来料检验记录
来料检验记录单
0
(AC= 0 RE= 1)
检验过程
Inspect produce
Normal
一般检验
检验项目
Defects description问题/描述
CR
MAJ
MIN
次品累计数:
Majrate严重次品率:Min rate轻微次品率:
Especially
特别检验
检验项目
问题/缺陷描述
抽查数
次品数
次品率
INSPECTION RESULT检验结论:PASS合格()FAIL不合格()
INSPECTED检验员:部门经理:DATE日期:年月日
相
关
部
门
意
见
品管部意见:
部门经理签字/日期:
生产部意见:
部门经理签字/日期:
技术部意见:
部门经理签字/日期:
采购部意见:
部门经理签字/日期:
特采理由:
特采人签字:
不合格品处理
抽样数
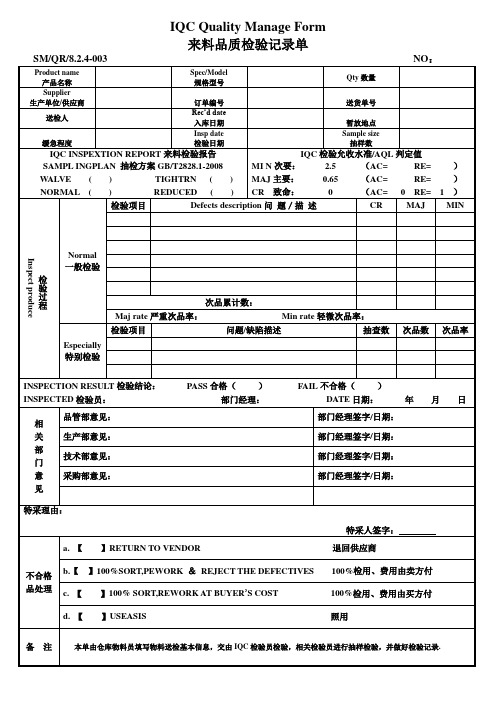
IQC INSPEXTION REPORT来料检验报告
IQC检验允收水准/AQL判定值
SAMPL INGPLAN抽检方案GB/T2828.1-2008
MI N次要:
2.5
(AC= RE=)
WALVE ( )
TIGHT5
(AC= RE=)
NORMAL ( )
REDUCED ( )
IQC Quality Manage Form
来料品质检验记录单
SM/QR/8.2.4-003NO:
Product name
产品名称
Spec/Model
规格型号
Qty数量
Supplier
来料检验记录表格式范文

检验结果:□合格□不合格
最终处理方案:
□退货□让步接收
□挑选使用挑选结果:合格:不合格:退回数量:
IQC检验员
日期
QC主管
日期
若判定不合格,按不合格品控制流程处理处理单号:
供应商:定单编号:规格型号:
物料名称:物料代码:进料日期:
进料数量:抽样数量:检验日期:
抽样依据:GB/T 2828.1-2012
检验依据:
序号
检查项目
标准值
实测值
不良数
判定
样品1
样品2
样品3
样品4
样品5
一、
外观检查
二、
尺寸检查
尺寸区域
尺寸值Leabharlann 样品1样品2样品3
样品4
样品5
三、
其它检查
四、
包装检查
对于公司不具备检验能力的要求厂家提供质量保证书。
来料检验记录范文

来料检验记录范文一、检验目的来料检验是用于对供应商的原材料、零部件或成品进行检测,以确保其质量符合公司的要求和标准。
本次来料检验的目的是对供应商提供的原材料进行全面的物理、化学和外观检验,以确认其质量是否符合公司的要求。
二、检验范围本次来料检验的范围包括以下几个方面:1.外观检验:包括检查原材料的表面是否有划痕、变色、脏污等情况。
2.尺寸检验:对原材料的长度、宽度、高度进行测量,确保其符合要求的尺寸范围。
3.化学成分检验:通过化学分析的方法对原材料的主要化学成分进行检测,以确认其成分是否符合要求。
4.物理性能检验:对原材料的硬度、强度、韧性等物理性能进行测试,确保其符合要求的性能指标。
5.其他特殊要求:根据具体的供应商和原材料的特点,进行相应的特殊检验。
三、检验流程1.接收原材料:检验员接收供应商送来的原材料,并进行清点和确认。
2.外观检验:对原材料的外观进行检查,记录有无异常情况。
3.尺寸检验:使用相应的测量工具对原材料的尺寸进行测量,记录测量结果。
4.化学成分检验:采用化学分析方法对原材料的化学成分进行检测,并与要求的标准进行比对。
5.物理性能检验:使用相应的物理测试设备对原材料的硬度、强度等性能进行检测,并记录测试结果。
6.样品保存:对于需要保留样品的原材料,将其妥善保存,以备后续需要。
7.结果评价:根据检验结果,对原材料的质量进行评价,确定是否符合公司要求。
8.记录整理:将检验所需的所有数据和相关记录整理汇总,以备归档和日后参考。
9.报告编写:根据检验结果,撰写来料检验报告,包括检验目的、范围、流程、结果评价等内容。
10.随机抽查:针对来料检验中发现的问题或异常情况,进行随机抽查,进一步确认其质量问题的具体原因。
四、结果分析与处理根据来料检验的结果,对原材料的质量进行评价。
如果发现原材料不符合要求,可以采取以下几种处理方式:1.退货:将不合格的原材料退还供应商,并要求其做出相应的整改和改进。
来料检验记录纠正措施有哪些

来料检验记录纠正措施有哪些在食品加工行业中,以来料检验是非常重要的环节,它直接关系到产品的质量和安全。
因此,对以来料检验记录进行纠正措施是非常必要的。
本文将从以来料检验记录的重要性、存在的问题和纠正措施三个方面进行探讨。
一、以来料检验记录的重要性。
以来料检验记录是指对原材料进行检验的记录,它包括原材料的来源、检验结果、检验人员和检验时间等信息。
以来料检验记录的重要性主要体现在以下几个方面:1. 保障产品质量,原材料的质量直接影响到产品的质量,通过以来料检验记录可以及时发现原材料的质量问题,从而保障产品的质量。
2. 保障产品安全,一些原材料可能存在安全隐患,通过以来料检验记录可以及时发现并采取相应的措施,保障产品的安全。
3. 追溯原材料信息,以来料检验记录可以记录原材料的来源、批号等信息,为产品质量追溯提供依据。
二、存在的问题。
在实际生产中,以来料检验记录存在一些问题,主要表现在以下几个方面:1. 记录不完整,有些原材料的检验记录可能存在遗漏或不完整的情况,无法全面反映原材料的质量情况。
2. 记录不规范,有些原材料的检验记录可能存在格式不规范、内容混乱等问题,不利于信息的管理和追溯。
3. 检验不及时,有些原材料可能存在检验不及时的情况,导致原材料的质量问题无法及时发现和处理。
三、纠正措施。
针对以上存在的问题,可以采取以下纠正措施:1. 加强培训,对检验人员进行相关培训,提高其对原材料检验记录的重视和规范性。
2. 完善记录系统,建立完善的以来料检验记录系统,包括记录格式、内容要求等,确保记录的完整和规范。
3. 强化监督管理,加强对以来料检验记录的监督和管理,确保记录的真实性和及时性。
4. 定期审查,定期对以来料检验记录进行审查,及时发现和纠正存在的问题。
5. 引入技术手段,可以引入信息化技术,如使用检验记录管理软件等,提高记录的管理效率和准确性。
6. 加强沟通协调,加强生产部门和质量部门之间的沟通协调,确保以来料检验记录的准确性和及时性。
来料检验记录表(模板)

物料名称:物料代码:进料日期:
进料数量:抽样数量:检验日期:
检验依据:
序号
检查项目
尺度值
实测值
不良数
判定
样品1
样品2
样品3
样品4
样品5
一、
外观检查
二、
尺寸检查
尺寸区域
尺寸值
样品1
样品2
样品3
样品4
样品5
三、
其它检查
四、
包装检查
对于公司不具备检验能力的要求厂家提供质量包管书。
备注:
检验结果:□合格□分歧格
最终处理方案:
□退货□让步接收
□挑选使用挑选结果:合格:分歧格:退回数量:
Iபைடு நூலகம்C检验员
日期
QC主管
日期
若判定分歧格,按分歧格品控制流程处理处理单号:
过程审核检查记录---来料检验

-纠正效果的证明(客户的质量信息反馈减少)。
√
√
√
√
√
√
八、以往顾客投诉情况、纠正措施实施情况、以往质量问题
1.是否按时落实要求的纠正措施并检查其有效性? -审核结果整改结果; -内/外部抱怨; -纠正效果的证明.
1、按时落实要求的纠正措施并检查其有
效性;
-对顾客投诉的情况,填写《质量信息反馈处置单》追溯其根源,制定《纠正或预防措施报告》、运用《顾客报怨及组织内部报怨与制造过程/产品矩形图》,形成闭环并审核结果整改结果;
工序名称
来料检验
工序编号
01
审核要点
审核记录
判定
一、过程负责人
是否指定过程负责人
已指定过程负责人
√
二、完整的输入(待加工零件、作业指导书、零件周转卡)
1.生产文件与检验文件中是否标出所有的重要技术要求,包括产品安全特性,并坚持执行?
2.是否持有PFMEA、控制计划、过程作业指导书/检验指导书,
3.特殊特性标识;
-精度/状况;
-检定/能力调查。由有资质的单位进行检定
2、生产设备/工装模具能保证满足产品特定的质量要求;
-验证结果,适当时包括Cmk;
-防错功能(报警,自动断开); -维修状态。
3、生产工位、检验工位符合要求; -照明/清洁;
-人机工程;
-零件搬运/安全生产。
4、对产品调整/更换有必备的辅助器具;
1、产品数量/生产批次的大小是按需求而定,是有目的地运往下道工序;
2、产品是按要求贮存、运输方式/包装方法按产品的特性而定。
√
√
纸箱来料检验记录
蓝色条纹不能有明显间隙,且印刷重叠≤3mm(内 销)
长宽高尺寸
<60cm,允许-0.2cm/+0.5cm, ≥60cm,允许-0.2cm/+0.8cm
线条尺寸
大于等于0.4cm的允许±0.3cm;小于0.4cm允许± 0.2cm(内销)
纸箱检验报告单
产品代码
原始单据号
物料名称
订单号
送检数量
送检匝数
检验依据
检验项目
判定标准
结果
二、严重缺陷,抽检方案:1.以只为抽样单位;2.特殊检验水平S-3,AQL=6.5;
制作 印刷
制作方式符合采购清单要求(包括有无钉、单瓦 楞或双瓦楞、粘合牢度等)每个纸箱装订方式、 版型应符合采购清单的要求。 箱钉使用带有镀层的低碳钢扁丝,不应有锈斑、 剥层、 龟裂或其它使用上的缺陷。间距均匀,单钉距不 大于80mm,双钉距不大于1应钉牢、钉透,不得
无明显毛刺,裁刀切口里面纸裂损距边不超过8mm 或长不超过12mm.成箱后叠角漏洞直径不超过 10mm. 钉合搭接舌宽度单瓦楞纸箱25mm以上,双瓦楞纸 箱30mm以上;箱钉应沿搭接舌中线钉合,排列整 齐。粘合剂应涂均匀,充分无溢出,粘合应牢固 。成型纸箱方正、密合,不密合状态不得大于 0.5cm。 摇盖经开合180度往复五次,里纸、面纸不得有裂 缝。此项只做监控,不做判定。
抽检数 量:
总体结论
检验员
审核员
编号:QP-03-08
日期 内外包装情况 供应商
检验记录
Ac
Re
Ac
Re
日期
纸箱内外表面清洁无纸屑,无破损、污染、脏污 、潮湿,内层纸胶印不能有字迹。切边应整齐, 无边脚料未切下单个规格数量在100只内不允许超 过2处。
PP无纺布来料检验记录
无破损、无污染、双层包装 正确、无缺失 同一规格不允许有混装
异味
不允许有
二、较大缺陷,抽检方案:随机抽取3卷,零缺陷
平方米重(单个值, g/m2)
±2.8g/㎡
抽检数 量
Ac
Re
破洞、硬块 断裂强度
不允许有不允许有严重的硬块,破洞不允 许 纵有 向:≥38N/5cm 横向:≥30N/5cm
断裂伸长率
50%-100%
三、一般缺陷,抽检方案:1、 以卷为抽样单位;2、特殊检验水平S-1,
AQL=6.5
色差
不允许有
外来杂物
不允许有
切边
切边整齐
幅宽
不允许有
核查供应同提供的出厂检验报告
抽检数 量
Ac
Re
总体结论
检验员:
审核人:
审核日期:
PP无纺布检验报告单
编号:QD-03-03
产品代码 物料名称 首件是否提供
原始单据号
印 刷 供应商
日期 订单号 返工次数
送检数量
送检箱数
内外包装情况
检验依据Biblioteka 技术图号检验项目判定标准
检验结果
检验记录
一、严重缺陷,抽检方案;1.以卷为抽样单位;2.特殊检验水平S-3;3.零缺 抽检数
陷;
量
Ac
Re
包装 标识 混装
来料检验记录表
日期:
检验 时间 检验项目 来料批号 来料类别 规格 尺寸 规格 外观 包装 保护膜 外观 基材 主膜 其他 缺陷 程度 检验合格率 检验 检验 结果 数量 (OK/NG) 处理方法 操作员 品质主管 确认
时间 异常 正后 数值
记录人
生产主管确认
品管主管确认
备注
表单填写标准: 1.各项目必须完整填写,填写内容需清晰明了;2.检验项目栏必须全部检测;3.如果检验结果NG(来料良率<95%),请填写处理方法,并且需再次做检测确认4.员工自主做完检测确认OK后需通知品质主管再次确认OK后方可进入 仓库,如没有品质主管在确认栏签名确认就量产,一经发现提报小过处份。5.检验频率:A、每批原料来料前必须检查;B、存放超过三天才投入生产的原料,在生产之前必须检查;6.每批来料必须做到检测,如有违反作业标准的 记录备案,将作为当绩效评价依据。
品检员:
表单编号:STD-日期-LL
木材来料检验表
检测方法 目测 目测 目测 目测 目测
目测
目测 目测 目测 游标卡尺 游标卡尺 游标卡尺 游标卡尺 水分测试仪 水分测试仪
实测数值
质检/日期:
审核/日期:
来料批次
日期: 来料日期
结果
备注
客户
订单号
产品料号
木材来料检验记录
材质
产品规格
来料数量
检验项目
控制点
腐朽 色斑 色差
实木/多层板:无任何腐朽现象
实木/多层板:板材表面干净无污染,允 许有轻微污斑,变色
实木/多层板:同一批板材无明显色差
外观
毛刺、沟痕 多层板:无明显毛刺、沟痕
裂纹
实木:允许纵裂纹长度与木板长度百分 比≤15%
实木:不应有漏节,明显的树脂囊和树 节,树脂囊,树皮 皮,死节,活节的单节允许宽度〈
100mm,且≤木板宽度的1/3
虫害 翘曲
实木:不应有明显的虫害,且在任意一米的 板材中虫眼个数≤4个 多层板:不得有肉眼看出来的翘曲,不 得有S弯
粘合
多层板:环保酚醛胶粘合,不空心,开裂
长度
按购销合同,不得小于最小尺寸
尺寸 特性
宽度 厚度 对角线
含水率
按购销合同,不得小于最小尺寸
按购销合同,不得小于最小尺寸 多层板:两条对角线长度之差≤1mm/m (-3~+3) 实木:交货含水率≤20%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
进货检验是指对购买的原材料,零部件或产品的质量确认和检查,即在供应商发送原材料或零部件时,通过抽样检查质量,最后判断产品批次是否合格。
接受或拒绝。
IQC是生产前控制企业产品质量的第一级。
如果不合格的产品进入制造过程,将导致不合格的制造过程或最终产品,造成巨大损失。
IQC 不仅影响公司最终产品的质量,而且还影响各种直接或间接成本。
在制造业中,设计,进料,制造过程,存储和运输是直接影响产品质量的四个主要项目。
一般而言,设计占25%,进料占50%,制造工艺占20%,储运占1%至5%。
综上所述,进货检验在公司产品质量中起着压倒性的作用,因此进货质量控制应提升到战略位置。
责任
进货检验
检验员的主要工作是进货检验,IQC检验可以简述为参照材料的相关标准确认外包或购买的材料的全部或主要特征;或确认它是否符合使用要求。
处理材料质量问题
IQC还应跟踪并处理在检查过程中发现的质量问题,以及生产和市场反馈的主要材料质量问题,并在IQC内部建立预防措施。
整个过程中材料质量问题的统计和反馈
对进料验收过程中的质量数据进行计数,以周报和月报的形式反馈给有关部门,作为供应商进料质量控制和管理的基础。
参与物料相关部门的工艺优化
参与物流控制中的相关过程优化,并对与物流中物料检验相关的过程优化提出建议和意见。
检查方法
1.进货检验,也称为验收检验,是防止不良物料进入物料仓库的控制点,也是评估供应商的主要信息来源。
2.供应商的质量可靠性和材料的数量,单价和数量应计划为全面检查,随机检查和免检,其要求如下:
A.全面检查:数量少,单价高;
B.抽样检查:大量或频繁的材料;
C.豁免检查:数量大,单价低,获得一般补贴或获得豁免制造商或限制证明的材料;。