同向锥形双螺杆混合挤出性能的比较
同向锥形双螺杆混合挤出性能的比较

向锥形双螺杆的混合挤出性能. 在相同工艺条件下, 本文使用 POLYFLOW 软件, 数值模拟了同向和异向 旋转锥形双螺杆、 组合式平行同向双螺杆 ( 简称 3 种双螺杆) 混合挤出硬质聚氯乙烯 ( RPVC ) 的过程, 数值计算了 3 种双螺杆流道内 RPVC 熔体的三维等 温流场, 比较研究同向锥形双螺杆与其他两种双螺 杆的混合挤出性能.
[5 ]
图1 Fig. 1
3 种双螺杆计量段网格和同向锥形 双螺杆计量段的网格叠加
Meshes for melting sections of three twinscrew extruders and mesh superposition of corotating conical twinscrew
0418. 收稿日期: 2011基金项目: 科研协作基金资助项目( B2220080256 ) . ), 作者简介: 曹英寒( 1982女, 博士; ), mail: jnchen @ 陈晋南 ( 1948女, 教授, 博士生 导 师,Ebit. edu. cn. 通信作者: 陈晋南.
随着聚合物加工业的发展, 聚合物主要加工. 1967 年左右, 奥地 利 ANCER 兄弟公司制造出世界上第一台异向锥形
[1 ]
图. 使用 POLYFLOW 的网格叠加技术组合机筒和螺 杆, 以避免因螺杆运动重复划分网格. 图 1 ( d ) 给出 了同向锥形双螺杆和机筒网格的叠加图 . 其他两种 双螺杆和机筒的网格叠加与同向锥形双螺杆和机筒 计 的叠加方法相同. 划分不同大小的网格进行试算, 同向锥形双螺杆, 异向锥形 算结果达到收敛精度时, 双螺杆和平行双螺杆的最少网格数分别为 367 322 , 366 664 和 277 316 个. 同向和异向锥形双螺杆的机 筒网格数均为 380 508 个, 平行双螺杆机筒网格数 为54 984 个.
微型锥形双螺杆挤出机的循环混合特性

2017年第36卷第4期 CHEMICAL INDUSTRY AND ENGINEERING PROGRESS·1217·化 工 进展微型锥形双螺杆挤出机的循环混合特性陈世昌1,张先明1,徐俊杰1,陈文兴1,冯连芳2(1浙江理工大学纺织纤维材料与加工技术国家地方联合工程实验室,浙江 杭州 310018;2浙江大学化学工程国家重点实验室,化学工程与生物工程系, 浙江 杭州 310027)摘要:利用基于三维有限元的计算流体力学(CFD )方法数值模拟了微型锥形双螺杆挤出机(MCTSE )中聚丙烯熔体的循环挤出混合过程,得到流场中物料的剪切应力和速度等分布场量。
通过计算放置流场中的示踪粒子的运动轨迹,对粒子运动路径上的剪切应力、混合指数、拉伸长度、分离尺度以及混合效率等进行统计分析,定量表征了MCTSE 循环挤出过程的分散和分布混合特性,并进一步考察了加工条件和螺杆构型对混合性能的影响规律。
结果表明,聚丙烯熔体循环挤出混合由拉伸流和剪切流共同作用,MCTSE 具有较好的混合效果;增大螺杆转速或减小螺距均有利于提高MCTSE 的分散混合和分布混合性能,但不利于提高 MCTSE 的混合效率;分析表征混合性能的不同参数可知,相对于改变MCTSE 的螺杆构型,选取合适的加工条件更为重要。
关键词:微型锥形双螺杆挤出机;数值模拟;层流;分散;混合中图分类号:TQ320.5 文献标志码:A 文章编号:1000–6613(2017)04–1217–07 DOI :10.16085/j.issn.1000-6613.2017.04.009Mixing performance in a miniature conical twin screw extruder with batchfillingCHEN Shichang 1,ZHANG Xianming 1,XU Junjie 1,CHEN Wenxing 1,FENG Lianfang 2(1National Engineering Laboratory for Textile Fiber Materials and Processing Technology ( Zhejiang),ZhejiangSci-Tech University ,Hangzhou 310018,Zhejiang ,China ;2State Key Laboratory of Chemical Engineering ,Departmentof Chemical and Biochemical Engineering ,Zhejiang University ,Hangzhou 310027,Zhejiang ,China )Abstract :The circulatory mixing in a miniature conical twin screw extruder (MCTSE )under the condition of batch filling was evaluated numerically using finite element modeling. The simulation was implemented with mesh superposition technique to generate velocity profiles and particle trajectories for the extrusion process of polymer melt. Based on the statistical analysis of tracking particles ,the dispersive mixing was evaluated using shear stress and mixing index ,and the distributive mixing was assessed using the length of stretch and the scale of separation. The mixing performance in different screw pitch and rotating speed were also examined. The results showed that the mixing of MCTSE was dependent on stretching flow cooperation with shear flow. Both the dispersive mixing and distributive mixing were improved by either increasing the rotating speed of screw or decreasing the screw pitch ,yet an opposite tendency was displaying for the mixing efficiency. The preference was given to the proper process rather than the screw structure of MCTSE on the basis of the composite analysis of different mixing parameters. Key words :miniature conical twin screw extruder ;numerical simulation ;laminar flow ;dispersion ;mixing第一作者:陈世昌(1988—),男,博士研究生。
同向双螺杆挤出过程不同螺杆组合的混合性能分析
Keywords:intermeshing CO—rotating twin screw,screw configurations, steady flow field analysis,quasi—steady flow field analysis, mixing properties
-11l一
and inverse kneading blocks,all forward kneading blocks,positive scnjw elements and inverse kneading blocks,positive screw elements and forward
kneading blocks,stagger angle 60。all forward kneading blocks,all positive screw elements.Finally,in order to verify the feasibility and the validation
Cumulative maximum shear-rate distribution,the maximum sห้องสมุดไป่ตู้ear-rate of
jCj荠1匕工大掌领士研究生掌位论文
percent tracking particle dependence of time and the Cumulative maximum shear-stress distribution etc.The axial distributive mixing and the dispersive mxxmg were analyzed through those results.The conclusions based on the two simulations are identical.The axial distributive mixing of seven kinds of screw configurations arranged from s仃ong to weak:all reverse kneading blocks,forward kneading blocks and inverse kneading
同向双螺杆挤出特点及螺杆组合原则
!!!"
!"#"$%&’( &#) *+,-+.
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!" !!!!"
同向双螺杆挤ห้องสมุดไป่ตู้特点及螺杆组合原则
郭奕崇 李庆春 闫宝瑞 (北京化工大学塑料机械及塑料工程研究所,北京,!"""#$)
提
要
以及对同向双螺杆挤出工艺制定中的关键问题— — —螺杆组合进行了探讨。 关键词 同向双螺杆,螺杆组合
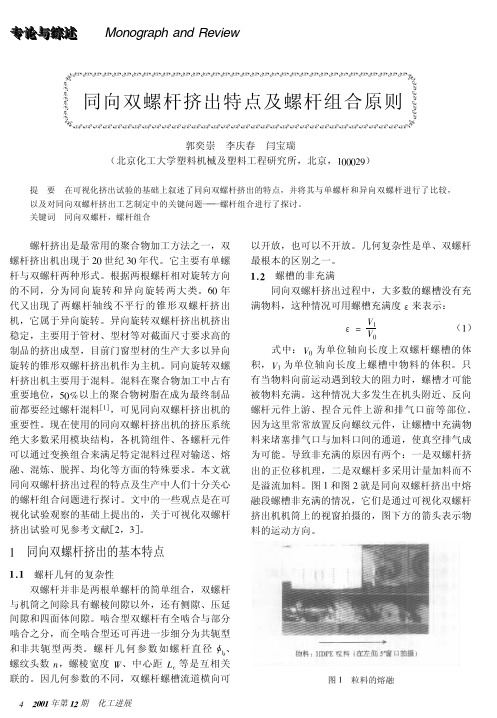
图! 粉料的熔融
生的漏流和反向元件、中性元件的存在使正位移进 一步被削弱;另一方面,在双螺杆的非啮合区,物 料的运动现象及机理确与单螺杆挤出有相似之处。 因此,同向双螺杆挤出过程兼具摩擦拖曳和正位移 两种特征。 !"% 同向双螺杆挤出中的熔融 上面提到,单螺杆挤出的机理是摩擦拖曳,这 时正常挤出只有在螺槽完全充满,物料被压实后才 能进行。在螺杆机筒的摩擦拖曳及机筒内压力的作 用下,熔料逐渐在螺棱推进面的前方堆积,形成熔 池,使螺槽中熔料与固体物料间界线分明。而同向 双螺杆挤出时,摩擦拖曳作用较小,但由于有正位 移作用,螺槽未充满时物料也可以向前运动,没有 条件形成熔池,熔料与固体料间的位置变换频繁, 未熔物料始终散布在熔料中。这种情况可见图 "。 这是同向双螺杆挤出的熔融与单螺杆挤出最明显的 不同。
开发历史,应用也越来越广泛,但是人们对双螺杆 挤出过程的认识仍不够深入,相关的基础研究也滞 后于应用。双螺杆较为复杂的运动关系和几何关系 造成人们对双螺杆挤出过程定性和定量描述的困 难,但对其研究始终没有间断。因此,深入了解双 螺杆挤出过程,不断地针对生产实际遇到的问题进 行理论分析和总结,逐渐建立起在可靠的试验基础 上能够服务于生产的同向双螺杆挤出应用基础理 论,具有重要的理论意义和实用意义。
同向双螺杆挤出机的结构特点
同向双螺杆挤出机的结构特点
同向双螺杆挤出机是一种采用双螺杆的挤出机,该机适用于挤出各种塑料材料,广泛应用于电子、家电、医疗、食品包装等领域。
同向双螺杆挤出机具有较好的性能,能在较低的温度下挤出出高结晶度的塑料,结构紧凑,自动化程度高,操作简便,维护方便,投资小。
它具有以下几种结构特点:
首先,同向双螺杆挤出机的结构比单螺杆挤出机更为紧凑,机身结构简单,安装面积较小,对厂房空间利用率更高。
而且双螺杆挤出机的夹具、螺杆等都是完全独立设计的,在更换不同型号的材料的时候不需要更换机器,只需要更换所用的夹具、螺杆等就可以使用。
其次,双螺杆挤出机的温度控制器具有较高的精度,能够较好地控制温度,有利于挤出出更好的塑料。
此外,这种挤出机还具有较高的自动化程度,因此能够较大程度地减少操作员的操作。
最后,这种挤出机还具有较好的维护特点,操作简便、保养方便,定期维护能够保持设备的正常运行,延长设备的使用寿命,降低生产成本。
综上所述,同向双螺杆挤出机具有较紧凑的结构、较高的温度控制精度、较高的自动化程度、较好的维护特点等优点,使之成为挤出各种塑料材料的理想设备。
- 1 -。
同向双螺杆挤出机的结构特点
同向双螺杆挤出机的结构特点
同向双螺杆挤出机是一种常用的挤出设备,其结构特点主要表现在以下几个方面:
一、双螺杆结构
同向双螺杆挤出机采用双螺杆结构,相比于单螺杆挤出机,它具有更高的挤出效率和更好的混炼效果。
双螺杆挤出机的螺杆通常是同向旋转的,通过两个螺杆之间的空隙将物料挤出。
由于双螺杆的存在,物料在挤出过程中会被更好地混合和分散,从而提高了挤出产品的质量。
二、机头结构
同向双螺杆挤出机的机头结构通常是分离式的。
分离式机头结构可以方便地更换不同的模头,以生产不同形状和尺寸的挤出产品。
此外,分离式机头结构还可以方便地进行清洁和维护。
三、加热和冷却系统
同向双螺杆挤出机通常配备有加热和冷却系统。
加热系统可以将物料加热到适当的温度,以便更好地挤出和成型。
冷却系统可以快速冷却挤出的产品,以便更好地保持其形状和尺寸。
四、控制系统
同向双螺杆挤出机的控制系统通常是自动化的。
自动化控制系统可以有效地控制挤出机的温度、速度和压力等参数,以便更好地控制挤出产品的质量和生产效率。
五、材料选择
同向双螺杆挤出机可以用于加工多种材料,包括热塑性塑料、热固性塑料、橡胶和复合材料等。
不同的材料需要不同的挤出参数和机头结构,因此同向双螺杆挤出机的结构特点可以根据不同的材料需求进行调整和优化。
总之,同向双螺杆挤出机是一种结构特点明显、功能强大的挤出设备。
它的双螺杆结构、分离式机头结构、加热和冷却系统、控制系统和材料选择等方面的特点,可以满足不同材料的挤出加工需求,提高产品质量和生产效率。
同向双螺杆挤出机的性能之zui
同向双螺杆挤出机的性能之zui同向双螺杆挤出机作为双螺杆挤出机的重要类型之一,被称为啮合型同向双螺杆挤出机。
南京盛驰橡塑机械制造有限公司的SHJ系列就是一个典型的代表。
采纳了名品ABB的电器掌控元件,传动箱使用球墨铸铁材料铸造,加添了箱体的刚度,提高运转的平稳性及安全系数,整体牢靠性与承载本领提高了25%以上。
SHJ同向双螺杆挤出机同向双螺杆挤出机具有效率高、自洁性能好、分散混合本领强、物料在机内停留时间分布均匀、良好的适应性等优点,广泛使用于塑料与橡胶之间的混合改性,在各种的添加剂、塑料混合、碳纤维、玻璃纤维等是聚合物改性的设备选择。
同向双螺杆挤出机采纳了加料系统、加热冷却系统、掌控系统、挤压系统、传动系统等各职能和单螺杆有着相像之处,但结构要多而杂得多。
同向双螺杆挤出机采纳“积木式”的设计,可以做到局部更换磨损了的螺杆元件和机筒元件,避开了整个的螺杆或简体的报废,有效较低的维护和修理成本。
模块化的机筒合计可以通过法兰或螺杆的连接,使通常的小型机采纳拉杆连接。
机筒常常嵌入双金属衬套以提高机筒表面的耐磨性。
每个机筒上都设计有单独的加热和冷却,从而实现冷却与加热功能的zui讲组合。
每个同向双螺杆挤出机都有混合、排气、输送、熔融、加料、建压、挤出等各种工艺设计。
同向双螺杆的挤出机在啮合出两根螺杆的运动速度方向相反,一根螺杆把物料拉入啮合的缝隙之间,另一个螺杆择从缝隙中推出里,形成了物料在沿着螺杆呈“”的形状方向强行被输送。
输送的速度在保持不变的同时,不易产生局部积料和堵塞排气口。
间隙的大小对于塑化的影响有着很大的变化,间隙越小剪切就越大,通过的物料量随之减小。
只有合理的通过设计剪切和混合元件,才可以使物料得到更好的混炼,从而加速塑化,削减物料的温度波动,挤出物的产量及质量得到了很大的提高。
提高生产的效率一直是同向双螺杆挤出机的紧要标准,进一步提高螺杆转速而不导致物料的温度上升使之降解,从而保证产品的质量,挤出机的产能得到了提高。
双螺杆锥形混合机优点的介绍
双螺杆锥形混合机优点的介绍双螺杆锥形混合机?一听名字就觉得好像科技感十足对吧?它真的很牛逼,不仅看起来高大上,功能也是杠杠的,完全能搞定各种混合需求。
要是你做过生产,搞过工业,估计一听到这个名字,心里就知道它的厉害了。
好啦,今天我们就来聊聊这个东西的好处,怎么说呢,聊着聊着就能知道它到底是有多靠谱。
这玩意儿的混合效果,真的是好到让人心服口服。
你想啊,咱们平时看到的那些混合机,大多数都是靠单一的搅拌动作来混合的,有时候混得不均匀,搞得你头大。
而双螺杆锥形混合机就不一样了。
它的双螺杆设计可不简单,两根螺杆相互配合,转得可快了,作用力也大,所有物料在内部碰撞,摩擦,甚至是剪切,最后出来的混合物那叫一个均匀,细腻!不信?你自己去看,工厂里用这种机器混的粉料、颗粒,质量杠杠的,简直像是经过大师级调和师的手艺,细致入微,简直完美。
再来说说它的效率,哎呀,不夸张,它就像是工业界的“高速公路”,无论是颗粒、粉末、还是液体,这机器都能给你一套完整的“高速列车”服务。
你想,要是常规的混合设备,还得慢慢来,搅拌的时间长,效率低,浪费人力,浪费时间。
而双螺杆锥形混合机不一样,它的混合速度极快,而且特别稳定。
那动力系统可以说相当强劲,省时省力又高效,想想都开心!要是你做生产的,搞不好一天的产量都能提高不少,简直是“节节高升”,真的是提升效率的好帮手。
最重要的一点,得说说它的“体贴入微”。
你是不是以为这种机器都很笨重,复杂又麻烦?哎哟,错!它外形简单,设计人性化,用起来轻松愉快。
别看它表面看着有点科技感,实际上操作起来完全不复杂。
尤其是它的自动化程度超级高,很多操作都能一键搞定,让人不得不佩服它的聪明和高效。
对于一些小伙伴来说,之前可能还会觉得这种高科技设备不好上手,结果一用就明白,原来它比想象中简单多了!完全不会让你有负担,反而轻松愉快。
再说它的“节能环保”功能,嘿,大家可能觉得这种大机器都是吃电大户,但双螺杆锥形混合机却是例外。
科技成果——高效节能型锥形同向双螺杆挤出技术
科技成果——高效节能型锥形同向双螺杆挤出技术适用范围轻工行业塑料造粒、各类管材、型材、板/片材、木塑混炼制品挤出成型行业现状目前国内常用的塑料挤出设备主要包括锥形异向双螺杆挤出机、平行同向双螺杆挤出机和单螺杆挤出机,这三类设备的实际比功率基本都在0.14kW/(kg·h)以上。
2011年我国使用这三种挤出机的塑料制品产量约为7000万t,仅挤出主机耗电就超过80亿kWh。
应用该技术可实现节能量27万tce/a,减排约71万tCO2/a。
成果简介1、技术原理该技术结合了目前世界上两种双螺杆挤出机“锥形异向双螺杆挤出机”和“平行同向双螺杆挤出机”的功能结构优势,将“锥形螺杆”和“同向旋转”相结合,既保持了锥形异向双螺杆挤出机挤出力大的特点,又达到了平行同向双螺杆挤出机塑化性能好的特性,同时还可以满足螺杆低速旋转、低温等难度较大的加工要求,具有高产低能耗的特点。
2、关键技术(1)锥形螺杆的同方向旋转使加工的物料进入机筒后环绕锥形双螺杆成“∞”字形运动,增加了塑化时间和密炼性能,从而保证了产品的塑化质量;(2)采用锥形螺杆可在减速分配箱末端有足够的空间可选用大规格推力轴承,以承担锥形螺杆的大挤出力,保持了锥形双螺杆挤出机良好的挤出力性能。
3、工艺流程塑料物料(包括各种粉粒、粒料、回收料等)经过定量喂料机加入机筒螺杆,再经过加热圈加热以及螺杆对物料的压缩、混炼,达到熔融状态,将物料挤出,根据加工需要配以不同的模具。
节能型锥形同向双螺杆挤出机主要应用于物料挤出造形。
锥形异向双螺杆工作原理简图锥形同向双螺杆挤出机工艺流程图主要技术指标1、螺杆直径65/130;2、主机功率75kW;3、产量672kg/h;4、实际比功率仅为0.07kW/(kg·h);5、同比产量增加一倍以上,节电率约50%。
技术水平该技术于2008年1月通过浙江省科技厅组织的科技成果鉴定,2007年6月通过国家塑料机械产品质量监督检测中心对“锥形同向双螺杆挤出机”进行的检测。
锥形双螺杆挤出机分为
锥形双螺杆挤出机分为:锥形同向双螺杆挤出机和锥形异向双螺杆挤出机。
锥形同相双螺杆挤出机在工作时两根螺杆是同方向旋转的。
它与锥形异向双螺杆挤出机相比所不同的是在分配箱中增加一个中间齿轮,以达到二根螺杆同向转动的效果。
它可以在很大程度上满足物料加工的要求。
双螺杆挤出机的主要参数1、螺杆公称直径。
螺杆公称直径是指螺杆外径,单位为mm。
对于变直径(或锥形)螺杆而言,螺杆直径是一个变值,一般用最小直径和最大直径表示如:65/130。
双螺杆的直径越大,表征机器的加工能力越大。
2、螺杆的长径比。
螺杆的长径比是指螺杆的有效长度与外径之比。
一般整体式双螺杆挤出机的长径比是在7-18之间。
对于组合式双螺杆挤出机,长径比是可变的。
从发展看,长径比有逐步加大的趋势。
3、螺杆的转向。
螺杆的转向有同向和异向之分。
一般同向旋转的双螺杆挤出机多用于混料,异向旋转的挤出机多用于挤出制品。
4、螺杆的转速范围。
螺杆的转速范围是指螺杆的最低转速到最高转速(允许值)间的范围。
同向旋转的双螺杆挤出机可以高速旋转,异向旋转的挤出机一般转速仅在0-40r/min。
5、驱动功率。
驱动功率是指驱动螺杆的电动机功率,单位为kw。
6、产量。
产量指每小时物料的挤出量,单位为kg/h。
如果您需要订购锥形双螺杆挤出机,不妨来东莞市华鸿塑料机械厂参观,我厂拥有专业加工生产流水线,工艺先进,技术独特,引进欧美先进的专业制造技术。
产品材质选用优质合金钢(38CrMOALA)或铬钼合金钢黑色十字(SACM645)经过调质、定型、成型、精磨、表面氮化或喷焊合金(双金属)、抛光等工艺精制而成,具有高耐磨、抗腐蚀之优点。
并为客户上门测绘、设计等业务。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图. 使用 POLYFLOW 的网格叠加技术组合机筒和螺 杆, 以避免因螺杆运动重复划分网格. 图 1 ( d ) 给出 了同向锥形双螺杆和机筒网格的叠加图 . 其他两种 双螺杆和机筒的网格叠加与同向锥形双螺杆和机筒 计 的叠加方法相同. 划分不同大小的网格进行试算, 同向锥形双螺杆, 异向锥形 算结果达到收敛精度时, 双螺杆和平行双螺杆的最少网格数分别为 367 322 , 366 664 和 277 316 个. 同向和异向锥形双螺杆的机 筒网格数均为 380 508 个, 平行双螺杆机筒网格数 为54 984 个.
实验比较研究
了由断裂和常规螺纹元件组合异向锥形双螺杆的混 与单螺杆的混合性能比较, 研究结果表明, 合性能, 断裂螺纹元件可增加漏流, 提高混合. 2003 年, 张志 [2 ] 莲等 使用 ANSYS 有限元软件数值计算了异向锥 形双螺杆菠萝型混合元件内熔体的三维等温流场 , 与常规螺纹元件的性能对比, 研究结果表明, 菠萝型 混合元件比常规螺纹元件的生产率高, 分布混合能 力强, 机头压力和物料温度的波动小. 但是, 其分散 在不同转 性混合能力不如常规螺纹元件. 2006 年, [3 ] Kumar 等 实验和数值研究 速和机筒温度条件下, 了异向锥形双螺杆挤出中淀粉的停留时间 , 研究结 随着螺杆转速和机筒温度的提高 , 粒子的平 果表明, 曹英寒等 均停留时间减小. 2010 年,
第 32 卷第 10 期 2011 年 10 月
哈 尔 滨 工 程 大 学 学 报 Journal of Harbin Engineering University
Vol. 32 №. 10 Oct. 2011
doi: 10. 3969 / j. issn. 1006 - 7043. 2011. 10. 018
Abstract: In order to provide theoretical basis and technical support for the design and actual processing of a corotating conical twinscrew ,a study was done on the mixing performance of a corotating conical twinscrew extruder. The flow of rigid polyvinyl chloride ( RPVC ) was melted in a corotating conical twinscrew extruder. When the rotation speed was 25 r / min,the pressure difference between the entrance and exit of the extruder was zero,a corotating conical twinscrew extruder,a counterrotating conical twinscrew extruder and a parallel twinscrew extruder were simulated by using Polyflowthe finite element method software. The threedimensional isothermal flow fields of RPVC in the melting sections of the three types of twinscrew extruders were also calculated. The mixing performance of each type of twinscrew extruder was studied by using the particle tracking analysis method. The results of particle tracking analysis show that a corotating conical twinscrew extruder has the best dispersive mixing performance. Its distribution mixing performance is better than that of a counterrotating conical twinscrew extruder and smaller than that of a parallel twinscrew extruder. The results show that a corotating conical twinscrew extruder not onbut also overcomes the shortcoming of a lower shear rate compared with a ly has the advantage of compressing materials, counterrotating conical twinscrew extruder. The fluctuation of pressure in the melting section of a corotating conical twinscrew extruder is the smallest, which allows for superior stability of the polymer extrusion in the three types of twinscrew extruders. The residence time of RPVC in an HT30 combined parallel twinscrew extruder was studied through experiments and numerical simulation. The difference in results between the two methods was very small. Therefore,the mathematical and physical models as well as the numerical method in this study are reliable. Keywords: numerical simulation; particle tracking analysis; corotating conical twinscrew extruder; mixing extrusion
[4 ]
研究了壁面
条件对异向锥形双螺杆挤出硬聚氯乙烯过程的影 研究结果表明改善壁面条件有利于提高聚合物 响, 降低制品的残余应力, 提高 螺杆挤出过程的稳定性, 制品质量. 2008 年, 同向锥形双螺杆造粒机应用于工业生 产 . 但是, 尚未见有关同向锥形双螺杆混合挤出 有必要研究聚合物同 聚合物性能研究的报道. 因此,
第 10 期
曹英寒, 等: 同向锥形双螺杆混合挤出性能的比较研究
· 1361·
双螺杆挤出机. 与平行双螺杆相比, 锥形双螺杆挤出 . 机的问世和工业应用较晚 锥形螺杆具有压缩比大、 长径比小的结构特点, 适用于粉状聚氯乙烯 ( PVC ) 的加工, 尤其适用于 UPVC 干混粉料造粒和直接挤 VAN Zuilichem 等 出成型. 1999 年,
Study on the mixing performance of a corotating conical twinscrew extruder
2 CAO Yinghan1, ,CHEN Jinnan1
( 1. School of Chemical Engineering and Environment,Beijing Institute of Technology,Beijing 100081 , China; 2. School of Biology and Chemical Engineeing,Nanyang Institute of Technology, Nanyang 473004 , China)
条件下, 使用 POLYFLOW 软件, 数值模拟了同向和异程, 计算 用粒子示踪法统计分析了 3 种双螺杆的混合挤出性能, 将同向锥形双 了 3 种双螺杆计量段流道内熔体的三维等温流场, 螺杆的混合挤出性能与异向锥形双螺杆和平行双螺杆的混合挤出性能比较 . 统计分析结果表明, 同向锥形双螺杆分散性 分布性混合能力比异向锥形的大, 比平行双螺杆的小. 同向锥形双螺杆既保存了异向锥形双螺杆有利于 混合能力最大, 物料的压缩的优点, 又克服了异向锥形双螺杆剪切能力小的缺点 . 锥形双螺杆计量段流道内熔体的压力波动最小, 有利 30 平行双螺杆挤出 RPVC 的停留时间, 于挤出制品的稳定性. 用实验和数值计算 2 种方法研究了 HT验证了所采用的数 值计算方法的可靠性. 关键词: 数值模拟; 粒子示踪法; 同向锥形双螺杆; 混合挤出 中图分类号: TQ320. 66 文献标识码: A 7043 ( 2011 ) 10136007 文章编号: 1006-
0418. 收稿日期: 2011基金项目: 科研协作基金资助项目( B2220080256 ) . ), 作者简介: 曹英寒( 1982女, 博士; ), mail: jnchen @ 陈晋南 ( 1948女, 教授, 博士生 导 师,Ebit. edu. cn. 通信作者: 陈晋南.
随着聚合物加工业的发展, 聚合物主要加工设 备双螺杆挤出机得到了飞速发展, 以其优异的加工 性能得到了越来越广泛的应用. 1967 年左右, 奥地 利 ANCER 兄弟公司制造出世界上第一台异向锥形
同向锥形双螺杆混合挤出性能的比较
1, 2 1 曹英寒 , 陈晋南
( 1. 北京理工大学 化工与环境学院, 北京 100081 ; 2. 南阳理工学院 生物与化学工程学院, 河南 南阳 473004 ) 摘 要: 为了给同向锥形双螺杆的设计和实际加工提供理论依据和技术支持, 在螺杆转速为 25r / min, 进出口压差为零的