CSP热轧工艺润滑效果研究
邯钢CSP轴承润滑系统应用与维护

收稿日期:!""#$"%$!"作者简介:张辅(&’%()),男,工程师,研究向为液压与润滑。
第!%卷*增刊太原科技大学学报+,-.!%!""#年’月/012345067489143138+:2;87906;<8:3<:43=7!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!:<>3050?9;@A.!""#文章编号:&#%($!"B%(!""#);")""%!)"(邯钢<;C 轴承润滑系统应用与维护张*辅,孟令达,赵锦泽邯郸钢铁公司连铸连轧厂,邯郸"B#"&B )**摘*要:介绍了邯钢<;C 动$静压轴承润滑系统,分析了动$静压轴承润滑系统的工作原理、特点及系统应用与维护。
关键词:动$静压轴承;润滑;维护中图分类号:7>&((D (**文献标识码:"""""""""""""4**邯钢<;C 生产线是一座现代化的热轧卷板生产线,具有连续、高速、大型和自动化程度高的特点。
其轧机支撑辊油膜轴承采用E02?085公司生产的动$静压油膜轴承,该轴承具有承载压力大、使用寿命长、速度范围宽、摩擦系数低、抗冲击能力强等特点,能够适应薄板坯连铸连轧工艺轧机低速、带载启动、重载、速度变化大、变断面轧制的要求,具有很高的可靠性和最少的维护要求。
其润滑系统采用集中供油,分路控制,动静压组合润滑模式。
改变了以往传统板坯连轧机组油膜轴承润滑低速机组与高速机组分开设计模式。
该润滑系统具有设计紧凑、自动化程度高、维护方便等优点,满足了轴承对润滑压力、流量、温度的不同要求,保证了轴承始终处于良好润滑状态。
某企业CSP介绍

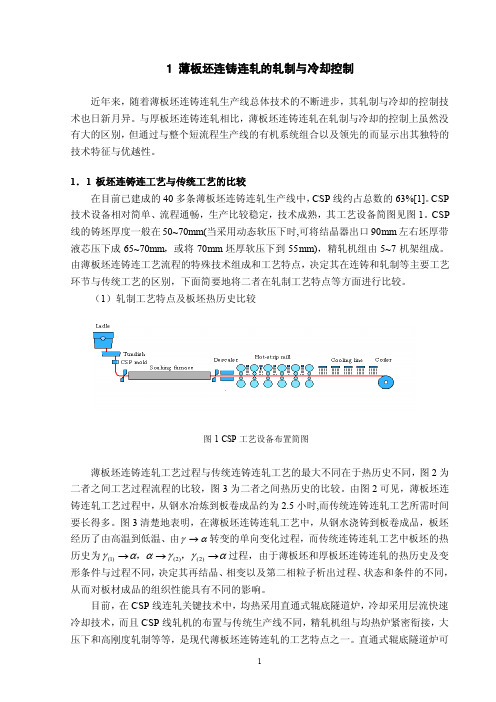
99.23% 合格铸坯
98.5% 轧机
单位:t
1.0% 钢水罐铸余
20809 0.67%
中间罐铸余 13802
0.07% 切头切尾
1432
1% 切头切尾
20350
0.2% 漏钢损失
4093
7
四、主要工艺参数
8
钢包容量 中间罐容量, 铸流数 铸坯厚 液芯压下第三代技术 铸坯宽度 漏斗型结晶器 结晶器长度 冶金长度 扇形段数量
25
热连轧机
(8)2台地下卷取机
卷取带钢厚度 1.0(0.8)~12.7 mm
卷取带钢宽度 900~1600mm
钢卷重量
28.8t(max),3.3t (min)
钢卷单重
18kg/mm(max)
钢卷外径
φ 1000~1950mm
钢卷内径
φ 762mm
卷筒传动装置 电机 N=2×942kW,n=0~180/580r/min
26.7m(90mm 厚板坯)
43.7m(50mm 厚板坯)
15
辊底式均热炉
半无头轧制
262 m(单流生产)
160 m(双流生产,A流为半无头轧制,B流仍为单块轧制)
(4)板坯入炉速度(铸机拉速)2~6 m/min
(5)板坯在炉内的运行速度
正常的速度范围
2.0-60 m/min
最大速度
65 m/min
助卷辊
φ 380×1830mm,3个,具有踏步控制功能
助卷辊传动装置 N=52kW,n=0~1310r/min
26
卷取带钢速度 26m/s(max.)
热连轧机
(9)钢卷运输系统 基本工艺参数: 钢卷温度 系统运输处理钢卷能力 正常运输周期
CSP的设备特点和工艺特点
+\SxV**/‘T-* 什么是CSP连铸最佳答案就是薄板坯连铸连轧工艺。
优点:生产节奏快,产量高缺点:轧制压缩比小针对铸机自动化程度高、拉速快、漏钢率高等操作难点2 CSP生产线的特点(1)CSP生产线是世界上先进的工艺流程,装备水平高,采用全过程无氧化浇注,结晶器液面自动控制,液压振动结晶器,二冷自动配水,高压水除磷,辊缝调节,全活套张力控制,弯辊控制,凸度控制,板形控制二组计算机等先进技术。
(2)CSP生产线实施全过程自动化控制,自动化水平高。
(3)劳动生产率高。
CSP生产线国际先进水平人均年产值约600万元人民币、人均产钢2500t/a,单位产品工资成本不到0.5%,而其它工艺生产线一般为13%~20%。
(4)投资低。
与传统的热连轧机相比,CSP生产线投资降低约40%。
(5)能耗低。
CSP生产线省掉初轧工序,利用连铸坯的余热,直接热送热装至均(加)热炉及连轧机组轧制,大幅度降低生产能耗,仅为传统热连轧机的1/2左右,直接节能1931.8MJ/t,间接节能4244.2MJ/t。
(6)生产成本低。
CSP的生产成本约为常规轧机的78%。
(7)工序少。
省去大量中间环节,从原料到成品所需生产时间短,约为2h,常规生产工艺流程约为28h;用户从产品订货到交货,最短时间仅用3天,而传统工艺需时为10~15天。
(8)占地面积少。
CSP生产工艺线流程短,布局紧凑,比传统生产工艺占地面积少。
(9)污染少。
(10)成材率比常规轧机高1.8%。
(11)维修费用约为常规轧机的39%。
1结晶器的种类及主要特点薄板坯和中薄板坯连铸设备的核心是结晶器。
设计要求结晶器弯月面区域必须有足够的空间,以插入浸入式水口,且满足水口壁与结晶器壁之间无凝固桥形成,钢液温度分布均匀,有利于保护渣熔化;弯月面区钢液流动平稳,防止过大紊流而卷渣;结晶器几何形状应满足拉坯时坯壳承受的应力最小。
CSP工艺设备技术特点及采用的新技术1 CSP连铸工艺设备技术特点及采用的新技术1)连铸部分工艺介绍连铸部分工艺如图2所示。
1.CSP连铸连轧的轧制工艺控制
1 薄板坯连铸连轧的轧制与冷却控制近年来,随着薄板坯连铸连轧生产线总体技术的不断进步,其轧制与冷却的控制技术也日新月异。
与厚板坯连铸连轧相比,薄板坯连铸连轧在轧制与冷却的控制上虽然没有大的区别,但通过与整个短流程生产线的有机系统组合以及领先的而显示出其独特的技术特征与优越性。
1.1 板坯连铸连工艺与传统工艺的比较在目前已建成的40多条薄板坯连铸连轧生产线中,CSP 线约占总数的63%[1]。
CSP 技术设备相对简单、流程通畅,生产比较稳定,技术成熟,其工艺设备简图见图1。
CSP 线的铸坯厚度一般在50~70mm(当采用动态软压下时,可将结晶器出口90mm 左右坯厚带液芯压下成65~70mm ,或将70mm 坯厚软压下到55mm),精轧机组由5~7机架组成。
由薄板坯连铸连工艺流程的特殊技术组成和工艺特点,决定其在连铸和轧制等主要工艺环节与传统工艺的区别,下面简要地将二者在轧制工艺特点等方面进行比较。
(1)轧制工艺特点及板坯热历史比较薄板坯连铸连轧工艺过程与传统连铸连轧工艺的最大不同在于热历史不同,图2为二者之间工艺过程流程的比较,图3为二者之间热历史的比较。
由图2可见,薄板坯连铸连轧工艺过程中,从钢水冶炼到板卷成品约为2.5小时,而传统连铸连轧工艺所需时间要长得多。
图3清楚地表明,在薄板坯连铸连轧工艺中,从钢水浇铸到板卷成品,板坯经历了由高温到低温、由αγ→转变的单向变化过程,而传统连铸连轧工艺中板坯的热历史为αγγααγ→→→)2()2()1(,,过程,由于薄板坯和厚板坯连铸连轧的热历史及变形条件与过程不同,决定其再结晶、相变以及第二相粒子析出过程、状态和条件的不同,从而对板材成品的组织性能具有不同的影响。
目前,在CSP 线连轧关键技术中,均热采用直通式辊底隧道炉,冷却采用层流快速冷却技术,而且CSP 线轧机的布置与传统生产线不同,精轧机组与均热炉紧密衔接,大压下和高刚度轧制等等,是现代薄板坯连铸连轧的工艺特点之一。
热轧csp的工艺特点
热轧csp的工艺特点
热轧CSP(Continuous Annealing and Pickling Line)是一种连续退火和酸洗生产线,用于制造热轧钢板。
其工艺特点如下:
1. 连续生产:热轧CSP生产线是连续操作的,从原材料准备到成品产出一直运行,无需停机换班。
这种连续生产方式提高了生产效率,并降低了生产成本。
2. 全流程自动控制:热轧CSP生产线配备了先进的自动控制系统,能够实现全流程的自动控制和监控。
通过对各个工序参数进行监测和调整,可以实现生产过程的精确控制,保证产品质量的稳定性和一致性。
3. 退火和酸洗一体化:热轧CSP生产线将退火和酸洗两个工序进行了一体化设计,使得退火和酸洗能够紧密结合在一起进行。
这种一体化设计可以减少工序之间的中间环节,提高了生产效率,同时还能节约能源和减少环境污染。
4. 高效率热处理:热轧CSP生产线通过采用先进的热处理技术,实现了高效的退火处理。
退火温度和时间可以根据不同的产品要求进行调整,以达到理想的机械性能和表面质量。
5. 节约能源和环保:热轧CSP生产线采用了能源回收和废气处理等技术,能够有效节约能源和减少环境污染。
热作业和炉渣处理也能够最大限度地回收能量和资源。
总体来说,热轧CSP生产线的工艺特点包括连续生产、全流程自动控制、退火和酸洗一体化、高效率热处理、节约能源和环保等。
这些特点使得热轧CSP成为一种高效、环保的热轧钢板生产工艺。
CSP技术的实践与发展_马钢模式

profilesorhigha功明h团entvalue.
KeyW如川一:由加51曲馏血9androlling:CSP:MaS忱哈1.记e
炉、一套七机架四辊CVC精轧机组、轧后控冷、
两台地下卷取机及钢卷运输系统等相应的配套设
施。CSP生产线工艺技术和装备水平代表了当今世
界薄板坯连铸连轧发展的最新水平。轧制速度为
20n公s,在同行中轧制速最快。设计生产能力为年产
热轧板卷200万吨。产品规格厚度为1.0(0名)~
12.7~,宽度为900~160()nun,产品最大卷重为
流程特点是,在精炼工序设置了RH真空脱碳和脱
气装置,在热连轧后配置了酸洗冷轧及其相关的生
产线。图1给出了马钢CSP生产系统工艺流程简图.薄板坯连铸连轧技术交流与开发协会第三次技术交流会论文集
由图l可见,在转炉毛SP一冷轧工艺流程线上,
主要配置了2、120吨顶喷铁水脱硫站、2、120吨顶
底复合吹炼转炉、2xl20吨钢包精炼炉、1xl20吨
RH真空处理炉、2台单流CSP薄板坯连铸机和1
套7机架热连轧机组、4机架6辊冷连轧机组、1
号镀锌线和即将投产的2号镀锌线、罩式退火炉以
及配套的重卷和纵横切机组,其中1号镀锌线主要
生产建筑板、2号镀锌线计划生产家电和汽车内板。
如图1所示,目前CSP生产的组产模式和相应
的终端产品有5种可选方案:(l)经钢水初精炼
28
.
8吨。产品主要用途以建筑用材为主,兼顾轻工
一炼热轧CSP线轧制工序自控原理知识的应用

一炼热轧CSP线轧制工序自控原理知识的应用热轧CSP线轧制是近几年新兴的一种钢丝轧制工艺。
本文主要通过介绍自控原理知识,来讨论如何更有效地运用自动化技术和硬件设备,来改善热轧CSP线轧制的生产效率和精度,从而提高生产的质量。
一、什么是自动控制系统?自动控制系统是一个类似智能电路的解决方案,它可以实现自动操作和监控。
可以进行油温、滚筒速度、钢丝放曲器等参数的实时监控和控制,从而检查产品质量的改善,减少生产过程中的偏差。
主要应用有:1. 利用检测装置收集环境数据,反馈给自动控制系统,从而控制设备的自动运行;2. 通过把传动机构和流量等参数设置到自动控制系统中,以满足生产精度和生产效率的要求;3. 生产过程中实时监控精度和生产效率;4. 能够快速响应调节,在生产过程中,及时找到和处理设备故障;5. 可以实现生产跟踪,从而更好地控制产品的质量和使用时间;6. 根据历史数据,能够及时采取调整方案,防止漏斗堵塞及不合格批次的产生;二、热轧CSP线轧制自控原理知识应用1. 热轧CSP线轧制需要建立一个自控系统,控制滚筒速度,加热系统和冷却系统,放曲器等,确保实时参数监控和控制,以提高生产精度。
2. 热轧CSP线轧制过程中需要实时监控油温、滚筒速度、钢丝放曲器等参数,利用PC机及AD减从传感器上的信息进行数据采集,以满足不同精度的调节。
3. 实现热轧CSP线轧制生产过程的质量控制主要需要实现实时参数检测,可以选择数字传感器实现,以确保不同产品的精度要求和质量监控。
4. 热轧CSP线轧制可以采用现场总线技术,实现设备级别的自动控制,简化控制系统结构,从而降低系统成本。
5. 也可以采用大型控制程序来满足工业自动化的需求,实现较高精度的测控及过程管控,使热轧CSP线轧制生产过程更加精确、可靠、高效。
三、总结热轧CSP线轧制是一个复杂的自动化钢丝机械加工过程,有较高的要求。
因此,完善的自动控制系统对于热轧CSP线轧制的有效性和精确性至关重要,实现实时参数检测,从而保证产品质量,提高生产效率。
热轧工艺润滑问题与改进措施

热轧工艺润滑问题与改进措施摘要:随着科技发展,轧制润滑工艺得到大力发展,成为轧钢生产中改善产品质量、降低消耗、提高产量的一个极其重要的技术环节。
为了更好的在激烈的市场竞争中,不断拓宽产品结构、提升产品质量、降低产品成本,持续提升企业的核心竞争力,热轧工艺润滑提升热轧带钢表明质量、实现薄规格轧制高效稳定。
基于此,本文主要就热轧工艺润滑问题进行了分析,并提出了改进措施。
关键词:热轧工艺;设备;润滑引言热轧工艺润滑通常是指在轧制变形区进行润滑油膜的建立,当值发生辊面与轧件间的“金属—金属”接触,对轧制过程进行改善,提升产品的质量。
目前,市场是对于热轧板带的质量要求不断提升,生产效率也不断提升,这就需要进行钢材种类的开发,确保金属轧制以及设备的逐渐成熟,拓展轧制范围,改善热轧工作辊的工作环境。
要想提升轧制质量,确保作业效率的提升,需要延长轧辊的寿命以及耐磨耐性。
1热轧润滑机理热轧润滑是一个动态过程,轧制变形区润滑剂的变化很难通过实验模拟。
一般认为,润滑可以在轧件进入轧辊间隙之前在轧件表面形成润滑膜。
润滑膜的一部分在高温下燃烧。
燃烧产生的剩余碳留在轧制表面,残余碳与轧制之间的摩擦小于轧制与轧制之间的摩擦;润滑膜的另一部分在轧制变形区迅速蒸发分解,形成高温、高压气垫,分离轧制与轧辊表面。
会最大程度的减少气体以及液体的摩擦,剩余的润滑膜会以液体的形式进行呈现,进而进入到辊缝,进行润滑。
对于热轧变形力而言,其和轧件变形抗力、变形程度、变形温度、变形速度、摩擦力具有重要的关联性。
如果其他的条件具有一致性,润滑剂会对轧制变形区域的摩擦状况进行改善,降低轧制力。
2工艺润滑设备及润滑方式热轧工艺润滑系统采用专用喷嘴系统,以水为载体将油水混合后喷射在轧辊上,使热轧润滑达到最佳的使用效果,此系统容易控制、运行可靠、维护方便故障率低。
热轧工艺润滑油喷出后与高温带钢接触,燃烧后形成灰分,因而工艺润滑油不能重复利用,采用非循环方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
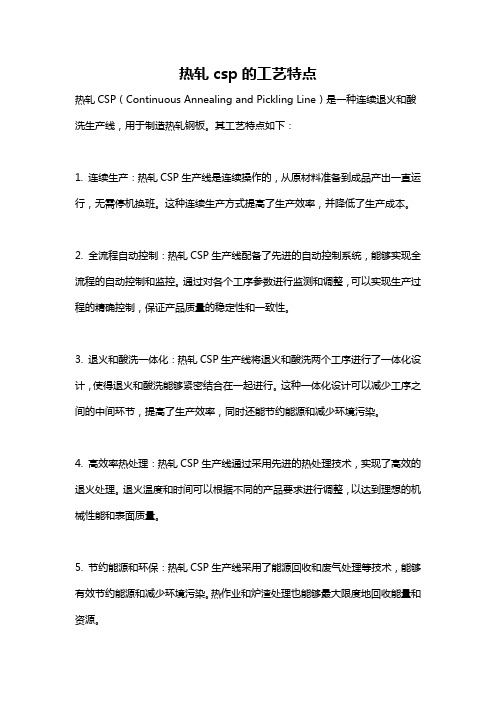
图2不同润滑方式各机架乎均轧制力变化
Fig 2 Average rolling force of FI—F.6 in di矗jrent lubfic赳ing mode
图2是2种润滑方式下各机架平均轧制力变化情 况,可以看出,与不采用工艺润滑相比,采用热轧润 滑可以明显地降低各道次的轧制力;当F2一F5都采 用热轧润滑后,后三机架的轧制力进一步减小,即使 最后一架轧机F6没有采用工艺润滑,其轧制力也有 不同程度的降低,这进一步说明由于带钢表面残油的 累积效应,后架轧机可不采用工艺润滑,从而防止带 钢表面残油对冷却水的污染。 2.3试验结果的进一步分析
0.878
闪点/oC
>150
燃点/℃
>150
倾点/℃
<4
1.2摩擦学性能测试 在30和60℃条件下,在四球摩擦试验机上测定
了该商品热轧油在不同油水混合比例下油膜强度P。和 摩擦因数弘。油膜强度按照GB/T12583.1998试验方法 进行测定,而摩擦因数是在392 N压力和1 450 r/rain 转速下进行1 h长磨试验测得的稳定状态下的平均值, 实验结果列于表2。很明显,在热轧油体积比较低时, 通过增加其体积比可以显著提高润滑剂油膜强度,当 其体积比达到一定值时,尤其是在较高的温度60℃ 时,继续增加体积比,P。值增加得并不明显。
2010年9月 第35卷第9期
润滑与密封
LUBRICATION ENGINEERING
DOI:10.3969/j.issn.0254—0150.2010.09.023
CSP热轧工艺润滑效果研究
Sep.2010 VoL 35 No.9
马艳丽孙建林高雅 (北京科技大学材料科学与工程学院北京100083)
2 CSP热轧工艺润滑应用试验结果与分析 2.1 CSP热轧生产工艺与润滑系统
整条CSP生产线配备有连铸机、加热炉、六机架 连轧机、地下卷取机以及其他配套设施。连铸板坯厚 度为50—70 mill,板坯出炉温度为(1 050—1 150± 10)℃,带钢厚度为1.0~12.7 mill。CSP生产线的热 轧工艺润滑装置可分为供油系统、供水系统和混合及 喷射系统3部分。6架轧机全部配备有独立的热轧工 艺润滑系统,该系统采用油水管路直接混合法,各自
Fig l
图1轧机轧制力变化实时曲线
Rolling force of F2/F3/F6 in lubricating mode A
图l中F2和乃的轧制力曲线中头尾处明显高于 中间正常轧制过程,当然轧制力的波动也可能是由于 带钢头部通过轧机时还没有建立张力关系,当下一轧 机咬人后,张力建立起来后,张力的增加也会导致轧
表1 CSP热轧油理化性能
Table 1 Physical·chemical properties of hot rolling oil
外观
透明琥珀色
40℃运动黏度/(mm2·B“)
48.0
酸值/(mgKOH·g。) 皂化值/(mgKOH·g“
硫含量/%
3.4 92 1.34一1.54
密度/(g·cm。)
收稿日期:2010—04—26 作者简介:马艳丽(1966一),女,博士研究生,工程师. 通讯作者:孙建林(1963一),男,教授,博士生导师.E-mail: sun-jl@263.net.
例在1:1 000即可达到润滑作用效果旧1,而且,国外 热轧工艺润滑技术发展日臻成熟¨1,同类机组先进水 平油耗则在80—100 g/t。所以,本文作者在对轧制 油特征进行全面测试的基础上,结合具体的CSP热 轧生产工艺,对工艺润滑作用效果进行深入研究,力 图确定轧制油含量与润滑性能的关系以及对轧制过程 的影响,为工艺润滑技术在CSP连铸连轧生产的正 确使用和稳定润滑效果提供参考。 l CSP热轧油理化性能分析与摩擦学性能测试 1.1热轧油理化性能
关键词:紧凑式板带生产;轧制油;热轧;润滑效果 中图分类号:TG335.1l文献标识码:A文章编号:0254—0150(2010)9—095—3
Effect of Lubrication during Hot RollБайду номын сангаасng in Compact Strip Production
Ma Yanli Sun dianlin Gao Ya
热轧油多以矿物油或动植物油为基础油,同时辅 以高效添加剂。目前热轧油正朝着绿色环保的方向发 展,要求基础油生物降解率高,添加剂毒性小"。。试 验中采用的商品CSP热轧油理化性能见表l。表1中 CSP热轧油黏度低于传统热轧油,同时其皂化值小于
万方数据
润滑与密封
第35卷
100,表明该油品轧后带钢板面清净性好,对冷却水 污染小,符合轧制工艺润滑节能降耗、减少对环境影 响的要求。
表3 CSP热轧机组主要生产工艺参数 Table 3 Technological parameters of hot rolling frame
机架/车L辊代号额定转速/IIlin’1辊径/am钢板入厚/一辊缝/mln
CSP生产线热轧工艺润滑系统通过计算机控制供 油系统的电磁阀动作,以实现“头尾不润滑”的润 滑方式,即保证轧件咬入顺利,防止打滑。当轧件通 过该轧机并被下一架轧机咬入后,即两架轧机间建立 张力关系后前架轧机开始润滑。在轧件尾部,为了避 免热轧油在轧辊表面残留影响下一块带钢的咬入,一 般在轧件尾端剩余5 m左右时,计算机控制轧机停止 润滑油喷射,利用轧辊残余轧制油进行润滑。 2.2热轧工艺润滑效果
(School of Material Science and Engineering,University of Science and Technology,Beijing 100083,China) Abstract:The effect of lubrication during hot roiling of compact strip production(CSP)was studied based on the phys- ical-chemical properties and tribological characteristics test of hot rolling oils.The application test of lubrication in hot rolling shows that the lubricating effect does not always gets better as hot rolling oil concentration increases.Choosing the hot rolling oil with moderate viscosity and excellent lubrication performance,and with a volume ratio 0.2%of the oil,the average rolling force would decrease by 10%一20%,the continuing rolling tension could be controlled in 20%of fluctua- tion,and the cooling water pollution is not obvious.The tribological experiments and analysis of rolling lubrication appli— cation data further explain that no more than 1%of the volume ratio of hot rolling oil would meet the lubricating effect in hot rolling of CSP.According to the specific strips and hot roiling process,the viscosity and consumption of hot rolling oil should be adjusted accordingly to ensure stable hot rolling of CSP and minimum cooling water pollution for evaluation standards,rather than how much rolling force to reduce.
为了检验工艺润滑效果,试验中特采用了2种润 滑润滑工艺以满足轧制不同规格、不同产品的工艺要 求。润滑工艺A,F2、F3机架喷射热轧油,其他轧 机不进行润滑;润滑工艺B,F2、F3、F4、F5喷射 热轧油,其他轧机不进行润滑。试验中设定喷油量为 68 mL/min,油水混合体积分数为0.2%。采用润滑 工艺A的轧制力实时变化曲线见图1。
Keywords:compact strip production;roiling oil;hot rolling;lubricating effect
CSP(Compact Strip Production)即“紧凑式板带 生产技术”是当前热轧板带钢生产关键技术之一…。 截至2008年,我国14条薄板坯连铸连轧生产线全部 采用了热轧工艺润滑技术,总产能达到3 750万t旧1。 然而,我国CSP热轧工艺润滑应用中存在的主要问 题是油耗高,特别是在热轧润滑研究初期认为轧制油 体积比越高,其润滑效果越好¨1,有些企业热轧油耗 量甚至高达250 g/t。所以导致轧制工艺润滑效果不 稳定,轧制油使用成本高等一系列问题H。-,更严重 的是多余的热轧油残留在轧辊和带钢表面有可能会造 成对冷却水的污染¨-。而有国外学者研究认为油水比