冲孔翻边
冲压冲孔翻边高度计算公式

冲压冲孔翻边高度计算公式冲压工艺是制造业中常见的一种加工工艺,通过冲压设备对金属材料进行加工,可以实现复杂形状的加工需求。
在冲压过程中,冲孔和翻边是常见的操作步骤,而冲孔翻边的高度是一个重要的参数,直接影响产品的质量和性能。
因此,准确计算冲孔翻边高度是非常重要的。
冲压冲孔翻边高度的计算公式可以通过以下步骤得出:1. 冲孔直径,首先需要确定冲孔的直径,这个参数通常由设计要求确定,也可以根据产品的实际需要进行调整。
2. 材料厚度,冲孔翻边的高度与材料的厚度密切相关,因此需要准确测量材料的厚度。
3. 冲孔翻边比,冲孔翻边比是指冲孔直径与翻边高度之间的比值,通常情况下,冲孔翻边比为1:1,即冲孔直径等于翻边高度。
但在实际应用中,也会根据具体情况进行调整。
根据以上三个参数,可以得出冲压冲孔翻边高度的计算公式如下:翻边高度 = 冲孔直径 + 材料厚度冲孔翻边比。
通过这个公式,可以准确计算出冲孔翻边的高度,从而指导生产过程中的操作和调整。
在实际应用中,冲压冲孔翻边高度的计算公式可以根据具体情况进行调整和优化。
例如,对于不同的材料和冲孔形状,可能需要采用不同的修正系数,以提高计算的准确性和可靠性。
除了计算公式之外,冲压冲孔翻边高度的控制还需要考虑以下几个方面:1. 冲压设备的精度和稳定性,冲压设备的精度和稳定性直接影响冲孔翻边的质量和精度,因此需要定期检查和维护设备,确保其正常运行。
2. 模具设计和制造,冲孔翻边的质量和精度也与模具的设计和制造有关,因此需要选择合适的模具材料和加工工艺,确保模具的精度和耐用性。
3. 操作人员的技术水平,冲压操作人员的技术水平和经验也会影响冲孔翻边的质量,因此需要加强培训和管理,提高操作人员的技术水平。
总之,冲压冲孔翻边高度的计算公式是冲压加工中的重要参数,通过合理的计算和控制,可以实现产品质量和生产效率的提高。
同时,也需要注意设备、模具和操作人员等方面的管理和优化,以保证冲压加工的稳定性和可靠性。
冲压翻边孔预冲孔标准

冲压翻边孔预冲孔标准冲压翻边孔预冲孔标准是制造业中非常重要的一项技术标准,它涉及到了许多行业和领域,如汽车、家电、机械制造等。
下面我们来详细了解一下这项技术标准的相关内容。
一、冲压翻边孔预冲孔的定义冲压翻边孔预冲孔是指在金属板材上通过冲压加工形成的一种特殊形状的孔,它可以用来固定零件或者用于通风、散热等功能。
与普通的孔不同,冲压翻边孔预冲孔在加工过程中需要进行翻边和预冲的处理,以便使得孔的边缘更加平整、美观,并且能够提高零件的使用寿命。
二、冲压翻边孔预冲孔的标准要求1. 尺寸精度要求:在制造冲压翻边孔预冲孔时,需要按照国家相关标准进行设计和加工,尺寸精度应该符合GB/T 1804-2000的要求。
同时,在加工过程中还需要对零件的尺寸进行精确测量,以确保其符合标准要求。
2. 翻边和预冲要求:冲压翻边孔预冲孔在加工过程中需要进行翻边和预冲处理,以便使得孔的边缘更加平整、美观,并且能够提高零件的使用寿命。
在进行翻边和预冲处理时,应该按照国家相关标准进行操作,以确保处理质量达到要求。
3. 表面质量要求:冲压翻边孔预冲孔在加工后应该具有良好的表面质量,表面应该光滑、平整、无毛刺、无裂纹等缺陷。
同时,在加工过程中还需要对零件的表面进行清洗和防锈处理,以确保其表面质量达到要求。
4. 材料要求:制造冲压翻边孔预冲孔所使用的材料应该符合国家相关标准的要求,材料应该具有良好的机械性能、耐腐蚀性能和耐高温性能等特点。
同时,在加工过程中还需要对材料进行严格的检验和测试,以确保其质量可靠。
三、冲压翻边孔预冲孔的应用领域冲压翻边孔预冲孔广泛应用于汽车、家电、机械制造等行业和领域,它可以用于固定零件、通风散热、防水防尘等功能。
在汽车制造领域中,冲压翻边孔预冲孔被广泛应用于车身结构和内饰件的制造中,可以提高汽车的安全性和舒适性。
在家电制造领域中,冲压翻边孔预冲孔被广泛应用于洗衣机、空调等产品中,可以提高产品的稳定性和使用寿命。
冲孔加翻边一体具设计

冲孔加翻边钣金模具设计
设计的零件冲压成型模样图如下:
技术要求:
1:为标公差尺寸按QB/JU01.001-2006
2: 未注折弯内径R0.3,为注圆角R0.5。
3:零件外表要求平整,五凹坑,无擦伤,无划伤
4:落料,冲孔毛刺高度小于0.1MM,方向朝内部,边缘毛刺不允许有挂,划手现象。
5:直径2.5的翻边孔允许有不影响使用的梅花裂纹。
6:该零件的成型模借用后面板《JUW8.041.00005762》,冲孔改变。
注:是已做的钣金模具
模具的总装主视图如上。
模具的总装俯视图如上。
下面就是我所设计模具的选材和加工,主要是针对模版以至于冲孔的小件就不多讲。
根据模具总的组装主
视图一次往下设计。
下面所有的图都是CAD-2007版本上截图下来的
上模座加工要求如下。
这个是上托板我们也俗称它叫上模座作用:模具的基座,所有的钣都紧紧固定在模座上,模具装夹到冲压机上。
通常都是装夹模座。
我们选择的材料是45钢(注:上下模座都用45号钢,下模座就不说选材问题)。
选择45钢的原因有两点:1:在价格方面比较便宜而且上模座厚度一般比较厚。
(注:我现在设计的模具上模座厚度达到35MM,我在钣金模具厂见过最厚的上模座达到55MM)
2:45号钢为优质碳素结构用钢,硬度不宜用来且削加工,模具中常用来做模版。
翻边的预冲孔如何计算
翻边的预冲孔如何计算
翻边预冲孔是一种常见的金属加工方法,用于在金属板上制作出具有边缘上翻的孔洞。
这种方法通常用于制作连接件、固定件和装饰件。
在进行翻边预冲孔的计算过程中,需要考虑以下几个方面:
1.材料厚度:首先,需要测量金属板的厚度。
材料厚度对于计算翻边预冲孔的大小至关重要,因为预冲孔应该适合于材料的厚度,以确保正确的加工和连接。
2.预冲孔直径:预冲孔的直径取决于所使用的螺栓或螺钉的直径以及预期的连接强度要求。
在计算预冲孔直径时,应考虑到预冲孔直径至少要大于螺钉直径的1.2倍。
3.翻边高度:翻边高度是指金属板上翻的边缘高度。
为了保证翻边的质量和稳定性,翻边高度应适当。
通常情况下,翻边高度应大于金属板厚度的1.5倍。
4.翻边宽度:翻边宽度是指金属板上翻的边缘宽度。
翻边宽度的计算取决于所使用的预冲孔直径和翻边高度。
通常情况下,翻边宽度应大于预冲孔的直径。
5.翻边角度:翻边角度是指翻边边缘与金属板平面的夹角。
翻边角度通常在30度至45度之间,具体取决于材料的类型和翻边的预期效果。
DIN 7952-T2_螺纹孔的冲孔翻边底孔尺寸
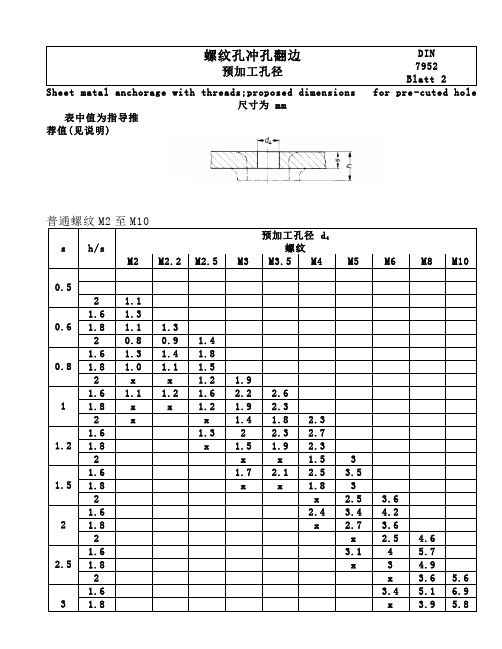
螺纹孔冲孔翻边预加工孔径DIN 7952 Blatt 2尺寸为 mm 表中值为指导推荐值(见说明)s h/s预加工孔径 d4螺纹M2 M2.2 M2.5 M3 M3.5 M4 M5 M6 M8 M100.52 1.10.6 1.6 1.31.8 1.1 1.32 0.8 0.9 1.40.8 1.6 1.3 1.4 1.81.8 1.0 1.1 1.52 x x 1.2 1.91 1.6 1.1 1.2 1.6 2.2 2.61.8 x x 1.2 1.92.32 x x 1.4 1.8 2.31.2 1.6 1.3 22.3 2.71.8 x 1.5 1.92.32 x x 1.5 31.5 1.6 1.72.1 2.53.51.8 x x 1.8 32 x 2.5 3.62 1.6 2.4 3.4 4.21.8 x2.73.62 x 2.5 4.62.5 1.63.1 4 5.71.8 x 3 4.92 x 3.6 5.63 1.6 3.4 5.1 6.9 1.8 x 3.9 5.8用冲孔标记不能确定预加工孔。
按DIN7952-T1的翻边孔只能用成型冲压或钉孔法生产。
翻边螺纹孔的尺寸见DIN 7952-T1用冲孔标记不能确定预加工孔。
按DIN7952-B1的翻边孔只能用成型冲压或钉孔法 生产。
说明板材冲孔翻边的尺寸稳定性受很多实际因素的影响。
因此不可能涉及精确的尺寸,特别是 绝无技术的联合影响阻碍技术的发展。
因此与材料有关的规定就不计了。
但为了对制造翻边孔重要的资料应无错误,所以规定了预加工孔的推荐值。
这些推荐值与 翻边螺纹孔按DIN 7952-B1的内径d2有关,该螺纹内径公差带为5H 。
预加工孔直径的推荐值是计算的,并考虑初始材料体积与翻边加工后材料相等。
这个条件 满足等式:其中符号意义:d2 螺纹内径(成品尺寸) d4 预加工孔直径d5 翻边圈直径平均值h ’ 减少的翻边圈高度(考虑由于拉深螺纹内径的体积减少) 所 板材壁厚以前所用的螺纹M2.2和M2.6是在比较DIN 13 B1时ISO/R261中没有的螺纹尺寸。
落料拉深冲孔翻边复合模设计
升降器外壳复合模的设计摘要模具是“工业之母”,是工业生产中不可或缺的一部分,它在工业生产中的地位已经变得越来越重要。
一个国家的制造业发不发达取决于这个国家的模具水平高不高,模具水平的高低是衡量制造业水平高低的重要标志。
此外模具在很大程度上决定了产品的质量、效益以及对新产品的开发能力。
本次设计的零件为宽凸缘的汽车玻璃升降器外壳,采用的材料为10钢,工件厚度为1.5mm,保证了工件具有良好的强度和硬度。
该工件形状简单,结构对称,利于进行合理的排样,并且废料少,此外拐角处为圆弧过渡,适合采用冲压加工。
该工件需要经过落料、三次拉深、冲孔、翻边和切边等工序。
工艺方案适合采用落料首次拉深复合模、冲孔翻边复合模、其他工序用单工序模。
在设计中除了要完成必要的计算部分,还要利用CAD制图软件绘制两幅装配图和主要零部件的零件图。
关键词:冲压加工;复合模;冲压工艺;CADTHE DESIGN OF LIFTER SHELL COMPOUND DIEABSTRACTMold is “the mother of industry”, an integral part of industrial prod uction, it’s position in the industrial production is becoming more and more important. The mould technology level of a country has already become an important symbol to measure the level of the national manufacturing industry. In addition, the mold to a large extent determines the quality, efficiency of products and the development capabilities of new product.The design of the part is a wide flange automobile glass lifter shell, the material is 10 steel, the thickness of the workpiece is 1.5mm, it’s guar antee the workpiece has good strength and hardness. The workpiece has a simple shape and symmetrical structure, is advantageous to layout reasonable, and has less waste, in addition, the corner is the arc transition, it’s suitable for stamping process.The workpiece needs to through blanking, drawing three times, punching, flanging and cutting processes. The process scheme is suitable for blanking and the first time drawing compound die, punching and flanging compound die, other processes using single process mode. During the design, it’s not only need to complete the necessary calculation part, but also need to use the CAD drawing software draw two pieces of the assembly drawing and the main parts drawing.Key words: punching; compound die; stamping process; CAD目录1 绪论 11.1 课题研究背景及目的 11.2 国内外研究现状与发展趋势 11.2.1 国内外模具行业的发展现状 11.2.2 汽车覆盖件冲压工艺现状 21.2.3 我国模具行业的发展趋势 31.2.4 汽车覆盖件冲压工艺的发展趋势 4 1.3 课题研究方法 41.4 论文的构成 42工艺性分析 62.1 工件的工艺分析 62.2 修边余量的计算 72.3 毛坯尺寸的计算 72.4 确定是否采用压边圈 72.5 拉深次数的确定 82.6 冲孔和翻边的尺寸计算 92.7 工艺方案的确定 92.8 排样设计 102.9 模具工艺性分析 122.9.1 各工序冲压力的计算 122.9.2 压力机的选择 152.9.3 模具压力中心 163 模具结构的设计与计算 173.1 模具主要零部件尺寸计算 17 3.1.1 落料模刃口尺寸 173.1.2 首次拉深模工作尺寸 183.1.3 二次拉深模工作尺寸 193.1.4 三次拉深模工作尺寸 193.1.5 冲孔模刃口尺寸 203.1.6 翻边模工作尺寸 203.2 落料首次拉深凸凹模的设计 21 3.3 落料凹模的设计 223.4 首次拉深凸模的设计 223.5 冲孔凸模的设计 233.6 翻边凹模的设计 243.7 冲孔翻边凸凹模的设计 243.8 模架的选择 253.9 模柄的选择 253.10 各板料的结构设计 263.11 弹性元件的选用 263.12 螺钉、销钉的选用 273.13 闭模高度计算 284 冲压工艺卡与机加工工艺卡 294.1 冲压工艺卡 294.2 落料凹模机加工工艺卡 314.3 拉深凸模机加工工艺卡 325 结论 33参考文献 34致谢 36附录A 冲压常用公差配合 37附录B 冲模零件表面粗糙度 38附录C 冷冲模工作零件常用材料及热处理 39 附录D 冲模一般零件材料和热处理要求 401 绪论1.1 课题研究背景及目的进入21世纪以来,我国的经济发展的非常之快,我国的制造业在经济快速发展的带动下也有了很大程度的发展。
法兰—落料冲孔翻边复合模

法兰冲模设计目录任务书 (3)第1章冲压件的工艺分析 (4)1.1 冲裁工艺性 (4)1.2 翻边工艺性 (4)1.3 判断能否一次性翻边成功 (5)第2章确定工艺方案 (5)2.1 初步确定加工方案 (6)2.2 冲压方案的制定 (6)第3章排样及材料利用率的计算 (8)3.1计算预冲孔的大小 (8)3.2 确定排样方式 (9)3.3 计算材料利用率 (10)第4章冲压设备的确定 (12)4.1 冲裁力的计算 (12)4.2 计算压力中心 (14)4.3 冲压设备的确定 (14)第5章模具主要工作部分尺寸的确定 (14)5.1 落料刃口尺寸 (14)5.2冲孔刃口尺寸 (15)5.3 翻边刃口尺寸 (16)第6章模具结构和主要零部件设计 (17)6.1 模架的选择 (17)6.2主要零部件设计 (18)6.3 冲压模具装配图 (19)参考文献 (21)致谢 (22)第1章冲压件的工艺分析该法兰为落冲孔翻边件,材料为08F钢,材料厚度1mm,生产批量为大批量。
工艺性分析内容如下:1.1 冲裁工艺性08F钢为普通碳素结构钢,具有较好的冲裁成形性能,和良好的塑形成型能力。
由零件简图2-1可见,该工件的加工涉及到落料、冲孔、翻边或拉深等工序成形。
该零件的外径为Φ90mm,属于小制件,形状简单且对称,适于冲裁加工。
查《冷冲压模具设计与制造》表2.3冲压件内、外形所能达到的经济精度,因制件形状简单、对称,冲裁件内外形所能达到的经济精度为IT12-IT13。
90-0.5+0.5 2.25+1 5-0.5+1由以上分析可知,该零件可以用普通冲裁的加工方法制得。
1.2 翻边工艺性图1—11.翻边工件边缘与平面的圆角半径r=(2~3)t2.翻边的高度h=5≥1.5r=1.53.翻边的相对厚度d/t=9.38>(1.7~2),所以翻边后有良好的圆筒壁4.冲孔毛刺面与翻边方向相反,翻边后工件质量没大影响。
5.查《中国模具设计大典》第3卷,第35页,K.W.I扩孔实验,预加工孔Φ9.38可扩孔到Φ35左右,而制件为Φ18,即满足翻边性能。
小钣金件冲孔翻边复合模设计

小钣金件冲孔翻边复合模设计摘要:钣金零件上的翻边孔通常首先使用冲底孔后翻边,然后使用两个冲压形模具。
此冲孔程序通常适用于大型板金零件。
对于小型和不规则钣金零件,从冲孔翻边创建复合模具是很有用的,因为定位精度差,输出数量少,并且零件很难获得。
关键词:小钣金件;冲孔;翻边;复合模具随着现代工业技术的迅猛发展,各种模具运用越来越普及,正在汽车、航天、消费电子、仪器和医疗设备等领域得到应用。
冷冲模占行业总产量约40%的模具,,其中模具安装在压机中,并在室温下对材料施加压力,以创建分离、造型或连接,从而得到具有特定形状、大小和特性的零件。
一、冲孔翻孔工序介绍冷冲压工艺有不同的分类方法,可根据不同的分类方法分为离和成形工艺,翻边是其中一个过程。
这是在模具影响下开发的方法。
它将孔的边或工件的外侧边推至垂直边。
但是,如果工件弯曲,则工件的变形仅限于弯曲曲线的圆形部分。
翻边时,工件的圆角部分和边缘必须参与变形。
两者都属于变形带,因此翻边时的变形比弯曲时复杂得多,从而使翻边过程更加有难度。
根据工件边的状态和应力以及各种变形状态,可将翻边分为外缘和内孔翻边,或分为伸长和压缩类。
内孔翻边是冲压过程。
在冲孔过程中,孔边上的直线材料会镜像到先前弯曲的工件上。
根据孔的形状,内孔翻边也可以分为圆孔和异型孔翻边。
二、冲孔翻孔复合模结构五金钣金件通常有一个内孔翻边过程,设计用于攻丝,并从制造零件之间的螺纹连接开始。
大多数常规翻孔方法是冲压一个非常小的预应力孔,然后翻孔两种程序的传统程序可分为三类。
方法1:单工序,如果单工序模具,则必须创建两组模具,冲压一个模具并翻孔以创建另一个模具冲压设备占用两套。
此冲压工艺需要大量人力、较长的交货时间、较低的加工精度、较高的生产成本、较长的生产周期和较低的生产率。
方式2:级进模成形。
这是通过在模具的两个位置形成来实现的,这些需要在两个模具之间进行相对精确的定位,以确保制造精度。
该方法与前者相比具有一定的优势:它提高了零件生产的准确性和效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压工艺学小组成员:贾宇杰房渤策马志远夏利超指导老师:段永川老师生产零件:端盖技术条件:1.料厚1mm2.去掉毛刺3.材料为08钢4.本零件为落料冲孔模5.设计本零件间的冲压工艺及模具项目的主要内容:冲压工艺分析设计工艺方案及模具结构形式 模具设计计算设备选择模具设计设计该零件的冲压工艺与模具(一)冲压工艺分析设计1、冲裁件的工艺性是指从冲压工艺方面来衡量设计是否合理。
一般的讲,在满足工件使用要求的条件下,能以最简单最经济的方法将工件冲制出来,就说明该件的冲压工艺性好,否则,该件的工艺性就差。
以上要求是确定冲压件的结构,形状,尺寸等对冲裁件工艺的实应性的主要因素。
根据这一要求对该零件进行工艺分析。
1.材料分析:由零件图可知端盖的材料为08冷轧钢板,具有良好的成形性能。
2.经济性分析:该端盖是大批量生产,适合冲压生产。
3.精度分析:零件图上没有尺寸、公差要求,所以均按照IT14选取,所以普通冲压即可满足零件精度要求。
2、T8钢淬火加热时容易过热,变形也大,塑性及强度比较低,不宜制造承受较大冲击的凸凹模,价格便宜,材料来源广,热处理温度低,热处理后有较高的硬度和耐磨性。
2、零件尺寸未标注公差,属自由尺寸,可按IT14级确定工件尺寸的公差,经查公差表,各尺寸公差为:500-0.62、24.70-0.52、70-0.36、6.50-0.36、10±0.18、150+0.43以根据图纸要求进行设计并画图,利用普通冲裁方式可达到图样要求。
材料为08冷轧钢板是优质碳素结构钢,具有良好的可冲压性能。
材料的厚度为1.0mm。
由于该件外形简单,形状规则,适于落料冲孔加工。
(二)工艺方案及模具结构形式确定方案就是确定冲压件的工艺路线,主要包括冲压工序数,工序的组合和顺序等。
确定合理的冲裁工艺方案应在不同的工艺分析进行全面的分析与研究,比较其综合的经济技术效果,选择一个合理的冲压工艺方案。
经分析,该零件属于中小批量生产,工艺性较好,冲压件尺寸精度不高,形状简单。
根据现有冲模制造条件与冲压设备,采用冲裁冲孔复合模,模具制造周期短,价格低廉,工人操作安全,方便可靠。
(三)模具设计计算1.排样因为矩形边长L=50mm 查表1可知两工件间按矩形取搭边值a=1.8,工件与边缘搭边值a1=1.5.条料宽度按相应的公式计算:查表2 ⊿=0.5 C=0.2B=(D+2a+δ)-δB=(50+2×2+0.5)0-0.5B=54.50-0.5 mm表1 搭边值和侧边值的数值表2 剪裁下的下偏差△(mm)根据上述数据可知图形搭边值和条料宽度,如图2可示:2.计算冲压力若采用平刃冲裁模,其冲裁力P p 按下式计算: P —冲裁力; L —冲裁周边长度; t —材料厚度; τ—材料抗剪强度; K—系数;系数K是考虑到实际生产中,模具间隙值的波动和不均匀,刃口磨损、板料力学性能和厚度波动等原因的影响而给出修正系数,一般取K=1.3。
L=50+50+10×4+24.7×2=189.4 mm 查τ>=210-400 取τ=250 Pp= KLt τ=1.3×(3.14×104.4)×1.0×250 =106540.2N 3.拉伸力的计算 (1)外围拉深P=t —毛坯厚度—材料的抗拉强度k — 钢板的系数— 外围冲裁板的直径拉伸系数— m=d/D=0.48由毛坯的相对厚度查表得拉深一次即可,08冷轧钢为325Mpa ,查表得 k=1.1; 拉伸系数 m=d/D=0.48;P=P=56156N(2)内径拉深P=1b p1k t d σπb σ1d 1b p1k t d σπ1b p1k t d σπt —毛坯厚度—材料的抗拉强度k — 钢板的系数— 内围冲裁板的直径由毛坯的相对厚度查表得拉深一次即可,08冷轧钢为325Mpa ,查表得 k=0.75;拉伸系数 m=d/D=0.56;P=P=21441N (3)冲孔P= KLt τt —毛坯厚度—材料的抗拉强度k — 钢板的系数d — 外围冲裁板的直径由毛坯的相对厚度查表得拉深一次即可,08冷轧钢为325Mpa ,查表得 k=1.3;L=54.66;t=1.0mm ;D=17.4P= KLt τP=17764N (4)翻边力t — 材料厚度—材料的屈服强度—外围直径—内部拉深的直径取190,;t ≥175MpaP=7613Nb σ1d 1b p1k t d σπb σb d d t p σπ)(1.101-=s σ1d 0d s σ4、工件的压力中心该制件有中心对称,因此其压力中心与重心重合。
5、计算凸、凹模的工作部分的尺寸 (1)落料根据凸模和凹模刃口尺寸的确定原则:①落料时以凹模的尺寸为基准,先确定凹模尺寸; ②冲孔时以凸模尺寸为基准,先确定凸模尺寸; ③凸模和凹模刃口的制造公差;考虑本成品零件的结构形状,本凹模采用矩形局凹模,其材料和凸模一样为14TA ,热处理硬度为58-62HRC 内形尺寸即半成品的外形.据表3-7落料及冲孔模人口间隙表,保证双面间隙为0.10~0.130 mm 由表3-13查出其尺寸的极限偏差△=0.16由查3-18表规则形状冲裁凸模、凹模的制造公差得 、由于满足的条件,故凸模和凹模可采用分开加工的方法制作。
凸模刃口尺寸计算:凹模刃口尺寸计算:C j =(Cmin+X △)(2)式中,A j 、Cj ——基准件尺寸,单位均为mm 。
Am a x 、Cmin ——相应的工件极限尺寸,单位均为mm 。
△——工件公差,单位均为mm 。
δ——基准件制造偏差,单位均为mm 。
当刃口尺寸公差标注形式为+δ(-δ)时,=△/8; 查系数表,3-19工件的精度IT14取x 值=0.5, 以凹模为基准,凹模刃口尺寸计算如下按照 (2) C 凹=(Cmin+X △)104.4凹=(104.4+0.5×0.22)=104.51±0.0275(mm )C 凸=()(2)冲孔02.0=凸δ03.0=凹δ凹凸+δδ≥min max -Z Z 0-min x d 凸)+(凸δ∆=d 凹凹δδ+-凹δ凹凹δδ+-凹凹δδ+-根据凸模和凹模刃口尺寸的确定原则:①落料时以凹模的尺寸为基准,先确定凹模尺寸; ②冲孔时以凸模尺寸为基准,先确定凸模尺寸; ③凸模和凹模刃口的制造公差;考虑本成品零件的结构形状,本凹模采用矩形局凹模,其材料和凸模一样为14TA ,热处理硬度为58-62HRC 内形尺寸即半成品的外形.据表3-7落料及冲孔模人口间隙表,保证双面间隙为0.10~0.130 mm 由表3-13查出其尺寸的极限偏差△=0.22由查3-18表规则形状冲裁凸模、凹模的制造公差得 、由于不满足的条件,故凸模和凹模可采用配合加工的方法制作。
凹模磨损后尺寸变大 A 类: A j=(Amax -X △) (1)凹模磨损后尺寸不变 B 类: C j =(Cmin+X △) (2)式中,A j 、Cj ——基准件尺寸,单位均为mm 。
Am a x 、Cmin ——相应的工件极限尺寸,单位均为mm 。
△——工件公差,单位均为mm 。
δ——基准件制造偏差,单位均为mm 。
当刃口尺寸公差标注形式为+δ(-δ)时,=△/8; 查系数表,3-19工件的精度IT14取x 值=0.5, 以凹模为基准,凹模刃口尺寸计算如下按照 (2) C j =(Cmin+X △)104.4凹=(104.4+0.5×0.22)=104.51±0.0275(mm )第一类尺寸A1、A2、A3、A4.由表1查表得: X1、X2=0.5 X3、X4=0.7502.0=凸δ025.0=凹δ凹凸+δδ≥min max -Z Z 凹δ+0凹凹δδ+-凹δ凹凹δδ+-凹凹δδ+-A1=(50-0.5×0.62)00.62/4 =49.69 0+0.155mmA2=(24.7-0.5×0.52)00.52/4=24.4400.13 mmA3=(7-0.75×0.36)00.36/4=6.7300.09 mmA4=(6.5-0.75×0.36)00.36/4=6.2300.09 mm第二类尺寸B。
查表1得,X=0.5有公式得:B=(15+0.5×0.43)-0.43/40=15.215-0.1080 mm第三类尺寸C。
查表1得,X=0.5有公式得:C=(9.82+0.5×0.36) ±0.36/8=10±0.045 mmmm 冲孔时应以凸模为基准件来配作凹模。
此工件的尺寸公差有查表可知:3.2+0.08有冲压工艺学教材表:Z max=0.120mm, Z min=0.096 mmZ max- Z min=0.024mm冲孔部分:δp=0.020mm, δd=0.020mmX=0.5d p=(d+X△)-δ0=(3.2+0.5×0.08)– 0.020=3.24– 0.020mmd d=(dp+ Z min)0+δd =(3.24+0.096) 0+0.02 mm=3.3360+0.02 mm表10 系数X(四)冲裁工艺方案的确定1. 冲裁工序的组合(1)生产批量:中批和大批量生产采用复合冲裁(2)工件尺寸公差等级:复合冲裁所得到的工件尺寸公差等级高,因为它避免了多次冲压的定位误差,并且在冲裁过程中可以进行压料,工件较平整。
(3)对工件尺寸、形状的适应性:工件的尺寸较小时,考虑到单工序上料不方便和生产效率低,常采用复合冲裁。
(4)模具制造、安装调整和成本:对复杂形状的工件,采用复合冲裁较为适合,因模具制造、安装调整较易,成本较低。
(5)操作方便与安全:复合冲裁处件或清除废料较困难,工件安全性较差。
2.冲裁顺序安排根据图形安排,先进行冲孔,冲孔结束后再进行落料,这样能保证精度。
(五)凸模强度的校核在一般情况下,凸模的强度和刚度是足够的,无须进行强度校核。
但对特别细长的凸模或凸模的截面尺寸很小而冲裁的板料厚度较厚时,则必须进行承压能力和抗纵弯曲能力的校核。
其目的是检查其凸模的危险断面尺寸和自由长度是否满足要求,以防止凸模纵向失稳和折断。
强度的校核的目的主要是检查其高度是否足够,若高度不够,将会产生弯曲变形以至损坏查《实用模具设计与制造手册》[3]表2—94凹模的强度校核公式σW=1.5P/h×h (3.7) hmin= 1.5p/[σW]其中为冲裁力P=Ltτ=π357×1.5×300=50444.1N P p=KL tτ=1.3×(50+50+10×4+24.7×2)×1.2×300=88639.2Nhmin==1.5×88639.2N=60mm取h=65mm所以凸模强度符合强度要求凹模板上螺钉孔的确定查〈〈冷冲模具设计与指导〉〉表1—26 ,可以用M10的紧固螺钉,材料为45钢许用负载为3100N查表可得a1=12.5d=10mma2=1.5d=12mm(六)模具模架选择(1)冲压设备的选用压力机对模具寿命的影响也不容被忽视。