铁路货车车辆用耐候钢的开发
铁路货车用Q450NQR1钢的研制开发
铁 路货车用 Q4 5 0 N QR 1 钢 的研 制开发
乔 松
( 山钢股份济南分公司 宽厚板厂 , 山东 济南 2 5 0 1 0 1 )
摘
要: 采用 合理 的成 分设计 , 通过 钢质纯 净化 、 铌 钛微合金 化和控 轧控冷工 艺 , 济钢开 发生产 了铁路货 车用 Q 4 5 0 N Q R 1
钢 。实物质量 检验表 明, 钢带组织均 匀、 晶粒细小 , 力学性 能 、 耐大气腐蚀性能 、 焊接性能均达 到标准要求 , 现已成功供货铁
路货车制造厂 家。
关键词 : 铁路货 车用钢 ; Q 4 5 0 N Q R 1 ; 微合金化 ; 耐大气腐蚀性能 ; 焊接性 能
中图分类号 : T G 1 4 2 . 4 1 文献标识码 : B 文章编 号: 1 0 0 4 ~ 4 6 2 0 ( 2 0 1 3 ) 0 3 — 0 0 3 1 — 0 2
强化作用 , 实现强度 、 韧性 、 耐疲劳性能等综合性能
的提 高 。焊 接性 能方 面 , 主要从 元 素控 制上 保持 低 的碳 当量和 高的纯净度 。 在 充 分考 虑上 述 因素 的前 提下 , 还 需要 考虑 生
产成 本 。Q 4 5 0 N Q R 1 钢 所 需 的合 金成 本 较 高 , 在 保
加 热
开轧 终轧 卷取
≤0 . 1 2 ≤0 . 7 5 ≤1 . 5 0≤0 . 0 1 5≤0 . 0 1 0 0 . 2 0—0 . 5 0 0 . 3 0~1 . O 0 0 . 1 2~0 . 6 5 适量
≥1 2 0 0 ≥1 0 3 0 ≥8 5 0 6 0 0~6 4 0
步发 展 ; 通过 L F 和R H精 炼提 高钢质 纯净度 , 减
鞍钢铁路货车车体用钢研发历程

鞍钢技术2018 年第 4 期 A N G A N G TEC H N O LO G Y总第 412 期鞍钢铁路货车车体用钢研发历程郭晓宏\刘志伟\张瑞琦\邢津铭2袁金泽宏3袁孙傲1(1.鞍钢集团钢铁研究院,辽宁鞍山114009; 2.鞍钢股份有限公司产品制造部,辽宁鞍山114021曰3.鞍钢股份有限公司市场营销中心,辽宁鞍山114021)摘要:介绍了铁路货车车体用钢在国内外的研究及应用状况,概述了其腐蚀机理及影响 因素,对比分析了耐候钢、不锈钢及铭合金车体材料应用的技术性和经济性,提出了新型耐蚀 钢的设计理念,展望了新型耐蚀钢研究应用方向,详细介绍了鞍钢S450AW关键应用技术研究及效果。
关键词:铁路货车;耐候钢;新型耐蚀钢中图分类号:TG14 文献标识码:A文章编号院1006-4613(2018)04-0009-06Development History of Steel for Freight Train Carriage Body in Ansteel Guo Xiaohong1,Liu Zhiwei1,Zhang Ruiqi1,Xing Jinming2,Jin Zchong3,Sun Ao1(1.Iron&Steel Research Institutes of Ansteel Group Corporation,Anshan 114009, Liaoning,China;2.Product Manufacturing Department of Angang Steel Co.,Ltd.,Anshan 114021, Liaoning,China;3.Marketing Center of Angang Steel Co.,Ltd.,Anshan 114021, Liaoning,China;)Abstract:The development and applications of the steel for freight train carriage body at home and abroad was introduced.The corrosion mechanism and influencing factors were summarized.The design concept on the new corrosion-resistant steel was proposed based on the contrastive analysis over the technical characters and economical efficiency on the applications of these materials for making the carriage body such as weather-resistant steel,stainless steel and aluminum alloy.Meanwhile the development trend and application direction of the new corrosion- resistant steel were prospected.And finally the developments of key applied technologies on S450AW and application results in Ansteel were introduced in detail.Key words:railway freight car;weather-resistant steel;new corrosion-resistant steel根据2017年铁路统计公报,全国铁路货车拥 有量为79.9万辆,机车拥有量为2.1万台,铁路客车 拥有量为7.3万辆,动车组2 935组、23 480辆[1]。
铁道车辆用高强度耐大气腐蚀钢的进展.

铁道车辆用高强度耐大气腐化钢的进展为加快铁路现代化建设和全面建设小康社会的总的要求,同时为适应客货运市场的强烈竞争,知足铁路货运快捷、重载、安全、靠谱、优良、环保的要求,跟着公民经济的发展和技术进步,铁路车辆不论是品种、品位、仍是质量都将会有一个较大的提升。
铁道工业发展的战略要点是加速与重载,要求铁道车辆特别是货车减少车辆自重。
减少车辆自重的门路除了合理的设计参数选择,优化的构造设计,最重要的是钢材的品种、性能和质量。
因为我国地区为加快铁路现代化建设和全面建设小康社会的总的要求,同时为适应客货运市场的强烈竞争,知足铁路货运快捷、重载、安全、靠谱、优良、环保的要求,跟着公民经济的发展和技术进步,铁路车辆不论是品种、品位、仍是质量都将会有一个较大的提升。
铁道工业发展的战略要点是加速与重载,要求铁道车辆特别是货车减少车辆自重。
减少车辆自重的门路除了合理的设计参数选择,优化的构造设计,最重要的是钢材的品种、性能和质量。
因为我国地区广阔,天气条件有较大差别,对资料的腐化问题也应予以足够重视。
因腐化造成报废的金属资料设施相当于金属年产量的 20- 40%,全球因腐化无效的年消耗金属超出一亿吨,由此带来的经济损失占 1-3.5 %GNP。
因为腐化的原由使我国 10- 20%的钢铁构造成为荒弃物。
所以需要从选择合理的设计参数、优化构造设计和提升铁路用钢(板材和型材)的使用性能(品种规格、力学性能、耐蚀性能)几方面结合攻关。
1铁路车辆的现状和新局势下的要求1.1铁路车辆的现状长久以来,我国铁道车辆的技术标准向来源于苏联五、六十年月标准。
铁道车辆的技术进步,必定程度上依靠于我国钢材的品种、性能与质量。
在上世纪 80 年月从前,钢构造基本上采纳普碳钢、 09Mn2等,耐大气腐化钢则向来以折服强度为295MPa 的 09CuPTi Re 和折服强度为 345MPa的 09CuPCrNi为主,而美国等一些国家耐候钢的强度水平已高达 550MPa。
耐候钢及其表面处理技术的开发

— 18 —
镍 、钼 、铝 、钒 、钛等元素也有一定的效果 。
2 耐候钢的耐蚀性
研究表明 [ 2 ] ,在不同地区随着时间的变化 , 碳钢和低合金钢腐蚀速度有很大差异 。它们的耐 蚀性与腐蚀产物的组成及结构密切相关 。与普通 碳钢相比 ,低合金耐候钢具有较好的抗大气腐蚀 性能 ,这主要是由于在碳钢中加入的少量铜 、磷 、 镍 、铬等合金元素所致 。在大气腐蚀条件下 ,钢的 腐蚀主要属于电化学腐蚀 ,腐蚀的第一步是在钢 的表面形成水膜 。如果不考虑空气中二氧化硫和 盐粒子的影响 ,钢的大气腐蚀则主要以水膜下腐 蚀为主 。在腐蚀起始阶段 ,气态的氧首先溶入水
耐候钢的 锈 层 稳 定 化 过 程 与 钢 材 的 化 学 成 分 、使用环境和构造等条件有关 ,若使用不当 ,破 坏了稳定锈层的生成条件 ,耐候钢就会严重锈蚀 。 实践证明 ,海滨地带 、含盐地区及特别潮湿的地区 都不宜使用裸露耐候钢 。因为这些地区大气中腐 蚀性介质浓度过高 ,耐候钢表面的稳定锈层很难 形成 。另外 ,在北方地区的冬季 ,为防止汽车打 滑 ,在道路上使用大量的盐 ,也会影响耐候钢稳定 锈层的生成 。裸露的耐大气腐蚀用钢在使用初期 与普通碳素钢一样会产生红锈 ,污染周围混凝土 结构 。 3. 2 涂装使用
鞍钢技术
2007年第
3期
AN
GAN
G
TECHNOLO G Y 总第
345期
中 , O2 / H2 O 的标准电极电位为 1. 23V ,和铁构成 原电池 ,产生钢的电化学腐蚀 。
钢表面生成的锈层会使其体积产生变化 ,在 锈层和基体的界面生成应力 ,此应力随腐蚀速度 的增加而增大 。铁锈本身变形能力较差 ,在腐蚀 初期生成的锈层中容易产生裂纹 ,一些可与基体 生成无限固溶体的合金元素 (如铜 、铬等 )在大气 腐蚀产物中的溶解度比铁锈小 ,所以易于在锈层 的裂纹和孔洞处析出 ,降低表面能 ,富集在锈层 中 ,而非均匀分布 。铬对改善钢的钝化能力有显 著效果 ;另外在锈层的形成过程中 ,铬部分取代了 α - FeOOH中铁的位置 ,形成了二元合金元素的 羟基氧化物 α - ( Fe1 - x C rx ) OOH[ 3 ] 。这种锈层 稳定性好且组织细小致密 ,除了可以有效地隔离 腐蚀介质与钢基体的接触 ,阻止水和酸根的侵入 外 ,同时因为其具有极高的阻抗 ,极大地减缓了腐 蚀阳极区和阴极区之间的电子迁移 ,从而降低了 电化学反应的速度 ,抑制了内部钢材的腐蚀 。而 普通碳钢表面就不具备这样稳定的保护性锈层 。
鞍钢新型铁路货车用耐候钢受青睐

铁路用耐候钢“独领风骚”的局面被打破。
如何打破技术壁垒,实现产品赶超?鞍钢将 S450EW 在焊接和冷加工成形方面的弊端作为研 发突破口。鞍钢股份耐蚀钢 EVI 研发凭借已有的 技术积累和经验,以全新成分设计体系思路推进
0c07f2c
新产品研发,于 2013 年初成功研发出 S450AW 铁 路车辆用新型耐蚀钢,该钢种具有优异耐腐蚀性 能Байду номын сангаас同时兼顾高强度、高韧性、优异冷成形性能 及焊接性能,自此鞍钢拥有了抢占耐候钢市场的 一枚重要棋子。
0c07f2c
炼和钢坯轧制难度大等困难,于今年 5 月份圆满 完成全部订单任务,得到了铁路车辆厂的好评, 提升了鞍钢耐蚀钢的品牌形象。
作为铁路货车用耐候钢的升级换代产品,鞍 钢新型耐蚀钢 S450AW 凭借着优良的性能和优势, 成功中标中国铁路总 C80E 车型用钢 3.5 万吨, 占全部订单的 70%。6 月 11 日,鞍钢在回访用户 时了解到,这批钢板已顺利应用于3500多台C80E 车型上,各项性能指标良好。
由于受环境气候等因素的影响,铁路货车车 体用钢容易被腐蚀,这会影响车体的运输安全和 维护。上世纪八十年代末,鞍钢在国内率先研制 出第一代耐候钢。然而在第二代和第三代耐候钢 研制生产过程中,国内钢企自主开发出耐候钢 Q450NQR1 和新型高耐蚀性耐候钢 S450EW,鞍钢
新产品研制成功后,市场推介至关重要。鞍 钢领导和耐蚀钢 EVI 多次到铁路总及相关单位进 行推介。去年 3 月份,铁路总同意将 S450AW 在 成形性要求最苛刻的车门上进行试验,试验结果 显示性能指标完全符合要求,并且成形性富裕度 很大,得到了铁路总认可。去年 5 月份,鞍钢新
0c07f2c
型耐蚀钢 S450AW 成功出口莫桑比克,经应用后, 车辆使用寿命大大提高,受到了用户的肯定和信 赖。经过市场的严格考验,鞍钢新型耐蚀钢 S450AW 在行业内的领先优势得到凸显,并且推动 了国内新型耐蚀钢的升级换代。
耐候钢的发展及开发中的关键技术浅析
特 点 , 种 钢 的典 型牌 号是 Q 9 GNH( 国标 牌 号 这 25 原
类是 着 重 考虑 其 耐 大 气腐 蚀性 能 , 中 的耐 钢
腐 蚀 合 金 元 素 以 c ~ P 基 础 , 有 0 0 ~ u 为 含 .7
4 国内主要行业消 费情况
耐 候钢 按用途 分为 : 集装 箱用 耐候 钢 、 路用 耐 铁 候钢 、 建筑 用 耐候 钢 、 炉用 耐候 钢 等 。 锅 目前 建 筑 用
联 系人 : 陈勇 、 3 岁 , 男,7 大学 , 高级工程师, 乌鲁木齐( 3 0 2新疆钢铁研究所 802)
维普资讯
2 0 年第 4 06 期
新疆 钢 铁
总 10 期 0
市场 有 限 , 主要 介 绍集装 箱 和铁 路 用 耐候 钢在 国内
主 要是 仿 制 国外 技 术 。 0 纪 8年 代 耐候 钢 被列 自2 世 0 入 国家重 点技 术攻关 项 目之后 , 得到 迅速 发展 , 由仿 制逐 渐 走 出了具 有 自 己特 色 的道路 。 过 “ 五 ” 经 六 和 “ 五 ” 关 , 制 出了 以0C P i 、9 u C NJ 七 攻 研 9 u TRE 0C P r 、
气腐蚀性 能 , 主要 与所 含合 金化 元素 C 、 有关 。 u uP c 、
3 我 国研 究开发耐候钢历程简述
我 国从2 世 纪6 年 代起 开始 研 制 耐候 钢 , 0 0 当时
P 钢 中起 着 活 性 阴 极 的 作 用 , 一 定条 件 下 可 以 在 在 促 进 钢产 生 阳极 钝 化 , 而 降 低 钢 的腐 蚀 速度 ; u 从 C
的发 展空 间 。
元素 , 目前我 国耐 候 钢 主要 有 三 大 系列 : u P 、 c— 系
宝钢高强度铁路车辆用耐候钢的试制及生产实绩
第 3卷
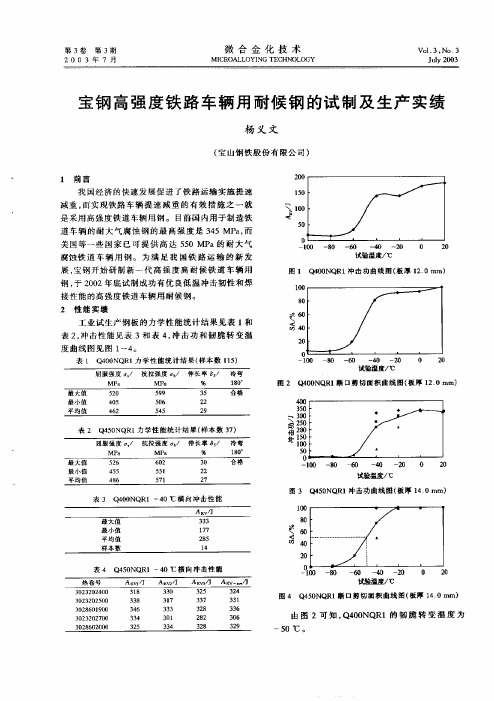
由图 4可知, 40 R Q 5\ 1的韧脆转变温度 为 Q
一5 0℃ 。
80 60 40 20
3 焊接性
用斜 Y坡 口裂纹试验方法和搭接接头( T ) CS 焊接裂纹试验方法评定钢材对焊接冷裂纹的敏感程 度。试验结果表明: 0℃下无论是进行手弧焊还是 气保焊, 宝钢高强度铁道车辆用耐候钢不会产生焊 接冷裂纹, 表现出良好的焊接性。 4 耐腐蚀性能 用室 内加速腐蚀试验方法评价钢的耐腐蚀性 能, 试验结果表明: 宝钢高强度铁路车辆用耐候钢确 实具有优良的耐腐蚀性能, 与普通钢相比, 时间越长, 优势越朋显。室内加速腐蚀试验结果见图5-0 -9
() 1 采用适当的成分和加工工艺可以获得具有 高的强度和韧性以及优 良焊接性能和耐腐蚀性能的 铁道车辆用钢。 () 2 钢板具有高的冲击韧性, 满足铁路车辆服 役的安全性要求。 () 3 钢板具有较高的伸长率, 表现出良好的成 形性能, 满足车辆制造的使用要求。
( 上接第 8页)
表 1 4O Q 1 0 N R 力学性能统计结果( Q 样本数 15 1)
屈服强度 么/ 抗拉强度 。 创
M Pa M Pa
-0 1 0
阅
8 0 -6 0
-4 0 -2 0
0
2 0
伸长率 6/ s
% 一35 2 朋 f\ 俘
试验沮度/ ℃
试脸沮度/ ℃
图 4 4O Q 1 Q 5N R 断口剪切面积曲线图( 板厚 1 . . 40. )
3 2 22 0 03070
3 2 62 0 08000
由图 2可知, 4O Q I的韧脆 转变温度为 Q 0N R
一5 ℃ 。 0
微
合
金
铁路货车用S450EW高耐蚀型耐候钢工艺性能分析

Pr 0 c e s s a bi l i t y a na l y s i s o f S 4 5 0 EW hi g hl y we a t he r— r e s i s t a nt
s t e e l f o r r a i l f r e i g h t c a r s
要是 贝 氏体 、 铁素 体和 珠光体 。
蚀性 能 比 Q 4 5 0 N Q R 1提 高 约 3 0 % ~5 0 % 的 新 型
S 4 5 0 E W 高 耐蚀 型耐 候 钢 。本 文 通过 对 S 4 5 0 E W 钢
根据 运 装 货 车 [ 2 0 1 0 ] 8 4 1号文 技 术 要 求 , 焊 接 材料 选用 牌号 为 T H 6 5 0 E W —H配 套气体 保 护焊 丝 , 直径 为 1 . 2 m m, 其熔覆金属化学成分、 力 学 性 能 分
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
可焊性:
合金元素增加,降低C含量,满足铁道部焊接碳当量≤0.55%的要求
加工工艺:
现有的热连轧工艺: 终轧温度≥840℃,冷却温度范围700~500 ℃,板厚度3~ 20mm(以3~14mm为主) 根据现有工装情况,调整控轧温度区间和水冷温度区间 轧制工艺设计时考虑耐蚀组织设计: 成分和组织均匀化,减少碳化物析出量,提高钢表面电化学的均匀性
强度满足,但是腐蚀速率没有降低,检修周期需要8年 铁道部要求在现有强度水平下,将腐蚀速率降低到60%的 水平,这样壁厚可以进一步降低,而且大修周期可以延长 到12年
箱体腐蚀磨损减薄导致车辆报废
铁道部对耐候车辆箱体损伤减薄的调查结果
耐候钢腐蚀调查结果:
– 腐蚀磨损严重.各个部位的平均减薄速率分布在0.07~ 0.25mm/ a – 局部最大减薄速率则为平均值的2 倍~5 倍 (0.14-1.25mm/ a ) – 下侧门板减薄速率最大,平均减薄速率可达0.25mm/ a. 其局部最大减薄速率可以达到1.25mm/a以上. – 下侧门板减薄速率高的原因可能是受力大,且煤车下部 含
– P 耐蚀元素作用显著,但增加裂纹倾向,尝试少量添加,0.07% – Cu 主要耐蚀并且低碳当量元素,提高冲击韧性,适当提高Cu含量 ,0.55 ~ 0.75% – Ni 主要耐蚀元素,价格高,0.65~0.75% – Cr 提高含量,1.50~1.85%,或者再高 – C 降低含量至0.02% ,降低碳当量,同时提高P元素的耐蚀作用 – Mn和Si含量尽量降低,降低C当量
– 成分设计和焊材开发
– 焊接工艺开发 – 焊接接头性能评定(腐蚀,强度,韧性,疲劳等)
技术路线 钢种开发需要基于其所对应的主要损伤失效的类型来进行开 发.例如,对于大气腐蚀的钢种我们可以按照下述技术 路线进行开发.其它类型的失效形式开发的技术路线相 似. 提高耐蚀性能的成分设计思路:
在现有Q450钢成分和工艺基础上进行耐蚀成分的调整,提 高耐蚀成分的含量及组合作用,提高耐蚀性能,同时结 合TMCP工艺和微合金化技术优化新成分钢种的力学和 焊接性能
新型铁路车辆用耐候钢及其耐 蚀焊接技术开发
北京科技大学 路民旭
2009年9月26日
报告内容
1 2 3 研发背景和现状 研究目标和意义 研究内容和技术路线
1 研发背景和现状
随着我国铁路货车高速化和重载化的迅速发展, 车体减重和高强度储备已成为发展趋势,对高强 度高耐蚀车辆用钢的需求已经非常迫切.
以运煤箱体为例,车辆受到的腐蚀和磨损损伤来自于下述 四个方面:
– 车厢在大气中所受的大气腐蚀 – 车厢煤水浸泡环境中的煤水腐蚀(水来源:雨水和酸雨) – 车厢由于煤的运动摩擦导致的煤水磨损腐蚀 – 车厢由于干煤造成的磨损
上述四种损伤形式那一种对箱体的减薄起主导作用,目前 尚无定论.但目前铁道部标准只利用周浸试验来模拟大气 腐蚀对钢板耐蚀性进行评价,没有考虑到后几种损伤类型 ,所以需要探索能反应真正减薄过程的评价方法
2. 高耐蚀钢种开发
在上述失效因素评价的基础上,针对主要的失效类型,研发耐蚀 钢种. – 材料制备研究:成分设计, 冶炼, 控轧控冷 – 性能评价:腐蚀评价,强度评价,韧性评价,疲劳评价 –材料表面锈层的力学,化学及其与基体结合力评价,抗腐蚀 和磨损损伤能力的评价
3. 焊接材料与焊接工艺研究
在保证现有焊接材料的焊接接头强度韧性水平基础上,开发与母 材相匹配的高耐蚀的焊接材料,并探索相适应的焊接工艺
– 高强度:可以减少满足强度要求的车辆壁厚 – 高耐蚀:可以减少满足腐蚀寿命的壁厚裕量
降低壁厚
但在高强度高耐蚀前提下,具有良好的焊接性能 和足够的性能价格比是另外两个约束条件
典型的抗蚀耐候钢:
– 09CuPTiRE – 09CuPCrNi 及在此基础上改进开发的一些钢种 – 08CuPVRE 系列,09CuPTi 系列,09MnNb, 10CrMoAl ,10CrCuSiV
3 研究内容和技术路线
研究内容:
1. 车辆用钢失效因素分析 利用现有的Q450NQR1钢及其焊接工艺及 焊接材料, 分别对下述四种损伤类型进行评价试验,探索箱体钢 板及其焊缝失效损伤的主要因素.
大气腐蚀评价试验(周浸,水雾,循环试验等) 煤水腐蚀评价试验(浸泡,周浸) 煤水磨损腐蚀(微动磨损腐蚀,振动磨损腐蚀等) 磨损(煤块磨损,煤粉磨损)
耐蚀性能评定: 室内模拟实验方法以及铁道部标准方法 耐蚀性能比较:比较新旧钢种耐蚀性能差别 耐蚀成分的优选: 优选出耐蚀性能达到要求的新钢种成分3~5种
焊接技术开发:
焊材成分,焊接工艺的确定: 1,调整焊材成分,提高焊缝金属的耐蚀性能 提高焊材中Ni元素和Cu元素 2,调整焊接工艺,使焊接接头的热影响区的冲击韧性 3,焊接接头腐蚀性能:焊接接头腐蚀性能不低于本体 材料 焊接性能符合铁道部低合金钢焊接技术条件
耐煤水磨损腐蚀钢的设计思路
钢的耐煤水腐蚀性能: 提高钢中Cr和Ni元素含量,提高基体本身的耐蚀性能; 组织均匀化,减少阴极相的数量,提高电化学性质的均匀性; 钢的耐磨损性能: 提高钢的硬度,同时提高钢中Si和Mn元素的含量,提高钢本体的耐磨 损性能; 提高C含量,增加钢的硬度,提高耐磨损性能,C含量范围 0.12 ~0.3%% 提高钢中Cr元素的含量,Cr含量范围7~10%, 提高钢中Ni元素的含量,Ni含量范围1.5~2% 存在的问题: 强度,冲击韧性,疲劳性能和焊接性能的难度加大,需要调整评价和验 收标准; 焊材成分和焊接工艺的调整
谢
谢!
�
这些钢的强度级别多为295MPa和345MPa
为了应对车辆发展对高强度耐候钢的需求,近些年来发 展出了450MPa级的耐候钢:
– Q450NQR1
Q450NQR1化学成分 C <0.12 S <0.008 Si <0.75 Cu 0.20-0.55 Mn <1.50 Cr 0.30-1.25 P <0.025 Ni 0.12-0.65
其它性能:
符合铁道车辆用耐大气腐蚀钢验收技术条件
耐煤水磨损腐蚀钢的设计思路
钢的耐煤水腐蚀性能: 提高钢中Cr和Ni元素含量,提高基体本身的耐蚀性能; 组织均匀化,减少阴极相的数量,提高电化学性质的均匀性; 钢的耐磨损性能: 提高钢的硬度,同时提高钢中Si和Mn元素的含量,提高钢本体的耐磨损性能; 提高C含量,增加钢的硬度,提高耐磨损性能,C含量范围0.12~0.3%% 提高钢中Cr元素的含量,Cr含量范围7~10%, 提高钢中Ni元素的含量,Ni含量范围1.5~2% 存在的问题: 强度,冲击韧性,疲劳性能和焊接性能的难度加大,需要调整评价和验收标准; 焊材成分和焊接工艺的调整
2 研究目标
研究目标:
1. 利用现有的Q450NQR1钢,针对大气腐蚀,煤水腐蚀,煤 水磨损腐蚀和煤磨损四种损伤类型,进行损伤评价试验,找 出导致箱体减薄的主要损伤与因素,为新钢种设计奠定方向 目标 2. 在四种类型损伤评价试验的基础上,修改铁道部现有标准, 建立能够放映车辆箱体真正损伤过程的评价方法 3. 在现有Q450NQR1钢的基础上,针对主要损伤减薄类型, 进行钢种开发,在维持材料强韧性水平和可焊性的基础之上 ,材料的腐蚀损伤速率降低到现有钢种的60%,成本控制 达到铁道部的要求