基于PID积分分离算法的多线切割机恒张力控制研究
积分分离PID控制算法研究

积分分离PID控制算法研究
郑光华;丁轲轲
【期刊名称】《计算机仿真》
【年(卷),期】1990(000)003
【摘要】一、前言近年来,随着计算机技术的发展,在工业生产过程自动调节中数字技术的应用日益增多,已成为发展方向。
微机控制装置有较高的性能价格比和较强的逻辑判断功能,能实现常规模拟控制装置难以做到的一些控制功能,如在PID调节系统中采用积分分离控制算法,以提高调节品质,因此在工业控制中获得了广泛的应用。
【总页数】4页(P35-38)
【作者】郑光华;丁轲轲
【作者单位】不详;不详
【正文语种】中文
【中图分类】TP272
【相关文献】
1.积分分离的单神经元PID控制算法及其研究 [J], 曹敏;徐凌桦;李捍东
2.无速度平衡自行车的积分分离PID控制算法仿真 [J], 王志龙;党新安
3.基于新型积分分离PID控制算法的无刷直流电机控制系统 [J], 马晓阳;米珂;杜巍;杨沛豪
4.基于积分分离式PID控制算法的机械自动控制系统设计 [J], 熊中刚;刘忠;霍佳波;王寒迎;李小龙;姜守帅
5.间歇式改进型积分分离PID控制算法在定量包装称重系统中的应用技术研究 [J], 刘辉;黄灿;宋鹏云
因版权原因,仅展示原文概要,查看原文内容请购买。
模糊-PID在高速切纸机张力控制中的应用的开题报告

模糊-PID在高速切纸机张力控制中的应用的开题报告题目:模糊-PID在高速切纸机张力控制中的应用一、研究背景及意义高速切纸机作为纸加工行业中的重要设备之一,其主要功能是将原纸进行裁切和纵向切割,使之成为符合需求的标准尺寸纸张。
在切割过程中,纸张的张力控制是一个非常重要的环节。
张力控制的好坏直接影响到切纸机的切割精度和纸张产品质量。
在高速切纸机的控制系统中,PID控制器常常被使用来进行机器张力的控制。
然而,在实际应用中,传统的PID控制器在一些情况下会出现较大的误差和震荡,其控制效果有限。
为了克服这些问题,模糊控制技术被引入到了张力控制中。
本文旨在通过研究模糊-PID在高速切纸机张力控制中的应用,探究模糊控制技术在张力控制中的优势,为高速切纸机的张力控制提供参考。
二、研究内容和方法本研究将利用模糊控制技术,将其与PID控制器相结合,实现高速切纸机张力控制。
具体研究内容包括以下几点:1、建立高速切纸机的张力控制模型,在该模型基础上,研究PID控制器设计方法并进行模拟;2、在传统的PID控制器基础上引入模糊控制技术,针对高速切纸机的特殊需求,设计模糊控制器;3、通过实验和仿真的方法,比较模糊-PID控制器和传统PID控制器在高速切纸机张力控制中的性能优劣;4、结合实验和仿真结果,探究模糊-PID在高速切纸机张力控制中的优化策略。
研究方法主要采用文献调研、理论分析、仿真模拟和实验等方法。
三、预期成果本研究旨在通过模糊-PID控制器应用在高速切纸机张力控制中的研究,得出如下成果:1、高速切纸机张力控制模型的建立和控制策略的设计方法;2、对比模糊-PID控制器与传统PID控制器的控制效果,分析模糊控制技术在高速切纸机张力控制中的优势和不足,提出优化策略;3、论文撰写和发表论文。
四、拟定时间计划研究阶段预期完成时间选题和文献调研: 1周高速切纸机张力控制模型的建立:2周传统PID控制器的设计和模拟:2周模糊-PID控制器的设计和模拟:2周实验和仿真:2周论文撰写和论文答辩:4周总计:15周。
多线切割机张力控制系统的分析与校正

多线切割机张力控制系统的分析与校正吴旭;姜家宏;田洪涛;张为强【摘要】针对原多线切割机设计中控制系统稳定性差的问题,建立了张力控制系统的模型,分析了钢丝拉伸变形对于控制系统稳定性的影响,提出了新的用于产生钢丝张力的伺服电机的转矩控制方案,并通过理论分析和实际使用证明,改进后的控制方法有效提高了张力控制系统的稳定性,满足了设备的使用要求.【期刊名称】《电子工业专用设备》【年(卷),期】2016(045)011【总页数】6页(P11-16)【关键词】多线切割机;张力控制;稳定性;极点【作者】吴旭;姜家宏;田洪涛;张为强【作者单位】中国电子科技集团公司第四十五研究所,北京100176;中国电子科技集团公司第四十五研究所,北京100176;中国电子科技集团公司第四十五研究所,北京100176;中国电子科技集团公司第四十五研究所,北京100176【正文语种】中文【中图分类】TN305多线切割机是一种用于半导体材料及脆硬材料切割的设备,和传统的切片机相比,多线切割机具有生产效率高、材料损耗少的优点,同时,所加工的硅片具有弯曲度小、翘曲度小、表面损伤层浅及表面粗糙度值小等优点,是目前半导体材料加工的关键设备。
但同时,多线切割机也是一种复杂的设备,对控制系统的稳定性、可靠性及实时性都有很高的要求,而张力控制系统更是多线切割机控制系统的核心技术,是设备的稳定工作和保证材料加工质量的关键。
张力控制机构广泛应用于材料加工、纺织、造纸及印刷等行业中,张力控制系统具有时变性、非线性及强扰动等特点[1,2],是工业自动化系统中常见的典型控制系统,也是多线切割机设计中的难点。
在多线切割机材料加工过程中若张力控制系统出现故障,造成张力波动过大甚至钢丝断线,会给用户造成较大的经济损失。
因此,张力控制技术也是确保多线切割机能够稳定工作的一项关键技术。
多线切割机的总体结构如图1所示,主要包含了工作台及送料机构、轴辊、收/放线轮、浮辊式张力缓冲机构及相关机构的驱动电机。
慢走丝线切割机恒速恒张力的智能控制系统设计与研究
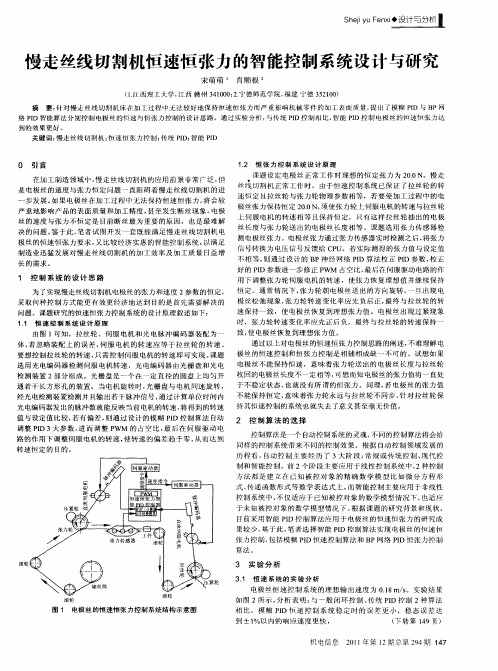
体 , 忽 略装 配 上 的误 差 , 服 电机 的转 速 应 等 于拉 丝 轮 的转 速 。 若 伺
要 想控 制拉 丝轮 的转 速 , 需控 制伺 服 电机 的转 速 即可 实现 只 课题 极丝 的恒 速 控制 和恒 张 力控 制 是相 辅相 成缺 一 不 可 的 。试 想如 果 选用 光 电编 码器 检 测伺 服 电机 转速 ,光 电编 码 器 由光栅 盘 和 光 电 电极 丝 不能 保持 恒速 ,意味 着 张力轮 送 出 的 电极 丝长 度与 拉 丝轮 可想 而知 电极 丝的张 力 值将一 直处 检 测装 置 2部分 组成 。光 栅盘 是 一个 在 一定 直 径 的圆 盘上 均 匀开 收回 的电极 丝长度 不 一定相 等 , 也 若 通若 干长 方形 孔 的装 置 。当 电机 旋转 时 , 光栅 盘 与 电机 同速 旋 转 , 于不 稳定 状 态 , 就 没有 所 谓 的恒张 力 。 同理 , 电极 丝 的张力 值 经光 电检测装 置检 测并 且输 出若 干脉冲 信 号 , 过计 算单 位时 间 内 通 不 能保持 恒 定 , 意味 着张 力轮 永 远与 拉 丝轮 不 同步 , 针对 拉 丝轮 保 光 电编 码器 发 出的脉冲数 就能 反 映当前 电机 的转 速 , 将得 到的 转速 持其恒 速控 制 的系统 也 就失 去 了意义甚 至毫 无价 值 。 值与 设 定值 比较 , 若有 偏 差 , 则通 过设 计 的模 糊 PD 控制 算 法 自动 2 控 制 算 法 的 选 择 I 调整 PD 3大参 数 , 而 调 整 P I 进 WM 的 占 空 比 , 后 在 伺 服驱 动 电 最 控 制算法 是一 个 自 控制 系统 的灵 魂 , 同的控制 算法 将会 给 动 不 路 的作 用 下调 整伺 服 电机 的转 速 , 使转 速 的偏 差 趋于 零 , 从而 达 到 同样 的控 制 系统 带来 不 同的 控制 效果 。根 据 自动 控 制领 域 发展 的 转 速恒 定 的 目的 。 历 程看 , 自动控 制 主 要 经历 了 3大阶 段 : 常规 或 传统 控 制 、 代 控 现 制 和智 能控 制 。前 2个 阶段 主 要应 用 于线 性控 制系 统 中 , 种 控 制 2 方 法 都 是 建立 在 已知 被 控 对 象 的 精 确 数 学 模 型 比如 微 分 方 程 形 式、 传递 函数 形 式等 数 学表 达 式上 。 智 能控 制 主要 应用 于非 线性 而 控制 系 统 中 , 仅适 应 于 已知被 控 对象 的 数学模 型 情 况下 , 适应 不 也 于未 知 被控 对象 的数学 模 型情 况 下 。 根据 课题 的研 究背 景和现 状 , 目前 采 用智 能 PD 控制 算 法应 用 于 电极丝 的恒 速恒 张 力 的研 究成 I 果较 少 , 基于 此 , 笔者 选 择智 能 P D控 制算 法 实现 电极 丝 的恒速 恒 I 张力 控制 , 包括 模糊 PD恒 速控 制算 法和 B I P网络 PD 恒张 力控 制 I 锋法 。
基于智能PID算法的WEDM电极丝恒张力控制

基于智能PID算法的WEDM电极丝恒张力控制陈良;时伟【期刊名称】《机床与液压》【年(卷),期】2017(45)14【摘要】目前市场上慢走丝电火花线切割(WEDM)的电极丝运行机构基本为单向走丝系统,存在张力波动较大且难以被精确控制从而导致机床加工性能降低的问题.针对上述问题,分析电火花线切割加工过程中电极丝张力变化的主要因素;基于模拟退火与PID控制混合算法设计智能PID控制器;基于智能PID控制,采用压力式传感器测量电极丝张力为反馈信号,分别建立磁粉制动器和双电机转速差为执行元件控制电极丝的张力控制系统;并采用示波器采集压力式传感器的信号,比较两个不同控制系统的控制效果.结果表明:两个电极丝张力控制系统能够将电极丝的波动控制住1 N以内,双电机转速差控制系统各项指标略优于磁粉制动器控制系统.%The wire transport system is mainly a unidirectional winding system in low-speed wire electrical discharge machining (LS-WEDM)at present,and the wire tension has a larger fluctuation and cannot be accurately controlled so that the processability of machine tool becomes poor.To counter the problems above, the major changing factors of the wire tension were analyzed in detail;the intelligent PID controller was designed by simulated annealing algorithm and PID control;the wire tension was feedback signal which was measured by pressure sensor, and the wire tension was closed-loop and precisely controlled by magnetic powder brake and the speed difference of double motors;the voltage signal of pressure sensor was collected byoscilloscope, and the control effects of the two systems were compared by voltage signal.The compared result show that: the deviation of wire tension can be control below 1N, and the control effectiveness of double motors is slightly better thanmagnetic powder brake.【总页数】5页(P137-141)【作者】陈良;时伟【作者单位】郑州工程技术学院机电与车辆工程学院,河南郑州 450044;郑州工程技术学院机电与车辆工程学院,河南郑州 450044【正文语种】中文【中图分类】TM359【相关文献】1.基于改进型粒子群PID算法线切割电极丝恒张紧力控制系统 [J], 上官同英;刘继军;陈志2.基于ER阻尼的WEDM电极丝恒张力微机控制 [J], 贾杏3.基于多轴运动控制器的电极丝恒张力控制系统 [J], 姜永成;任福君4.基于模糊PID算法的WEDM-LS恒速走丝控制系统的设计 [J], 宋萌萌;肖顺根5.基于PIC单片机的WEDM-HS电极丝节能加工技术研究 [J], 杨奕;高毅;范念;余晓永因版权原因,仅展示原文概要,查看原文内容请购买。
线切割恒张力控制
线切割恒张力控制线切割恒张力控制是一种在加工过程中保持线材恒定张力的技术。
线切割是一种常见的制造工艺,用于切割金属材料。
在线切割过程中,通过电火花放电切割线材,使其切割出所需形状。
而恒张力控制则是保持线材在整个切割过程中的恒定张力,以确保切割质量和效率。
线切割恒张力控制的重要性不言而喻。
在线切割过程中,线材的张力会对切割结果产生直接影响。
如果张力不稳定,会导致线材抖动或松弛,影响切割精度和质量。
恒定的张力可以减少线材的振动,提高切割精度和表面质量。
实现线切割恒张力控制需要考虑多个因素。
首先,要选择合适的线材。
线材的材质和直径会影响其刚度和张力控制的难易程度。
选择适合的线材可以更好地控制张力。
其次,需要使用恒张力装置。
这种装置可以通过调节张力来保持线材的恒定张力。
常见的恒张力装置有张力滑轮和张力传感器等。
张力滑轮可以通过调节滑轮的压力来改变张力大小。
张力传感器可以实时监测线材的张力,并通过反馈控制系统来调节张力。
最后,在线切割过程中需要使用适当的切割参数。
切割参数的选择要考虑到线材的张力和刚度,以及切割材料的特性。
合理的切割参数可以减少线材的振动,提高切割质量和效率。
线切割恒张力控制技术的应用广泛。
在制造业中,线切割恒张力控制可以用于切割各种金属材料,如钢铁、铝合金和不锈钢等。
它可以应用于汽车制造、航空航天、电子设备和模具制造等领域。
例如,在汽车制造中,线切割恒张力控制可以用于切割汽车车身板材,以制造出精确的车身零部件。
在航空航天领域,线切割恒张力控制可以用于切割飞机结构件,以满足严格的质量要求。
线切割恒张力控制技术的发展也面临一些挑战。
首先,线材的张力控制是一个复杂的过程,需要考虑多个因素的影响。
例如,线材的直径、刚度和切割速度等都会对张力控制产生影响。
因此,需要综合考虑这些因素,制定合适的张力控制策略。
其次,线切割恒张力控制需要高精度的传感器和控制系统。
传感器需要能够实时监测线材的张力,并将数据传输给控制系统。
基于积分分离PID算法的张力控制器的设计
基于积分分离 PD算法的张力控制器的设计 I
T n in e so Co t l rwi It gr l s p r t n I Alo i m n r l t n e a - e a a i P D g r h oe h o t
关 键词 : 力控 制 器 , 分分 离 PD 单 片机 , 真 张 积 I, 仿
Ab ta t s rc
I s diiul t c to t son n r ig t fc t o onr l en i i p i n mac ie y sn te r nay conr lrf h t son onr l y tm o i nt hn b u ig h o di r PI D tol 。 t e en i c to s se e or f pr t a ie s a o ie ,ton c pl a an ng o pl s se .hi p erde gn t son c tol r t i・ i i m chn i n nl arsr g ou e。nd ch gi c m ex y t m T s ap si s a en i on r l wi n n ng n e h
。
辅一 止 辨
’
- ’
▲
.
针 离 I肆 舒 P 浊 D
.
娈 器 顿
, IL 毓 I, Z  ̄
●
j i 、
镟 ●
,
豳 3 张 力控 制 系统 原 理 图
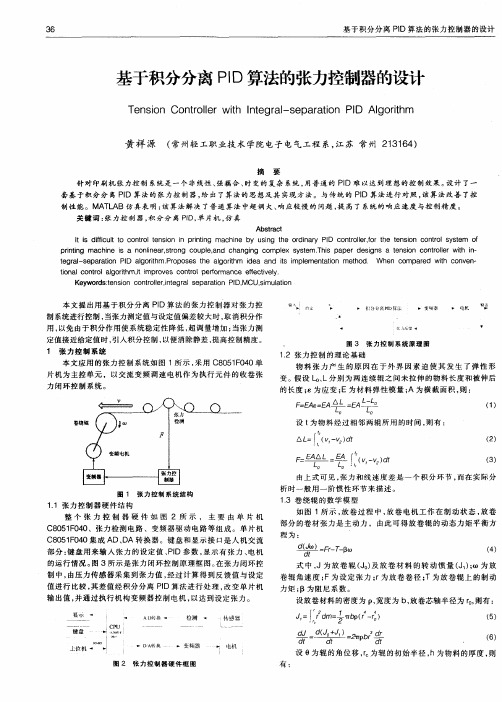
1 张力 控 制 系统 本 文 应 用 的 张力 控 制 系 统 如 图 1 示 , 用 C 0 1 0 0单 所 采 8 5 F4
多线切割机张力扰动因素分析研究

种新 型切 片加 工 设 备 ] 。相 比传 统 的 内 圆 切 片 机 , 多线 切割机 具有 加工精度 高 、 切 片速度 快 、 能满 足大尺 寸 切片加 工等突 出优 点 , 在 半导 体 切 片 加工 设 备行 业
中已逐步 取代 了内 圆切 片机 。 典型 多线切 割加 工示 意 如 图 l 所示 : 待 加 工材 料 自上而下 , 跟 随进 给 机构 至 由数 百 根 切 割线 组 成 的 切 割 网并 与其接触 , 同时在 砂 浆 中 的磨 料 跟 随切 割线 的 运动被带 人加工 区域 对与其 接触 的待加 工材 料展开研 磨加工 。在 多线切 割机 加 工 过程 中 , 切 割 线上 的张 力 控制 尤为重要 , 张力 过大容 易断线 , 造成 整个 加工过 程 停滞 , 张力过 小使切 片加工 精度 降低 , 造 成原 材料 的浪 费。针对各 种不 同的加 工 材 质 , 其 张力 值 通 常设 定 在 1 5 N~4 0 N, 且 张力波动 不能超 过 1 N。
多线切 割机 张力 扰 动 因素分析 研 究来
汪 世 益 , 阮超 波 ,丁 卫
( 安徽_ T - 业 大 学 机 械 工 程 学 院 , 安徽 马 鞍 山 2 4 3 0 0 0 )
摘 要 :对 多线 切 割 机 的 加 工机 理 进 行 了 简介 ,在 建 立 了符 合 要 求 的张 力 控 制 系 统 的前 提 下 ,针 对 会 引 起 张 力 扰 动或 张 力 波 动 过 大 的 因 素进 行 分 析 , 包 括 收 线 辊 半 径扰 动 、切 割 线 走 丝 换 向 以及 导 向 轮 对 张 力 波 动 的 影 响 。并 针 对 这 些 因素 给 出 了相 关解 决方 案 。MA F L A B / S i mu l i n k仿 真 结 果表 明解 决 方 案 具 有 一 定 的 可 行 性 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中图分 类号 :H1 ; G 5 T 6 T 6
文献标 识码 : A
St dy o n t n n i n nt o s d o PI a g rt m f ue n Co s a t Te so Co r lBa e n D l o ih o I e r lSe r to r M u i W i e Sa nt g a - pa a i n Fo tl r w
的恒 张力控 制 。运 行 结果表 明 , 张 力控 制 系统 较 好 地抑 制 了张 力扰 动 , 决 了高 速换 向 引起 的全 该 解 闭环控 制 张力振 荡 问题 , 到 了预 期 的 工 艺控 制要 求 , 实现 多 线切 割 机 高效 、 达 为 高精 作 业提 。
so s ilto a s d b e whoe c o e l o a d a h e e e d sr d r q ie e t n p o e s c n— i n o clai n c u e y t h l l s d-o p, n c i v d t e ie e u rm n s o r c s o h
2 0 2 07 )
摘 要 : 高速 高精 度 晶体 多片切 割 加 工 为研 究 对 象 , 多线切 割 机 的 恒 张 力控 制 问题 进 行 了分析 。 以 对 为保证切 割机 生产效 率和产 品精 度 , 用 力矩 电机 施 加 张 力 , 用 PD 积分 分 离算 法 实现 了全 闭环 采 运 I
第 1期
21 0 2年 1月
组 合 机 床 与 自 动 化 加 工 技 术
M o ul a hi e Too d ar M c n l& A u o atc M a f c u i g Te h q t m i nu a t r n c ni ue
NO. 1
Jn 02 a .2 1
to . Tha e o r v d sa h g f ce tm u t・ ie c ti g a d h g — r cso p r to y f rr f r r1 tm t d p o i e i h e h i i n liw r u tn n i h p e ii n o e a n wa o e e - i e e i i ia e e r h fed. nc n sm lrr s ac l i K e o ds:m u t— r a ; t u o o ;PI ; c nsa tt n i n c n r l yw r l wie s w i o rm t r D o t n e so o to
cos d l o ft ei t g a -e r to D o to l o i l e o p o n e r ls pa a n PI c n r lag rt h i hm s d o LC sp o o e n t ee d.Th e ba e n P i r p s d i n h er — s i h w e h tt e t n i n c n r ls t m o te e tnso e t r to s l e e p obe ft e tn— u ts o d t a e so o to yse b tlst e i n p ru bai n,o v d t r lm o e h h h h
文 章 编 号 :0 1 2 5 2 1 ) 1— 0 1— 4 1 0 —2 6 ( 0 2 0 0 8 0
基于 PD积分分离算法 的多线切割机 I 恒 张 力控 制 研 究 木
陈学军 , 吴钢 华 林 海 波 ,
(. 1 台州职 业 技 术 学 院 电子 电气 系 , 州 3 8 0 ;2 上 海 大 学 机 电工 程 与 自动 化 学 院, 海 台 100 . 上
C E u - n ,WU G n .u LN H i o H N X e u j a gh a , I a b . ( . azo oa o a T c nclC l g , a hu 3 0 1 T i u V ct nl eh ia o ee T i o 0 0,C ia . hn hiU i r t,S ag a h i & l z 1 8 hn ;2 S a ga nv s y hn h i ei
so o r lfed. I r e o e s r e a c r c n f ce c fp o u t . a t u o o n u l i n c nto l i n o d r t n u e t c u a y a d e h i i n y o r d c on i o rm t ra d a f l-
o ut gcyt l es ha sac ujc ,nl i rbe o r t frctn rs ln c s eerhsbeta a z gtepo l f urn c iei c ntn n i ai u r y n h ms c e mah o s te - n n a t
2 0 7 ,C ia 0 0 2 hn )
Absr c :Ta e c n tn e so ort e h g p e n r cso u t— ie c tm a h n ih i e ta t k o sa ttn i n f h i h s e d a d p e ii n m liw r u c i e wh c sus d