铁路货车用S450EW高耐蚀型耐候钢工艺性能分析
高强耐候钢S450AW耐蚀性能研究
高强耐候钢S450AW耐蚀性能研究
陈虹宇;张杰;王亚芬;王禹;王焕
【期刊名称】《山西冶金》
【年(卷),期】2024(47)1
【摘要】通过采用全浸腐蚀试验和扫描电镜研究全浸时间、硫酸浓度、Cl^(-)浓度对S450AW全浸腐蚀的影响,分析了高强耐候钢S450AW的耐蚀性能。
结果表明:Cl^(-)对S450AW在硫酸氯化钠溶液中的腐蚀具有压制作用,且Cl^(-)浓度越高,S450AW钢的耐蚀性越强,随着硫酸浓度的增加S450AW的腐蚀速率呈先增后减的趋势,硫酸浓度增加、析氢反应加快,使得腐蚀层的厚度和致密性增加,增强了材料的耐蚀性。
【总页数】3页(P32-33)
【作者】陈虹宇;张杰;王亚芬;王禹;王焕
【作者单位】鞍钢集团本钢技术中心;上海汽车集团股份有限公司乘用车分公司【正文语种】中文
【中图分类】TG174.3
【相关文献】
1.加速腐蚀环境下高强耐候钢Q450NQR1的耐蚀性能研究
2.高耐候钢
Q350EWR1耐蚀性能研究3.铁路车辆用Q450 EWR1耐候钢耐蚀性能研究4.铁路车辆用耐候钢耐蚀性能研究5.耐候高强度螺栓钢耐典型工业大气环境腐蚀性能研究
因版权原因,仅展示原文概要,查看原文内容请购买。
高耐蚀型耐候钢S450HW的研制与开发

涟钢科技与管理 2017年第1期・3・高耐蚀型耐候钢S450HW 的研制与开发董常福1 王慎德1 李昭东2 邓之勋1 龙志伟1(1.涟钢技术中心;2.钢铁研究总院)摘 要通过对耐候钢S450HW 的化学成分设计、热塑性及CCT 曲线试验,制定合理轧制工艺,从而得到成型性能优良耐腐蚀性能优异的耐候钢。
1 前言随着我国重载铁路货车技术发展,迫切需要开发高强度高耐候性能的铁路货车用钢(耐腐蚀性能比Q45ONQR1提高约50%)。
为此,国内钢厂宝钢和铁路货车行业联合开发了屈服强度为450MPa 、耐腐蚀性能比Q45ONQR1提高约50%的新型高耐蚀型耐候钢S450EW [1][2]。
高耐蚀性耐候钢S450EW 是刚刚研制出的新型耐候钢材,主要特点是通过适当增加 Cr 含量,从而提高了钢材的耐腐蚀性能,具有较好的经济效益。
然而实际使用过程中发现高Cr 含量S450EW 成型性能富余量不足,需研发出耐腐蚀性能优异且成型性能优良的耐候钢。
2 设计方案2.1 化学成分设计根据耐腐蚀钢开发经验,结合涟钢实际情况,对 S450HW 钢板的化学成分进行了设计(表1)。
Cu 元素是传统的耐工业大气腐蚀的元素,其含量达到 0.25%时,开始发挥作用,到达0.45%时,作用已经饱和,进一步提高既增加成本也导致焊接性变坏, 所以限制其范围为 0.25%-0.45%。
Ni 元素与Cr 元素同时发挥耐Cl -离子腐蚀的作用,同时改善钢的韧性,并防止在板坯加热和热轧过程中,Cu 所导致的热裂缺陷的发生[3]。
表1 S450HW 的化学成分C Si Mn P S Cu Cr Ni 其它≤0.12 ≤0.50≤1.20 ≤0.020 ≤0.0100.20-0.45≤1.800.10-0.65微量Nb 、Ti 等5 结语通过对涟钢生产的NM500进行焊接热模拟试验,以及对模拟粗晶区的组织观察、韧性测定等,得到如下结果。
a. 随着焊接线能量增大,NM500焊接热影响区韧性降低,但不显著。
快捷货车用S450AW耐蚀钢焊接性能研究
+贝 氏 体 , 热 影 响 区过 热 区组 织均 为 粒 状 贝 氏体 , 随焊接热输入 增大 , 过 热 区 晶粒 有 粗 化 的 趋 势 ,
——一
k J / n m  ̄ , 接 符 化 ( 缝、 t l A Z ) 均j I 仃较 & 0 I I J f r , 一 4 0 ℃ 击I 殷收 能 f l 1 6 0 J以 【 3 . 3 不 同 热输 入 对 焊 接 接 头 组织 的 影 响
料
、 .
,
具有 耐酸 腐蚀 和耐 大气腐 蚀 的特点 , 现 已广泛 应
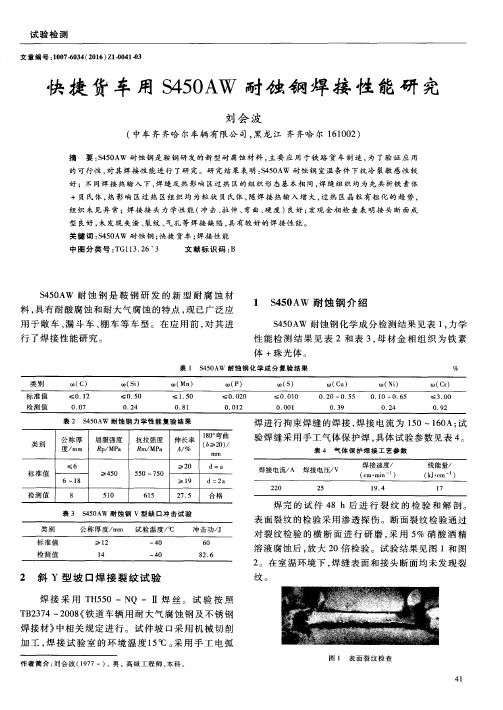
1 S 4 5 0 AW 耐 蚀 钢 介 绍 一 … … … 一
S 4 5 0 A W 耐蚀 钢化 学成分 检测 结果 见表 1 , 力 学 性 能检 测 结 果 见表 2和表 3 , 母 材金 相 组 织 为铁 素
≤6
d=a d =2a
标 准 值
6 一l 8
≥4 5 0
8 5 1 O
5 5 0— 7 5 0
≥1 9
检 测 值
6 1 5
2 7 . 5
合 格
焊完的试件 4 8 h后 进 行 裂 纹 的 检 验 和 解 剖 。
表 3 S 4 5 0 AW 耐蚀 钢 V 型缺 口 冲 击试 验
作者简介 : 刘会波( 1 9 7 7一) ,男 ,高 级 工程 师 , 本科 。 图 1 表 面 裂 纹 检查
41
试 验 检 测
机 车 车 辆 工 艺 增 刊 2 0I 6年 I 2月
S450EW新型耐候钢焊接工艺与低温韧性研究

图 3 不 同 热 输入 焊 接 接 头 一 0 的 冲பைடு நூலகம் 吸收 能量 4℃
32mm mn 保护 气体 8 % A +2 % C 2气 体 流 量 1 / i, 0 r 0 O,
四等分
g = 1 / i , 接坡 口形 式 如 图 1所示 。 7L m n 焊
2 试 验 结 果 及 分 析
1 2 1 焊接裂 纹敏感 性 试验 ..
采用 斜 Y形 坡 口焊接 裂纹试 验 方法 进行 室 温条 件
表 3 焊接裂纹试验的焊接工艺参数
1 2 2 焊接 热输 入对 焊接接 头组 织和 韧性 的影 响 . .
别 , 将引起 焊缝 中 c 、 i 金元 素 的显 著不 均匀 性 , 必 rN 合 加 上焊 接工 艺 条 件 的变 化 , 对 焊 接 接 头 的组 织 性 能 会
从 图 3可 以看 出 , 接 热 输 入 对 接 头 低 温 韧 性 影 焊
响明显 , 随着 热输 人提 高 , 温 韧性 呈 下 降趋 势 。 同一 低 热输入下焊缝不 同位置 的冲击韧性 有些差异 , 焊缝低 值 区域 一 般 出 现 于 熔 合 线 与 焊 缝 中心 之 间 。分 析 认
由表 1可 以看 出 焊 材 与母 材 合 金 成 分 有 较 大 区
3 21 0 0 2年 第 2期
机 械 制 造文 摘— — 焊接 分册
产 生很 大影 响 , 因此 考 虑 在不 同焊 接 热 输 人 下 开 展 焊
焊接现场
接 接 头组织 和 韧性 的研究 。焊 接工 艺参数 见表 4 。
了焊接 工 艺及 冶 金 因素对 S5E 耐候 钢 焊接 低 温韧 40 W
试 验用母 材 S5 E 耐候 钢板 厚 1 40 W 4mm, 配套气 体 保 护焊 丝 T 60 V一 直径 12m H 5 E ̄I I . m。试 验用 材料 化 学
新型高耐蚀性耐候钢焊接工艺优化 黄凤龙

新型高耐蚀性耐候钢焊接工艺优化黄凤龙摘要:铁路货车经过不断地更新换代已经由原来的40吨级发展到现在的80吨级,产品升级换代过程中应用到的钢材品种也在不断地更新替换,为应对不同工作环境开发了多种铁路货车用耐候钢。
本文通过可行性措施改善了S450EW高耐蚀性耐候钢在生产过程中发现的问题,优化了焊接工艺,成功地应用于铁路货车产品的焊接生产。
关键词:S450EW 熔化极气体保护焊;焊接工艺性;气体配比随着铁路货运量的不断增加,为满足客户需求确保货车车体在可以承载较大载货量的同时还应具有较长的使用周期。
这就要求车体所使用的钢材不仅强度符合其耐腐蚀性也要有所提高,与Q450NQR1钢种相比,S450EW高耐蚀性耐候钢因其在冶炼过程中加入较多的合金元素,具有较好的承载能力及耐腐蚀性,在试制过程中选择采用TH650EW-Ⅱ焊丝匹配富氩混合气进行焊接。
在施焊时发现焊丝的焊接工艺性不良,为解决这一问题进行试验。
1焊接工艺的选择及优点在现车生产制造过程中焊接工艺技术有着至关重要的作用,从单个零件的焊接到部件的组对到最后整车结构的落成都离不开焊接工艺,其中焊接的应用承担了近90%的链接工程。
这就要求焊接工艺技术要先进可靠能够使产品的制造高效优质。
目前生产中使用的焊接方法是富氩熔化极气体保护焊,此类焊接方法与手工电弧焊相比具有焊接过程中线能量小;焊接电弧集中同时保护气体对焊接熔池有保护及降低冷却速度的作用,使焊接区域的热影响区范围较小;焊后结构的残余变形及焊接应力都较手工电弧焊小50%;从焊接材料的消耗上也具有很大优势;并且熔化极实芯焊丝气体保护焊焊接完成后无需清渣焊缝一次成型节省了操作人员的工作项目及工时有效的提升了生产效率。
2 焊接材料的选择S450EW高耐蚀性耐候钢热轧状态供货其化学成分为表1、焊丝化学成分表2;富氩混合气体配比为80%Ar+20%CO2。
3 焊接工艺性不良的表现在采用TH650EW-Ⅱ焊丝匹配80%Ar+20%CO2焊接保护气体焊接时焊缝表面氧化物较多,颜色呈灰乌色、焊缝边缘与母材熔合不良、焊接过程中金属飞溅物大且多粘附在板材面上不易清除,焊缝波纹粗糙不细密局部出现未熔合以及余高超差的缺陷。
铁路车辆用Q450EWR1耐候钢耐蚀性能研究

怀就疼佥HEBEI METALLURGY Total No.294总第294期2020年第6期2222,Number6t---1---1---1---1---1—x专题研究t铁路车辆用Q450EWR1耐候钢耐蚀性能研究张晓磊1高秀华2*,孙超3,闫中鹤2,张明博1宋丽英2,吴红艳2,杜林秀2 (1•河钢集团承钢公司,河北承德06712;2.东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳111819;3.河钢集团钢研总院,河北石家庄050023)摘要:采用周期浸润腐蚀试验方法,对热轧高耐候钢Q450EWR1进行了腐蚀性能检测。
根据失重率计算公式,分析了Q450EWR1钢的腐蚀速率变化规律,并采用SEM、XRD、电子探针对腐蚀锈层进行了组织观察、物相分析及元素分布分析。
结果表明,随着腐蚀时间的增加,Q450EWR1钢的失重率逐渐下降,腐蚀时间大于168h时,失重率趋于稳定;腐蚀产物由疏松多孔状向致密的块状变化;物相组成由y-FeOOH向a-FeOOH转变,结构更加致密;腐蚀周期内,锈层截面孔洞处出现明显的Ce元素富集。
与Q345B钢相比,Q450EWR1钢的力学性能及耐腐蚀性能更好。
关键词:高耐候钢;Q450EWR1;耐蚀性能;微观组织;Cr富集;失重率;a-FeOOH中图分类号:TG174.3文献标识码:A文章编号:1006-5508(2222)06-0010-07doi:10.13630/ki.13-1172.2020.0602STUDY ON CORROSION RESISTANCE OFQ450EWR1WEATHERING STEEL FOR RAISWAY VEHICLESZhaag Xiaolei1,Gao Xiuhua2*,Sun Chao3,Yac Zhonghe2,Zhaag Mingbo1,Song Liying2,Wu Hongyaa2,Du Linxin2(1.HBIS Greup Chengsteel Compaay,Chengde,Hebei,064102; 2.State Key Laboratory of Rolling aadContinuous Rolling Automation in NortUefsr University,Shenyaag,Liaoning,110819;3.Steel Research I s-stitute of HBIS Greup,Shijiazhuang,Hebei,050023)Abstract:The carresion performaaca of hot rellen high wenthee steel Q450EWR1was tested by peeodic immersion coiresion test.AccorPing to tUe aalculation formula oi weighi loss rate,tUe mresion rate oiQ450EWR1steeO was analyzed.And SEM,XRD aad EPMA were used i oOserve tUe strecture,phase aadelement distriOution oi tUe carresion layee.The psuou show tUct wii tUe incrensing oi carresion time,tUeweighi loss rate oi Q450EWR1steeO decrenses gpbually,aad when tUe carresion time is more tUab168h,tUe weight loss rate tends O s be stable;tUe carresion products chabge frem loose poreus O s dense block;tUephase camposition ckabges fem y-FeOOH to a-FeOOH with more compact strecture;there is obvious Ceeyrickmeyt in the pores of rasi layee section during the ckrrosion paren wii Q345B sted,Q450EWR1steel hcs bettee meckabical pppePies aad carrasion psistancc.Key Words:high wecth ering sted;Q450EWR1;001X10-resistabcc;micrastrecture;Ce enPchmenI;wengheoosseaee;a-FeOOH0引言随着我国铁路建设的快速发展,以及铁路车辆研发技术的提高,铁路货车迎来了飞速发展时期,铁收稿日期1020-01-02作者简介:张晓磊(1988-),男,工程师,主要从事热轧卷板产品开发、工艺管理等方面的研究,E-mail:zhangxiaolei29008@ 通讯作者:高秀华(1966-),女,教授,东北大学轧制技术及连轧自动化国家重点实验室,主要从事金属材料成形过程组织性能控制以及钢铁材料领域的品种开发工作,E-mail:xnoxiuhua@ 路车辆逐渐向高速、重载和长寿命方向发展。
快速发展的铁路货车技术
快速发展的铁路货车技术对于民族工业,中国的老百姓寄予厚望。
因为只有拥有强大的民族工业,中国才能实现生产力的提高和大国崛起的梦想。
如今,令国人引以为豪的一幕又一次在铁路货车技术领域精彩上演:中国人站在了世界前沿,开始领跑世界铁路货车发展方向。
事实上,在中国装备制造业中,铁路货车制造业是立足自主创新、达到世界先进水平的行业。
以中国北车齐齐哈尔轨道交通装备有限责任公司为代表的一批主导企业,通过掌握货车核心技术,既满足了国内铁路的货运需求,又实现了向发达国家出口的目标。
27吨轴重通用铁路货车塑造了又一张自主创新的“中国名片”。
这源于中国铁路人的积累、求索和创新。
超越,我们一直在路上人类在超越中进化,技术在超越中进步。
27吨轴重通用铁路货车的推出,并非从天而降,而是在一次次超越成果的叠加累积效应中凝结而成的。
新中国成立初期,我国铁路货车技术非常薄弱。
1950年,我国第一个从事铁路货车设计的机构——齐齐哈尔车辆厂从仿制苏联的货车起步。
1952年,他们研制的P1型棚车在德国莱比锡博览会展出,结束了新中国只会修理不会制造铁路货车的历史。
1957年,新中国第一代车辆设计师自主研发的第一个铁路货车产品——载重60吨P13型棚车诞生,标志着中国铁路货车工业从此踏上了自主创新之路。
几十年来,中国铁路人以“密切跟踪世界铁路发展动态,准确引领铁路货车发展方向”为己任,以“掌握世界一流技术,开发世界一流产品,建成世界一流基地”为目标,坚持产、学、研、用密切合作,大力推进原始创新、集成创新。
中国铁路人按照标准化、系列化、模块化、信息化的原则,加快产品开发,推进技术进步,加快技术积累,实现速度、产品和载重的超越。
速度超越,时速由70公里至80公里提高到120公里。
1998年,装备制造企业、科研院所和重点院校等单位采用理论分析与试验研究、技术攻关与产品研发相结合的方式,自主研发了具有世界先进水平的时速120公里铁路货车提速转向架。
S450EW高耐蚀性耐候钢的焊接工艺

组织为回火索氏体( 贝氏体 + 铁素体) 晶粒度 7~ , 8
级, 非金属夹杂物 中硫化物 05~ 级 , . 1 氧化铝 0级 ;
/M P a
() 3 与传统耐候钢相 比,4 0 W 高耐蚀性耐 S 5E 候 钢焊 接接 头 疲 劳 寿 命 得 到 一 定 提 高 , 且 具 有 并 很 好 的耐腐 蚀 性 能 , 以延 长 铁 路 货 车 的使 用 寿 可
第3 3卷 第 3期 21 0 2年 6月
大 连 交 通 大 学 学 报
J 0URN OF AL DAL AN I J A0 0NG UNI RS T I T VE I Y
Vo . No 3 I33 .
Jn 2 1 u .0 2
文 章 编 号 :63 99 (0 2 0 —0 50 17 —5 0 2 1 )30 4 —3
so fS e l sI f e c d b h n e n Ch mi a C m— in o te sa n l n e y C a g s i e c l o u
p si [ ] Po s It og s, e. o o ,od n oio C . rc1t n C nr s M tC r sL n o , tn e
表 6 疲 劳试 验 结 果
对接形式 存活率/ % 疲 强度
一
出 ,40 W 的疲劳 极 限与传 统耐 候钢 相 比有大 幅 高耐蚀 性 耐候 钢 焊 接 时 , 获得 拉 伸 、 击 、 曲 S5 E 可 冲 弯 及抗裂 l能均 良好 的焊 接接头 ;40 W 钢材 的金相 生 S5E
一
采用 混 合 气 体 保 护 焊 进 行 焊 接 , 后 按 照 焊
试验 件 在 焊后 4 行 着 色及 解 剖 工 作 , 8h进 经
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Pr 0 c e s s a bi l i t y a na l y s i s o f S 4 5 0 EW hi g hl y we a t he r— r e s i s t a nt
s t e e l f o r r a i l f r e i g h t c a r s
要是 贝 氏体 、 铁素 体和 珠光体 。
蚀性 能 比 Q 4 5 0 N Q R 1提 高 约 3 0 % ~5 0 % 的 新 型
S 4 5 0 E W 高 耐蚀 型耐 候 钢 。本 文 通过 对 S 4 5 0 E W 钢
根据 运 装 货 车 [ 2 0 1 0 ] 8 4 1号文 技 术 要 求 , 焊 接 材料 选用 牌号 为 T H 6 5 0 E W —H配 套气体 保 护焊 丝 , 直径 为 1 . 2 m m, 其熔覆金属化学成分、 力 学 性 能 分
定的热敏感性 ; 采 用 配 比为 5 % 一1 0 %C O , 的 富氩混合 气体进行 焊接 时, 焊 缝 成 型较 好 ; 当材 料 屈
强 比小于 0 . 8时 具 有 较 好 的 冲压 成 型性 能 。
关键词 : S 4 5 0 E W 高耐蚀型耐候钢 ; 切割 ; 焊接 ; 冲 压 中图分类号 : T G1 1 3 . 2 6 ; U 2 1 4 . 8 1 文献标识码 : A
d i c a t e t ha t t h i s ne w ma t e r i s l i s s e ns i t i v e t o he a t d ur i n g c ut t i n g pr oc e s s :i f a 5% 一 1 0% a r g on —e nr i c h e d
耐 候 钢 是 指通 过 添加 少 量 合金 元 素 , 使其 在 大 气 中具 有 良好耐 腐蚀 性 能 的低 合 金高强 度 钢 。耐候
钢 的耐 大气 腐蚀 性能 为普 通碳 素 钢 的 2~ 8倍 , 并 且 使用 时间 愈 长 , 耐 蚀 作 用 愈 突 出… 。 近 年 来 , 随 着 我 国重 载铁路 货 车 技术 发 展 , 迫 切需 要 开发 高 强 度 高耐 候性 能 的铁 路 货 车用 钢 。为 此 , 国 内钢 厂 和 铁路 货车 行业 联合 开发 了屈 服强 度 为 4 5 0 MP a 、 耐腐
摘 要 : 为将 S 4 5 0 E W 高耐 蚀 型 耐候 钢 成 功 应 用 于 新 型 载 重 8 0 t 级铁路 货车 , 对 S 4 5 0 E W 钢 进 行 下
料切割 、 焊接 和 冲 压 成 型 等 工 艺性 能分 析 。 结 果表 明 : S 4 5 0 E W 高耐 蚀 型 耐 候 钢 切 割 下 料 时具 有 一
J i a n g Ru i f e n g
( CS R C h a n  ̄i a n g Ro l l i n g S t o c k C o . ,L t d .Wu h a n,Hu b e i 4 3 0 2 1 2)
Abs t r ac t :To a p pl y S 450 EW hi g h l y we a t h e r—r e s i s t a n t s t e e l t o t he ne w 8 0 t r a i l wa y f r e i g h t c a r ,a n a l y s i s o f t he p r o c e s s a b i l i t y i s ma de i n t e r ms o f i t s c ut t i n g we l d i n g a n d s t amp i n g c h a r a c t e r i s t i c s . Te s t i ng r e s u l t s i n -
1 试 验 材 料 和 方 法
1 . 1 试 验 材 料
试 验母 材为 1个板 厚 1 4 mm和 2个 炉号 规 格 为
6 mm 的 S 4 5 0 E W 高 耐蚀 型 耐 候 钢 , 热 轧状态供货 ,
其 化学 成分及 力 学性 能见 表 1和表 2 。金 相 组织 见
图1 , S 4 5 0 E W 高耐蚀 型耐 候钢 晶粒 度为 7~ 8级 , 主
研 究 开 发
文章编号 : 1 0 0 7 - 6 0 3 4( 2 0 1 3 ) 0 4 00 - 0 1 - 0 4
铁 路 货车 用 S 4 5 0 E W 高耐蚀 型耐候钢工 艺
性 能 分 析
江锐 锋 , 焦 辉
( 南车 长江 车辆 有限公 司 , 湖北 武 汉 4 3 0 2 1 2 )