱形零件的偏圆程度。
5.平面度公差:用来描述零件表面平整度的偏差范围。
公差的表示方法和符号公差的表示方法公差通常使用等级制表示,常见的表示方法有以下几种:1.加减公差法:使用正负公差值来表示实际尺寸与设计尺寸的差异。
例如:7.00 ± 0.05。
2.最大最小公差法:使用设计尺寸与允许上下浮动的最大最小尺寸来表示。
例如:Ф20.00-0.05。
3.最大材料条件法:使用最大的理论尺寸和正公差值来表示。
例如:Ф12.00+0.020。
公差的符号表示公差的符号表示同样也非常重要,下面列举几个常用的公差符号:1.Φ:表示直径公差。
2.±:表示公差为正负的加减公差。
3.α、β、γ:分别表示角度公差的三个等级。
4.h7、h8、h9:表示轴向公差的等级。
配合的概念和分类配合的概念配合是指零件之间通过几何特性的相互连接和装配。
选择合适的配合类型可以保证零件的工作正常,提高装配的精度和效率。
配合的分类根据零件相对位置的关系,配合可分为以下几类:1.间隙配合:两个零件之间存在一定的间隙,常见的间隙配合有配钥、配销等。
机械制图工程图学公差与配合

X
o
L
OX为基准线
Ra
3.表面粗糙度代(符)号及其注法
⒈ 表面粗糙度代号
表面粗糙度代号
表面粗糙度符号 表面粗糙度参数 其他有关要求
⑴ 表面粗糙度符号 基本符号:
60° 60°
H2 H1
H1 ≈1.4h H2=2 H1 h —— 字高
数字与字母高度 2.5 3.5 5 7 10
符号旳线宽
0.25 0.35 0.5 0.7 1
下偏差:55-55=0
例:齿轮轴旳基本尺寸为Ø30,在该轴旳工作 图上,上偏差为+0.023,下偏差为-0.008,试 求出其最大极限尺寸及最小极限尺寸和公差。
最大极限尺寸: 30+0.023=30.023
最小极限尺寸: 30-0.008=29.992
公差:0.023-(-0.008)=0.031
h8
D8 E8 F8
H8
h8 h8 h8
h8
h9 h10
D9 E9 F9ຫໍສະໝຸດ H9h9 h9 h9
h9
D10
H10
h10
h10
h11 A11 B11 C11 D11 h11 h11 h11 h11
h12
B12 h12
H11 h11
标注有 的为优先配合
二、极限与配合在图上旳标注
⒈ 在装配图中配合旳标注
标注形式为:
h6
F7 G7 H7 Js7 K7 M7 N7 P7 R7 S7 T7 U7 V7 X7 Y7 Z7
h6 h6 h6 h6 h6 h6 h6 h6 h6 h6 h6 h6 h6 h6 h6 h6
h7
E8 F8 G8 H8 Js8 K8 M8 N8 P8 R8 S8 T8 U8
机械制图中公差符号和表示的意思

一、先说尺寸公差,尺寸公差简称公差,是指最大极限尺寸减最小极限尺寸之差,或上偏差减下偏差之差。
它是容许尺寸的变动量。
尺寸公差是一个没有符号的绝对值。
尺寸公差根据加工需要每个尺寸需要给出不同的精度等级,这样在加工的时候就会产生一个尺寸合格范围。
在每张图纸上面需要分已标尺寸公差和未标尺寸公差,已经标注的在图形中已经表示出来,未标注的如果有需要请在技术要求里面说明。
《机械精度设计基础》里面对相关知识做了详细的描述。
二、再说形位公差。
这个问题不是简单几句话就能说清楚的,建议你把《机械精度设计基础》里面相关的部分好好看一下。
以下是其中部分的基础内容:加工后的零件不仅有尺寸误差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状误差,而相互位置的差异就是位置误差,统称为形位误差。
xingwei gongcha形位公差tolerance of form and position包括形状公差和位置公差。
任何零件都是由点、线、面构成的,这些点、线、面称为要素。
机械加工后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。
这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。
20世纪50年代前后,工业化国家就有形位公差标准。
国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。
中国于1980年颁布形状和位置公差标准,其中包括检测规定。
形状公差和位置公差简称为形位公差(1)形状公差:构成零件的几何特征的点,线,面要素之间的实际形状相对与理想形状的允许变动量。
给出形状公差要求的要素称为被测要素。
(2)位置公差:零件上的点,线,面要素的实际位置相对与理想位置的允变动量。
用来确定被测要素位置的要素称为基准要素。
形位公差的研究对象是零件的几何要素,它是构成零件几何特征的点,线,面的统称.其分类及含义如下:(1) 理想要素和实际要素具有几何学意义的要素称为理想要素.零件上实际存在的要素称为实际要素,通常都以测得要素代替实际要素.(2) 被测要素和基准要素在零件设计图样上给出了形状或(和)位置公差的要素称为被测要素.用来确定被测要素的方向或(和)位置的要素,称为基准要素.(3) 单一要素和关联要素给出了形状公差的要素称为单一要素.给出了位置公差的要素称为关联要素.(4) 轮廓要素和中心要素由一个或几个表面形成的要素,称为轮廓要素.对称轮廓要素的中心点,中心线,中心面或回转表面的轴线,称为中心要素形状公差有直线度,平面度,圆度和圆柱度.其含义和标注如下:1) 直线度2) 平面度平面度公差带只有一种,即由两个平行平面组成的区域,该区域的宽度即为要求的公差值.3) 圆度在圆度公差的标注中,箭头方向应垂直于轴线或指向圆心.4) 圆柱度形位公差的标注应注意以下问题:(1) 形位公差内容用框格表示,框格内容自左向右第一格总是形位公差项目符号,第二格为公差数值,第三格以后为基准,即使指引线从框格右端引出也是这样.(2) 被测要素为中心要素时,箭头必须和有关的尺寸线对齐.只有当被测要素为单段的轴线或各要素的公共轴线,公共中心平面时,箭头可直接指在轴线或中心线,这样标注很简便,但一定要注意该公共轴线中没有包含非被测要素的轴段在内.(3) 被测要素为轮廓要素时,箭头指向一般均垂直于该要素.但对圆度公差,箭头方向必须垂直于轴线.(4) 当公差带为圆或圆柱体时,在公差数值前需加注符号"Φ",其公差值为圆或圆柱体的直径.这种情况在被测要素为轴线时才有.同轴度的公差带总是一圆柱体,所以公差值前总是加上符号"Φ";轴线对平面的垂直度,轴线的位置度一般也是采用圆柱体公差带,需在公差值前也加上符号"Φ".(5) 对一些附加要求,常在公差数值后加注相应的符号,如(+)符号说明被测要素只许呈腰鼓形外凸,(-)说明被测要素只许呈鞍形内凹,(>)说明误差只许按符号的小端方向逐渐减小.如形位公差要求遵守最大实体要求时,则需加符号○M.在框格的上,下方可用文字作附加的说明.如对被测要素数量的说明,应写在公差框格的上方;属于解释性说明(包括对测量方法的要求)应写在公差框格的下方.例如:在离轴端300mm处;在a,b范围内等.形位公差是为了满足产品功能要求而对工件要素在形状和位置方面所提出的几何精度要求。
机械制图公差等级表

机械制图公差等级表引言在机械制图中,公差等级表是一种标准化的工具,用于定义和控制零件的尺寸和形状的变化。
公差等级表包含一系列公差等级,每个等级都定义了允许的尺寸和形状变化的范围。
在设计和制造过程中,选择适当的公差等级可以确保零件之间的相互兼容性,并满足设计要求。
本文将介绍机械制图中常用的公差等级表,包括其定义、分类和应用。
1. 公差等级表的定义公差等级表是一种标准文档,用于规定零件的公差范围。
它提供了一种标准化的方法来描述尺寸和形状的变化。
公差等级表通常由国际标准组织或国家标准化机构制定,以确保在不同制造环境下的一致性。
2. 公差等级表的分类公差等级表通常按照国际标准化组织(ISO)的分类进行划分。
ISO 2768制定了一系列公差等级,分别适用于直线尺寸、角度尺寸和曲面尺寸。
在ISO 2768中,公差等级分为三个级别:一般级别、中等级别和精密级别。
•一般级别(General):适用于要求一般制造精度的零件。
这些零件通常用于一般应用,并具有宽容度较大的公差范围。
•中等级别(Medium):适用于要求中等制造精度的零件。
这些零件通常用于一般机械和设备,公差范围相对较小。
•精密级别(Precision):适用于要求高精度制造的零件。
这些零件通常用于精密仪器和设备,具有较小的公差范围。
3. 公差等级表的应用公差等级表在机械制图中起着非常重要的作用,它们帮助设计师和制造商控制零件的尺寸和形状变化,并确保在装配过程中的兼容性。
通过选择适当的公差等级,设计师可以在满足功能和性能要求的同时,避免制造过程中的困难和成本增加。
公差等级表还可以帮助设计师确定零件之间的最大和最小公差,并确保在装配过程中的正确配合。
此外,公差等级表还可以用于制定检验和调整方案,以确保最终产品的质量。
4. 举例说明下面是一个简单的公差等级表示例:尺寸 (mm) 一般级别 (mm) 中等级别 (mm) 精密级别 (mm)0-10 ±0.15 ±0.1 ±0.0510-20 ±0.2 ±0.15 ±0.120-30 ±0.25 ±0.2 ±0.15大于30 ±0.3 ±0.25 ±0.2以上表格示例中,左侧的尺寸范围是指一种零件的尺寸,而表格中的一般级别、中等级别和精密级别则表示允许的公差范围。
机械制图——标注几何公差 ;标注零件表面结构要求

当基准要素是轮廓线或轮廓面时,基准三角形放置在要素的轮廓线或其延长线上(与尺寸线明显错开)
A
B
B
当基准是尺寸要素确定的轴线、中心平面或中心点时,基准三角形应放置在该尺寸线延长线上。 A B
例:识读图中几何公差要求 指出各几何公差的被测要素、基准要素、公差项目、公差值
练一练:习题集P52第5题
表面结构是表面粗糙度、表面波纹度、表面缺陷、表面纹理等总称。最常用的是表面粗糙度。
一、表面结构表示法
01
任务3 标注零件表面结构要求
2、表面粗糙度参数值
(1)轮廓算术平均偏差(Ra)
(2)表面粗糙度的表面特征与加工方法(P225)
0.012 0.025
0.05 0.1
50 100
0.8 1.6
形 状 公 差 (6种)
直线度
圆 度
平面度
圆柱度
线轮廓度
面轮廓度
位置公差 (6种)
跳动公差 (2种)
同轴度
对称度
圆跳动
全跳动
方向公差 (5种)
平行度
垂直度
倾斜度
同心度
位置度
线轮廓度
面轮廓度
线轮廓度
面轮廓度
三、几何公差在图样上的标注
公差框格
当某项公差应用于几个相同要素时,可在公差框格的上方被测要素的尺寸之前注明要素的个数。
一、基本术语
1、要素:指零件上的特征部分——点、线、面; 2、被测要素:提出了几何公差要求的点、线、面; 3、基准要素:用来确定被测要素方向或位置的点、线、面; 4、公差带:由公差值确定的限制实际要素变动的区域。 公差带的主要形状有:
两等距平面
一、基本术语
机械制图的公差与配合及其标注方法
一、公差与配合的概念(一)零件的互换性在成批生产进行机器装配时,要求一批相配合的零件只要按零件图要求加 工出来,不经任何选择或修配,任取一对装配起来,就能达到设计的工作性能要 求,零件间的这种性质称为互换性。
零件具有互换性,可给机器装配、修理带来 方便,也为机器的现代化大生产提供了可性。
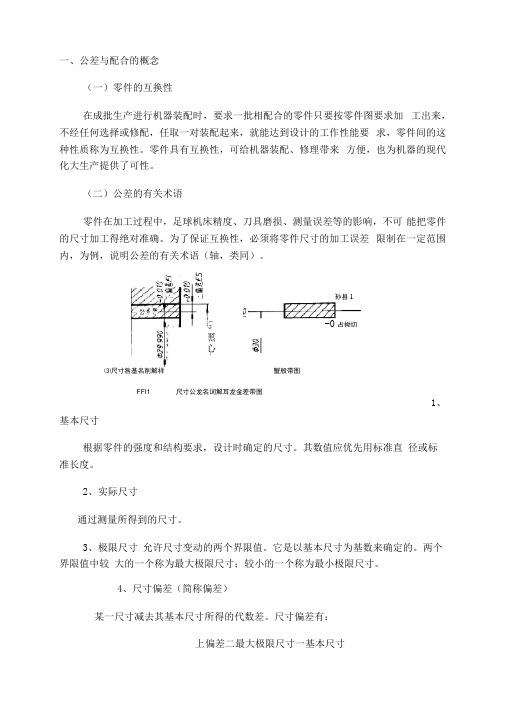
(二)公差的有关术语零件在加工过程中,足球机床精度、刀具磨损、测量误差等的影响,不可 能把零件的尺寸加工得绝对准确。
为了保证互换性,必须将零件尺寸的加工误差 限制在一定范围内,为例,说明公差的有关术语(轴,类同)。
⑶尺寸咎基名削解祥蟹般带图FFI1 尺寸公龙名词解耳龙金差带图 1、基本尺寸根据零件的强度和结构要求,设计时确定的尺寸。
其数值应优先用标准直 径或标准长度。
2、实际尺寸通过测量所得到的尺寸。
3、极限尺寸 允许尺寸变动的两个界限值。
它是以基本尺寸为基数来确定的。
两个界限值中较 大的一个称为最大极限尺寸;较小的一个称为最小极限尺寸。
4、尺寸偏差(简称偏差)某一尺寸减去其基本尺寸所得的代数差。
尺寸偏差有:上偏差二最大极限尺寸一基本尺寸l.ry.黑心-孙县1-0占拗切下偏差二最小极限尺寸一基本尺寸上、下偏差统称为极限偏差,上、下偏差可以是正值、负值或零。
国家标准规定:孔的上偏差代号为ES,孔的下偏差代号为EI;轴的上偏差代号为es,轴的下偏差代号为ei.5、尺寸公差(简称公差)允许尺寸的变动量。
尺寸公差二最大极限尺寸一最小极限尺寸二上偏差一下偏差因为最大极限尺寸总是大于最小极限尺寸,亦即上偏差总是大于下偏差,所以尺寸公差一定为正值。
如图la所示的孔径:基本尺寸= 030最大极限尺寸=030.010最小极限尺寸二029.990上偏差ES二最大极限尺寸一基本尺寸=30.010-30=+0。
010下偏差EI二最小极限尺寸一基本尺寸=29.990-30=-0.010公差二最大极限尺寸一最小极限尺寸欢迎下载%夕献 P 1 . 一——--蔡麴尹虹。
机械制图-形位公差
二、形状和位置公差代号
形位公差代号包括: 形位公差框格及指引线; 形位公差各项目的符号; 形位公差数值和其它有关符号; 基准代号等。
A
三、形位公差代号的标注方法
1.形状公差:
Φ0.01
公差带的形状及公差值 形状公差符号
2.位置公差:
0.02 A
基准 公差带的形状及公差值 位置公差符号
0.02 A
A
0.02 A A
圆柱面
位置公差
3.
公差带是在半径差为公差值0.1且圆心在基准轴线上的两同心圆的区域 圆柱面绕基准轴线作无轴向移动回转时,在任一测量平面内的径向跳动量 不大于0.1
三、形位公差标注示例
当被测要素为线或表面时,从框格引出的指引线的箭头,应指 在该要素的轮廓线或其延长线上。当被测要素是轴线时,应将箭头 与该要素的尺寸线对齐。当基准要素是轴线时,应将基准符号与该 要素的尺寸线对齐。
表面形状和位置公差
一、形状和位置公差简介 二、形状和位置公差代号 三、形位公差标注示例
一、表面形状和位置公差简介
为了满足使用要求,对某些精度 要求高的零件既要保证尺寸公差, 还要保证零件表面的形状和表面间 的相对位置的准确性。
即零件的尺寸由尺寸公差加以限 制,而零件的形状和零件要素间的 相对位置由形状和位置公差加以限 制。
形状和位置误差、公差的概念
1、形状误差和公差
形状误差:实际形状对理想形状的பைடு நூலகம்动量。 形状公差:实际要素的形状所允许的变动
全量。
2、位置误差和公差
位置误差:实际位置对理想位置的变动量。 位置公差:实际要素的位置对基准所允许的
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
公差与配合.工作表包含机器零件配合的简易选项的表格和计算同时包含尺寸公差和偏差的定义。
使用工具解决下面的任务:1.根据国际标准ISO 286选择机器零件适合配合。
2.根据国际标准ISO 286定义机器零件的尺寸公差和偏差。
3.根据ANSI B4.1选择机器零件的首选配合以及确定尺寸公差和偏差。
4.根据ISO 2768确定非定义的线性和角度尺寸的极限偏差。
5.为给定的间隙或各自的配合干涉来自动设计配合。
数据,流程,运算法则和标准ANSI, ISO, DIN以及其他使用于计算中。
标准列表:ANSI B4.1, ANSI B4.2, ISO 286, ISO 1829, ISO 2768, EN 20286, JIS B 0401计算的控制,结构及语法.计算的控制与语法可以在此链接中找到相关信息"计算的控制,结构与语法".基本信息.机械工程产品的各个零件的曲面的尺寸,形状和相互位置必须维持在一个确定的精度来获得其正确和可靠的功能。
日常的生产流程不允许对给定的完全精确的几何特性进行维护(或量测)。
生产的零件的实际表面区别于图面中描述的理想曲面。
实际曲面的偏差分为4组来评估,描述和检查生产中允许的错误。
•尺寸偏差•形状偏差•位置偏差•表面粗糙度偏差费用包含了第一组同时可以被用于定义机器零件的尺寸公差和偏差。
如以上所提及的,不可能生产机器零件为绝对的尺寸精度。
实际上,没有必要或无意义的。
保持实际尺寸在极限尺寸之间同时允许偏差能保证工程产品具有正确的功能是足够了。
所给零件的生产精度等级通过图面上描述的尺寸公差而确定。
生产精度考虑到产品的功能和经济而确定。
两个零件的组合得到的配合的功能特性取决于在组合前的尺寸区别。
含义:d=D ... 基本尺寸Dmax , Dmin ... 孔的极限尺寸dmax , dmin ... 轴的极限尺寸ES ... 孔的上偏差EI ... 孔的下偏差es ... 轴的上偏差ei ... 轴的下偏差依照组合零件的公差带的相互位置,有三类配合:A.间隙配合B.过渡配合C.过盈配合极限和配合ISO系统. [1]本节用于根据标准ISO 286:1988选择配合以及确定机器零件的尺寸和偏差。
这个标准与欧洲标准EN 20286:1993是一样的,定义了国际化的公差,偏差和配合系统。
ISO 286 标准被用于一个国际化的线性尺寸公差标准,在很多发达国家的工业领域被认可。
作为一项国际化的标准(JIS B 0401, DIN ISO 286, BS EN 20286, CSN EN 20286, etc.)。
ISO公差与配合系统可以获得零件的公差与偏差以及组装的配合。
尤为适用于园截面的圆柱体。
在此标准下仍可以获得其它截面零件的公差与偏差。
类似的,系统可用于圆柱体组合以及拥有平行平面零件的配合(例如,轴套键的配合)。
使用于标准中的项目“轴“有更广的含义,使用于定义零件的所有外部元素,包含那些不是圆柱形状的元素。
同样的,项目“孔“使用于定义所有内部元素而无视其形状。
备注:所有此章节提到的公差和偏差数值以公制系统,同时相关零件在20 °C定义尺寸。
1.1 基本尺寸。
尺寸的极限用上下偏差来定义。
对于配合,连接元件的基本尺寸必须是一样的。
注意:标准ISO 286定一的公差,偏差和配合仅适用于基本尺寸低于3150mm。
1.2 公差等级下的基本尺寸的公差。
尺寸公差以零件不同的上下偏差来定义。
为了符合零件精度的各种生产范围的需求,ISO系统执行20个精度等级。
这个系统的每个公差以"IT"为每个精度等级编号(IT01, IT0, IT1 ... IT18)。
ISO系统的各个公差使用领域IT01 to IT6 量测器具的产品IT5 to IT12 精密和常规工程配合公差带定义为零件上下极限尺寸的球形区域。
公差带因此决定于公差总数以及相对应的基本尺寸位置。
公差带的位置,相关的基本尺寸,取决于ISO系统中的基本偏差。
ISO系统定义了28个孔基本偏差等级。
这些等级以大写字母标记(A, B, C, ... ZC)。
定义尺寸的公差带在图面中标记公差符号,由基本偏差的字符和一个公差等级(例如H7, H8, D5, etc.)的数字标记构成。
本章节包含所有符合基本尺寸[1.1]的孔的公差带的图解以及从弹出列表框中选择的公差等级。
尽管基本偏差的常规设置(A ... ZC)以及公差等级(IT1 ... IT18) 可以被用于根据相互组合规定孔公差带,实际中仅有很窄的公差带区域被使用。
一般使用的公差带可以在下表中找到。
表格中未包含的公差带被视为特殊公差带,仅推荐用于技术上,基础牢固的情况。
日常使用的孔公差带(基本尺寸小于3150mm):备注:细字体的公差带仅适合基本尺寸最大为500mm提示:对于孔公差,公差带H7, H8, H9 和H11为优先选项。
1.4 轴公差带。
公差带定义为零件上下极限尺寸的球形区域。
公差带因此决定于公差总数以及相对应的基本尺寸位置。
公差带的位置,相关的基本尺寸,取决于ISO系统中的基本偏差。
ISO系统定义了28个轴基本偏差等级。
这些等级以大写字母标记(a, b, c, ... zc)。
定义尺寸的公差带在图面中标记公差符号,由基本偏差的字符和一个公差等级(例如h7, h6, g5, etc.)的数字标记构成。
本章节包含所有符合基本尺寸[1.1]的轴的公差带的图解以及从弹出列表框中选择的公差等级。
尽管基本偏差的常规设置(a ... zc)以及公差等级(IT1 ... IT18) 可以被用于根据相互组合规定轴公差带,实际中仅有很窄的公差带区域被使用。
一般使用的公差带可以在下表中找到。
表格中未包含的公差带被视为特殊公差带,仅推荐用于技术上,基础牢固的情况。
常用的轴公差带(基本尺寸小于3150mm)备注:细字体的公差带仅适合基本尺寸最大为500mm提示:对于轴公差,公差带h6, h7, h9 和h11为优先选项。
1.5 配合选择本节用于选择推荐的配合。
如果你想使用其他配合,直接在节[1.9, 1.10]中定义轴与孔的公差带。
当涉及配合本身时,推荐参照以下几个准则:•在基孔制基轴制系统中设计配合•使用孔公差大于或等于轴公差•孔与轴的公差不能差两个等级提示:如果你想根据定义的特性找到适合标准配合(固定的间隙或配合干涉是需要的),使用节[4]中的自动配合设计功能。
1.6 配合系统。
尽管通常会有无任何公差带的组合零件,由于结构,技术和成本的原因仅有两种孔与轴的组合方式可推荐。
A.基孔制配合的目标间隙和干涉通过孔公差带"H"与各种轴公差带的组合而实现。
在公差和配合的系统中,孔的下偏差始终为0。
B.基轴制配合的目标间隙和干涉通过轴公差带"h"与各种孔公差带的组合而实现。
在公差和配合的系统中,孔的上偏差始终为0。
含义:d=D ... 基本尺寸//// ... 孔尺寸带\\\\ ... 轴尺寸带定义产品类别或生产系统的选项总是受以下因数影响:•产品的结构设计和组装方式。
•加工零件的生产流程和成本。
•半成品类别和材料的使用量。
•采购成本,量测和生产工具的维护与储备。
•车间的机器财产。
•标准零件的使用选择。
提示:尽管在功能方面两个系统是等同的,基孔制优先选用。
1.7 配合类别。
取决于组合零件公差带的相互位置,划分三类配合:A.间隙配合允许在轴与空的配合之间存在间隙的配合。
孔的下限尺寸大于或等于轴的上限尺寸。
B.过渡配合配合中可能存在间隙或干涉(取决于轴孔的实际尺寸)。
轴与孔的公差带部分或全部干涉。
C.过盈配合.配合中总是存在一些干涉。
孔的上限尺寸小于或至少等于轴的下限尺寸。
1.8 推荐配合。
在弹出框中选择适合的配合。
这里给出的推荐配合列表仅为信息,不能作为固定列表。
实际使用配合的列举可能依据产品的类别和区域,当地标准和地区使用,以及车间实际而有所区别。
一些选择的配合的特性和区域在下面描述。
当选择一个配合时,不仅仅考虑结构和技术,也要考虑经济因数。
对于那些量测器具,量规和工具选择适合的配合尤为重要。
因此,选择一个配合时依照车间实际。
选择配合使用的范围(优选配合为粗体)间隙配合:H11/a11, H11/c11, H11/c9, H11/d11, A11/h11, C11/h11, D11/h11较大间隙配合的零件有公差值较大。
使用于:轴,销,承载腐蚀效果,灰尘污染以及热学或机构变形的零件配合,H9/C9, H9/d10, H9/d9, H8/d9, H8/d8, D10/h9, D9/h9, D9/h8出于导向轴的精度,无任何特殊需求,较大间隙的活动配合。
使用于:产品轴的多重配合和活塞零件,零件很少转动或仅摆动。
H9/e9, H8/e8, H7/e7, E9/h9, E8/h8, E8/h7对于配合精度无任何要求,较大间隙的活动配合。
用于:长轴配合,例如,农业机械,泵轴承,扇和活塞机器。
H9/f8, H8/f8, H8/f7, H7/f7, F8/h7, F8/h6配合精度的常规需求的小间隙的活动配合。
使用:机器工具的主要配合。
轴,调整仪轴承,机器零件轴,滑动杆的常规配合。
H8/g7, H7/g6, G7/h6轴的精确导向,很小间隙的活动配合。
组装后无任何可见间隙。
使用:机器工具零件,滑动齿轮和离合片,曲轴颈,水压机活塞,齿轮中棒滑动,磨床机器轴。
H11/h11, H11/h9大公差零件的滑动配合。
零件可以容易的滑进另一个然后旋转。
使用:易于拆卸零件,分隔圈,使用销,螺钉,铆钉或焊接方式固定机器零件到轴上。
H8/h9, H8/h8, H8/h7, H7/h6非常小间隙的精确导向和零件同心的滑动配合。
无需使用任何大力滑动进而组装,零件润滑后可以手动旋转和滑动。
过渡配合:H8/j7, H7/js6, H7/j6, J7/h6小间隙或可忽略的干涉紧配合。
零件可以手动地组转或拆卸。
使用:尺寸毂的易于拆卸配合,滑轮和轴衬,定位环,频繁移除的轴承轴衬。
H8/k7, H7/k6, K8/h7, K7/h6小间隙或小干涉的类似配合。
零件可以通过使用橡胶锤无需大力的拆装。
使用:轴承和滑轮的毂的可拆卸配合,手轮,离合器,闸盘。
H8/p7, H8/m7, H8/n7, H7/m6, H7/n6, M8/h6, N8/h7, N7/h6可忽略的或轻微干涉的固定配合。
使用力量很小的压力安装的配合。
使用:固定芯棒,从动轴衬,使用于轴,齿轮缘,螺栓的电马达的转子。
过盈配合:H8/r7, H7/p6, H7/r6, P7/h6, R7/h6干涉的压制配合。
零件组转可以通过冷压。
使用:离合片的毂,轴承轴衬。
H8/s7, H8/t7, H7/s6, H7/t6, S7/h6, T7/h6中度干涉压制配合。