测量气缸圆度、圆柱度的方法及步骤
如何测定发动机气缸的圆度偏差和圆柱度偏差

如何测定发动机气缸的圆度偏差和圆柱度偏差
发动机气缸的圆度偏差和圆柱度偏差,常用量缸表测量。
1、测量方法和步骤
(1)根据气缸的公称尺寸选择合适的接杆,固定在量缸表的下端。
接杆固定好后与活动测杆的总长度应大于被测气缸的公称尺寸。
(2)将百分尺校准到被测气缸的公称尺寸,再用百分尺将量缸表的活动测杆校正到该尺寸,并使伸缩杆有2毫米左右的压缩行程,旋转表盘使表针对正“0”位。
(3)在气缸距气缸体上平面约25毫米的某一截面上,沿气缸壁内圆周作多点测量,所测得的最大数值为该截面上的长轴数值,在同一截面上,与长轴成垂直方向测出该截面的最小直径,该直径数值为短轴数值。
(4)在气缸全长的中间部位用相同方法测出该截面的长轴和短轴数值。
(5)在距气缸下沿10毫米范围内测出同一截面的长轴和短轴数值。
(6)以最大磨损截面处长轴和短轴差值的一半为所测气缸的圆度偏差;以气缸全长范围内所测全部6个数值中,最大直径与最小直径差值的一半为该气缸的圆柱度偏差。
2、注意事项
(1)用量缸表进行测量时,应注意使测杆与气缸轴线保持垂直,以确保测量的准确性。
当摆动量缸表时,其指针指示到最小读数时,即表示测杆已垂直于气缸轴线,此时才能记录读数。
(2)大多数气缸发动机前后2缸磨损最为严重。
这是因为前后2缸冷却强度大,在低温条件下工作时间长,腐蚀磨损严重的缘故。
因此,量缸的目的如果是为了确定是否修理,应重点测量前后2缸。
圆度圆柱度及球度的测量及评价方法讲解

圆度圆柱度及球度的测量及评价方法讲解圆度、圆柱度和球度是描述物体表面形状偏差的重要参数,其测量和评价方法在各个领域都有广泛的应用。
圆度是指物体表面与一些参考曲面(通常是圆或球)之间的最大偏差。
它反映了物体表面形状的圆滑程度和规律性,通常用于测量和评价轴对称零件的质量。
圆度的测量可以使用光学测量方法或机械测量方法。
光学测量方法使用光学仪器如光学显微镜或投影仪来观察物体表面形状,并通过图像处理和计算来确定圆度的数值。
机械测量方法使用测量仪器如千分尺或测微计直接测量物体表面与参考曲面之间的距离或高度差。
圆度的评价一般使用最大偏差值或均方根偏差值,可以比较不同零件的圆度大小。
圆柱度是指轴对称零件表面与一些参考轴之间的偏差,它反映了物体表面的直度和平行度。
在圆柱度的测量中,通常将待测零件固定在测量台上,使用机械测量方法如测微计或触发探头,沿着待测零件的轴向进行测量。
测量时,可以分多个位置测量表面与参考轴的距离,然后计算出最大偏差值或均方根偏差值,并进行评价。
球度是指物体表面与一些参考球面之间的偏差,它反映了物体表面形状的球面度和规律性。
球度的测量方法和圆度类似,可以使用光学仪器和机械测量仪器进行。
测量时,可以将待测零件放在一个球面或使用球形探头进行测量,通过测量表面与参考球面之间的距离差异来计算球度的数值。
球度的评价方法也类似于圆度,使用最大偏差值或均方根偏差值来比较不同零件的球度大小。
需要注意的是,圆度、圆柱度和球度的测量和评价方法可能会因为具体应用领域的不同而有所变化。
在实际应用中,还需要根据具体需求和技术要求选择合适的测量仪器和评价标准,并进行相应的校准和验证工作,以确保测量结果的准确性和可靠性。
(完整word版)实训项目2气缸圆度圆柱度测量

实训项目2 测量气缸圆度及圆柱度
一、资讯
1、将车辆的信息填入表中
(1)写出下图发动机气缸排列形式(2)写出下图是两种形式的发动机气缸套
直列式 V型对置式湿式干式
1-气缸套2-水套 3-气缸体
(3)圆度
同一截面内两直径之差的一半即为圆度误差
(4)圆柱度
同一汽缸上中下三个截面横向纵向测量出来总共6个数值,最大与最小之差再除以2,则为此缸的圆柱度误差
二、决策
1.每6人一组,每组选出一名负责人,负责人对小组任务进行分配。
组员按负责人要求完成相关任务内容,并将自己所在小组及个人任务内容填入表中。
2.每一小组安排2名学生并编号,在实训过程中严格站位职责。
1号站位职责:严格按规范拆装活塞连杆组,正确使用工具。
2号站位职责:准备实训并接收或传递1号站位拆装过程中的将零部件或工具规范摆放。
3.打分安排:1队给第2团队打分,2队给第3团队打分,3团队给4团队打分,4团队给第1团队打分。
三、制定计划
查询维修手册,找出检测的步骤和各项标准值,根据项目内容制定工作计划,简要说
1、实践准备
2、记录检测数据并计算分析完成下表
五、检查。
量缸表的使用及气缸技术的测量
量缸表的使用及气缸技术的测量教案一、实训目标:1、了解百分表、量缸表的结构;2、掌握量缸的使用;3、掌握气缸技术的测量;二、重点难点:1、量缸表的使用;2、气缸技术的测量;三、实训工具:拆去活塞连杆组的气缸体、百分表、外径千分尺、游标卡尺、布四、教学方法:示范、讲解、提问五、课时安排:六、教学过程:(一)、简介量缸表也叫内径百分表,是利用百分表制成的测量仪器,也是用于测量孔径的比较性测量工具.在汽车维修中,量缸表通常用于测量汽缸的磨耗量及内径。
(二、)量缸表的结构:量缸表主要包括百分表、表杆、替换杆件和替换杆件紧固螺钉等。
(三)、测量步骤1。
清洁气缸筒内部,并检查是否有明显的划痕;清洁工作台检查工量具。
2、游标卡尺清洁和校零,测量气缸直径(1)使用游标卡尺测量缸径后获得基本尺寸,利用这些长度作为选择合适杆件的参考。
(2)再根据所测缸径的基本尺寸选用合适的替换杆件和调整垫圈,使量杆长度比缸径大0.5~1.0mm.(3)替换杆件和垫圈都标有尺寸,根据缸径尺寸可任意组合。
3.量缸表的设定(1)量缸表的检测:活动量杆伸缩灵活。
(2)量缸表的设定①使用游标卡尺,测量缸径然后获得标准尺寸。
②根据游标卡尺测得的数据,选择一根合适的固定测量杆和一个调整垫圈.③将百分表插入表杆上部,预先压紧0。
5~1.0mm后固定。
为了便于读数,百分表表盘方向应与接杆方向平行或垂直。
④将外径千分尺调至所测缸径尺寸,并将千分尺固定在专用固定夹上,对量缸表进行校零。
3、气缸内径量缸表的零校准①将千分尺设置到由游标卡尺取得的标准尺寸,锁紧测微螺杆;用夹具固定住千分尺尺身.②将测量杆放入千分尺的两个测砧之间调整固定测量杆,使指针向右转过0.5~1圈;锁紧固定螺母.③将量缸表的指针设定到“0”位.注意:指针调到“0”位后,将量缸表取下后就不能再调整指针.4、确定测量位置:在量缸表上画出气缸上、中、下三个测量点的位置,测量位置在距气缸套上平面l0mm 处、气缸套中间位置、和距气缸套下端面10mm处三个位置。
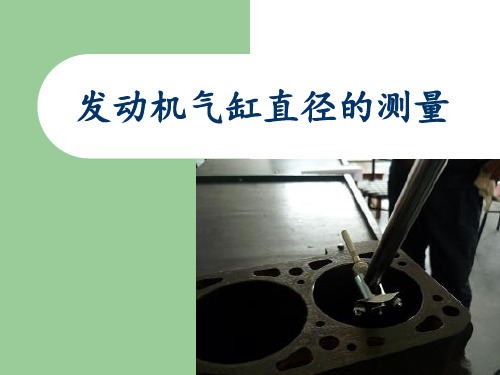
发动机气缸直径的测量
3.量缸表的零校准
注意:指针调到“0” 位后,将量缸表取下后 就不能再调整指针。
(1)将千分尺设置到游标卡尺所得的标准尺寸(X比实际尺寸大1~2mm) ,锁紧测微螺杆。用夹具固定住千分尺尺身。 (2)将测量杆放入千分尺的两个测砧之间,调整固定测微杆,使指针向 右转过0.5-1圈。锁紧固定螺母。 (3)将量缸表的指针设定到“0”位。
难点
4.气缸直径的测量
(1)先以量缸表的活动 测头以一定的角度放进 气缸中,然后压住量缸表的杆身,慢慢地移动杆身使其与气 缸的轴线平行。 注意:不要使量缸表和气缸套相接触,以免损坏量缸表 (2)左右(或者上下)移动量缸表寻找最短距离的位置,即 气缸内径的最小值。 (3)读出指针所指示的最小值。
5.测量的位置
2
ቤተ መጻሕፍቲ ባይዱ
据)
课堂小结
本次课我们重点学习了气缸的测量, 同学们要掌握气缸测量的正确步骤和方法, 并且要记住测量过程中的注意事项。
作业:
1. 气缸磨损测量的流程是怎样的 ? 2. 说明测量中的注意事项有哪些?
读数实例 标准尺寸:X=83mm
整格数:G=1 黑色刻度:g=87 实际尺寸:
D = X - G·1mm - g·0.01mm =83mm-1mm-0.87mm =81.13mm
二、学生练习
1.实训内容: 用量缸表测量汽缸的磨损程度,并将结果填写上交。
2.学生分组实训操作: (1)全班40人、每5人一组; (2)每个小组用一套设备,组长组织组员轮流按要求开展 实训; (3)要求每组都要按实训步骤进行操作。 (4)在测量过程中,对工具轻拿轻放,注意自身安全。 3.上交测量作业表。
测量位置在距气缸套上平面10mm处、气缸套中间位置和 距气缸套下端10mm处三个位置。每处测量位置都要测量其横 向和纵向两个方向。
量缸表

注意:指针调到“0”位后,将量缸表取下 后就不能再调整指针。
4.确定测量位置:
在量缸表上画出气缸上、 中、下三个测量点的位置, 测量位置在距气缸套上平面 l0mm处、气缸套中间位置、 和距气缸套下端面10mm处 三个位置。每处测量位置都 要测量其横向和纵向两个方 向。
千分尺测量器的零点校正应按下列程序操作:
0-25mm量程的千 分尺可直接校零。
(1)仔细清理测定面后,将标准量规夹在测轴和砧 子之间,慢慢转动限荷棘轮,当棘轮转动一圈半并发 出2~3次“咔咔”声后,即能产生正确的测定压力, 检视指示值。
(3)根据以上方法进行 校正后,如果零点有偏差, 应先检查测定面接触状况 是否良好,然后再根据误 差的大小进行调整。
常用的游标卡尺的测量范围是0~ 150mm,应根 据所测零部件的精度要求选用合适规格的游标卡尺。
内测量爪
副尺
主尺
深度尺
游标卡尺的主要部分由一个带有刻度杆的固定量 爪和一个滑动量爪(包括外量爪和内量爪)组成。
尺身上刻有主刻度线,滑动爪上刻有游标刻度。
游标刻度是将49mm平均分为50等份。主刻度尺是以 毫米来划分刻度的,将1cm平均分为10个刻度,在厘米 刻度线上标有数字1、2、3等,表示为1cm、2cm、3cm。
例:设标准尺寸为62.00mm , 实际尺寸= 62.00+0.13
=62.13mm
7.填写作业表
①将测量数据按表格位置填写 ②计算气缸的圆度和圆柱度;公式如下:
圆度=测量最大值-测量最小值 (同一截面) 2
圆柱度=测量最大值-测量最小值(所有数据) 2
8.整理并清洁工量具
9.场地6S工作
实训要求:
圆度和圆柱度的测量步骤
圆度和圆柱度的测量步骤
圆度和圆柱度是常用的测量参数,用于描述物体表面的圆形度和直线度。
以下是测量圆度和圆柱度的一般步骤:
1. 准备测量设备:需要使用一个合适的测量工具,如千分尺、测微计或投影仪等,以及支撑物。
2. 放置被测物体:将被测物体放置在水平的支撑物上,确保物体稳定且没有移动。
3. 定位测量点:确定需要测量的地方,并标记好测量点。
4. 测量圆度:使用测量工具在标记的测量点上进行测量,记录下测量结果。
对多个测量点进行重复测量,并取得平均值。
5. 计算圆度:将测量结果与理论圆形进行比较,计算圆度误差。
可以使用公式或者专门的软件进行计算。
6. 测量圆柱度:将测量工具放置在被测物体上,并旋转物体,观察测量工具的指示值。
可以根据需要在不同位置旋转并进行多次测量,以得到更准确的结果。
7. 计算圆柱度:将测量结果与理论直线进行比较,计算圆柱度误差。
同样可以使用公式或者软件进行计算。
8. 分析结果:根据测量结果和误差值进行分析,判断被测物体的圆形度和直线度是否满足要求。
请注意,以上是一般的测量步骤,具体的操作可能因测量设备和被测物体的不同而有所差异。
圆度圆柱度及球度的测量及评价方法讲解

圆度圆柱度及球度的测量及评价方法讲解圆度、圆柱度和球度是用来描述物体表面形状和几何特征的测量指标。
它们在工程设计和制造过程中起着重要的作用,可以评估产品的精度和质量。
圆度是用来描述物体的表面是否近似于一个圆形的度量指标。
圆度测量通常使用光学投影仪、三坐标测量机等精密测量设备进行。
在测量过程中,将物体放置在测量设备上,并通过旋转物体使其在水平面上转动。
测量设备会通过传感器来检测物体表面上不同位置的偏离程度,并将其显示在仪器上的圆度测量值中。
圆度测量的结果通常以最大和最小偏差以及平均偏差来表示。
通常情况下,圆度的理想值为零,表示物体表面完全近似于一个圆。
圆柱度是用来描述物体表面是否近似于一个圆柱体的度量指标。
与圆度类似,圆柱度测量也需要使用精密测量设备,如光学投影仪、三坐标测量机等。
在测量过程中,物体被放置在测量设备上,并旋转物体使其在水平面上转动。
测量设备会以不同位置的传感器来检测物体表面的偏离程度,并将其显示在仪器上的圆柱度测量值中。
与圆度测量类似,圆柱度的测量结果通常以最大和最小偏差以及平均偏差来表示。
理想情况下,圆柱度的测量值为零,表示物体表面完全近似于一个圆柱体。
球度是用来描述物体表面是否近似于一个球体的度量指标。
测量物体的球度也需要使用精密测量设备,如光学投影仪、三坐标测量机等。
在测量过程中,物体被放置在测量设备上,并以不同的角度旋转物体。
测量设备会通过传感器来检测物体表面上不同位置的偏离程度,并将其显示在仪器上的球度测量值中。
与圆度和圆柱度的测量类似,球度的测量结果通常以最大和最小偏差以及平均偏差来表示。
在理想情况下,球度的测量值为零,表示物体表面完全近似于一个球体。
评价圆度、圆柱度和球度的方法主要有以下几种:1.比较法:将被测物体与一个标准物体进行比较,通过比较两者之间的差异来评估被测物体的圆度、圆柱度和球度。
2.光学法:使用光学设备,如投影仪、显微镜等,来观察被测物体的表面形状和特征,从而评估其圆度、圆柱度和球度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
测量气缸圆度、圆柱度的方法及步骤
①准备清洗干净的持修气缸体一台,与其内径相适应的外径千分尺、量缸表及清洁工具等。
②将气缸孔内表面擦试洁净。
③安装、校对量缸表。
④用量缸表测量气缸孔第一道活塞环上止点处于平行于曲轴轴线方向的直径,记入检测记录。
⑤在同一剖面内测量垂直于曲轴轴线方向的直径,记入检测记录。
⑥上述两次测量值之差的一半即为该剖面的圆度误差。
⑦用上述方法测量气缸孔第一道活塞环上止点至最后一道活塞环下止点行程的中部,将这一横剖面的圆度误差,记入检测记录。
⑧用同样方法测量距气缸孔下端以上30mm左右处横剖面的圆度误差,记入检测记录。
⑨三个圆度误差值中,最大值即为该气缸孔的圆度误差。
⑩上述3个测量横剖面,6个测量值,其中最大值与最小值之差的一半,即为该气缸孔的圆柱度误差。