船舶涂装工艺与装备
船舶涂装作业指导书
船舶涂装作业指导书一、引言船舶涂装作业是船舶建造和维修过程中的重要环节,涂装质量直接影响船舶的使用寿命和外观美观度。
本指导书旨在提供船舶涂装作业的详细步骤和要求,以确保涂装作业的高质量和安全性。
二、作业准备1. 工作区域准备1.1 确保作业区域干燥、通风良好,并有足够的光照。
1.2 清除作业区域内的杂物和污垢,确保表面平整。
1.3 设置合适的安全警示标志和防护措施。
2. 材料准备2.1 根据船舶涂装方案准备所需的涂料、底漆、涂刷和辅助工具。
2.2 检查涂料和底漆的质量和有效期,确保符合要求。
2.3 准备涂刷和辅助工具,保证其清洁、完好无损。
3. 人员准备3.1 确保作业人员具备相关的涂装作业知识和技能。
3.2 为作业人员提供必要的个人防护装备,如呼吸器、手套和防护服。
3.3 分配作业任务并确保作业人员了解作业要求和安全注意事项。
三、作业步骤1. 表面处理1.1 清洁表面:使用适当的清洁剂和工具清洁涂装表面,去除油污、尘土和其他污垢。
1.2 去除旧涂层:采用合适的方法去除旧涂层,如砂磨、喷砂或者化学溶解。
1.3 表面修补:修补表面的凹陷、裂纹和其他缺陷,确保表面平整。
2. 底漆施工2.1 搅拌底漆:根据底漆的使用说明,充分搅拌底漆,确保均匀混合。
2.2 底漆施工:使用适当的涂刷、辊涂或者喷涂工艺施工底漆,确保涂层均匀、光滑。
2.3 底漆干燥:根据底漆的干燥时间要求,等待底漆彻底干燥。
3. 中涂施工3.1 搅拌中涂:根据中涂的使用说明,充分搅拌中涂,确保均匀混合。
3.2 中涂施工:使用适当的涂刷、辊涂或者喷涂工艺施工中涂,确保涂层均匀、光滑。
3.3 中涂干燥:根据中涂的干燥时间要求,等待中涂彻底干燥。
4. 面涂施工4.1 搅拌面涂:根据面涂的使用说明,充分搅拌面涂,确保均匀混合。
4.2 面涂施工:使用适当的涂刷、辊涂或者喷涂工艺施工面涂,确保涂层均匀、光滑。
4.3 面涂干燥:根据面涂的干燥时间要求,等待面涂彻底干燥。
船舶涂装工艺技术
船舶涂装工艺技术船舶涂装工艺技术是指对船舶表面进行涂装的一套工艺方法和技术手段。
船舶涂装工艺技术主要涉及船体表面清洁处理、底漆涂装和面漆涂装等环节。
下面将详细介绍船舶涂装工艺技术的几个方面。
首先是船体表面的清洁处理。
在进行涂装之前,必须对船体表面进行彻底的清洁处理。
这是因为船体长时间暴露在海洋环境中,会积累很多污垢、盐分和生物附着物等,对于后续的涂装工作会产生不良影响。
因此,清洁处理是船舶涂装工艺技术中非常重要的一环。
清洁处理的方法包括水洗、拖锚、鼓泡清洗和高压水喷洗等。
其次是底漆涂装。
底漆是涂在船体表面的第一层涂料,其作用是为后续的面漆提供良好的附着力和保护作用。
底漆涂装工艺技术主要包括基材处理、涂刷方式选择和干燥控制等。
基材处理是指在涂刷底漆之前,需要对船体表面进行打磨或者防锈处理。
涂刷底漆时需要选择合适的涂刷方式,可以是手工刷涂、滚涂或者喷涂等。
在涂刷底漆完成后,需要控制好干燥时间,以确保涂层能够完全固化。
最后是面漆涂装。
面漆是涂在底漆之上的最后一层涂料,其作用是美化船体外观、保护底漆和船体表面。
面漆涂装工艺技术主要包括涂刷方式选择、稀释剂控制和颜色匹配等。
涂刷方式可以选择手工刷涂、喷涂或者滚涂等。
在涂刷面漆时,需要控制好稀释剂的使用量,以达到适当的涂料流动性和干燥时间。
另外,面漆的颜色匹配也是一个重要的技术,在面漆涂装之前需要进行颜色测试和调整,以确保船体表面颜色的一致性。
总之,船舶涂装工艺技术是船舶建造和维护过程中不可或缺的一环。
通过船体表面清洁处理、底漆涂装和面漆涂装等技术,可以保护船体免受海洋环境的侵蚀,延长船舶使用寿命,并使船舶外观更加美观。
对于船舶涂装工艺技术的研究和应用,不仅是船舶工程领域的重要课题,也对于保护海洋环境具有积极的意义。
船舶涂装工艺技术是随着船舶制造和维护技术的进步而发展起来的。
随着船舶的设计越来越精细和复杂,船舶涂装工艺技术也越来越重要。
良好的船舶涂装工艺技术可以有效地保护船体,延长船舶的寿命,减少维修成本。
船舶级油漆喷涂工艺
船舶级油漆喷涂工艺船舶级油漆喷涂工艺是指在船舶建造和维修过程中,对船体进行表面涂装的工艺。
船舶级油漆喷涂工艺的目的是保护船体钢结构,延长船舶的使用寿命,同时美化船体外观。
一、船舶级油漆喷涂工艺的步骤船舶级油漆喷涂工艺一般包括以下步骤:表面处理、底漆涂装、中间漆涂装和面漆涂装。
1. 表面处理:在进行油漆喷涂之前,需要对船体表面进行处理。
这包括去除锈蚀、清洁污垢和旧漆、修补损坏部位等。
2. 底漆涂装:底漆是船舶级油漆喷涂工艺中的第一层涂料,其主要作用是防止腐蚀和提高涂层附着力。
底漆通常使用环氧底漆或锌硅底漆。
3. 中间漆涂装:中间漆是船舶级油漆喷涂工艺中的第二层涂料,其主要作用是提高防腐耐候性和增加涂层的厚度。
中间漆通常使用聚氨酯中间漆。
4. 面漆涂装:面漆是船舶级油漆喷涂工艺中的最后一层涂料,其主要作用是美化船体外观和提高涂层的耐候性。
面漆通常使用聚氨酯面漆。
二、船舶级油漆喷涂工艺的要求船舶级油漆喷涂工艺要求严格,以下是一些常见的要求:1. 表面处理要彻底:表面处理是船舶级油漆喷涂工艺中非常重要的一步,必须彻底去除锈蚀、污垢和旧漆,以确保涂层的附着力。
2. 涂装环境要控制:油漆喷涂需要在适宜的环境下进行,避免灰尘、湿气等对涂层质量的影响。
通常需要在密闭的喷漆室内进行,确保温度、湿度和通风等环境参数符合要求。
3. 涂层厚度要均匀:油漆喷涂时要保证涂层厚度均匀,避免出现涂层厚度不均或漏涂的情况。
可以通过控制喷漆枪的喷涂距离、角度和速度等参数来实现。
4. 涂层质量要检测:完成涂装后,需要对涂层的质量进行检测。
常用的检测方法有涂层厚度测量、附着力测试、耐候性测试等。
5. 涂层维护要及时:船舶油漆涂层需要定期检查和维护,及时修补损坏部位,以保持涂层的完整性和防腐效果。
三、船舶级油漆喷涂工艺的应用船舶级油漆喷涂工艺广泛应用于船舶建造和维修领域。
在船舶建造过程中,油漆喷涂是船体制造的最后一道工序,直接关系到船舶的外观和质量。
船舶入门式基础涂装工艺
At block stage
At part erection & hull stage
Shell outside
SIS Sa 2.5
SIS Sa 2.5/ SIS St 3
Weather decks
Deckhouseoutside
SIS St3would be considered upon taking consideration of construction arrangement
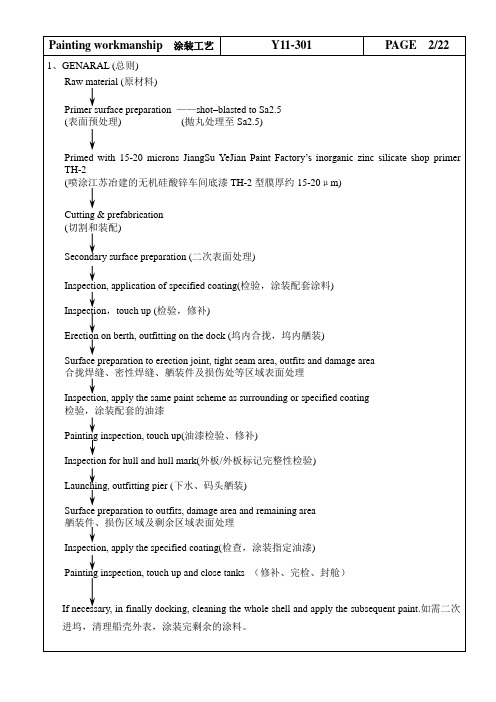
本船采用中涂的油漆产品作为全船防腐保护材料。全部涂装工作包括钢材表面预处理和油漆检验实施将要依照此说明书,船厂的惯例和国际标准以及油漆商的推荐。
2.2De-rusting of surface shall be inspected and judged in accordance withSIS.
表面除锈参照SIS标准。
本工艺油漆配套表中未列入的部位或区域应根据周围环境的油漆要求相一致。
3、Surface Preparation (表面处理)
1)Primary surface preparation for steel plates andsectionsthicker than or equal to 4mm shall be prepared by shot blasting to Sa2.5. The roughness shall be controlled within the range of 30-75μm.After surface preparation, one coat ofinorganiczincsilicateshop primer shall be applied. The dry film thickness (“DFT”) shall be15-20m.
船舶涂装通用工艺
船舶涂装通用工艺随着现代造船模式的不断深入,以“壳、舾、涂”一体化的生产设计和生产组织形式,在现代造船生产中发挥着愈来愈重要的作用。
船舶涂装作为造船三大工艺支柱之一,它贯穿整个造船周期,在船舶建造的各个阶段,都有涂装施工,而船舶涂料与涂装所涵盖的内容也极为广泛。
一、适用范围本工艺作为船舶涂装的通用工艺,适用于船舶各个阶段的涂装施工,并作为一般性和总体性的工艺原则,具有通用性和指导性。
二、工艺内容1、表面处理在船舶涂料的施工中,正确的选择涂料品种固然是十分重要的,关系到涂料对船舶和钢铁结构的保护效果和使用寿命。
但是在涂料品种确定之后,更为重要的是钢铁的表面处理和施工工艺是否符合不同涂料品种的各自要求。
因为任何油漆不可能在处理不良的表面上发挥其最佳的功效。
在锈蚀、油渍等杂质沾污的表面上涂装油漆,任何油漆都将在短期内失效,这在物质和时间上都是一种浪费。
为了保证所用的船舶涂料和重防腐蚀涂料能发挥最佳的保护性能,对于钢板的表面处理是极其重要的,不能有丝毫的疏忽。
1.1钢材表面的预处理1.1.1除去附着于钢板表面的杂质,用稀释或清洗剂除去油脂等污垢。
1.1.2如有硫酸盐或腐蚀性盐类,应以清水洗净,以压缩空气吹干。
1.1.3在钢材预处理流水线上,以抛丸或喷砂除锈方法将氧化皮、铁锈及其他杂质清除干净,然后用真空吸尘器或经净化的压缩空气将钢材表面清除干净。
对于预处理的钢材在除锈质量达到要求后,必须立即涂装一道车间底漆,以防在储存、装配涂装过程中钢板生锈,并为涂装后道防锈漆保护好钢板的表面。
采用分段喷丸或喷砂除锈时,在整个分段的除锈质量达到要求后,可直接涂装第一道防锈漆,而不需要涂装车间底漆。
1.2涂有车间底漆的钢板表面处理(即二次除锈)将车间底漆表面的水、湿气、油腻、锈、锌盐和其他污垢用粉笔或记号笔画下记号:用清水洗净后再以溶剂擦试干净。
如果车间底漆的漆膜,因储存、运输、操作,滚轨、切割、焊接等过程中受到损坏并锈蚀时,应以喷砂(丸)、动力工具或园盘砂轮打磨机等清理损坏和锈蚀部份,在达到除锈质量的要求后,方可涂装第一道防锈漆。
船舶涂装工程施工方案
船舶涂装工程施工方案一、施工前准备工作在开始船舶涂装工程施工前,需要对船舶进行彻底的准备工作。
这些工作包括:1.1 船舶清洁在进行涂装前,首先要对船舶进行彻底的清洁。
这包括清洁表面的任何污垢、油污、水垢以及先前的油漆或涂层残留物。
清洁可以采用高压水枪或清洁剂进行。
1.2 钢表面处理对于钢质船舶,需要对钢表面进行处理以提高涂装的附着力。
这包括去除锈蚀和处理焊缝,通常采用喷砂或拋丸等方法来进行表面处理。
1.3 船舶防护在进行涂装工程时,需要对船舶周围的环境进行保护,以防止涂料污染周围的水域或其他设施。
这通常包括搭建临时围墙或设置橡皮布等防护措施。
1.4 涂装材料准备在进行涂装工程前,需要准备好所需的涂装材料,包括底漆、面漆、防腐涂料等。
同时需要检查涂料的质量和保质期,确保涂装材料符合相关标准。
1.5 施工人员培训在进行涂装工程前,需要对施工人员进行涂装技术和操作流程的培训,确保他们具备足够的技术和经验来完成涂装工程。
1.6 安全措施在进行涂装工程时,需要严格遵守相关的安全规定,包括穿戴防护装备、设置安全警示标识以及确保施工现场的安全和秩序。
1.7 施工计划在进行涂装工程前,需要制定详细的施工计划,包括施工步骤、施工时间表、施工队伍组织等,以确保施工工程的顺利进行。
二、涂装工程施工步骤2.1 底漆涂装在进行船舶涂装工程时,首先需要对船舶进行底漆涂装。
底漆的作用是增强涂层的附着力、防锈和防腐,因此底漆的施工非常关键。
底漆施工时,需要确保底漆均匀涂布,覆盖面积全面,并在涂装完成后进行充分的干燥。
2.2 涂装中期检查在进行船舶涂装工程的中期,需要对涂装进行检查,确保底漆的涂装质量良好。
如果发现底漆有破损或未涂覆到位的情况,需要及时进行修复和补漆。
2.3 面漆涂装在完成底漆涂装后,需要进行面漆的涂装。
面漆的涂装对船舶的外观和保护起着非常重要的作用。
在进行面漆涂装时,需要确保面漆的质量和颜色符合要求,并且进行均匀涂布。
船舶漆的涂装概述

船舶漆的涂装概述“船舶涂装”是指涂料施涂到船舶钢材表面的工艺过程。
他不仅包括涂装前涂料的胚胎选择、待涂表面的预处理、涂装设备的选用、涂装工艺和涂装过程的检测等,而且还包括涂装过程中污染的处理、个人防护和设备的保养维修等系列涂装管理工作。
(1)涂装材料选用材料时,一般从材料的作业性能、涂膜性能、经济效果等方面综合考虑。
一般采用吸取他人经验或通过试验确定等方法。
(2)涂装工艺获得优质涂膜的必要条件是充分发挥涂装材料性能的涂装工艺。
涂装工艺包括涂装技术的合理性和先进性;涂装设备和涂装工具的先进性和可靠性;涂装环境条件以及涂装工作人员的技能素质。
(3)涂装管理涂装管理是确保涂装工艺的实施,达到涂装目的和涂膜质量的重要条件。
涂装管理包括工艺管理、设备管理、工艺纪律管理、现场环境管理、人员管理等。
1、船舶涂装钢材表面处理在船舶漆的涂装工序中,底材涂装前的表面除锈处理质量直接影响到涂层保护性能。
各种因素对涂层寿命的影响影响因素影响程度% 影响因素影响程度%表面处理质量49.5 涂料种类 4.9膜厚19.1 其他因素26.5 表面除锈处理不仅指除去钢材表面的铁锈,而且还包括出去覆盖在钢材表面的氧化皮,旧涂层以及沾污的油脂、灰尘残留焊渣等污物;此外,钢材经表面处理后还形成一定的表面粗糙度。
所以表面处理的质量主要是指上述污物的清洁程度和处理后表面所形成的粗糙度的大小。
评定表面粗糙度的步骤是:先清除待测钢材表面的浮灰和纸屑,然后根据喷射清理所用的磨料,选择合适的表面粗糙的比样块将其与别测表面的某一区域形成对照,依次将被测表面与样板上的四个部分进行目测比较,必要时可用放大倍数不大于7倍的放大镜观察,确定比较样块上高于和低于被测表面粗糙度的部分。
表面粗糙度的等级划分级别定义粗糙度参数值R y /μm棱角砂类磨料(GRIT)丸类磨料(SHOT)>25 >25细细钢材表面所呈现的粗糙度小于样块区域1所呈现的粗糙度25~40 25~60细钢材表面所呈现的粗糙度等同于样块区域1,或介于区域1和区域2所呈现的粗糙度40~70 60~100中钢材表面所呈现的粗糙度等同于样块区域2,或介于区域2和区域3所呈现的粗糙度70~100 100~150粗钢材表面所呈现的粗糙度等同于样块区域3,或介于区域3和区域4所呈现的粗糙度≥100≥150粗粗钢材表面所呈现的粗糙度小于样块区域4所呈现的粗糙度如果目测有困难,也可采用触摸法对被测表面的粗糙度做出正确的评定。
船舶制造工艺与装备技术的涂装与防腐技术

船舶制造工艺与装备技术的涂装与防腐技术随着现代航运业的快速发展,船舶的制造工艺与装备技术得到了极大的提升和改良。
然而,在船舶制造过程中,涂装与防腐技术一直是一个相对比较薄弱的环节。
船舶经常受到海水、海盐等环境破坏,因此船舶制造过程中的涂装与防腐技术显得尤为重要。
本文将从船舶制造工艺与装备技术的角度,探讨船舶涂装与防腐技术的重要性及其最新应用技术。
一、船舶涂装技术的重要性涂料是保护船舶表面的一道屏障,其最主要的作用是延长船舶的使用寿命和维护船体的美观。
而船舶不同的使用环境和使用目的,决定了它所需的涂料性能和种类也有所不同。
比如,高速船要求船体要有较好的防污性,重要的是船舶表面处于良好的运动状态,以提高船舶的速度和节能性;而长途远洋船,其船身长时间处于海洋环境的浸泡中,其防生物附着和防腐蚀能力就显得更为重要。
在船舶生产中,船体的表面必须经过一系列的处理和清洗,以确保船体表面干净,在涂料施工之前需要做到表面涂装前的处理,如喷砂、打磨、除氧化皮等。
此外,对于不同使用环境的船舶,也要控制好涂装的层数和方法,比如第一层为底漆,第二层为中间漆,第三层为面漆,为船舶所需具体环境而安排。
二、船舶防腐技术的重要性船舶常年处于海洋环境的浸泡,不同的水质和水温环境不仅会导致船舶表面受到侵蚀,还会对船舶的设备和机械产生影响。
因此,船舶制造工艺与装备技术的提高,也促进了防腐技术的不断创新和发展。
防腐涂料可以降低船舶受到海水和海盐的侵蚀程度,提高船舶设备和机械的使用寿命,升级船舶的环保性能。
防腐涂料种类和性能五花八门,根据不同的使用环境和防腐要求,有防腐漆、耐盐雾漆、阻燃涂料、绝缘漆等。
如今,防腐技术不仅仅是懂得使用不同种类的防腐涂料,而是利用现代科技创新和发展一系列具有高可靠性、高防护能力的防腐技术。
例如,采用先进的导电聚合物材料和防腐导电特种材料制造防腐系统,提高了导电功能的稳定性和可靠性,避免了传统防腐材料在长时间使用过程中容易出现的怀疑问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
船舶涂装工艺与装备船舶涂装工艺与装备一、除锈及装备船舶涂装始于木船建造,为防止木船腐烂,揩上桐油称之为涂油。
自建造钢质船开始,首先就有了除锈,然后用涂料进行涂装,有的还要采用阴极保护,然后通过严格的涂装管理,才能完成船舶防护工程。
最原始的除锈工具主要采用榔头、钢丝刷、铁皮刀及后来的钨钢刀等,除去表面部分锈蚀即所谓的拷铲。
然后手工刷上红丹漆及各色调和漆。
除锈工作在船舶合拢后进行,作业条件极其艰苦,质量差。
为改善除锈条件、提高工效和质量,自50年代起发展了半机械化风动工具除锈工艺,利用风马达高速旋转或往复式运动,带动打磨工具,打击或磨削需要除锈的表面。
当时主要有往复式拷铲枪,旋转式齿轮枪、风铲等。
自60年代开始,又研制成功一些特殊的风动除锈工具,如针束除锈器、遥控自行式除锈机等。
上海船厂在引进国外先进涂装技术的基础上,开发了高压水除锈装置、船底和船旁液压抛丸车等。
70年代又发展了角向风磨机、笔形、碗形风磨机等,被广泛应用于造船一次除锈和修船除锈中,自采用钢板预处理以后,风动工具被用于分段二次除锈和船台合拢以后直到交船过程中的除锈。
与风动除锈工具发展的同时,为进一步提高除锈质量和效率,1955年求新造船厂首次采用了敞开式喷黄砂工艺。
1959年,上海船厂也开始在900匹拖轮上应用,以后相继在上海地区纷纷采用。
该工艺应用于船壳的除锈,但由于采用的磨料为石英砂和河沙,在喷射过程中产生砂粉尘严重污染周围环境,如不采取防护措施,就会使工人患上矽肺,因此1963年起国务院明文规定禁止使用干式喷砂。
1964年,一些船厂开始研究替代喷砂工艺。
采用喷钢丸工艺。
第一篇《分段喷丸除锈工艺》论文由沪东造船厂在1964年全国修造船工作会议上发表,1965年沪东造船厂建成上海第一间喷丸房,是由原三机部、劳动部联合投资,第九设计院设计,喷丸房尺寸为长24×15×10米,用于5000吨级以下的船舶分段除锈。
上海船厂1967年改造喷砂设备,研制成分段喷丸房及其他打磨及高压水除锈设备,在900匹拖轮分段首次采用分段喷丸工艺。
喷丸工艺即用各种金属磨料取代黄砂,磨料在压缩空气作用下产生动能喷射在分段表面产生切削及冲击力,将船舶表面氧化皮、铁锈清除掉,由于磨料更换,解决了工人患矽肺问题。
分段喷丸所用磨料开始采用铸铁丸,到1982年起开始采用铸铁丸、钢丸、棱角砂各1/3,到1985年又改为钢丸、棱角砂、钢丝段各1/3或钢丸,1/3钢丝段的混合磨料。
60年代至70年代末的喷丸工艺主要用于一次除锈。
随着大型船舶的建造,1964年由江南造船厂、船舶工艺研究所、第九设计院共同研究和设计了国内第一条钢板抛丸预处理生产线。
1979年正式投产,是一种更彻底除锈的原材料抛丸除锈工艺。
它利用抛头高速旋转,磨料自叶片切线方向抛射至钢板表面,产生强大的切削及冲击力,将钢板表面氧化皮及锈蚀去除,然后再喷上车间底漆,以保护钢板在船舶建造过程中不再锈蚀。
第一条钢板抛丸预处理生产线主要参数为滚道宽度2.2米,抛射量每分钟1.25公斤,钢板输送速度每分钟1.3,2米,处理板厚为6,30毫米。
1980年沪东造船厂自行设计了一条钢板预处理线,并在建造3.6万吨“东星”号时采用。
上海船厂从日本抛丸机公司引进了国内第一条钢板抛丸预处理生产线,并于1981年5月投产,线速度为每分钟3米,处理钢板宽度3米,长度12米,厚度6,32毫米。
1984年又从日本引进了国内第一条型钢预处理生产线,型钢最大长度为12米、宽度1米,高为400毫米,处理线速度为每分钟3米。
1988年中华造船厂的预处理流水线投产,年处理3万吨钢材。
1989年又由第九设计院为沪东造船厂设计一条钢板预处理生产线和一条型钢预处理生产线,能满足40万吨造船生产的需要。
江南造船厂在第一条预处理线基础上又着手自行设计制造了第二代抛丸预处理生产线,滚道宽度为3米,抛射量为每秒钟6.6公斤,滚道速度为0.033,0.067M/S,年处理量为6万吨钢板,于1984年投产。
钢板预处理线主要包括加热系统,自动抛丸系统,自动喷漆系统,烘干系统及输送轨道等。
由于原材料抛丸预处理工艺的推广应用,以及出口船数量的增加,分段建造周期长,一次除锈质量欠佳,车间底漆损坏多等各方面原因,船东要求进行分段二次除锈及室内分段涂装。
1981年开始提出分段二次除锈工艺要求,原来各厂的喷丸房能力不足,80年代起各厂进一步改造和新建大大型喷丸、涂装房。
江南造船厂1986年开始建造一座30×19×12米的喷丸房及相应的两间涂装房。
1987年,沪东造船厂首次建成长30×24×15的大型喷丸房及与此相当的两间涂装房,日处理量可达800,1200平方米。
为满足船舶分段除锈涂装的需要,1988年,上海船厂也相继建立起24×16×9米;20×12×9米的喷丸房及27×16×9米和27×12×9米的两间涂装房。
80年代新建的喷丸房具备了比较完整的磨料喷射系统,磨料回收系统。
磨料除尘系统、照明系统等,涂装房具备了加热系统,解决了涂料低温固化问题。
随着造船总量的进一步增加,分段数量增加和分段尺度增大,各厂的分段喷丸房不能满足更多的分段进行二次除锈的要求,因此各厂又开始采用室外喷铜矿渣工艺。
上海船厂1987年开始使用喷铜矿渣工艺,有35%分段采用此工艺,年耗磨料5500吨。
沪东造船厂1988年起开始采用喷铜矿渣工艺,年耗磨料5000吨以上,同年求新造船厂也相继采用,年耗磨料1000吨。
在建造出口船期间,各厂的分段二次除锈工艺是三种工艺并存:即分段打磨处理、分段喷丸处理、分段喷铜矿渣处理。
在提高分段处理质量的推动下,逐步发展舾装件管子的除锈工艺,自1972年上海船厂建立了化学除锈的酸洗车间,在“风云”号的管子、舾装件上开始采用化学除锈后,并在3.6万吨“东星”号上实施。
舾装件从酸洗工艺逐步过渡到喷砂处理。
管子也从酸洗工艺逐步过渡到喷砂处理,沪东造船厂首次引进美国Clemco管子内壁喷砂机,对管子内壁进行喷砂除锈。
由于喷丸工艺的广泛应用,船舶工艺研究所于1989年创办了八达涂装设备厂,开发和生产喷丸机,管子内壁喷砂机,并开发生产高压无气喷涂机和双组份喷涂泵等。
二、涂装60年代以前,船舶涂装多采用手工操作,主要用手刷涂、滚涂,后来部分采用空气喷涂。
自1968年起,船舶工艺研究所研制成功国内第一台高压无气喷涂设备,在上海喷具厂投产,并在江南造船厂试用。
高压无气喷涂是利用压缩空气驱动高压泵,将涂料加压至10,25MPa,涂料通过高压软管至喷枪上的喷嘴高速喷出,产生雾化、喷至被涂物表面,由于涂料压力高,涂膜附着力牢,效率可达60平方米/小时以上,适合于船舶大面积涂装。
1970年,沪东造船厂在“长征”号上应用GP2A、GP1A国产泵。
80年代建造出口船初期,国内的高压无气泵不能完全满足要求,自1981年起,开始引进日本旭大隈和美国CRACO公司的高压无气泵,同时,国内又生产了GPQ1C、GPQ2C泵,到90年代又进一步提高到GPQ6C、GPQ9C,可适合各种船舶漆涂装,高压无气喷涂工艺成为船舶涂装主体工艺。
以江南造船厂为例,高压无气泵达120台。
在以后的出口船建造中,各厂又先后引进了美国CRACO 公司的60:1、45:1、30:1、56:1的喷漆泵。
德国WAGNER的48:1喷漆泵。
1984年从美国引进管子内壁喷漆设备。
由于高压无气喷涂工艺的推广,为使用厚浆型的涂料创造了条件,由于各种系列喷涂泵的采用,满足了各种船舶漆的使用要求,提高了涂装质量和涂装效率。
同时为了测量漆膜膜厚,引进了湿膜测厚仪和干膜测厚仪,干膜测厚仪品种有数字显示式、杠杆式等。
此外还引进了湿度、露点测量仪,以控制施工环境质量。
船舶海水管道自1973年以前的电镀锌防护工艺,逐步过渡到热镀锌工艺。
1986年后,部分管子采用涂塑防护工艺。
三、涂料船舶涂料起始时只有桐油,刷于木船,用于防污与防腐烂。
自建造钢质船开始,发展成使用不同油漆品种,根据船舶各部位的不同要求进行涂装。
船舶漆分为船舶防锈漆、车间底漆、船底防污漆、水线漆、船壳漆、甲板漆、液舱漆等几十个品种。
车间底漆是船舶涂装中的关键涂料,它必须获得船舶检验局或船级社的认可,最早的车间底漆为50年代的以聚乙烯醇缩丁醛为基料的磷化底漆;60年代由开林造漆厂与上海船舶工艺研究所共同开发的环氧富锌底漆;70年代中期为克服锌蒸气对人体危害又开发了环氧铁红车间底漆;为进一步提高防锈期问题,80年代后又开发了硅酸锌车间底漆。
船舶防锈漆应用最广,首先是50年代的红丹防锈漆用于船舶的水线以上部位的防锈,由于红丹漆引起铅中毒现象,到60年代开发成铁红防锈漆,70年代开发了铝粉铁红防锈漆,环氧富锌底漆,无机锌防锈漆等,80年代起又开发了云母氧化铁防锈底漆。
1989年在沪东造船厂的2700TEU船大面积应用了无机硅酸锌防锈漆。
船舶的水下防腐尤为重要,从50年代起,采用沥青船底防锈漆,价廉且性能尚可,而后发展了铝粉沥青船底防锈漆,到70年代末、80年代初又发展了氯化橡胶船底防锈漆,其中有氯化橡胶铝粉防锈漆、氯化橡胶铁红防锈漆、氯化橡胶灰色防锈漆、氯化橡胶沥青防锈漆。
为进一步提高其防腐性能,又开发了环氧沥青船底防锈漆及厚膜环氧沥青防锈漆。
此外,船底配套漆还有乙烯型船底防锈漆,解决了环氧沥青涂料具有较长间隔时间的限制,为船舶涂装工艺带来许多方便。
对于铅合金船则采用锌铬黄底漆作为防锈底漆用。
防污漆是针对船舶航行于海洋中,为避免海生物长在船底影响航行阻力而开发的涂料,主要有60年代以前使用的溶解型,如氧化亚铜防污漆和接触型防污漆。
为进一步延长其防污期,80年代以后,国内船厂普遍采用自抛光防污漆。
该漆具有渗出率平稳,防污期长,漆膜在水流作用下有自身抛光作用,既可作船舶水下用又可作水线漆用,维修方便。
1984年首次在沪东造船厂的三用工作船上应用。
压载舱由于涂装困难,初期压载舱饮水舱均采用水泥浆抹徐,由于航行颠簸造成水泥浆裂纹而脱落,加之压载舱维修困难,船东要求越来越高,逐渐用沥青,继而用环氧沥青取代,为进一步提高涂装质量,而后又用漂白环氧沥青取代。
船壳漆最初是采用醇酸漆,80年代起大量采用氯化橡胶漆料,到90年代开始部分采用环氧船壳漆。
由于国产油漆尚未取得船检认可,出口船舶均采用国外涂料公司的船舶漆,世界有名的涂料公司纷纷进入中国出口船的市场。
最早进入中国船舶市场的是丹麦享伯尔涂料公司,随之是英国IP涂料公司、荷兰式玛涂料公司、日本中国涂料公司、挪威佐顿涂料公司、韩国高丽化学品公司等,其中享伯尔涂料公司、IP涂料公司、日本中国涂料公司等在国内均有合资工厂。