工地钢轨接触焊作业车
有砟轨道的基本施工工艺

分层上砟整道施工顺序 1.长钢轨铺设后应及时上砟整道,第一次上砟整道必须与 铺轨紧密衔接,以免轨节变形。 2.上砟整道基本作业流程可分为:三次补砟、四次捣固、 五次动力稳定。 3.上砟整道基本作业应严格按照已选定的综合整道作业参 数进行。
北京交通大学轨道教研室 12
捣固作业注意的问题
(1)在有砟桥上,枕下道砟厚度不足150mm时不能进 行捣固作业。 (2)为保证捣固质量,一次起道量50mm以上时,宜选 择双捣作业。同时,捣固车捣固频率每分钟不得超过20 次,插镐深度从枕下算起至镐尖一般不小于起道高度。 对桥头、焊缝接头处要加强捣固。
有砟轨道的基本施工工艺
新建铁路有砟轨道施工应采用一次铺设跨区间无 缝线路的“流水作业法”,施工基本工艺流程如下 : 铺 枕 、 铺 设 长 钢 轨 单元轨 焊接 分层上 砟整道
施 工 准 备
铺 轨 前 预 铺 道 砟
分层上 砟整道
单元轨 焊接
应 力 放 散 、 无 缝 线 路 锁 定
钢 轨 预 打 磨
收集施 工技术 资料 编制实施 性施工组 织设计
施工 准备
审核施 工技术 文件
进行施 工调查
2
(一)收集施工技术资料
轨道施工所必须的技术资料主要有曲线表、 坡度表、断链表、桥梁表、隧道表、车站表、 道口表、水准基点表、中线控制桩表、路拱表、 整体道床地段表、以及路基检查证等,它们都 是组织施工和进行各种计算的依据。
4.在底层道砟上按纵向10m、横向3~3.25m间距成对布放拖轨滚筒, 牵引车或长钢轨拖放车在长钢轨推送装置的配合下,将长钢轨沿滚筒 拖放到线路两侧。 5.轨枕转运宜分层进行,避免各运输平车之间由于载重悬殊产生车 面高差。 6.铺轨机沿线路中心线匀速前行,轨枕布设装置按规定间距在平整 的底层道砟上布设轨枕。应避免在布枕前扰动破坏砟面的平整性。 7.轨枕布设时将橡胶垫板放至轨枕承轨槽中。 8.收轨装置在铺轨机前进时自动将长钢轨收入至轨枕承轨槽中,长 钢轨间用临时联接器连接,就位应准确,并避免碰伤轨枕预埋铁座和 长钢轨。 9.长钢轨就位后,安装部分扣件,保证铺轨机组安全通过。铺轨机 组通过后要及时补充扣件,并对施工现场进行收尾作业。 每节长钢轨始端、终端落槽时的轨温平均值为长钢轨铺设轨温,铺轨 时应及时记录铺设轨温。
轨道施工方法、工艺及措施

轨道施工方法、工艺及措施一、轨排组装⑴工艺流程图轨排组装施工工艺流程图见下图:⑵工艺流程说明施工准备:按施工设计资料计算轨节表,备齐轨料并堆码于生产线两侧。
摆放轨枕:用10吨龙门吊将轨枕吊到组装台上。
上钢轨:利用两台10吨龙门吊吊轨。
按轨排表计算值用方尺控制钢轨相错量,将钢轨吊到轨枕承轨槽内。
画线方枕:在钢轨内侧用白油漆画线,对线方正轨枕。
散配件、组装:将配件散放在轨枕头上,用专用工具使扣件将钢轨和轨枕组装成轨排。
成品轨排检查:由质检员详细检查轨排质量是否符合标准,不合格的重新处理,并作好原始记录,在每个轨排上配齐鱼尾板及螺栓带帽,并涂油放在轨排接头上,用油漆在轨排铺设终端标注轨枕分中线,轨排号及生产班组。
吊装轨排:用两台10吨龙门吊将成品轨排按铺设顺序吊运装车或存放于轨排场。
⑶质量控制及检测轨枕检查:检查轨枕,如有不合格一律不用,对个别有缺陷的轨枕进行处理。
吊枕时轨枕生产厂标在单侧一致,如有不对的必须逐根掉头,每次自轨枕堆码场起吊不超过10根轨枕。
钢轨检查:吊轨前检查钢轨型号、长度是否与设计一致,直线段钢轨配对时两钢轨偏差在3mm以内,曲线地段按轨排表计划选配缩短轨。
并将钢轨长度正负误差值写在轨头上。
配件检查:各种零件安装齐全,位置正确。
二、铺轨机铺轨⑴艺流程图铺轨机铺轨施工工艺流程图见下图。
⑵工艺流程说明①施工准备复核铺轨面标高和线路中心线,加密线路中心桩;将中心桩引入路肩上并作明显标记;施工设备就位;在铺架基地按轨节表拼装轨节并装车。
②运输轨节到施工地点,立换装龙门架机车推送铺轨机龙门吊及轨节到施工地点。
列车编组如下:机车→龙门架→轨节→轨节→轨节→轨节。
机车推送轨节在距轨道作业1~2km处适当地点,立换装龙门架。
换装龙门架地点选在直线地段或R>1000m以上缓和曲线上,如果条件困难,可将已铺曲线轨道在立换装龙门架位置上拨直,两端拨圆顺,两换装龙门架中心距用粉笔标出位置后,搭设龙门架基础的木垛。
城市轨道交通无缝线路施工技术探讨

城市轨道交通无缝线路施工技术探讨摘要:文章探讨了城市轨道交通无缝线路铺设新工艺,经期能科学有效地提高无缝线路施工进度及焊接和铺设质量。
关键词:无缝线路;施工特点;施工工艺;技术要求0前言城市轨道交通工程中无缝线路铺设施工,采用“一次性焊接、铺设"新工艺,是对传统“二铺一拆”工艺的改革。
新工艺的施工程序,可以归纳为:①铺设25m标准无孔新轨,浇筑整体道床;②用移动式接触焊机,现场本线焊接长钢轨;③完成无缝线路的铺设,锁定。
无缝线路一次性铺设施工,除必须具有一套移动式接触焊机外,尚需有一整套能够满足现有规范要求的施工工艺和工装.现在执行的《钢轨焊接接头技术条件》(TB/T1632—91),《无缝线路铺设养护维修方法》(TB2098—89)等技术规范,基本上是在固定式焊接基础上建立和完善的。
改用移动式接触焊机,在现场本线上直接焊接并完成铺设,其焊接、铺设工艺、工艺标准和技术要求及工装设备,均有变化.可使新的施工技术更趋完善,从而保证无缝线路的焊接和铺设质量,达到上述规范要求。
1 施工特点分析移动式现场接触焊接(特别是本线焊接)相对于固定式焊接,有以下对焊接和铺设质量有关的不同之处. 1。
1 焊接轨的基准线固定式焊接,建有一条辊道流水线。
辊道线是一条直线,辊道面处于一个平面上,焊接轨以辊道中心线和辊道平面泵基准线;移动式接触焊接是在现场线路上进行,没有统一的基准线:①由于轨底坡和曲线超高的存在,钢轨Y轴与铅重线存在一偏转角α(见图1)不同的超高α角也不相同,待焊轨在焊接前必须调整到同一偏转角,否则焊接轨会产生扭曲。
②以往铺设在曲线上的长轨是在辊道上直线焊接,然后在曲线上铺设。
现场曲线线路上直接焊接,就很难使焊接头处在圆顺的位置上,理论上待焊轨在焊接前必须调整到焊接点切线方向的直线上(见图2),否则焊接头将形成折角。
③由于是本线焊接,焊接车必须停放在已焊长轨上;又由于焊机头作业时轨底以下必须有一定空间α见图3(焊后打磨也须有相当空间);因此焊缝处轨头必须垫高。
移动闪光接触焊施工工艺及方法

移动闪光接触焊施工工艺及方法钢轨接触焊拟采用型悬挂式钢轨接触焊机,主要由焊接集装箱、动力集装箱和平车等组成。
配置有锯轨设备、轨端除锈设备、移动式钢轨闪光对焊设备、移动式钢轨焊接接头矫直设备、仿型打磨机以及焊接接头热处理装置、发电机组等,设备应具有产品质量合格证书。
移动闪光接触焊施工工艺流程见图。
施工准备钢轨焊接前检查矫直钢轨焊前除锈焊接和推凸粗磨焊后热处理冷却外形精整及直线度检验超声波探伤移动闪光接触焊施工工艺流程图①施工准备人员要求:焊接作业人员应持有国家铁路主管部门认可的技术机构颁发的“钢轨焊接工操作许可证”。
机械设备要求:焊轨机生产应在型式检验合格后,且应采用与型式检验受检试件相同的生产工艺。
②钢轨焊前检查检查钢轨型式尺寸:钢轨高度、轨头宽度、轨底宽度、断面不对称、端面斜度(垂直、水平方向)、端部弯曲、轨身直线度、检查钢轨表面质量。
加强对钢轨平直度的检验,严格控制钢轨微小初始不平顺。
轨端的平直性、对称性对焊接工作影响也很大。
③矫直钢轨可以采用矫直的方法纠正钢轨端部弯曲,对于无法矫直的钢轨端部弯曲,应将弯曲的钢轨端部锯切掉。
④焊前除锈待焊钢轨端面及钢轨与闪光焊机电极接触部位应除锈打磨。
打磨面在钢轨待焊时间超过24h以上或打磨后有水、油、污垢污染时,应重新打磨处理。
⑤焊接和推凸焊接前轨温不宜低于10℃。
焊接接头轨头和轨底、轨底顶面斜坡的推凸余量不大于1mm,其它位置推凸余量不大于2mm。
不应将焊渣挤入母材;焊渣不应划伤母材。
推凸后、未经打磨处理情况下,应使用检测直尺(L0=1m)和塞尺检查接头错边,在焊缝中心线两侧各15mm 的位置测量并计算接头错边量,接头错边量不应超过规定值。
对于超过允许的最大接头错边量的焊接接头,应在焊缝两侧各100mm的位置切掉钢轨焊接接头。
使用移动式焊轨机进行无缝线路长钢轨焊接与无缝线路铺设工艺配合作业;锁定焊接时应使用保压推凸,焊接接头冷却到400℃以下方可去除牵拉力。
无缝线路施工工艺(长钢轨铺设、钢轨焊接、应力放散及锁定)(1)(1)
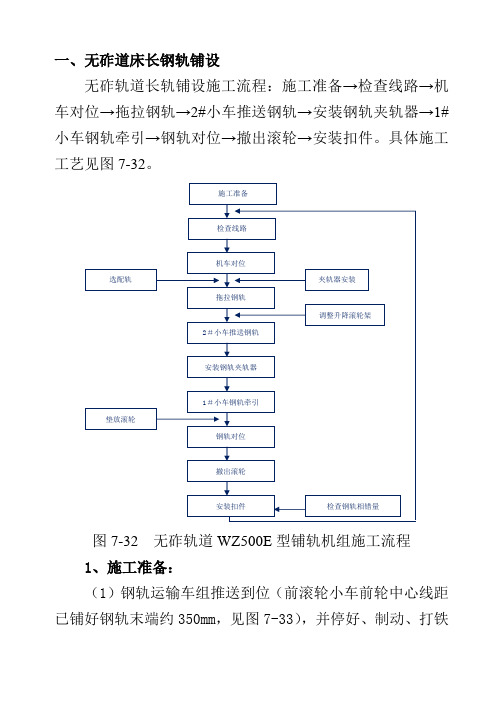
一、无砟道床长钢轨铺设无砟轨道长轨铺设施工流程:施工准备→检查线路→机车对位→拖拉钢轨→2#小车推送钢轨→安装钢轨夹轨器→1#小车钢轨牵引→钢轨对位→撤出滚轮→安装扣件。
具体施工工艺见图7-32。
图7-32 无砟轨道WZ500E 型铺轨机组施工流程1、施工准备:(1)钢轨运输车组推送到位(前滚轮小车前轮中心线距已铺好钢轨末端约350mm ,见图7-33),并停好、制动、打铁施工准备检查线路机车对位拖拉钢轨2#小车推送钢轨 选配轨夹轨器安装调整升降滚轮架1#小车钢轨牵引安装钢轨夹轨器垫放滚轮钢轨对位撤出滚轮检查钢轨相错量 安装扣件靴。
图7-33 长轨车推送对位(2)放倒全车间隔铁。
(3)松开要拖拉的一对钢轨锁定装置(图7-34)与安全挡板(拖拉结束后需恢复安全挡板)。
如拖拉上层钢轨,需预先将升降滚轮架调整到合适高度。
(4)将分轨导框对准要拖拉的一对钢轨(拖拉钢轨顺序由外向内)。
图7-34 解锁(5)用拖拉卷扬机 (带夹轨器),从钢轨运输车(首车)上拖拉钢轨(见图7-35),经过渡顺坡车架进入分轨器,将钢轨拖至钢轨推送装置,夹紧钢轨,卸掉夹轨器。
图7-35 卷扬机拖拉钢轨2. 牵引法铺设长钢轨工艺(1)推送钢轨与牵引车连接用推送装置将钢轨送至牵引车钢轨夹钳处,人工辅助使钢轨与牵引车连接(见图7-36)。
当长轨顺利铺至承轨槽内,推送车开始做好下一对长轨铺设的准备工作,把下一对将要铺设的长轨用卷扬机拉至推送车压紧装置内,开始机车对位。
图7-36 推送钢轨与牵引车连接(2)牵引钢轨、摆放轨料将钢轨头与牵引车钢轨夹钳锁固好。
牵引车前行开始拖拉钢轨(见图7-37)。
在无砟轨道承轨槽之间放置滚轮,直线上每隔24个轨枕放置一对,曲线上每隔22个轨枕放置一对,坡度5‰~15‰每隔20个轨枕放置一对,大坡度20‰每隔18个轨枕放置一对,放置要求卡口定位:即滚轮放置时稍微倾斜10mm这样钢轨在滚轮上运行时不会与扣件发生磨损。
TY6接触网作业车

TY6接触网作业车TY6型接触网作业车技术规格书1 基本要求1.1 概述1.1.1 用途:TY6型接触网作业车是用于电气化铁路接触网施工、维修、保养的多用途作业车。
检修作业时接触网必须停电。
1.1.2 基本构造:本车主要由车体、车架、走行部、驾驶室、升降回转平台、随车起重装置组成,在作业平台上部和下部均可控制平台的升降、回转。
采用两轴车底盘,发动机功率216kW 。
机械传动,具有良好的运行稳定性和平稳性,操纵方便灵活、维护方便。
本车采用康明斯NT855-L290发动机,富勒RTO-11509F 型变速器,英国Lipe 离合器,作业机构采用TY2型立柱平台。
由于发动机为216kW ,变速器档位多,具有良好的牵引特性,可用于牵引作业。
1.1.3 车辆标志及颜色:车辆外部的各种标志、铭牌、车徽及车体颜色由卖方提供图案、色板,买方确定。
1.2 适用环境1.2.1 环境温度: -20℃~+40℃ 1.2.2 海拔高度:≤1000m 1.2.3 月平均相对湿度:≤70% 1.2.4 风速:≤30m/s 1.2.5 污秽条件:重污秽区 1.2.6 雷害水平:高雷区1.2.7 车辆适用场合:室外作业,并应能承受风、沙、雨、雪的侵袭。
1.2. Условия окружающей среды эксплуатации 1.2.1.Рабочая температура: -20℃~+40℃ 1.2.2. Высота над уровнем моря: ≤1000m1.2.3. среднемесячнаяотносительная влажность: ≤70% 1.2.4. Скорость ветра: ≤30m/s1.2.5. условия среды: серьезное загрязнение 1.2.6. Степеньгрозы: сильная гроза1.2.7. Условия эксплуатации:выдерживать ветер, песок,дождь, снег2. 主要技术性能和规格2.1车辆规格 2.1.1 轨距 2.1.2 轴距 2.1.3 轴数 2.1.4 轮径1435mm 5000mm 二轴 840mm100m 100km/h2.1.5 通过最小曲线半径 2.1.6 最高运行速度 2.1.7 发动机功率 2.1.8 传动方式 2.1.9 制动方式216kW(294Ps)机械传动空气制动及停车手制动≤400m (单机、平直道、初速80km/h)标准2号机车前钩(2个)2.1.10 制动距离 2.1.11 车钩型式2.1.12 车钩中心线高(距轨面)880mm±10mm2.1.13 整备重量 26t2.1.14 外形尺寸 mm 2.1.15限界符合GB146.1-1983标准轨距铁路机车车辆限界 2. Техническиехарактеристики2.1.1. Колея 1435mm 2.1.2. Расстояние между осями 5000mm 2.1.3.Количество осей 2 2.1.4. Диаметр колеса 840mm 2.1.5. Минимальныйрадиус прохождения кривых 100m 2.1.6. Максимальная скорость100km/h 2.1.7. Мощность двигателя216kW(294Ps) 2.1.8. Тип приводамеханический привод2.1.9. Тип торможенияпневматическое, ручноестояночное 2.1.10. Расстояниеторможения ≤400m (на прямомучастке пути, начальнаяскорость 80km/h)2.1.11. Тип автосцепкиНормативные локомотивныеавтосцепки (2ш.) 2.1.12. Высотацентральной линии автосцепки от головки рельса 880mm ±10mm 2.1.13. Масса 26t2.1.14. Габарит mm 2.1.15. Пределразмеров соответствоватьтребования ?GB146.1-1983? 2.2 牵引特性曲线2.2. Граф тяговойхарактеристики2.3 牵引吨位表2.3. Граф тягового усилия3. 主要结构该车为二轴机械传动作业车,由动力传动系统、司机室、底架、液压系统、作业机构、制动系统、电气系统等部分组成。
轨道工程作业指导书

一、施工前的准备: 1、轨道部件的质量检验: (1)客运专线铁路有碴轨道部件包括:钢轨、轨枕、联结零件、道碴、 道岔、钢轨伸缩调节器和线路附属设备等。 (2)各种轨道部件生产厂均应具有生产资质,并按照相关标准规定的 批量,出具产品检验合格证,并提供质量保证书。 (3)进场的轨道部件按《客运专线铁路轨道工程质量验收暂行规定标 准》规定进行抽样检查。 2、线路基桩设置: (1)预铺道碴前应按设计设置好线路基桩。 (2)线路基桩材质、标准、设置位置、数量和精度应符合设计要求及 相关规定。 (3)线路基桩应在贯通测量后设置,测量误差应在限差内调整闭合, 设置精度应符合相关技术标准规定。 (4)线路的复测应符合客运专线铁路测量相关规定。 二、有碴轨道铺设长轨的施工方法、工艺及相关验收标准:
4、石蜡为一般工业用石蜡,配制前应破碎块; 5、各种材料不得有混合杂物。 b、配合比选用 1、根据气候和材料技术条件,按下列规定的重量配合比范围,由 试验选定各种用量: 硫磺∶水泥∶砂子∶石蜡=1∶(0.3~0.6)∶(1~1.5)∶(0.01~0.03) 2、少量施工时,各种材料配合比可用: 硫磺∶水泥∶砂子∶石蜡=1∶0.5∶1.5∶0.02。 c、施工方法及工艺: 施工前,要对锚固架、计量工具、高温温度计、φ40 长 30cm 平头 捣棒进行检验是否良好齐全;冬季施工要考虑对螺旋道钉加热保温。 按选定的配合比,称好各种材料的一次熔制量;把砂子预先加热,再 把预热砂子倒如拌合的铁容器内再加热到 100~120℃,将水泥倒如加 热到 130℃,最后加入硫磺石蜡,继续搅拌加热到 160℃,溶浆由稀变 稠成液胶状时即可使用;搅拌加热火力要控制,火候不得过猛;熔制 过程应不断搅拌;工地锚固道钉时,一般用二个锅轮流熔制;每锅熔 制量不宜大于 50kg;熔制地点与作业距离要适当,不宜过远。 注意事项:锚固浆温度不得超过 180℃;操作人员应在上风处,并 佩带防护用品;熔制场地禁止堆放易燃品。 在锚固作业时,不得将成型的路基面及底碴破坏、污染。 d、锚固应符合下列规定: 螺旋道钉偏离预留孔中心不得大于 2mm,与承轨槽垂直,偏斜不得 大于 2℃。 道钉圆台底应高出承轨槽面,弹条口件 0~2mm。
焊轨作业交底及安全交底
5、无关作业人员严禁站在钢轨两侧附近,防止钢轨翻滚砸伤。现场做到专人指挥,必要时在轨下支垫长方木。
6、打磨、切割钢轨,做好砂轮片的检查,潮湿、裂纹、破裂的锯片、砂轮片严禁使用,打磨时严禁碰撞砂轮片,无关人员严禁站在切割机及打磨机附近,砂轮机使用停机必须停止转动后方能放下。
7、
配备专职维修人员加强对发电机、焊接设备、用电设备的联接、绝缘、状况等进行每日例行检查、确保设备工况正常。
8、设备启动焊接前,对发电、焊接、液压、冷却、供电等设备进行详细的检查和维护,确保人员到位、机器设备正常可靠,严禁盲目启动操作焊机。
9、使用各种小型电动机具,做好防漏电绝缘防护,施工现场用电严格按照施工临时用电规范执行,做好“一机一闸一漏一箱”。
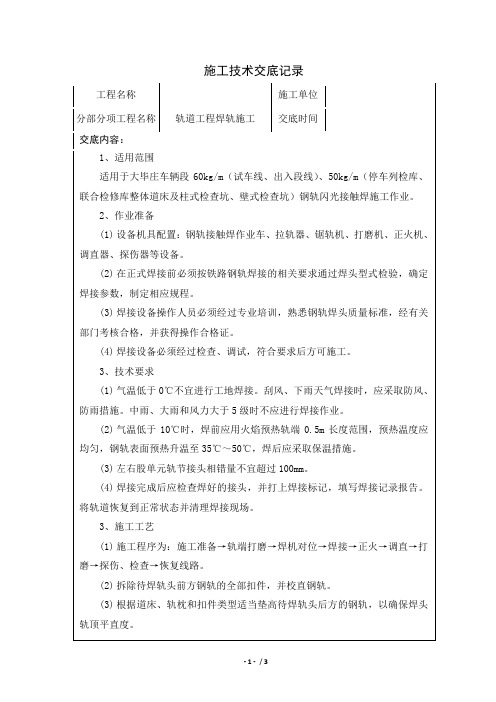
(2)在正式焊接前必须按铁路钢轨焊接的相关要求通过焊头型式检验,确定焊接参数,制定相应规程。
(3)焊接设备操作人员必须经过专业培训,熟悉钢轨焊头质量标准,经有关部门考核合格,并获得操作合格证。
(4)焊接设备必须经过检查、调试,符合要求后方可施工。
3、技术要求
(1)气温低于0℃不宜进行工地焊接。刮风、下雨天气焊接时,应采取防风、防雨措施。中雨、大雨和风力大于5级时不应进行焊接作业。
交底人
安全员
被
交
底
人
姓名
岗位
姓名
岗位
姓名
岗位
17、平板车、轨道车停车必须打铁鞋,车上配备足够的消防器材,坚持对车辆周检、日检,小平板车加绳索制动,停放时绳索挂稳、打铁鞋,严禁作业人员猛推小平车后丢手及利用车辆惯性蹓车,防止车辆蹓逸撞击施工人员。