表面粗糙度比较样块
前钢材表面粗糙度等级的评定(比较样块法)》
前钢材表面粗糙度等级的评定(比较样块法)》
前钢材表面粗糙度是指钢材表面的几何形貌特征,包括峰谷高度、表面形态、表面缺陷、表面清洁度等。
评定前钢材表面粗糙度等级的目的是为了满足冶金工业对不同表面粗糙度要求的生产需求。
比较样块法是一种常见的评定前钢材表面粗糙度等级的方法,其主要步骤如下:
1. 选取标准和被评定样品,确保二者在基本材质、尺寸、热处理等方面相同。
2. 选取一块金属板作为比较样板,在其表面制作出多个不同等级的粗糙度样块。
3. 在被评定样品的表面分别选取若干个检测区域。
4. 将与被评定样品同类的比较样块依照粗糙度等级从低到高依次与被评定样品的各个检测区域作比较。
5. 根据比较结果,选取与被评定样品最相似的一块比较样块,确定其对应的表面粗糙度等级。
6. 重复上述步骤,对所有检测区域进行评定,并计算平均值作为被评定样品的表面粗糙度等级。
比较样块法评定前钢材表面粗糙度等级具有简便、直观、准确
的特点,可以较好地满足生产实际需要。
但需要注意的是,该方法所得的结果受比较样块的制备技术和选取方法、评定者的经验等因素的影响。
因此,在使用比较样块法评定前钢材表面粗糙度等级时,应注重参照标准、校准仪器、加强交流与讨论等,以提高评定结果的准确性和可靠性。
表面粗糙度比较样块校准装置操作程序

xxxx 作业指导书计量标准操作程序YTIM3924-2012 表面粗糙度比较样块校准装置xxxx-0*-0*批准 xxxx-0*-0*实施表面粗糙度比较样块校准装置操作程序一、依据:根据JJF1099-2003校准规范制定本程序。
二、适用范围:适用于新制造、使用中和修理后的表面粗糙度样板的校准。
三、校准前的准备工作:1.表面粗糙度样块:Ra(6.3~0.1)µm在表面粗糙度检查仪上进行; Ra(0.1~0.012)µm在干涉显微镜上进行。
2.校准时室内温度为(20±5)℃,且防潮、防震、电压必须稳定,被测样块必须清洗干净;3.使用表面粗糙度检查仪:校准前需对表面粗糙度检查仪进行校准,首先开机预热30分钟,然后将多刻线样板平放在工作台上,使样机板表面加工纹理垂直于传感器运动方向,转动立柱上的手轮将指零针调至两条红带之间,再将测量范围旋钮拨到10000×的位置,变动手柄“‖”的位置上,测量方式开关拨“读表”,在切除长度为2.5mm、0.mm、0.25mm时,启动仪器对多刻线样板进行测量,如在平均表反映的数值与多刻线样板进行测量,如在平均表反映的数值与多刻线样板所标的数值不符合时,调整仪器背后的平均表增益器使之符合,仪器校准后,方可使用。
4、使用干涉显微镜:校准前半小时,打开照明灯,将仪器温度稳定后再进行测量。
调整光源,使视场照常明均匀,选择光源,寻找干涉带,调整干涉带间距宽度及方向,使干涉带间距为:视宽度(3~5)mm,此时,即可进行读数测量。
四、校准过程方法:1.用眼观察样块质量,应无碰伤、锈迹等表面缺陷以及肉眼能明显觉察到的表面波度和加工痕迹不均匀的现象,对于新制造的样板不允许有划痕和测量痕迹,对使用中的样块允许有不影响使用的少量细微划痕;2.样块工作面的表面粗糙度参考值:a)根据样块所标注的Ra公称值,选择取样长度,评定长度和放大倍数;b)将样板放在工作台上,按校准多刻线样板的步骤将仪器进行调整,调好后开始校准;c)对样板进行测量,在样板工作面上均匀分布不少于三个位置进行校准,每个位置重复测量2—3次取平均值,作为该样板最终结果。
表面粗糙度比较样块参数测量结果的不确定度评定

表面粗糙度比较样块参数测量结果的不确定度评定1 概述1.1测量依据:JJF1099-2003《表面粗糙度比较样块校准规范》。
1.2环境条件:室内温度20℃±5℃,室内湿度≤70%RH。
1.3测量标准:便携式表面粗糙度仪,最大允许示值误差为±5%。
1.4被测对象:标称值0.4样块。
1.5 测量过程:用便携式表面粗糙度仪直接测量。
测量时,根据样块标记的加工方法和标称值,选择合适的取样长度,将被校样块放置在工作台上,使测量方向与加工纹理方向垂直,调整仪器至正常工作状态,依次在样块均匀分布的10个位置上进行测量,将测得的值作为测量结果。
2 数学模型由于表面粗糙度样块的值可以在粗糙度仪上直接读得,故有:=式中: —样块的测量结果,表面粗糙度样块的值,—便携式表面粗糙度仪显示的值。
3 输入量的不确定度来源主要有:便携式表面粗糙度仪示值误差引入的相对标准不确定度分量,测量重复性引入的相对标准不确定度分量,表面粗糙度样块加工的不均匀引入的不确定度分量。
4 标准不确定度评定4.1便携式表面粗糙度仪示值误差引入的相对标准不确定度,用B类方法评定。
据触针式表面粗糙度仪校准规范可知,仪器的最大允许误差为±5%,假设其为均匀分布 =,则: =4.2测量重复性引入的相对标准不确定度,用A类方法的评定。
选标称值0.4样块,在工作面某一位置重复测量10次,得到测量列:0.38 , 0.38 ,0.39 , 0.38 , 0.39 , 0.37 , 0.37 ,0.38, 0.38 ,0.37。
则:1.95测量重复性引入的相对标准不确定度为:= 0.624.3表面粗糙度样块加工的不均匀引入的不确定度分量,用B类方法评定。
在表面粗糙度样块的10个不同的位置进行测量,取其平均值作为测量结果。
规范中要求实验标准偏差不超过4%。
故10次测量平均值的标准差为:=4.4输入量的相对标准不确定度的计算= + +=5 合成标准不确定度的评定5.1 灵敏系数数学模型 =的系数 =1合成标准不确定度可按下式得到:= =3.21 3.26 扩展不确定度的评定取置信概率 =95,包含因子 =2则:=×=2×3.2 6.47 按以上方法对其他样块的测量不确定度进行分析,并将测量不确定度评估结果进行汇总。
表面粗糙度测量方法
表面粗糙度测量方法表面粗糙度测量方法比较法将表面粗糙度比较样块,根据视觉和触觉与被测表面比较,判断被测表面粗糙度相当于那一数值,或测量其反射光强变化来评定表面粗糙度(见激光测长技术)。
样块是一套具有平面或圆柱表面的金属块,表面经磨、车、镗、铣、刨等切削加工,电铸或其他铸造工艺等加工而具有不同的表面粗糙度。
有时可直接从工件中选出样品经过测量并评定合格后作为样块。
利用样块根据视觉和触觉评定表面粗糙度的方法虽然简便,但会受到主观因素影响,常不能得出正确的表面粗糙度数值。
触针法利用针尖曲率半径为 2微米左右的石触针沿被测表面缓慢滑行,石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可用记录器记录被测截面轮廓曲线。
一般将仅能显示表面粗糙度数值的测量工具称为表面粗糙度测量仪,同时能记录表面轮廓曲线的称为表面粗糙度轮廓仪(简称轮廓仪),这两种测量工具都有电子计算电路或电子计算机,它能自动计算出轮廓算术平均偏差R,微观不平度十点高度RZ,轮廓*大高度Ry和其他多种评定参数,测量效率高,适用于测量R为0.025~6.3微米的表面粗糙度。
光切法光线通过狭缝后形成的光带投射到被测表面上,以它与被测表面的交线所形成的轮廓曲线来测量表面粗糙度。
由光源射出的光经聚光镜、狭缝、物镜1后,以45的倾斜角将狭缝投影到被测表面,形成被测表面的截面轮廓图形,然后通过物镜 2将此图形放大后投射到分划板上。
利用测微目镜和读数鼓轮,先读出h值,计算后得到H 值。
应用此法的表面粗糙度测量工具称为光切显微镜。
它适用于测量RZ和Ry为0.8~100微米的表面粗糙度,需要人工取点,测量效率低。
干涉法利用光波干涉原理 (见平晶、激光测长技术)将被测表面的形状误差以干涉条纹图形显示出来,并利用放大倍数高(可达500倍)的显微镜将这些干涉条纹的微观部分放大后进行测量,以得出被测表面粗糙度。
应用此法的表面粗糙度测量工具称为干涉显微镜。
塑料件表面粗糙度比较样块平均值偏差和标准偏差的确定
塑料件表面粗糙度比较样块平均值偏差和标准偏差的确定塑料件表面粗糙度比较样块平均值偏差和标准偏差的确定陈捷王洪波何颖(哈尔滨理工大学) (北京牡丹电子集团公司)摘要在制定国家标准———塑料件表面粗糙度比较样块的参数测试、验证报告基础上 , 总结了塑料件表面粗糙度比较样块平均值偏差和标准偏差的确定依据 , 对实验数据进行了分析 , 指出了塑料件表面粗糙度测量中存在的问题及解决办法.关键词塑料 ; 表面粗糙度 ; 平均值偏差 ; 标准偏差分类号 T G841 文献对塑料件表面粗糙度测量中取样长度和评定长度的确定 , 通过测试验证的方法予以解决. 在测量中平均值偏差和标准偏差同样也是两个极重要的参数 , 尤其在样块标准中 , 这两个参数是衡量标准面精细程度和均匀程度的标志. 本文旨在通过实验、验证的方法确定这两个重要参数.平均值偏差和标准偏差1平均值偏差是实测值的平均值相对粗糙度参数公称值的变动量 , 是表面粗糙度样块标准中最重要的参数. 该数据是衡量被测表面偏离国际标准推荐的第一系列值的程度 , 以公称值的百分数来表示 : —R - R a a ×100 % R a—式中R ———实测数据的平均值 aR ———实测数据平均值相邻近的公称值 a该数值是衡量被检样块标准面偏离公称值的程度 , 是决定样块合格与否的关键数值.标准偏差即散差 , 表示测量数据的离散程度 , 它与每次测量值和评定长度所包括取样长度的个数有关. 标准偏差大 , 说明被测表面不均匀 , 不适宜作比对的标准面. 表面粗糙度检测规程要求每1 个评定长度包括 5 个取样长度 , 这已在文献中得以验证. 塑料件表面粗糙度标准的验证数据都是以 5 个取样长度为一个评定长度 , 其标准偏差由下式给出 :— m 1 2 ) ( σ? R - R = 5 aa i i = 1m - 1σ式中———评定长度包括 5 个取样长度的标准偏差 5R ———评定长度为 5 个取样长度时的某一实测值 a i收稿日期 : 1996 - 03 - 12第 5 期陈捷等 : 塑料件表面粗糙度比较样块平均值偏差和标准偏差的确定 13m ———测取数据次数样块标准面均匀性由标准偏差占有效值的百分率来衡量 , 由下式计算σ 5×100 % —R a测试条件2本次验证由“表面粗糙度测试分析系统”完成 , 计算机直接计算出 5 个取样长度为一个评定长度时的标准偏差占有效值的百分率 , 数值直接显示并打印. 而平均值偏差则是在显示并打印出平均(值后 , 再根据平均值相对邻近的粗糙度参数第一系列公称值的变动量 , 分别计算其上偏差数值为) () 正数和下偏差数值为负数, 取其绝对值较小值作为平均值偏差. 因此平均值偏差有上偏差和下偏差之分.将各被测试样按 5 个取样长度为一个评定长度 , 测量 R , R ; R , S , S 及 t 值; 并打印 a z y m p 轮廓曲线和 t 曲线 ; 每一试样进行 10 次测量 ; 取其 R 值的平均值按公式进行平均值偏差计算 ; p a其它参数和轮廓曲线作为测量结果的参考依据 ; 按不同原材料、不同加工方法将测试结果统计、整理并分析 ; 根据相关标准相互协调的原则 , 参照其它样块标准 , 最后确定平均值偏差和标准偏差.平均值偏差和标准偏差的确定3注射成型是塑料件的主要加工方法 , 其方法虽然单一 , 但材质多样 , 因而塑料件表面情况差异很大. 试件的材质分别有 AB S , PMMA , P P , A S , PC , H IPS 及 PC + AB S 等. 因本次验证测试件很多 , 在表 1 中节选部分不同材质的注射成型试件平均值偏差和标准偏差的数据.表 1 注射成型试件平均值偏差和标准偏差μ试样号材料平均值 R /m 平均值偏差( 公称值百分率) / % 标准偏差( 有效值百分率) / % ax4501 - 1 ABS 0 . 056 + 12 . 0 17 . 1pp 0 . 203 40 . 6 x4506 - 1 + 1 . 50 . 092 29 . 7 x4508 - 2 ABS - 8 . 00 . 051 31 . 4 x4509 - 1 AS + 2 . 00 . 148 20 . 4 f r94v - c3 HIPS - 26 . 00 . 185 5 . 4 f r94hb - 1 HIPS - 7 . 50 . 028 10 . 4 PC + ABS + 12 . 0 f r21hy20 . 026 8 . 3 PMMA t ww - 3 + 4 . 00 . 024 15 . 0 PC f r1394 - 4 . 00 . 109 24 . 9 ABS jbS3 + 9 . 01 . 377 19 .2 PS 79606 - 2 - 13 . 92 . 006 27 .3 PS + 25 .4 79606 - 10 . 539 12 . 1 - 32 . 6 bdd - 2 ABS 1101 - 9 HIPS 0 . 252 + 26 . 0 16 . 2平均值偏差和标准偏差的平均值/ % + 14 . 8 - 18 . 6 19 . 2对车削、铣削、喷漆、喷砂、热膜压等加工方法生产的塑料件制品和零部件 , 原材料多采用 HIPS ,ABS , 环氧树脂 , 酚醛树脂 , 尼龙等 , 可归为其它材料及其它加工方法 , 其部分测试数据列于表 2.上述二类试样测试的平均值偏差和标准偏差的平均值统计、对比、观察如表 3 .参照其它金属材料各种加工方法的样块标准中的平均值偏差和标准偏差 , 将塑料件的平均值偏差? 1994-2014 China Academic Journal Electronic Publishing House. All rights reserved. 哈尔滨理工大学学报第 2 卷 14表 2 部份其他材料及其他加工方法试件平均值偏差和标准偏差μ试样号材料加工方法平均值 R /m 平均值偏差( 公称值百分率) / % 标准偏差( 有效值百分率) / % a皮纹 94v - c2 HIPS 11 . 69 8 . 9 - 6 . 4 皮纹 f r94hb - 6 HIPS 6 . 54 4 . 6 + 3 .9 喷砂 jbs9 1 . 58 11 . 8 HIPS - 1 . 1 喷砂 0 . 73 6 . 9 jbs10 HPS - 8 . 4 车削1 . 82 39 . 9 7142 - 3 尼龙 1010 + 14 . 2 车削 1 . 57 17 . 0 7142 - 2 - 1 . 6 尼龙 1010铣削环氧 2 . 53 13 . 7 7141 - 32 - 2 . 1 铣削环氧铣削 1 . 95 25 . 9 7141 - 31 + 21 . 9 酚醛铣削 2 . 05 20 . 7 7141 - 21 + 28 . 6 酚醛喷漆7141 - 11 2 . 55 22 . 2 - 20 . 0 喷漆 ABS 7141 - 3 0 . 45 10 . 0 + 14 . 7 ABS 0 . 62 11 . 9 7141 - 2 - 22 . 5 ABC 热膜压 t t 20 0 . 25 13 . 5 + 27 . 5 注射79613 - 1 纯尼龙 0 . 46 + 15 . 5 8 . 9平均值偏差和标准偏差的平均值/ % + 14 . 2 - 15 . 3 15 . 1 平均值和标准偏差平均值进行圆整 ; 与金属材料样块标准中的平均值偏差和标准偏增长进行比较 , 个别调整 , 使所有样块标准在保留各自特性基础上尽可能统一 ; 在样块标准适用于生产实际的前提下 , 对塑料件表面粗糙度比较样块的平均值偏差和标准偏差重新整理、确定 1 数值如表 41表 3 统计的平均值偏差和标准偏差平均值表 4 塑料件表面粗糙度比较样块的平均值偏差和标准偏差平均值偏差分类标准偏差平均值平均值/ % 平均值偏差标准偏差分类热塑性塑料 ( 公称值百分率) / % ( 有效值百分率) / % + 1418 - 1816 19125 注射成型热塑性塑料注射成型 20 其它材料及 + 12 - 17 + 1412 - 1513 15110 其它材料及加工方法15 加工方法数据分析4表 4 中确定的塑料件表面粗糙度比较样块的平均值偏差与 GB606012 - 5 相同 , 而标准偏差却却与 GB606011 相同. 其原因是在塑料件表面粗糙度的测量中 , 靠取样长度来消除波纹度的影响很难 , 因而塑料件表面粗糙度测量中受波纹度影响极大 , 在塑料件表面平面度中 , 表面粗糙度与波纹度交织在一起难于区分.塑料件表面平面度产生的原因多种多样 , 与塑料材质特性、成型方法 , 成型过程中的温度、压力、时间及塑料件本身结构有关 , 同时模具的加工方法 , 模具表面质量也极大地影响着塑料件表面平面度.411 材质的化学、物理特性对塑料件表面平面度的影响高分子聚合物在外界压力下加热成型 , 外界压力撤除后 , 产生表面恢复弹性 , 它受塑料件的结构、模具形状、各点温度及压力撤除时间、速度不同而不同 , 这些不同的表面恢复弹性产生极大的表面平面度 ; 热固性塑料的交联反应程度的不同 , 可使塑料件存在不同程度的可溶性低分子物 , 这种可溶性低分子物使塑料件内分子间结合力下降 , 产生热膨胀、后收缩、内应力、蠕变增加 , 导致塑料件发生翘曲、裂纹 , 同样产生较大的平面度.操作工艺的不当也会使塑料件表面产生熔接痕、凹痕 ; 脱模剂的不合理使用也会产生较大的平面度.? 1994-2014 China Academic Journal Electronic Publishing House. All rights reserved. 第 5 期陈捷等 : 塑料件表面粗糙度比较样块平均值偏差和标准偏差的确定 15412 模具表面质量对塑料件表面平面度的影响塑料件表面平面度与模具制造质量及模量表面质量有极大关系. 用机械方法 , 尤其高精度机械加工的模具 , 经机械抛光电镀后模具表面极为均匀、光滑 , 压制出的塑料件表面平整、光亮. 测量时表面粗糙度数值小 , 标准偏差也较小 , 说明表面十分均匀 ; 而用机械加工后经手工抛光电镀的模具 , 虽然表面光亮 , 但微观不平整 , 压制出的塑料件在测量时 , 虽然有时表面粗糙度数值较小 , 但标准偏差往往较大 , 说明表面不均匀.结论5) 1塑料件表面粗糙度比较样块可用轮廓法进行表面粗糙度测量 , 其主要参数可由轮廓法进行验证 ;) 2塑料件表面粗糙度比较样块的平均值偏差与金属机械加工样块标准中的平均值偏差相同 , 符合正偏差小于负偏差原则 ; 标准偏差比金属机械加工样块标准中的标准偏差要大 , 亦符合塑料件的生产工艺特点 ;) 3文献 1 结论中指出“塑料件表面粗糙度的形成与模具抛光表面有关”, 本文又强调模具加工中抛光工序是影响塑料件表面平面度的重要环节 , 应引起同行们的重视.参考文献( ) 陈捷等. 塑料件表面粗糙度取样长度和评定长度的验证. 哈尔滨科学技术大学学报 , 1991 , 2: 37,40 1 肖明耀. 误差理论与应用. 北京 : 计量出版社 , 1985 2 吴松青. 表面粗糙度应用指南. 北京 : 机械工业出版社 , 1990 袁长3 良等. 表面粗糙度及其测量. 北京 : 机械工业出版社 , 1989 北京塑4 料工业公司编. 塑料成型工艺. 北京 : 轻工业出版社 , 1989 成都科5 技大学编. 塑料成型工艺学. 北京 : 轻工业出版社 , 19896Definitio n of Avera ge Value De viatio n and St andardDe viatio n of Roughne s s Co mp ari so n Sp ecimensfo r Pla stic Part sChen J ie , W a n g Hon gbo , He Y i n gAbstract On t he basis of making testing and verif ying repo rt s of natio nal standard parameters , t he definitio n met ho d and so me experiment s data of average value deviatio n and standard deviatio n of ro ughness co mpariso n specimens fo r plastic part s are discussed , and so me p ro blems in testing surf ace ro ughness fo r plastic part s are raised.Key words plastic part ; surf ace ro ughness ; average value deviatio n ; standard deviatio n()审稿 : 任善之教授 , 赵学增教授 ; 编辑 : 姜莉? 1994-2014 China Academic Journal Electronic Publishing House. All rights reserved. 。
表面粗糙度对比样块
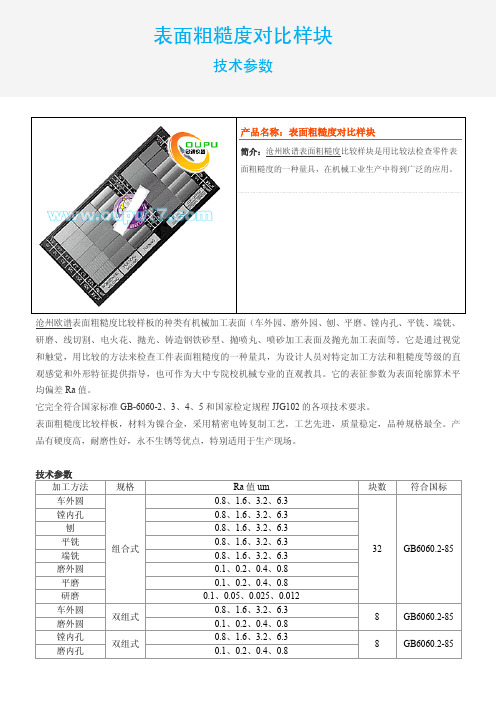
表面粗糙度对比样块技术参数产品名称:表面粗糙度对比样块∙简介:沧州欧谱表面粗糙度比较样块是用比较法检查零件表面粗糙度的一种量具,在机械工业生产中得到广泛的应用。
∙沧州欧谱表面粗糙度比较样板的种类有机械加工表面(车外园、磨外园、刨、平磨、镗内孔、平铣、端铣、研磨、线切割、电火花、抛光、铸造钢铁砂型、抛喷丸、喷砂加工表面及抛光加工表面等。
它是通过视觉和触觉,用比较的方法来检查工件表面粗糙度的一种量具,为设计人员对特定加工方法和粗糙度等级的直观感觉和外形特征提供指导,也可作为大中专院校机械专业的直观教具。
它的表征参数为表面轮廓算术平均偏差Ra值。
它完全符合国家标准GB-6060-2、3、4、5和国家检定规程JJG102的各项技术要求。
表面粗糙度比较样板,材料为镍合金,采用精密电铸复制工艺,工艺先进,质量稳定,品种规格最全。
产品有硬度高,耐磨性好,永不生锈等优点,特别适用于生产现场。
感谢以下网站对本资料的大力支持:测厚仪 超声波测厚仪钢板测厚仪 金属测厚仪管道测厚仪 钢管测厚仪厚度测量仪 超声测厚仪高温测厚仪 壁厚测量仪覆层测厚仪 膜厚仪涂层测厚仪 镀层测厚仪油漆测厚仪 漆膜测厚仪锌层测厚仪 防腐层测厚仪麦考特测厚仪 尼克斯测厚仪磁感应测厚仪 涡流测厚仪膜厚测试仪 覆层测厚仪 电镀层测厚仪 涂镀层测厚仪镀锌层测厚仪 电解测厚仪氧化膜测厚仪 磁性测厚仪干膜测厚仪 湿膜测厚仪镀铬测厚仪 超声波探伤仪 超声波探伤仪 超声探伤仪数字超声波探伤仪 电火花检测仪焊缝探伤仪 超声波探伤仪 金属探伤仪 便携式探伤仪 钢结构探伤仪 磁粉探伤仪邵氏硬度计 橡胶硬度计便携式硬度计 便携式硬度计尼克斯测厚仪 里氏硬度计轧辊硬度计 巴氏硬度计韦氏硬度计 w-20韦氏硬度计 模具硬度计 超声波硬度计 洛氏硬度计 金属硬度计硬度测试仪 布氏硬度计肖氏硬度计 铸件硬度计轧辊硬度计 硬度仪钢板硬度计 铝合金硬度计电火花检测仪 电火花检漏仪 电火花检测仪 漆膜划格器表面粗糙度仪 粗糙度测量仪粗糙度测试仪 喷砂粗糙度仪光洁度仪 便携式粗糙度仪 粗糙度仪 附着力测试仪百格刀测试 百格刀 LED观片灯 黑白密度计光泽度仪 特价机票无损检测资源网 无损检测仪器无损123 网站目录标线测厚仪 硬度计超声波测厚仪 涂层测厚仪硬度计http://www.yingduji.top 无损检测http://www.wusunjiance.top探伤仪http://www.tanshangyi.top 硬度计测厚仪http://www.cehouyi.top 布氏硬度计洛氏硬度计 便携硬度计钢管硬度计 磷化膜测厚仪934-1巴氏硬度计 钢轨探伤仪lx-a邵氏硬度计 邵氏橡胶硬度计 涂层测厚仪 防腐层检测仪橡胶硬度计 工业观片灯油漆测厚仪 粗糙度检测仪。
表面粗糙度标准样块
表面粗糙度标准样块表面粗糙度是指物体表面的不平整程度,也是评价物体表面质量的重要指标之一。
在工业生产中,为了确保产品的质量和性能,常常需要对产品的表面粗糙度进行检测和评定。
为了保证表面粗糙度的准确度和可靠性,通常会使用标准样块进行校准和比对。
本文将介绍表面粗糙度标准样块的相关知识和使用方法。
一、表面粗糙度标准样块的分类。
根据国际标准ISO,表面粗糙度标准样块可以分为以下几种类型:1. 比较样块,用于比较和检验被测表面的粗糙度,通常包括不同等级的标准样块,用于与被测样品进行比对。
2. 校准样块,用于校准粗糙度测量仪器的标准样块,通常具有已知的表面粗糙度数值,用于检验和校准仪器的准确性。
3. 参考样块,用于作为粗糙度测量的参考基准,通常具有一定的表面粗糙度数值,可用于检验和评定被测样品的粗糙度。
二、表面粗糙度标准样块的选用。
在选择表面粗糙度标准样块时,需要考虑以下几个因素:1. 测量范围,根据被测样品的表面粗糙度范围选择合适的标准样块,确保能够覆盖被测样品的粗糙度范围。
2. 精度要求,根据粗糙度测量的精度要求选择合适的标准样块,确保能够满足精度和准确度的要求。
3. 材质和形状,根据被测样品的材质和形状选择合适的标准样块,确保能够与被测样品接触良好,并且不会对被测样品造成损伤。
三、表面粗糙度标准样块的使用方法。
在使用表面粗糙度标准样块进行粗糙度测量时,需要注意以下几点:1. 校准仪器,在使用标准样块进行粗糙度测量之前,需要先对粗糙度测量仪器进行校准,确保仪器的准确性和稳定性。
2. 测量方法,根据标准样块的类型和要求,选择合适的测量方法和参数,进行粗糙度测量,并记录测量结果。
3. 比对和评定,将测量结果与标准样块的表面粗糙度数值进行比对,评定被测样品的表面粗糙度,并进行必要的修整和处理。
四、注意事项。
在使用表面粗糙度标准样块进行粗糙度测量时,需要注意以下几点:1. 保养和存放,定期对标准样块进行保养和存放,确保其表面光洁和精度稳定。
表面粗糙度比较样块使用方法
表面粗糙度比较样块使用方法嘿,咱今儿来说说表面粗糙度比较样块的使用方法哈。
首先呢,你得把要检测的工件准备好呀。
然后呢,拿出咱的表面粗糙度比较样块。
这时候,可别着急,得仔细看看样块上的各种不同粗糙度级别。
接着呢,把工件的表面和样块的表面轻轻地靠在一起,就像好朋友贴贴一样。
然后用眼睛仔细去观察、去对比,看看工件的粗糙度和样块上的哪个级别最接近。
在这个过程中呀,你得有耐心,不能走马观花。
要一点一点地看,从不同的角度去对比,这样才能得出准确的结果呢。
如果感觉不太确定,还可以多找几个人来一起看看,大家商量商量。
反正呀,使用表面粗糙度比较样块就是要细心、耐心,这样才能保证检测的准确性。
我觉得表面粗糙度比较样块的使用方法不难,只要认真按照步骤来,就能很好地完成检测。
表面粗糙度比较样块
G 0 0 4 8 B 6 6. - 8
1 引言
11 本标准规定了 . 抛光加工表面粗糙度比较样块的表面特征, 用以与 抛光加工工件表面进行比较,通 过视觉和触觉评定抛光加工表面的粗糙度,还可以做为选用抛光加工工件表面粗糙度数仿的参 考 依
据.
12 本标准参照采用L际标准 i O 3/ -1 5 ( . O S 22 1 6 1 9 ( 糙度比较样块 第 二 8( } ( 部分:电火花加工,
国家机械工业委员会18 一 一 98 a 甘批准
18 9 9一0 一 1 1 O 实施 1
G 0 0 4 8 B 6 6 .- 8
的要求,如果侧量仪器有已知或给定的误差,应予考虑. 二2 取样长度 取样长度见表 1 .
表 1 表面粗糙度参 . 数R 公称值及其取样长度
8 理的总方向应平行于样块的短边. 8 之 纹理特征 . 纹理特征在表 3 内给出.
GB 0 0 4 的 6 6 . -
表 3 纹理特征
纹 理 式 样 多方向 性直纹理
无 方 向 性
化学抛 光
代表的加工方法 机械抛光 电化学抛光
样 块 形 式
平面凸圆一圆柱形
中华 人 民共 和 国 国 家 标 准
表面粗糙度比较样块
抛光加工表面
Ro g n s c mp r o s e i n u h e s o a i n c me s s p
Po ih d u f c s l s e s ra e
UDC 2 . .1 6 19 0 5
: 17 6 2 能 .9 .
附加说明:
本标准由国家机械工业委员会成都工具研究所归口.
木标准由哈尔滨量具刃具厂负责起草.
�
注: 根据需要口1供 GB 3 -g中第 系列的样块 . 1 g 1 1 3 二 0
表面粗糙度比较样块-磨、车、镗、铣、插及刨加工表面
产品几何技术规范(GPS)
技术产品文件中表面结构的表示法
一、概述
实体表面是实体与周围介质的分界面。
作为客观实体一部分的表面,有许多特征,其微观几何特征称为表面形貌,(表面粗糙度的三维状态)。
1、机械加工表面质量对机器使用性能的影响
2、表面粗糙度参数的发展
表面粗糙度参数最初只有Ra一个,随着工业生产的发展,机械加工精度的提高,对表面的特定功能要求越来越多,对表面粗糙度的要求也越来越高。
与长度、角度、形状和位置等不同,不同的表面功能需要不同的测量参数。
因此,目前表面粗糙度的参数有20多个,ISO的表面粗糙度标准有23个。
用于各种不同表面性能的控制。
例如:最大峰谷类参数对零件的过盈装配影响很大,最大峰谷类参数和截距参数对表面外观光泽影响很大,而Tp等综合参数对运动部件的摩擦磨损影响很大。
同时为了确定有效的评定表面轮廓,滤波技术也在不断的改进,从2-RC(模拟)发展到相位校准滤波器,再到高斯滤波器,目前正在研究B样条函数滤波器。
表面粗糙度的评定也在从二维轮廓向三维表面发展。
为此表面粗糙度的符号标注与数值表示发生了巨大的变化。
GB/T131正是为了适应这个变化而制定的,可以说这是一整套全新的标注方式。
这个标注依据了ISO1302-2002标准,并考虑到我国表面粗糙度测量技术的现实,加入了我国特有的一些条款,体现了中国特色。
GB/T131是所有表面粗糙度标准的起点,不了解这个标准,其他表面粗糙度标准就无从谈起,也难以读懂。
二、标准修订的主要内容(标准的附录H)
GB/T 131—2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》(简
1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面粗糙度比较样块——泊头浩业工量具
一、用途:
表面粗糙度比较样块是通过视觉和触觉,以比较法来检查机械零件加工后表面粗糙度的一种工作量具。
通过目测或放大镜与被测加工件进行比较,判断表面粗糙度级别,为设计人员对特定加工方法和粗糙度等级的直观感觉和外形特征提供指导,也可作为大中专院校机械专业的直观教具。
它的表征参数为表面轮廓算术平均偏差Ra值。
它完全符合国家标准GB6060-2.3.4.5和国家检定规程JJG102的各项技术要求。
生产品种、规格见附表。
二、材料及规格:
(1)机加工表面粗糙度比较样块材料:除研磨样块采用GCr15材料外其余样块采用45#优质碳素结构钢制成。
机加工表面粗糙度比较样块规格:共分五种
1、八组样块(车外圆、刨、端铣、平铣、平磨、外磨、研磨、镗内孔)
2、七组样块(车床、刨床、立铣、平铣、平磨、外磨、研磨)
3、六组样块(车床、刨床、立铣、平铣、平磨、外磨)
4、笔记本样块(车床、立铣、平铣、平磨、外磨、研磨)
5、单组式:(车床样块、刨床样块、立铣样块、平铣样块、平磨样块、外磨
样块、研磨样块、镗床样块、手研)
6、双组式:(车外圆磨外圆、镗内孔磨内孔)
(2)其它表面粗糙度比较样块材料为镍合金,采用精密电铸复制工艺,工艺先进,质量稳定,品种规格最全,产品有硬度高,耐磨性好,永不生锈等特点,特别适用于生产现场。
1、喷砂加工样块:
2、抛喷丸加工样块
3、抛光加工样块
4、铸造钢铁砂型样块
5、电火花线切割样块
6、电火花样块
三、使用维护注意事项:
比较样块在使用时应尽量和被检零件处于同等条件下(包括表面色泽,照明条件等)不得用手直接接触比较样块,严格防锈处理,以防锈蚀,并避免碰划伤。
四、表面粗糙度比较样块规格表:。