铸造表面粗糙度比较样块1
DINEN1370-1997铸造用标准试样对比检验表面粗糙度[1]
![DINEN1370-1997铸造用标准试样对比检验表面粗糙度[1]](https://img.taocdn.com/s3/m/0a392448f7ec4afe05a1df07.png)
........................................ ...........................
Foreword
This European Standard has been prepared by Technical Committee CEN/TC 1 9 0 "Foundry Technology", the secretariat of which is held by DIN. This European Standard shall be given the status of a national standard, either by publication of an identical text or by endorsement, at the latest by May 1997, and conflicting national standards-shall be withdrawn at the latest b y May 1997. Within its programme of work, Technical Committee CEN/TC 190 requested CEN/TC 190/WG 4.20 "Surface inspection" t o prepare the following standard: EN 1370 Founding - Surface roughness inspection by visualtactile comparators According t o the CENKENELEC Internal Regulations, the national standards organizations of the following countries are bound t o implement this European Standard: Austria, Belgium, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy, Luxembourg, Netherlands, Norway, Portugal, Spain, Sweden, Switzerland and the United Kingdom.
铸件粗糙度及粗糙度计算学习资料
铸件粗糙度及粗糙度计算铸件表面粗糙度铸件表面粗糙度是衡量干净、真实的铸件表面质量的重要指标。
铸件铸造表面粗糙度是按不同铸造合金及其铸造方法、用其表面轮廓算术平均偏差Ra 值(单位为μm)进行分级,分级应符合表1~1的规定。
对照GB/T6060.1——1997《表面粗糙度比较样块—铸造表面》的规定进行比较和评比;其评比方法按GB∕T15056——1994《铸造表面粗糙评定方法》进行。
对于重要铸件,当所有铸造表面的粗糙度要求相同时,可在铸件图样或铸造工艺图样的右上角同意标注粗糙度符号。
如果大部分铸造表面度相同时,可将该级粗糙度符号统一标注在图样的右上角,并在符号前加注“其余”两字;余下的部分表面粗糙度,将其符号直接标注在其表面轮廓或尺寸或尺寸延长线上。
铸造表面粗糙度,也可按需方的要求或供需方的协商,将其公称值鉴订在订货合同中。
注:×为采取特殊措施方能达到的铸件铸造表面粗糙度; ※表示可以达到的铸件铸造表面粗糙度。
表1~2粗糙度与光洁度对照(单位:mm)粗糙度的计算表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗)车削表面粗糙度=每转进给的平方 *1000/(刀尖R乘8)以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。
但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点:1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
铸件粗糙度及粗糙度计算

铸件粗糙度及粗糙度计算铸件表面粗糙度铸件表面粗糙度是衡量干净、真实的铸件表面质量的重要指标。
铸件铸造表面粗糙度是按不同铸造合金及其铸造方法、用其表面轮廓算术平均偏差Ra值(单位为um)进行分级,分级应符合表1~1的规定。
对照GB/――1997《表面粗糙度比较样块一铸造表面》的规定进行比较和评比;其评比方法按GB/ T1505 1994《铸造表面粗糙评定方法》进行。
对于重要铸件,当所有铸造表面的粗糙度要求相同时,可在铸件图样或铸造工艺图样的右上角同意标注粗糙度符号。
如果大部分铸造表面度相同时,可将该级粗糙度符号统一标注在图样的右上角,并在符号前加注其余”两字;余下的部分表面粗糙度,将其符号直接标注在其表面轮廓或尺寸或尺寸延长线上。
铸造表面粗糙度,也可按需方的要求或供需方的协商,将其公称值鉴订在订货合同中。
粗糙度与光洁度对照表1~2 表1~1铸造表面粗糙度参数值注:劝采取特殊措施方能达到的铸件铸造表面粗糙度探表示可以达到的铸件铸造表面粗糙度。
表1~2粗糙度与光洁度对照(单位:mm)粗糙度的计算表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗)车削表面粗糙度=每转进给的平方*1000/(刀尖R乘8)以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。
但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点:1 :进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
表面粗糙度比较样块检定
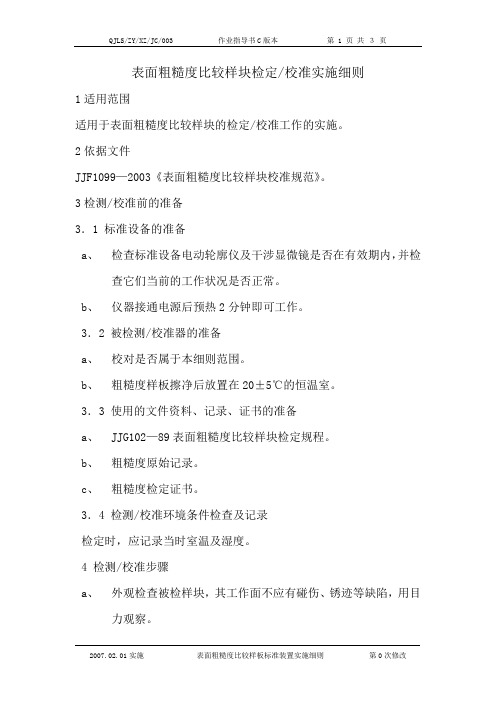
表面粗糙度比较样块检定/校准实施细则1适用范围适用于表面粗糙度比较样块的检定/校准工作的实施。
2依据文件JJF1099—2003《表面粗糙度比较样块校准规范》。
3检测/校准前的准备3.1 标准设备的准备a、检查标准设备电动轮廓仪及干涉显微镜是否在有效期内,并检查它们当前的工作状况是否正常。
b、仪器接通电源后预热2分钟即可工作。
3.2 被检测/校准器的准备a、校对是否属于本细则范围。
b、粗糙度样板擦净后放置在20±5℃的恒温室。
3.3 使用的文件资料、记录、证书的准备a、JJG102—89表面粗糙度比较样块检定规程。
b、粗糙度原始记录。
c、粗糙度检定证书。
3.4 检测/校准环境条件检查及记录检定时,应记录当时室温及湿度。
4 检测/校准步骤a、外观检查被检样块,其工作面不应有碰伤、锈迹等缺陷,用目力观察。
b、检定样块尺寸、参数值等,样块工作面的表面粗糙度用Ra参数来评定。
测得样块工作面粗糙度参数(Ra)的平均值对其公称值的偏离量不应超过+12%~17%。
c、检定示值:在样块工作面上对均匀分布的10个位置进行检定,测量程序如下:1 仪器接通电源,预热;2 根据样块Ra公称值,选取取样长度和评定长度;3 将样块放置在仪器工作台上调整仪器至工作状态,读取Ra值依次在样块均匀分布的10个位置上测量,将测得的Ra值取平均值其对公称值的偏离量不应超过+12%~17%;5检定/校准记录处理a、温度记录、记录在原始记录纸上。
b、测量日期记录。
c、对意外情况及处理记录。
d、检定/校准结果处理依检定规程JJG102—89表3中的规定6意外情况的处理a、断开电源。
b、检查仪器各部分。
c、记录发生情况。
d、进行相应处理。
7检定后的作业a、对仪器工作状态检查,作使用记录,进行日常维护。
b、按规程要求进行数据处理,并给出测量结果或测量不确定度。
c、打印证书。
d、复核记录,进行数据处理给出结果及证书。
e、核验员、室主任签字。
表面粗糙度比较样块 磨、车、镗、铣、插及刨加工表面

产品几何技术规范(GPS)技术产品文件中表面结构的表示法一、概述实体表面是实体与周围介质的分界面。
作为客观实体一部分的表面,有许多特征,其微观几何特征称为表面形貌,(表面粗糙度的三维状态)。
1、机械加工表面质量对机器使用性能的影响2、表面粗糙度参数的发展表面粗糙度参数最初只有Ra一个,随着工业生产的发展,机械加工精度的提高,对表面的特定功能要求越来越多,对表面粗糙度的要求也越来越高。
与长度、角度、形状和位置等不同,不同的表面功能需要不同的测量参数。
因此,目前表面粗糙度的参数有20多个,ISO的表面粗糙度标准有23个。
用于各种不同表面性能的控制。
例如:最大峰谷类参数对零件的过盈装配影响很大,最大峰谷类参数和截距参数对表面外观光泽影响很大,而Tp等综合参数对运动部件的摩擦磨损影响很大。
同时为了确定有效的评定表面轮廓,滤波技术也在不断的改进,从2-RC(模拟)发展到相位校准滤波器,再到高斯滤波器,目前正在研究B样条函数滤波器。
表面粗糙度的评定也在从二维轮廓向三维表面发展。
为此表面粗糙度的符号标注与数值表示发生了巨大的变化。
GB/T131正是为了适应这个变化而制定的,可以说这是一整套全新的标注方式。
这个标注依据了ISO1302-2002标准,并考虑到我国表面粗糙度测量技术的现实,加入了我国特有的一些条款,体现了中国特色。
GB/T131是所有表面粗糙度标准的起点,不了解这个标准,其他表面粗糙度标准就无从谈起,也难以读懂。
二、标准修订的主要内容(标准的附录H)GB/T 131—2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》(简称新标准)是遵循1996和1997年以来发布的(GPS)表面结构系列标准,等同采用ISO 1302﹕2002《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》而制定的。
新标准与旧标准相比,技术内容上有很大变化。
如标准中的某些标注示例已全部重新解释。
这些变化的重要性和影响如下:1)重新定义了表面结构测量仪器(GB/T 6062—2002《产品几何量技术规范(GPS)表面结构轮廓法接触(触针)式仪器的标称特性》);带导头的仪器不再是标准仪器。
中日粗糙度对照
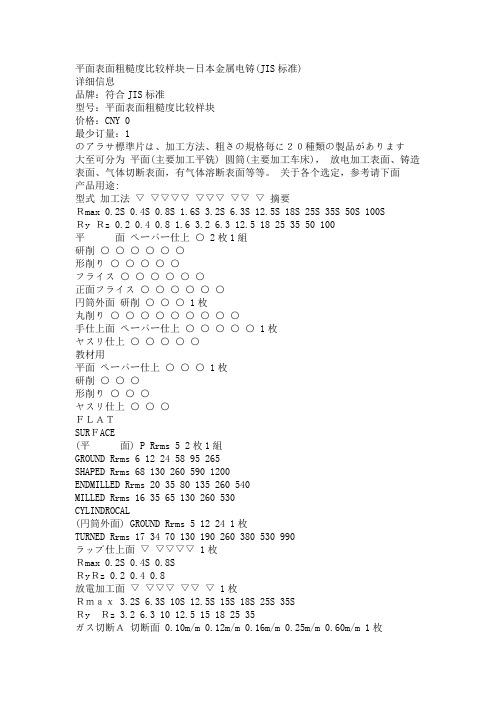
平面表面粗糙度比较样块-日本金属电铸(JIS标准)详细信息品牌:符合JIS标准型号:平面表面粗糙度比较样块价格:CNY 0最少订量:1のアラサ標準片は、加工方法、粗さの規格毎に20種類の製品があります大至可分为平面(主要加工平铣) 圆筒(主要加工车床),放电加工表面、铸造表面、气体切断表面,有气体溶断表面等等。
关于各个选定,参考请下面产品用途:型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要Rmax 0.2S 0.4S 0.8S 1.6S 3.2S 6.3S 12.5S 18S 25S 35S 50S 100SRy Rz 0.2 0.4 0.8 1.6 3.2 6.3 12.5 18 25 35 50 100平面ペーパー仕上○ 2枚1組研削○ ○ ○ ○ ○ ○形削り○ ○ ○ ○ ○フライス○ ○ ○ ○ ○ ○正面フライス○ ○ ○ ○ ○ ○円筒外面研削○ ○ ○ 1枚丸削り○ ○ ○ ○ ○ ○ ○ ○ ○手仕上面ペーパー仕上○ ○ ○ ○ ○ 1枚ヤスリ仕上○ ○ ○ ○ ○教材用平面ペーパー仕上○ ○ ○ 1枚研削○ ○ ○形削り○ ○ ○ヤスリ仕上○ ○ ○FLATSURFACE(平面) P Rrms 5 2枚1組GROUND Rrms 6 12 24 58 95 265SHAPED Rrms 68 130 260 590 1200ENDMILLED Rrms 20 35 80 135 260 540MILLED Rrms 16 35 65 130 260 530CYLINDROCAL(円筒外面) GROUND Rrms 5 12 24 1枚TURNED Rrms 17 34 70 130 190 260 380 530 990ラップ仕上面▽ ▽▽▽▽ 1枚Rmax 0.2S 0.4S 0.8SRyRz 0.2 0.4 0.8放電加工面▽ ▽▽▽ ▽▽ ▽ 1枚Rmax 3.2S 6.3S 10S 12.5S 15S 18S 25S 35SRy Rz 3.2 6.3 10 12.5 15 18 25 35ガス切断A切断面 0.10m/m 0.12m/m 0.16m/m 0.25m/m 0.60m/m 1枚ガス切断B切断面 0.04m/m 0.05m/m 0.10m/m 0.12m/m 0.18m/m 1枚ガス溶断面A、B 溶断面 A 粗さ(R)スラグ(S) 2枚1組1級50S 2級100S 3級200S 1級 2級 3級 4級B平坦性(F)上縁の溶け(M)15m/m≦板厚≦25m/m 板厚>25m/m1級 2級 1級 2級 1級 2級 3級鋼板仕上面(塗装下)グラインダーRmax 25S 35S 70S 100S 2枚1組サンダー 12μ 16μ 26μ 36μ型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要Ra 0.1a 0.2a 0.4a 0.8a 1.6a 3.2a 6.3a 12.5a番号 N3 N4 N5 N6 N7 N8 N9 N10平面研削Ra○ ○ ○ ○ 1枚平面形削りRa○ ○ ○ ○ 1枚平面フライスRa○ ○ ○ ○ 1枚平面正面フライスRa○ ○ ○ ○ 1枚円筒外面研削Ra○ ○ ○ 1枚円筒外面丸削りRa○ ○ ○ ○ 1枚日本原装进口,符合国际标准2. 回答人: 时间: 2008-08-01 13:12:19图纸上△、△△及△△△代表表面粗糙度是多少对应关系:△:Ra25~12.5;△△:Ra6.3~3.2;△△△:Ra1.6~0.4;△△△△:Ra0.2~0.0013。
表面粗糙度比较样块

G 0 0 4 8 B 6 6. - 8
1 引言
11 本标准规定了 . 抛光加工表面粗糙度比较样块的表面特征, 用以与 抛光加工工件表面进行比较,通 过视觉和触觉评定抛光加工表面的粗糙度,还可以做为选用抛光加工工件表面粗糙度数仿的参 考 依
据.
12 本标准参照采用L际标准 i O 3/ -1 5 ( . O S 22 1 6 1 9 ( 糙度比较样块 第 二 8( } ( 部分:电火花加工,
国家机械工业委员会18 一 一 98 a 甘批准
18 9 9一0 一 1 1 O 实施 1
G 0 0 4 8 B 6 6 .- 8
的要求,如果侧量仪器有已知或给定的误差,应予考虑. 二2 取样长度 取样长度见表 1 .
表 1 表面粗糙度参 . 数R 公称值及其取样长度
8 理的总方向应平行于样块的短边. 8 之 纹理特征 . 纹理特征在表 3 内给出.
GB 0 0 4 的 6 6 . -
表 3 纹理特征
纹 理 式 样 多方向 性直纹理
无 方 向 性
化学抛 光
代表的加工方法 机械抛光 电化学抛光
样 块 形 式
平面凸圆一圆柱形
中华 人 民共 和 国 国 家 标 准
表面粗糙度比较样块
抛光加工表面
Ro g n s c mp r o s e i n u h e s o a i n c me s s p
Po ih d u f c s l s e s ra e
UDC 2 . .1 6 19 0 5
: 17 6 2 能 .9 .
附加说明:
本标准由国家机械工业委员会成都工具研究所归口.
木标准由哈尔滨量具刃具厂负责起草.
�
注: 根据需要口1供 GB 3 -g中第 系列的样块 . 1 g 1 1 3 二 0
表面粗糙度的评定标准及方法

表面粗糙度的评定标准及方法(总3页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除表面粗糙度的评定标准及方法当钢材表面经喷射清理后,就会获得一定的表面粗糙度或表面轮廓。
表面粗糙度可以用形状和大小来进行定性。
经过喷射清理,钢板表面积会明显增加很多,同时获得了很多的对于涂层系统有利的锚固点。
当然,并不是粗糙度越大越好,因为涂料必须能够覆盖住这些粗糙度的波峰。
太大的粗糙度要求更多的涂料消耗量。
一般的涂料系统要求的粗糙度通常为Rz40~75微米。
1.粗糙度的定义对表面粗糙度的定义有以下几种:hy:在取样长度内,波峰到波谷的最大高度,ISO8503-3(显微镜调焦法)Ry:在取样长度内,波峰到波谷的最大高度,ISO8503-4(触针法)Ra:波峰和波谷到虚构的中心线的平均距离,ISO 3274Ry5:在取样长度内,五个波峰到波谷最大高度的算术平均值,ISO8503-4(触针法)有关Rz的表述与Ry5其实是相同的,Rz的表述来自于德国标准DIN 4768-1。
Ra和Rz?之间的关系是Rz相当于Ra的4~6倍。
2.表面粗糙度的评定标准为了测定钢板表面粗糙度,不同的标准规定了相应的仪器可以使用,测量值以微米(μm)为单位。
国际标准分ISO 8503?成五个部分在来说明表面粗糙度:ISO8503-1:1995表面粗糙度比较样块的技术要求和定义ISO8503-2:1995喷射清理后钢材表面粗糙度分级―样板比较法ISO8503-3:1995 ISO基准样块的校验和表面粗糙度的测定方法―显微镜调焦法ISO8503-4:1995 ISO基准样块的校验和表面粗糙度的测定方法,触针法ISO8503-5:2004表面轮廓的复制胶带测定法我国的国家标准GB/T 13288-91《涂装前钢材表面粗糙度等级的评定(比较板块法)》,参照ISO8503所制订。
3.比较样块法评定表面粗糙度在涂装现场较为常用的粗糙度评定方法是比较样块法。