无铅焊接工艺
无铅手工焊接工艺分析
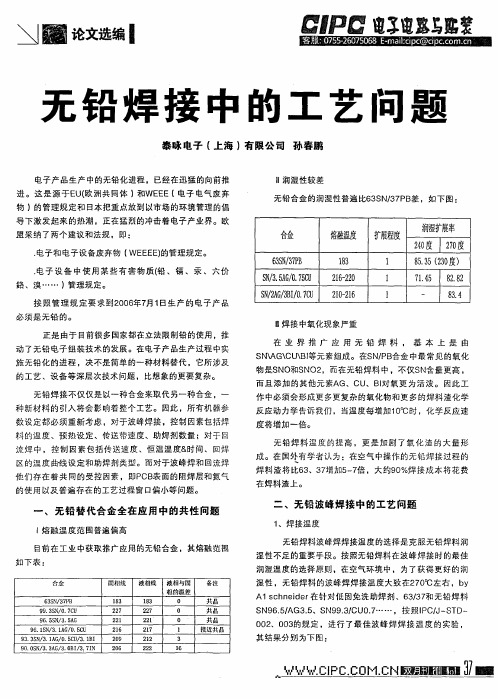
第一步准备施焊 中, 所要焊 接的焊 盘仍处于室温 , 仅 是烙
焊 盘温度状 态如图 4所示 。 度 要 比焊 料 的 熔 点 高 出 4 O ℃, 焊 接 时保 持 这 个 温 度 3 - 5秒 , 其 铁头达到预设 的温度 ,
( 3 ) 电烙铁加热设定温度。无铅焊料的焊接 , 烙铁 的设定 温度应采用低端温度 。 温度 的设定要根据被焊元件 的耐热性、 焊接部位吸收热量成度等因素进行设定 。
2 0 0
O 1 2 3 4 5 6
—
胁 c
。 。
C 3 0
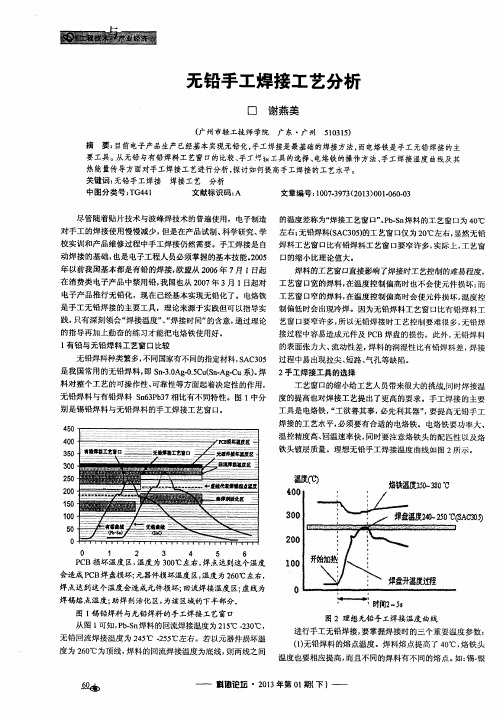
P C B损 坏温度 区, 温度 为 3 0 0 " ( 2 左右 , 焊点达到这个温度
1 0 0
会造成 P C B焊盘损坏; 元器件损坏温度 区, 温度为 2 6 0 " 1 2 左右 , 焊点 达到这个温度会造成元件损坏; 回流焊接温度 区: 虚 线为
料对整个工 艺的可操作性、 可靠性等方面起 着决定性 的作用, 工艺窗口的缩 小给工艺人员带来很大的挑战, 同时焊接温 无铅焊料与有铅焊料 S n 6 3 P b 3 7相比有 不同特性 。图 1中分 度的提 高也对焊接工艺提 出了更高的要求 。手工焊接 的主要 别是锡铅焊料与无铅焊料的手工焊 接工 艺窗 口。 工具是电烙铁 , “ 工欲 善其事 , 必先利其器” , 要提 高无铅手工
焊锡熔 点温度 ; 助焊剂活化 区, 为该 区域的下半部分。
0
一
— : 时 间 2 j s
图 2理 接 工艺窗 口
从图 l 可知 , P b . s n 焊料的回流焊接温度为 2 l 5 ℃. 2 3 0 ℃, 无 铅回流焊 接温度为 2 4 5 " C- 2 5 5  ̄ C 左右 。若 以元器件损坏温
回流焊接工艺及无铅技术要求

回流焊接工艺及无铅技术要求回流焊接是一种常见的电子组装工艺,旨在通过在电路板上加热的同一区域内同时完成焊接和热残留的去除。
回流焊接工艺的目的是确保焊接质量,并尽量减少热应力对电子器件造成的损害。
无铅焊接是一种环保型的回流焊接工艺,旨在取代含铅焊料并减少对环境的污染。
下面将详细介绍回流焊接工艺和无铅技术要求。
回流焊接工艺通常包括以下几个步骤:预热、焊接、冷却和清洗。
首先是预热阶段,通过加热电路板上的焊盘和元件至预定温度,以准备焊接。
焊接阶段是回流焊接的关键步骤,焊盘和元件表面的焊膏会熔化并形成焊点。
在此过程中,需要控制好温度和焊接时间,以确保焊接的质量。
冷却阶段是将焊点迅速冷却至室温,以固化焊膏。
最后是清洗阶段,通过去除焊接过程中产生的流动剂和焊膏残留物,以使电路板达到可靠的电气和机械性能。
无铅焊接是对传统含铅焊接的替代方案,以减少对环境的污染和人体健康的影响。
无铅焊料通常使用锡和其他合金元素的组合,以替代传统含铅焊料。
由于无铅焊料的熔点较低和流动性相对较差,需要对回流焊接工艺进行调整。
以下是无铅焊接技术的一些要求:1.温度控制:无铅焊接的温度一般较高,通常在240-260摄氏度之间。
需要确保焊接区域的温度能够达到要求,并且在焊接过程中保持稳定。
2.施加力度:由于无铅焊料的流动性较差,需要增加施加于元件的重量,以确保焊盘和元件之间能够良好接触。
3.回流焊炉的设计:无铅焊接需要的温度较高,而焊炉的设计应考虑到这一点,以确保工艺的可行性。
4.元件的选择:无铅焊接对元件有一定的要求,不同的元件可能需要适用于无铅焊接的制造工艺。
5.环境和健康安全:无铅焊接强调环保和健康安全,需要遵守相关的法规和标准,并对焊接工艺进行有效的控制和监测。
总之,回流焊接是一种常见的电子组装工艺,无铅焊接是其环保型的变体。
为了确保焊接质量和减少环境污染,需要对回流焊接工艺进行调整,并且遵守无铅焊接技术的要求。
这些要求包括温度控制、施加力度、焊炉设计、元件选择以及环境和健康安全等方面。
PCB电路板有铅与无铅工艺的区别

PCB电路板有铅与无铅工艺的区别1.材料选择:有铅工艺中,焊接使用的主要材料是含有铅的焊料。
而无铅工艺中,焊接使用的主要材料是不含有铅的焊料。
无铅焊料常用的成分包括锡、银、铜等。
2.熔点差异:有铅焊料的熔点较低,一般在183°C左右。
而无铅焊料的熔点较高,一般在217°C左右。
因此,在无铅工艺中,焊接的温度需要更高。
3.环境友好性:无铅工艺主要是为了减少对环境的污染,铅是一种对环境和人体有害的金属,所以近年来各国纷纷提倡无铅工艺的应用。
相比之下,有铅工艺会产生有害废料和废气,对环境造成更大的危害。
4.焊接质量:无铅工艺相对于有铅工艺来说,焊接质量更好。
因为无铅焊料形成的焊点通常比较薄而均匀,能够实现更高的焊接密度。
而有铅焊料容易形成焊锡球、焊墨、焊渣等焊接缺陷。
5.焊接工艺调整:由于无铅工艺的熔点较高,需要重新调整焊接工艺。
在无铅工艺中,需要将焊接温度和焊接时间加大,以保证焊接点的质量。
6.实施成本:无铅工艺相对于有铅工艺来说,实施成本更高。
首先,无铅焊料的成本较高。
其次,因为无铅焊料的熔点较高,需要使用更高效的焊接设备,增加了设备投资成本。
总体而言,无铅工艺相比有铅工艺具有更多的优势,尤其是在环境友好性和焊接质量方面。
目前,越来越多的电子产品制造商选择无铅工艺作为电路板制造的首选。
然而,无铅工艺也带来了一些新的挑战,如在焊接温度调整和设备升级方面的问题。
因此,在实际应用中,制造商需要综合考虑产品特性、成本和生产效率等因素,选择适合的工艺。
无铅焊接中的工艺问题
从 图 中可 以得 知 。对于 无铅 合金 来说 润湿 时间是 随温 度 的增 加而 减 少 的 ,直 接 达  ̄2 1 时 ,润 湿 时间 趋于 平 J7 ℃ 稳 或 者 随 着温 度 的继 续升 高而 增 加。 与润湿 时 间相 类似 。 润湿 力 随 着 温 度 的上 升 而 增加 .当温 度增 2 T2 1 时 。 3 E7 o 1J C U
的 工艺 、设备 等 深 层次 技术 问题 .比想象 的更 要复 杂 。
在 业 界 推 广 应 用 无 铅 焊 料 。 基 本 上 是 由
S k G CUB等 元素 组成 。在S /B 金 中最 常 见 的氧 化 NA \ \ I NP 合 物 是S O N ,而 在无 铅焊 料 中 .不 仅S 含 量更 高 . N 和S O2 N
蕊 论选 文 编墨
逡蓬 与 蓑 罩问 题
泰 咏 电子 ( 海 ) 限公 司 孙 春鹏 上 有
电子 产 品 生产 中的无 铅化 进程 ,已经 在 迅猛 的向前推 进 。 这 是 源 于 E 欧 洲共 同体 )和WE E(电 子 电 气 废弃 U( E 物 )的管 理规 定 和 日本 把重 点放 到 以市场 的 环境 管理 的倡 l润湿 性较 差 I 无 铅合 金 的润湿 性普 遍 t6 SN 3 PB ,如 下 图 : ; 3 /7 差 _ P ,
价 格贵 些 ,但 由于 可焊 性 的提 高 、返修 量 得减 少 、助焊 剂 2 、回流 焊温 度的 选择 无铅 回流焊 接 的过程 温度 控 制特 性 ,不仅 取 决 于 无铅
用 量 的节 约等 带 来 了成 本 的降 低 。补 偿 了助焊 剂成 本 的增
加。
焊 料 的 粉 末 的 化 学组 成 。而 且 还 应 密切 关 注 助 焊 剂 的类
无铅焊接工艺
1、IPC(美国电子电路和电子互连行业协会):≤0.1wt% (1000ppm)
2、NEMI(国家电子制造创始组织)
: < 0.1wt%
3、Europe EUELVD (欧盟废弃车辆回收指令):<0.1wt% Pb
4、U.S. JEDEC(电子元件工业联合会 ) :<0.2wt% Pb
铋容易与Sn/Pb形成低熔相 (形成的Bi-Pb相较脆且易于破裂) 铋会导致健康问题(如:使染色体畸变) 铋需要特殊的回收利用工艺 铋是铅矿的副产品 铋是脆性金属,在镀层中容易造成龟裂 润湿性不佳 材料、维护、人力等费用较高 有锡须生长之虞
(四)锡铜(Sn99.3% Cu0.7%)
ROHS (Restrictions of Hazardous Substances
关于在电子电器设备中禁止使用某些有害物质指令 )
WEEE(Waste Electrical and Electronic Equipment directive
关于报废电子电器设备指令 ) 执行期限:2006年7月1日
目前,锡-银-铜是一种用于 SMT 装配应用 的常用合金。这些合金的回流温度范围为 217-221℃ ,峰值温度为235-255℃时即可对 大多数无铅表面达到良好的可焊性
用于波峰焊的无铅焊料多为锡-银-铜或锡-铜
五、无铅波峰焊
建议的无铅焊料 – SnAgCu或SnCu
T (℃)300
250 200 150 100 50
二、无铅简介
(一)定义:迄今为止国际上尚无通用定义
1、无铅的定义是指端头无铅,其铅含量不超过 100ppm(Sony SS-00259)
2、电子电气产品在原料和制造过程中未有意加入 铅元素可认为是无铅
无铅焊接工艺

无铅合金的手工焊接手工焊接可以使用哪些无铅焊料合金和助焊剂?目前常用的无铅焊线有锡-银-铜(熔点 217-221C),锡-银(熔点 221C) 以及锡-铜(熔点 227 C)。
三种合金全都具有免清洗、可水洗或松香配系,并能拉制成极为纤细的线径。
这些合金已用于无铅产品的手工装配,并与无铅合金相容。
无铅焊料合金需要使用温度较高的烙铁头吗?使用无铅焊线进行手工焊接并不一定需要较高的焊接温度,烙铁头温度处于 700-800 华式度之间即可进行正常焊接。
焊接人员会注意到熔湿速度比传统的 Sn63 焊料慢,此外还可能需要略长的接触时间才可以达到良好的焊接效果。
焊点终饰外观将会不同,终饰外观略为暗淡是上述无铅焊料的典型特点。
使用具有较高锡含量无铅焊料容易造成烙铁头腐蚀,因而可能需要较为频繁地更换烙铁头。
无铅 BGA 再加工时需要考虑的主要问题是什么?BGA 元件在除焊及焊接工艺流程中可经受较高的温度,锡-铅-铜的熔点为 217-221 摄式度。
局部过热可导致线路板损坏,在元器件放置时还会对 BGA 的可靠性造成损害。
应避免过度加热。
用于无铅焊接的性能优异的 BGA 再加工设备已经出现,通过在元件下方导引流量受控的空气或氮气,辅以良好的底侧,可以防止这种现象的出现。
无铅焊点再加工可以使用哪些助焊剂?无铅焊接与 Sn63 焊接并无不同。
助焊剂有免清洗、可水洗以及松香类型,可适应各种焊接和再加工工艺。
可水洗型助焊剂由于其较高的活化剂浓度而能实现更为有效的焊接,免清洗型焊剂传统上由较弱的有机酸制成,其焊接过程较慢,如果曝露于过度加热环境中则较易失活。
使用无铅焊料焊接时会产生较多的烟雾吗?用于无铅焊接并具有良好热稳定焊剂配系的新型焊剂已经出现。
这些焊剂在无铅工艺中可能采用的略高温度下并不分解。
手工焊接需要使用氮气吗?如果使用了用于无铅焊接的焊剂,则采用氮气辅助进行再加工并无必要。
优秀的焊料制造商都可以确保焊剂化学性质在较高的焊接温度下仍能保持活性。
无铅工艺技术
无铅工艺技术
无铅工艺技术,又称为无铅制程技术,是一种利用无铅焊料进行连接的电子制造工艺。
无铅工艺技术的应用已经成为电子制造业的趋势,因为它具有环保、可靠性高和成本低等优点。
首先,无铅工艺技术相对于传统的有铅工艺技术更环保。
有铅焊料中的铅含量较高,使用有铅焊料进行生产会导致污染环境。
而无铅焊料中不含铅或者只含微量铅,因此使用无铅焊料可以减少对环境的污染,并符合全球环保要求。
其次,无铅工艺技术可以提供更高的可靠性。
铅在高温环境下容易发生氧化,导致焊点与焊盘之间的连接失效。
而无铅焊料不易发生氧化,因此可以在高温环境下保持良好的连接效果,提高产品的可靠性。
再次,无铅工艺技术相对于有铅工艺技术来说成本更低。
虽然无铅焊料的成本相对较高,但是无铅工艺技术可以实现自动化生产,提高生产效率,减少人工成本。
另外,由于无铅焊料的可靠性高,可以减少产品的修理和退货率,降低了售后服务的成本。
在无铅工艺技术的应用过程中,需要注意以下几个问题。
首先,无铅焊料的熔点较高,在焊接过程中需要控制好温度,以免损坏其他关键部件。
其次,无铅焊料的流动性较差,焊接过程中需要做好焊接头的设计,以确保焊料能够充分润湿焊盘和焊脚。
最后,无铅工艺技术需要与其他工艺技术相结合,如表面贴装技术和可靠性测试技术等,以确保产品的质量。
总的来说,无铅工艺技术是电子制造业的发展趋势,其环保、可靠性高和成本低等优点使其越来越受到关注和采用。
在应用无铅工艺技术的过程中,需要注意相关问题,以确保产品质量。
未来,随着技术的不断发展,无铅工艺技术将更加完善和成熟,为电子制造业带来更多的便利和机遇。
无铅焊接工艺技术
无铅焊接工艺技术坯睾欷夭Z嗪思悦毕业设计报告(论文)报告(论文)题目:无铅焊接工艺技术作者所在系部:电子工程系作者所在专业:电子工艺与管理作者所在班级:1025204作者姓名:董朋飞作者学号:20103025204指导教师姓名:梁万雷完成时间:2013 年5月28日北华航天工业学院教务处制北华航天工业学院电子工程系毕业设计(论文)任务书指导教师: 教研室主任:系主任:指导教师情况指导教师评定成绩:指导教师签字:_______________________ 年—月—日答辩委员会评语最终评定成绩:答辩委员会主任签字:单位(公章)________ 年—月—日此论文写了无铅焊接工艺技术的产生定义和内容,以及特点;写了无铅焊料,以及无铅焊料的种类,包括Sn-Ag系、Sn-Zn系、Sn-Bi系、Sn-Cu系等等;写了无铅焊接工艺技术的工艺流程,即其工艺的五个步骤,并写了在此基础上产生的新的工艺与设备的应用;写了无铅焊接的常见缺陷“黑盘”现象、表面裂纹(龟裂)、焊点剥离、晶须、离子迁移、元素污染等等,重点研究了“黑盘”现象、表面裂纹(龟裂)、焊点剥离的产生现象,产生机理以及解决措施。
关键词无铅焊接工艺技术工艺流程设备无铅焊料无铅焊接常见缺陷目录第1章绪论 (4)1.1无铅焊接工艺技术的产生 (4)1.2无铅焊接工艺技术的定义 (5)第2章无铅焊料 (6)2.1无铅焊料的提岀与发展阶段 (6)2.2无铅焊料的要求 (7)2.3无铅焊料的种类 (7)2.3.1Sn-Ag 系列 (7)232 Sn-Zn 系列 (8)2.3.3Sn-Bi 系列 (8)2.3.4Sn-Cu 系列 (9)2.4无铅焊料的国内外现状 (9)2.5无铅焊料的问题 (10)第3章无铅焊接工艺流程 (11)3.1工艺流程简介 (11)3.1.1无铅焊接的现状 (11)3.1.2无铅焊接的特点和对策 (12)3.1.3无铅工艺对助焊剂的挑战 (12)3.1.4氮气在焊接中的工艺应用 (14)3.2无铅焊接工艺的五个步骤 (14)第4章无铅焊接工艺技术与设备 (16)4.1无铅焊接工艺技术的特点 (16)4.2新的无铅焊接工艺及设备 (16)4.2.1元器件及PCB板的无铅化 (16)4.2.2焊接设备的无铅化 (16)第5章无铅焊接常见缺陷以及解决措施 (21)5.1缺陷的种类 (21)5.2 “黑盘”现象 (21)5.2.1产生此现象的表现 (21)5.2.2产生机理 (22)5.2.3解决措施 (23)5.3表面裂纹(龟裂) (23)5.3.1产生此现象的表现 (23)5.3.2产生机理 (25)5.3.3解决措施 (26)5.4剥离 (26)5.4.1产生此现象的表现 (26)5.4.2产生机理 (27)543 解决措施 (28)第6章结论 (29)致谢 (30)参考文献 (31)附录 (32)无铅焊接工艺技术第1章绪论1.1无铅焊接工艺技术的产生现在的板卡设备上的芯片,都是通过芯片的封装下面的小焊点和PCB板连接的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Process development/工艺开发(2)
Lead-free reflow : reference process 无铅回流:参考工艺
Process development/工艺开发(3)
Lead-free reflow : reference process
无铅回流:参考工艺
Process development/工艺开发(4) Lead-free reflow : reference process
➢A smaller process window /较窄的工艺范围 ➢Maintain good temperature control/要保持好的温度控制 ➢Improve flux formulation/改进助焊剂的配方 ➢Use convection rather than infrared(IR) ovens使用对流炉来替代红外炉 ➢Choose reflow machine with small △T(to ensure better heat stability)选择有较小温度差异的机
许多无铅合金溶解铜的速度比锡铅快. 对于Sn63/Pb37 ,Cu6Sn5将浮在锡炉里并且很容易去掉,而无 铅合金比轻Cu6Sn5,这个金属互化物将下沉并分散在无铅合金中,>1.55%的铜,这个合金将变得流动性 低,1.9-2.0%的铜将损害锡泵和挡板 ➢Fillet lifting with lead components/有脚元件将出现焊点开裂 ➢Consider using inert gas atmosphere/考虑使用惰性气体 ➢Corrosion when using standard stainless solder pots/腐蚀标准的不锈钢锡炉 ➢Solder oxides (apply anti-oxidant on solder)/锡渣(应用防氧化油)
Process development/工艺开发(7)
Wave soldering: reference process 波峰焊接:参考工艺
Process development/工艺开发(8)
Wave soldering: reference process 波峰焊接:参考工艺
Process development/工艺开发(9)
无铅回流:参考工艺
The Max. resistant temperature requirement Source: IPC/JEDEC J-STD-020C
Process development/工艺开发(5)
Lead-free reflow : reference process 无铅回流:参考工艺
Process development/工艺开发(6)
Wave soldering process summarization 波峰焊接工艺总结
➢Higher soldering temperature/较高的焊接温度 ➢Increasing copper levels/铜的含量将增加
Some lead-free alloys dissolve copper at a faster rate than tin-lead.Cu6Sn5 will float in a Sn63/Pb37 wave pot and can be removed easily, Lead-free alloy is lighter than Cu6Sn5,The intermetallics will sink and dispersed through the lead-free alloy in the wave pot,>1.55% copper, the alloy will become sluggish, 1.9-2.0% precipitation in the pot occur and can damage the wave pump and baffles
For SnAgCu alloy, no significant increase of dross formation was found, more dross is expected for the SnCu alloy
对于SnAgCu合金,锡渣没有大的增加, SnCu合金,锡渣会增多 ➢Monthly solder batch chemical analysis/每月锡炉成分化学分析
Process development/工艺开发(1)
Lead-free reflow process summariow temperatures expected to reach 260ºC/峰值温度会达到 260ºC For the common solder paste Sn/Ag/Cu, the minimum peak temperature 235°C is recommended, to prevent exposing those components to the higher temperature, the airtemperature inside the oven should not be higher than 260°C. 对于常用的锡膏Sn/Ag/Cu,最低的峰值是235°C,为避免元件承受较高的温度,在炉里的空气 的温度不应超过260°C
器并确保温度的稳定性 Reduce the Delta on a board, including: slowing the conveyor speed down; having the short side of the board parallel to the conveyor belt; 减小板上的温度差异,包括:降低链速,让板的短边和链条平行
Equipment upgrade or replacement for wave soldering(1) 波峰焊设备升级或更换