粗糙度样块
实训项目二十表面粗糙度样块板的使用
实训项目二十表面粗糙度样块(板)的使用实
验
一、实验目的
1.观察表面粗糙度样块(板)的结构。
2.掌握表面粗糙度样块(板)测量方法并保证工件测量精度。
二、实验设备和工具
1.表面粗糙度样块(板)。
2.被测零件。
三、实验原理
表面粗糙度样块是检测加工后工件表面的一种量具,它的使用方法
是以样块工作面的表面粗糙度为标准,凭触觉(如手摸)或视觉(可借助
放大镜、比较显微镜等)与待测的工件表面进行比对,从而判别被测工
件表面的表面粗糙度是否合乎要求。
这是一种定性的检测工具。
四、实验步骤
1.实验准备工作
做好检测准备(工件、表面粗糙度样块(板))。
2.正确选择表面粗糙度样块(板),所选用的样块和被测工件的加工方法必须相同。
3.对比样块与被测工件。
样块的材料、形状、表面色泽等应尽可能地与被测工件一致。
4.当被测工件表面的加工痕迹深浅程度相当或者小于样块工作面加工痕迹深度时
,则被测工件表面粗糙度一般不大于样块的标记公称值,从而判断表面粗糙度是否符合图纸(或工艺)要求。
五、注意事项:
1.样块的材料、形状、表面色泽等应尽可能地与被测工件一致。
2.用样块比对的方法虽简便、快速、经济实用,但只能定性测量,无法得到表面粗糙度的具体量值。
七、完成实验报告并回答思考题
(1)使用表面粗糙度样块有哪些优缺点?
(2)如何使用表面粗糙度样块检测零件的表面粗糙度?。
前钢材表面粗糙度等级的评定(比较样块法)》
前钢材表面粗糙度等级的评定(比较样块法)》
前钢材表面粗糙度是指钢材表面的几何形貌特征,包括峰谷高度、表面形态、表面缺陷、表面清洁度等。
评定前钢材表面粗糙度等级的目的是为了满足冶金工业对不同表面粗糙度要求的生产需求。
比较样块法是一种常见的评定前钢材表面粗糙度等级的方法,其主要步骤如下:
1. 选取标准和被评定样品,确保二者在基本材质、尺寸、热处理等方面相同。
2. 选取一块金属板作为比较样板,在其表面制作出多个不同等级的粗糙度样块。
3. 在被评定样品的表面分别选取若干个检测区域。
4. 将与被评定样品同类的比较样块依照粗糙度等级从低到高依次与被评定样品的各个检测区域作比较。
5. 根据比较结果,选取与被评定样品最相似的一块比较样块,确定其对应的表面粗糙度等级。
6. 重复上述步骤,对所有检测区域进行评定,并计算平均值作为被评定样品的表面粗糙度等级。
比较样块法评定前钢材表面粗糙度等级具有简便、直观、准确
的特点,可以较好地满足生产实际需要。
但需要注意的是,该方法所得的结果受比较样块的制备技术和选取方法、评定者的经验等因素的影响。
因此,在使用比较样块法评定前钢材表面粗糙度等级时,应注重参照标准、校准仪器、加强交流与讨论等,以提高评定结果的准确性和可靠性。
表面粗糙度比较样块参数测量结果的不确定度评定

表面粗糙度比较样块参数测量结果的不确定度评定1 概述1.1测量依据:JJF1099-2003《表面粗糙度比较样块校准规范》。
1.2环境条件:室内温度20℃±5℃,室内湿度≤70%RH。
1.3测量标准:便携式表面粗糙度仪,最大允许示值误差为±5%。
1.4被测对象:标称值0.4样块。
1.5 测量过程:用便携式表面粗糙度仪直接测量。
测量时,根据样块标记的加工方法和标称值,选择合适的取样长度,将被校样块放置在工作台上,使测量方向与加工纹理方向垂直,调整仪器至正常工作状态,依次在样块均匀分布的10个位置上进行测量,将测得的值作为测量结果。
2 数学模型由于表面粗糙度样块的值可以在粗糙度仪上直接读得,故有:=式中: —样块的测量结果,表面粗糙度样块的值,—便携式表面粗糙度仪显示的值。
3 输入量的不确定度来源主要有:便携式表面粗糙度仪示值误差引入的相对标准不确定度分量,测量重复性引入的相对标准不确定度分量,表面粗糙度样块加工的不均匀引入的不确定度分量。
4 标准不确定度评定4.1便携式表面粗糙度仪示值误差引入的相对标准不确定度,用B类方法评定。
据触针式表面粗糙度仪校准规范可知,仪器的最大允许误差为±5%,假设其为均匀分布 =,则: =4.2测量重复性引入的相对标准不确定度,用A类方法的评定。
选标称值0.4样块,在工作面某一位置重复测量10次,得到测量列:0.38 , 0.38 ,0.39 , 0.38 , 0.39 , 0.37 , 0.37 ,0.38, 0.38 ,0.37。
则:1.95测量重复性引入的相对标准不确定度为:= 0.624.3表面粗糙度样块加工的不均匀引入的不确定度分量,用B类方法评定。
在表面粗糙度样块的10个不同的位置进行测量,取其平均值作为测量结果。
规范中要求实验标准偏差不超过4%。
故10次测量平均值的标准差为:=4.4输入量的相对标准不确定度的计算= + +=5 合成标准不确定度的评定5.1 灵敏系数数学模型 =的系数 =1合成标准不确定度可按下式得到:= =3.21 3.26 扩展不确定度的评定取置信概率 =95,包含因子 =2则:=×=2×3.2 6.47 按以上方法对其他样块的测量不确定度进行分析,并将测量不确定度评估结果进行汇总。
表面粗糙度比较样块
表面粗糙度比较样块——泊头浩业工量具一、用途:表面粗糙度比较样块是通过视觉和触觉,以比较法来检查机械零件加工后表面粗糙度的一种工作量具。
通过目测或放大镜与被测加工件进行比较,判断表面粗糙度级别,为设计人员对特定加工方法和粗糙度等级的直观感觉和外形特征提供指导,也可作为大中专院校机械专业的直观教具。
它的表征参数为表面轮廓算术平均偏差Ra值。
它完全符合国家标准GB6060-2.3.4.5和国家检定规程JJG102的各项技术要求。
生产品种、规格见附表。
二、材料及规格:(1)机加工表面粗糙度比较样块材料:除研磨样块采用GCr15材料外其余样块采用45#优质碳素结构钢制成。
机加工表面粗糙度比较样块规格:共分五种1、八组样块(车外圆、刨、端铣、平铣、平磨、外磨、研磨、镗内孔)2、七组样块(车床、刨床、立铣、平铣、平磨、外磨、研磨)3、六组样块(车床、刨床、立铣、平铣、平磨、外磨)4、笔记本样块(车床、立铣、平铣、平磨、外磨、研磨)5、单组式:(车床样块、刨床样块、立铣样块、平铣样块、平磨样块、外磨样块、研磨样块、镗床样块、手研)6、双组式:(车外圆磨外圆、镗内孔磨内孔)(2)其它表面粗糙度比较样块材料为镍合金,采用精密电铸复制工艺,工艺先进,质量稳定,品种规格最全,产品有硬度高,耐磨性好,永不生锈等特点,特别适用于生产现场。
1、喷砂加工样块:2、抛喷丸加工样块3、抛光加工样块4、铸造钢铁砂型样块5、电火花线切割样块6、电火花样块三、使用维护注意事项:比较样块在使用时应尽量和被检零件处于同等条件下(包括表面色泽,照明条件等)不得用手直接接触比较样块,严格防锈处理,以防锈蚀,并避免碰划伤。
四、表面粗糙度比较样块规格表:。
中日粗糙度对照
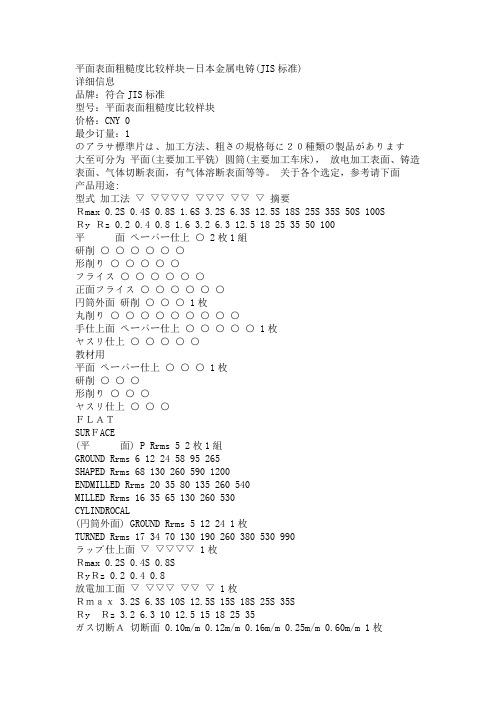
平面表面粗糙度比较样块-日本金属电铸(JIS标准)详细信息品牌:符合JIS标准型号:平面表面粗糙度比较样块价格:CNY 0最少订量:1のアラサ標準片は、加工方法、粗さの規格毎に20種類の製品があります大至可分为平面(主要加工平铣) 圆筒(主要加工车床),放电加工表面、铸造表面、气体切断表面,有气体溶断表面等等。
关于各个选定,参考请下面产品用途:型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要Rmax 0.2S 0.4S 0.8S 1.6S 3.2S 6.3S 12.5S 18S 25S 35S 50S 100SRy Rz 0.2 0.4 0.8 1.6 3.2 6.3 12.5 18 25 35 50 100平面ペーパー仕上○ 2枚1組研削○ ○ ○ ○ ○ ○形削り○ ○ ○ ○ ○フライス○ ○ ○ ○ ○ ○正面フライス○ ○ ○ ○ ○ ○円筒外面研削○ ○ ○ 1枚丸削り○ ○ ○ ○ ○ ○ ○ ○ ○手仕上面ペーパー仕上○ ○ ○ ○ ○ 1枚ヤスリ仕上○ ○ ○ ○ ○教材用平面ペーパー仕上○ ○ ○ 1枚研削○ ○ ○形削り○ ○ ○ヤスリ仕上○ ○ ○FLATSURFACE(平面) P Rrms 5 2枚1組GROUND Rrms 6 12 24 58 95 265SHAPED Rrms 68 130 260 590 1200ENDMILLED Rrms 20 35 80 135 260 540MILLED Rrms 16 35 65 130 260 530CYLINDROCAL(円筒外面) GROUND Rrms 5 12 24 1枚TURNED Rrms 17 34 70 130 190 260 380 530 990ラップ仕上面▽ ▽▽▽▽ 1枚Rmax 0.2S 0.4S 0.8SRyRz 0.2 0.4 0.8放電加工面▽ ▽▽▽ ▽▽ ▽ 1枚Rmax 3.2S 6.3S 10S 12.5S 15S 18S 25S 35SRy Rz 3.2 6.3 10 12.5 15 18 25 35ガス切断A切断面 0.10m/m 0.12m/m 0.16m/m 0.25m/m 0.60m/m 1枚ガス切断B切断面 0.04m/m 0.05m/m 0.10m/m 0.12m/m 0.18m/m 1枚ガス溶断面A、B 溶断面 A 粗さ(R)スラグ(S) 2枚1組1級50S 2級100S 3級200S 1級 2級 3級 4級B平坦性(F)上縁の溶け(M)15m/m≦板厚≦25m/m 板厚>25m/m1級 2級 1級 2級 1級 2級 3級鋼板仕上面(塗装下)グラインダーRmax 25S 35S 70S 100S 2枚1組サンダー 12μ 16μ 26μ 36μ型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要Ra 0.1a 0.2a 0.4a 0.8a 1.6a 3.2a 6.3a 12.5a番号 N3 N4 N5 N6 N7 N8 N9 N10平面研削Ra○ ○ ○ ○ 1枚平面形削りRa○ ○ ○ ○ 1枚平面フライスRa○ ○ ○ ○ 1枚平面正面フライスRa○ ○ ○ ○ 1枚円筒外面研削Ra○ ○ ○ 1枚円筒外面丸削りRa○ ○ ○ ○ 1枚日本原装进口,符合国际标准2. 回答人: 时间: 2008-08-01 13:12:19图纸上△、△△及△△△代表表面粗糙度是多少对应关系:△:Ra25~12.5;△△:Ra6.3~3.2;△△△:Ra1.6~0.4;△△△△:Ra0.2~0.0013。
表面粗糙度标准样块

表面粗糙度标准样块表面粗糙度是指物体表面的不平整程度,也是评价物体表面质量的重要指标之一。
在工业生产中,为了确保产品的质量和性能,常常需要对产品的表面粗糙度进行检测和评定。
为了保证表面粗糙度的准确度和可靠性,通常会使用标准样块进行校准和比对。
本文将介绍表面粗糙度标准样块的相关知识和使用方法。
一、表面粗糙度标准样块的分类。
根据国际标准ISO,表面粗糙度标准样块可以分为以下几种类型:1. 比较样块,用于比较和检验被测表面的粗糙度,通常包括不同等级的标准样块,用于与被测样品进行比对。
2. 校准样块,用于校准粗糙度测量仪器的标准样块,通常具有已知的表面粗糙度数值,用于检验和校准仪器的准确性。
3. 参考样块,用于作为粗糙度测量的参考基准,通常具有一定的表面粗糙度数值,可用于检验和评定被测样品的粗糙度。
二、表面粗糙度标准样块的选用。
在选择表面粗糙度标准样块时,需要考虑以下几个因素:1. 测量范围,根据被测样品的表面粗糙度范围选择合适的标准样块,确保能够覆盖被测样品的粗糙度范围。
2. 精度要求,根据粗糙度测量的精度要求选择合适的标准样块,确保能够满足精度和准确度的要求。
3. 材质和形状,根据被测样品的材质和形状选择合适的标准样块,确保能够与被测样品接触良好,并且不会对被测样品造成损伤。
三、表面粗糙度标准样块的使用方法。
在使用表面粗糙度标准样块进行粗糙度测量时,需要注意以下几点:1. 校准仪器,在使用标准样块进行粗糙度测量之前,需要先对粗糙度测量仪器进行校准,确保仪器的准确性和稳定性。
2. 测量方法,根据标准样块的类型和要求,选择合适的测量方法和参数,进行粗糙度测量,并记录测量结果。
3. 比对和评定,将测量结果与标准样块的表面粗糙度数值进行比对,评定被测样品的表面粗糙度,并进行必要的修整和处理。
四、注意事项。
在使用表面粗糙度标准样块进行粗糙度测量时,需要注意以下几点:1. 保养和存放,定期对标准样块进行保养和存放,确保其表面光洁和精度稳定。
表面粗糙度比较样块

G 0 0 4 8 B 6 6. - 8
1 引言
11 本标准规定了 . 抛光加工表面粗糙度比较样块的表面特征, 用以与 抛光加工工件表面进行比较,通 过视觉和触觉评定抛光加工表面的粗糙度,还可以做为选用抛光加工工件表面粗糙度数仿的参 考 依
据.
12 本标准参照采用L际标准 i O 3/ -1 5 ( . O S 22 1 6 1 9 ( 糙度比较样块 第 二 8( } ( 部分:电火花加工,
国家机械工业委员会18 一 一 98 a 甘批准
18 9 9一0 一 1 1 O 实施 1
G 0 0 4 8 B 6 6 .- 8
的要求,如果侧量仪器有已知或给定的误差,应予考虑. 二2 取样长度 取样长度见表 1 .
表 1 表面粗糙度参 . 数R 公称值及其取样长度
8 理的总方向应平行于样块的短边. 8 之 纹理特征 . 纹理特征在表 3 内给出.
GB 0 0 4 的 6 6 . -
表 3 纹理特征
纹 理 式 样 多方向 性直纹理
无 方 向 性
化学抛 光
代表的加工方法 机械抛光 电化学抛光
样 块 形 式
平面凸圆一圆柱形
中华 人 民共 和 国 国 家 标 准
表面粗糙度比较样块
抛光加工表面
Ro g n s c mp r o s e i n u h e s o a i n c me s s p
Po ih d u f c s l s e s ra e
UDC 2 . .1 6 19 0 5
: 17 6 2 能 .9 .
附加说明:
本标准由国家机械工业委员会成都工具研究所归口.
木标准由哈尔滨量具刃具厂负责起草.
�
注: 根据需要口1供 GB 3 -g中第 系列的样块 . 1 g 1 1 3 二 0
表面粗糙度比较样块-磨、车、镗、铣、插及刨加工表面

产品几何技术规范(GPS)
技术产品文件中表面结构的表示法
一、概述
实体表面是实体与周围介质的分界面。
作为客观实体一部分的表面,有许多特征,其微观几何特征称为表面形貌,(表面粗糙度的三维状态)。
1、机械加工表面质量对机器使用性能的影响
2、表面粗糙度参数的发展
表面粗糙度参数最初只有Ra一个,随着工业生产的发展,机械加工精度的提高,对表面的特定功能要求越来越多,对表面粗糙度的要求也越来越高。
与长度、角度、形状和位置等不同,不同的表面功能需要不同的测量参数。
因此,目前表面粗糙度的参数有20多个,ISO的表面粗糙度标准有23个。
用于各种不同表面性能的控制。
例如:最大峰谷类参数对零件的过盈装配影响很大,最大峰谷类参数和截距参数对表面外观光泽影响很大,而Tp等综合参数对运动部件的摩擦磨损影响很大。
同时为了确定有效的评定表面轮廓,滤波技术也在不断的改进,从2-RC(模拟)发展到相位校准滤波器,再到高斯滤波器,目前正在研究B样条函数滤波器。
表面粗糙度的评定也在从二维轮廓向三维表面发展。
为此表面粗糙度的符号标注与数值表示发生了巨大的变化。
GB/T131正是为了适应这个变化而制定的,可以说这是一整套全新的标注方式。
这个标注依据了ISO1302-2002标准,并考虑到我国表面粗糙度测量技术的现实,加入了我国特有的一些条款,体现了中国特色。
GB/T131是所有表面粗糙度标准的起点,不了解这个标准,其他表面粗糙度标准就无从谈起,也难以读懂。
二、标准修订的主要内容(标准的附录H)
GB/T 131—2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》(简
1。