CRH3动车轮对压装选配_王守杰王全先孙建军杨霄
CRH3动车轮对压装选配
有明确的参考标 准 ,因而导致压装合格率较低 。文章 以 C R H 3型动车组轮对为例 ,利用 A n s y s 软件 建立 了二 维轴 对称模 型对轮 对压装过程进行模拟仿真 ,通过 非线性接 触分析 得 f I J 过盈 量 、摩擦 因数 、公差 等 素 对轮对 装
应 力 分 布及 压 装 曲线 的影 响 结 果 表 明 ,过 盈 量 对 轮 对 应 力 及 装 曲 线 均 有 较 大 的 影 响 ;摩 擦 因 数 对 应 力值 影 响较 小 ,对 装 曲线 则 影 响较 大 ;公 差 对 轮 对 应 力 影 响 比 较 明显 ,对 压 装 曲 线 的影 响 则 比较 微 弱 。最 后 孑 F 满 足
f a c t o r ,t o l e r a n c e a n d o t h e r f a e t o r s o n t h e p r e s s — i f t t i n g s t r e s s d i s t r i b u t i o n a n d c u r v e o f t h e w h e e l s e t i s w o r k e d o u t t h r o u g h mm— l i n e a r c o n t a c t a n a l y s i s .T h e r e s u l t s h o ws t h a t i n t e f r e r e n c e ma g n i t u d e h a s g r e a t e f f e c t o n t h e w h e e l s e t s t r e s s a n d p r e s s — i f t t i n g C H I V e ;t h e f r i c t i o n f a c t o r h a s s ma l l e f f e c t o n t h e s t r e s s v a l u e b u t g r e a t e f e c t o n t h e p r e s s — i f t t i n g c u l w e ;t o l e r a n c e h a s (  ̄ l e a r e f f e c t o n t h e w h e e l s e t s t r e s s b u t we a k e f f e c t o n t h e p r e s s — i f t t i n g c u r v e .U n d e r t h e p r e mi s e o f me e t i n g n a t i o n a l s t a n d —
CRH3型轮对组成组装判定标准的研究

CRH3型轮对组成组装判定标准的研究本文详尽的阐述了CRH3型轮对组成组装的标准和依据,并介绍其在轮对组装过程中可以接受的合格条件。
对于组装标准中曲线的理解和判断直接影转向架产品的行车安全和运营可靠性。
标签:轮对组成;转向架;标准1、目前行业内标准的简介国际上动车组轮对的组装,主要采用BN918274-2010、GOST11108-2011、EN13260-2009以及UIC813-2003,而国内对于EA4T材质的车轴和ER8的车轮的压装普遍引用欧标EN13260-2009。
2、现就EN13260-2009和BN918274标准中的判定要求对比如下:2.1 EN13260-2009中轮对组成组装的判定要求(1)压装力必须在车轮和车轴相对运动达到30毫米前开始上升,并且壓装力应在每一个点连续且均匀的增加。
(2)压装力的最终值不得需在轮对组成设计者给出的最大压力Pmax和最小压力Pmin界限之内。
不过,当曲线出现下列清醒是可以接受的:(3)在车轮的压装处于注油槽过程时,该压装力允许减小。
在移出注油槽后的压力值不能低于到达注油槽前的压力,即须在25毫米的位移后压力值再度上升。
在这个过程中,压装力是允许低于最小压力Pmin的。
(4)在曲线末端的25毫米的范围内,压装力是可以下降的,该力最多减少50千牛是可以接受的(见图1)。
(5)曲线允许存在局部的偏差,但前提是客户与供应商已事先达成一致。
图1 图22.2 BN918274中轮对组成组装的判定要求(1)德标BN918274中要求曲线上任何一点压力值不得超过最大压装力Pmax的1.1倍。
(2)当Pmax0.85L(L为设计长度,见图2)(4)在车轮的压装处于注油槽过程时,该压装力允许减小。
在移出注油槽后的压力值不能低于到达注油槽前的压力,即须在25毫米的位移后压力值再度上升。
在这个过程中,压装力是允许低于最小压力Pmin的。
(5)在曲线末端的25毫米的范围内,压装力是可以下降的,该力最多减少50千牛是可以接受的。
CRH2动车组轮对与轴箱弹簧CADCAE设计

CRH2动车组轮对与轴箱弹簧CAD/CAE设计班级:车辆091姓名:wuwuwuww学号:200904802(2012/12/24)摘要:随着时速200km/h高速动车组的引进,如何评价引进动车组的安全性,可靠性等成为十分紧迫和重要的问题.论文以CRH2动车组拖车轮对和轴箱为研究对象,进行疲劳强度计算分析,以期望为我国高速动车组标准的制定提供依据. 从过盈配合强度,静强度和动强度三个方面对CRH2动车组拖车车轮进行疲劳强度分析.按照相关标准,考虑新车轮和磨耗到限车轮的不同,分别建立模型并施加不同的过盈量;考虑到车轮辐板孔的影响,载荷分两个方向施加;分有无制动力两种工况,实施车轮动强度计算.动车组拖车转向架基本参数CRH2项目规格设计最高速度/km/h 250营业最高速度/km/h 200额定轴重/kN 137.2(14t)满员时最大轴重(200%定员/kN) 156.8(16t)编组能通过的最小曲线半径/m 180转向架转角/度 4.0轴距/mm 2500车轮直径/mm 860轮对的CAD/CAE分析车轴的CAD/CAE分析问题描述CRH2转向架车轴按照JIS E 4501进行设计,按JIS E 4502标准进行生产。
为了研究CRH2动车组运行的安全性和可靠性,按照JIS E4501 标准,对该车轴进行强度分析。
(二)、车轴的CAD设计车轴尺寸图:图1.1车轴零件图一、CAD设计(CAD零件工程图)车轴的建模过程:拉伸轴身→切轴颈→切防尘板座→切轮座(切轴身)→倒角→镜像→完成二、CAE设计1.应力分析1)前处理:A.定类型:静态分析B.画模型:画出加约束和载荷时的分割线C.设属性:碳钢板D.分网格:自动生成2)求结果:A.添约束:高级夹具将中心定位,在轮座处加弹性支撑,弹性刚度为10e11B.加载荷:按轴重14t 算在轴颈处施加70000N的载荷网格和载荷图C.查错误:载荷列表后进行检查。
D.求结果:进行有限元分析3)后处理:A.列结果:列约束反力B.绘图形:绘制变形图、应力图和外边界路径图位移图应变图应力图C.显动画:显示变形动画和应力动画D.下结论:运行结果与受力分析结果比较,相差不大,结果可信。
地铁车辆轮对压装工艺研究

行状 态下 都 能 够 符 合 电 网 的要 求 ( 低 于国标 G B / T l 4 5 4 9 —9 3的规 定 值 ) , 将 有 利 于 电 网 的安 全 运 行 和 经济 运行 。 ( 3 ) 接入短 路容 量大 的地方 电网系统 。
准设 计 的地铁 车辆 轮对 为例 , 针对 配合 表面粗 糙度 、
润 滑介质 和过 盈量 3个 方 面 开展 工 艺 试 验 , 总 结 出 各 因素变 化 与轮对 压装 质量 的关 系 。
( 4 ) 压 装 曲线 。按 E N标 准要 求 , 轮 对压 装 曲线
必须 在 图 1 所示 的压 装 曲线范 围 内 。图 中 , A B、 B C、 H E和 E D为直 线部 分 , A G等 于轮座 长度 。
参考 文献 :
[ 1 ]郑 瞳 炽 .城 市 轨 道交 通 牵 引 供 电 系 统 [ M] .北 京 :中 国 铁 道 出
2 8
版社, 2 0 0 3 .
[ 2 ]吴 树强 .组 合 式 牵 引 变 压 器 和 配 电 变 压 器 的 探 讨 [ J ] . 铁 道 勘 察, 2 0 1 2 ( 5 ) : 8 2—8 3 . [ 3 ]郎 维川 . 供 电 系统 谐 波 的 产 生 、 危害及 其防护 对策 [ J ] . 高 电 压
1 试 验 相 关 参 数
该地铁车 辆轮对 的车轴轮座平 均直径 d m 为
2 0 0 mm, 压 装配 合 面长度 为 1 6 8 m m, 按E N 1 3 2 6 0 标 准要 求设 计 。
( 1 ) 过盈 量 。根据 B S E N 1 3 2 6 0 -2 0 0 9标准 , 轮
CRH3型动车组牵引拉杆组成节点压装工艺探讨

CRH3型动车组牵引拉杆组成节点压装工艺探讨针对牵引拉杆组成及其节点、连杆的单件结构特点和配合特点,分析了牵引拉杆组成节点压装的难点、质量风险,探讨了节点压装工装尺寸设计,解决了压装工艺技术难点,确定了影响压装精度的参数以及参数设定要求。
提高了节点压装的质量。
标签:动车组牵引拉杆组成节点压装0 引言CRH3系列动车组转向架牵引拉杆组成节点在三级修过程中属于偶换零部件、四五级修中属于必换零部件。
由于牵引拉杆组成结构的原因,其节点在空间中处于相互垂直的位置关系,不利于节点压装精度的保证,本文分析了牵引拉杆组成节点压装所需工装的各部分尺寸对节点压装精度的影响并提出了克服该影响的工装设计办法,解决了相应的压装精度技术难题,提高了生产效率与质量。
1 牵引拉杆组成节点的作用CRH3系列动车组转向架牵引装置由“牵引梁组成”、“牵引拉杆组成”、“中心销组成”三个组成件构成。
每个转向架有两个“牵引拉杆组成”,每个“牵引拉杆组成”一端通过节点与构架相连,另一端通过节点与牵引梁相连进而通过连接中心销组成而与车体相连。
每个“牵引拉杆组成”作为CRH3系列动车组转向架牵引装置的一部分,在车辆运行过程中承受了其所在转向架50%的牵引拉力或压力,而这部分牵引拉力或压力完全作用在牵引拉杆组成两端的每个“节点”上。
2 牵引拉桿组成与节点以及配合关系如图2所示,牵引拉杆杆体为锻造件,两端各以理论中心加工了两个平面,两端平面之间互相垂直。
两端各有一个孔用于冷装节点,两孔之间也为空间垂直关系。
牵引拉杆与节点为过赢配合,并且两端的节点应与各自方向所对应的两个平面的中心平面相垂直,本文讨论如何通过工装夹具保证两个节点中心平面与牵引拉杆中心平面的垂直。
3 牵引拉杆组成节点压装夹具设计要求为实现牵引拉杆组成两端的节点分别与牵引拉杆中心销垂直,必须设计制作一个固定的夹具。
该夹具需要实现以下几点功能:1)在夹具上制作出XY两个定位基准;2)使牵引拉杆的中心线与夹具的Y向基准重合;3)使节点的中心线与夹具的X向基准重合;4)通过压力机压装夹具间接将零部件压装完成,压装过程中应确保已经重合的横纵基准不发生变化。
高速动车组轮对轴承压装工艺优化与应用

高速动车组轮对轴承压装工艺优化与应用摘要:高速动车组轮对轴承组成是直接影响车辆运行安全转向架系统的关键部件,是高速动车组制造工艺领域的核心技术之一。
从技术僵化到消化再到创新过程中,我们在原有成熟制造工艺的基础上,总结出“6字轴承压装法”,改进压装设备并运用压力—位移曲线判定压装结果,已推广应用于我司各型高速动车组平台轮对轴承压装,下面介绍具体的分析过程及改进措施。
关键词:高速动车组;轮对轴承压装;工艺优化;应用1高速动车组运用特点(1)运行环境复杂。
由于国内幅员辽阔,不同地区的地理及气候存在较大差异,这对动车组运行也会产生较大影响:(1)温度:夏季温度较高的区域气温达40℃,这对动车组空调部件散热性能具有较大考验;冬季一些地区气温达零下40℃,这对动车组卫生系统及给排水系统带来一定挑战;(2)雨雪雾天气影响:雨雪天气会对动车出现带来一定影响,例如,在大雪天气出行,可能会对动车组的车底设备造成一定损坏;为了避免污闪情况出现,大雾天气要每天擦拭车顶电器;(3)环境及线路气候影响:季节性风沙和柳絮会滤网及滤器产生一定影响,每当遇到这种天气都要对及时更换空调滤网;沿海地区受到盐雾及潮湿天气的影响,车体和构架常常会出现腐蚀。
(2)线路复杂。
受到地质、地形条件的影响,一些高铁路段常常会出现弯道、坡道等情况,例如山地、桥梁等特殊路段,在这些路段行驶期间,不仅会使动车组产生较大的机械振动,还会增加车底及其他部分的破损程度,加速动车老化,最终对车辆的使用寿命产生影响。
(3)载客量大。
随着当前国家经济的不断发展,区域间的人员流动更加频繁,动车组乘客数量不断增加,对于京沪、京哈、京广等高速干线,常常处于满员的状况。
较大的载客量对于车上服务设施的安全可靠也提出了较高的要求。
2问题提出2.1轴承冲压工艺高速动车组轴承为整体式自密封结构。
外圈承受车辆的重量载荷,内圈沿轮对的圆周方向旋转。
具体冲压步骤如下:2.1.1环境要求轴承装配环境要求苛刻,防尘、温湿度变化有详细要求。
HXD3 转向架装配工艺简述

HX N3 转向架装配工艺简述1.0转向架装配的工艺流程转向架装本文仅考虑转向架装配的工序问题,而忽略工步。
表1.1为HXN3配的工艺流程。
表1.1HX N3转向架装配的工艺流程表45-30 齿侧轴箱端部组装○11 轴箱组装区45-35K 检查□13 轴箱组装区45-40 非齿侧轴箱端部组装○12 轴箱组装区50K 检查□14 轴箱组装区55 一系悬挂装置组装○13 座轮台区60K 检查□15 座轮台区65 电机悬挂装置安装○14 座轮台区70K 检查□16 座轮台区75 减震器、吊杆组装○15 座轮台区80 轮缘润滑执行装置○16 附件及配管组装区85 扫石器及撒砂管支架组装○17 附件及配管组装区90K 检查□17 附件及配管组装区95 车梯组装○18 附件及配管组装区100 防水中维箱组装○19 附件及配管组装区105 砂箱盖、铭牌组装、轴承止挡间隙检查 1 附件及配管组装区110 转向架称重试验□18 附件及配管组装区115K 检查□19 附件及配管组装区120K 检查、交验□20 检查交验区根据表1.1画出工艺流程图,如图1.1所示2.0转向架制造装配的难点2.0.1 构架型机车转向架构架的主体由2根左右对称布置的侧架、2 根横梁、1 根HXN3端梁组成,它不是采用传统的“目”字形结构,而是采用了如图2.1所示的一端开口的“月”字形结构( 这种结构形式多用于铸件构架) 。
为减少构架重量,降低机车轴重,该构架的上盖板和下盖板的厚度分别仅有 10 mm 和 20 mm。
这种既单薄又开口的焊接构架在制造中极易出现尺寸超差和扭曲变形问题,这就给焊接、机加工及总组装等生产带来了很大的困难。
因此,保证该构架的焊接、机加型机车转向架构架制造的重点和难点。
工及总组装的精度和质量,就成为 HXD2图2.1一端开口的“月”字形转向架构架2.0.2 车轴型机车属于大功率内燃机车,用于重载牵引,其驱动装置中所用车轴为HXN3AAR( 美国铁路协会) 标准规定的 F 级车轴。
浅谈高速动车组欧系日系轮对压装工艺

浅谈高速动车组欧系日系轮对压装工艺摘要:本文介绍了高速动车组转向架轮对压装中常用的压装工艺,并结合国内较为成熟的车型CRH2A动车组轮对为模型,对欧系和日系轮对压装工艺进行对比分析,并就现场生产中的压装工艺选用给出了合理化建议。
关键词:高速动车组;轮对压装;压装工艺;油压;冷压前言轮对作为直接传递轮轨作用力的最为关键的走行装置在整个车辆系统中的作用至关重要。
目前,国内动车组轮对的制造检修依据主要分为欧标和日标两大类,故本文就以国内较为成熟的车型CRH2A动车组轮对为模型,对欧系和日系轮对压装工艺进行对比分析。
1.轮对压装工艺运用现状1.1 压装方法轮对压装方法主要分为:注油压装和普通压装。
普通压装又分为冷压装和热压装。
轮对注油压装是指压装时,在车轴轮座和车轮毂孔之间注入高于它们接触应力的高压油,使之形成油膜,随着轮座和毂孔接触面积的增加,高压油不断渗透,使整个轮对压装过程在被油膜隔开的情况下进行。
而与之对应的即为普通压装,分为热压和冷压,热压即将整体车轮或轮心加热,使轮毂孔膨胀后装在车轴上,而在常温下成为过盈配合的装配方法,而冷压就是一直通过压力机在过盈状态下将车轮或轮心装到车轴上。
1.2 压装工艺路线动车组轮对压装一般遵循以下工艺路线:轮、轴同温—轮座、毂孔尺寸测量—轮座打磨—润滑剂涂抹—轮对选配—轮对压装(欧系、日系不同)—压装后检查—检压—轮对标记—超声波探伤—其它工序。
图1 日系轮对注油压装曲线目前在CRH2A的新造检修中,日系轮对采用注油压装,见图1,压装起始阶段也是使用冷压方式,将毂孔套压进车轴,同时关注压装力曲线变化,待曲线出现下降,见图中A点,此时即为注油槽开始进入压装部,A—B段为注油槽部通过压装部,待注油槽全部通过,压力回升,此时注油槽部位完全与车轴贴合,暂停压力机,连接油泵对注油孔注油,高压油泵压力表目标值设定为140MPa,油压变化范围控制在(120MPa-150MPa)之间,待轮毂端面渗出高压油时,再次开启压力机注入高压油继续压装,最后轮毂孔与轮座到达压装位置,此时油膜完全隔开轮毂、轮座接触面,压力降为0,作业完成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轮对是由 1 根车轴和 2 个相同的车轮组成,在 轮轴结合部位采用过盈配合。 研究表明, 轮轴配 合部位的应力状态对车轴的疲劳强度有重要的影 响,因此,轮对压装质量的好坏很大程度上决定 了机车运行状况的好坏。 目前判断轮对压装是否 合格的唯一依据就是压装曲线。 轮轴压装过程中, 车轴的轮座部分在压装力的作用下沿车轮轮箍孔 移动,在压装配合面产生弹性和塑性变形, 当压 装力克服了压装配合面上正压力产生的摩擦阻力 时,车轴和轮箍孔表面产生相对移动, 从而实现 轮轴的压装。 在压装过程中, 可以通过压力表所
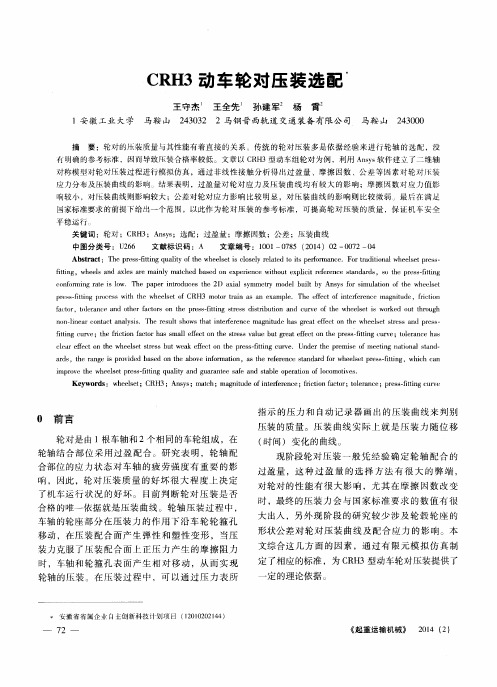
CRH3 型动车组所使用的轮对由空心车轴及碾 钢整体车 轮 组 成。 车 轮 轮 毂 孔 直 径 为 198 mm, 轮毂 宽 180 mm, 轴 座 部 分 长 160 mm, 材 料 为 R8T,屈服强度 540 MPa, 强度极限 860 MPa, 弹 性模量为 2. 06 × 10 MPa,泊松比 0. 29 ; 车轴空心 部分直径 30 mm, 材料为 EA4T, 屈 服 强 度 685 MPa,强度极限 885 MPa, 弹性模量为 2. 06 × 10 5 MPa,泊松比 0. 29 。 为保证足够的计算精度, 有限元模型网格划 分得很 细, 导 致 实 体 模 型 使 用 时 网 格 数 量 巨 大, 这对计算机的配置以及计算速度都有很高的要 求 。 用 Ansys 2 D 轴 对 称 有 限 元 分 析 来 模 拟 轮 对 压 装 过程 , 相 对 于 实 体 模 型 , 可 以 减 少 模 型 规 模 , 缩短计 算 时 间 , 提 高 计 算 效 率 。 由 于 轮 对 压 装 对配合部 分 之 外 的 部 分 影 响 较 小 , 所 以 只 取 了 配合部分附近的一段轴 进 行 研 究 。 划 分 网 格 时 , 选择单元 plane 183 ( 有 中 间 节 点 ) , 单 元 属 性 K3 设 为 axisymmetric , 单 元 尺 寸 为 6 mm , 在 过 盈配合处进行网格细分, 得到的有限元模型如图 1 ,整 个 模 型 共 包 含 了 2 143 个 单 元、 6 364 个 节点。
0
前言
指示的压力和自动记录器画出的压装曲线来判别 压装的质量。 压装曲线实际上就是压装力随位移 ( 时间) 变化的曲线。 现阶段轮对压装一般凭经验确定轮轴配合的 过盈量, 这 种 过 盈 量 的 选 择 方 法 有 很 大 的 弊 端, 对轮对的性能有很大影响, 尤其在摩擦因数改变 时,最终的压装力会与国家标准要求的数值有很 大出入,另外现阶段的研究较少涉及轮毂轮座的 形状公差对轮对压装曲线及配合应力的影响 。 本 文综合这几方面的因素, 通过有限元模拟仿真制 定了相应的标准,为 CRH3 型动车轮对压装提供了 一定的理论依据。
因数的影响则比较明显,增加了 891. 73 kN。另外, 最大压装力与摩擦因数的比值彼此差距很小,可以 推测出最大压装力随着摩擦因数的变化呈线性变化。
为压装是合格的。通过有限元模拟分析,得出不同 条件的理论压装曲线图,然后根据标准判断这些曲 线图是否符合要求。如果曲线图是合格的,那么这 些合格曲线图所对应的摩擦因数、过盈量、锥度等 条件就可以作为在压装进行前进行选配时的参考依 据。如果曲线图不合格,那么它所对应的影响压装 质量的参数范围将成为选配阶段要避免涉及的。 TBT 1718 —2003 《铁 道 车 辆 轮 对 组 装 技 术 条 件》 对轮对压装曲线的规定: 1 ) 压装力曲线图应均匀平稳上升, 其曲线投 影长度不小于理论长度的 80% , 起点陡升不应超 过 98 kN,曲线不应有跳动。 2 ) 曲线中部不应有下降, 平直线长度不应超 过该曲线投影长度的 10% , 平直线的两端均应圆 滑过渡。 3 ) 曲线末端平直线长度不应超过该曲线投影 长度的 15% 。 曲线末端下降的长度不应超过该曲 线投影长度的 10% , 压装力的下降值不应超过按 该轮毂孔直径计算的最大压装力的 5% ,如曲线末 端平直和下降同时存在, 而压装力下降数值又未 超过规定值时, 其合并长度不应超过该曲线投影 长度的 15% , 4 ) 曲线的最高点压装力不应大于按该轮毂孔 直径计算的最大压装力 1 164 kN; 曲线终点的最小 压装力不应小于按该轮毂孔直径计算的最小压装 力 679 kN。 轮毂轮座锥度确定后, 要考虑能保证压装曲 线合格的过盈量和摩擦因数的区间范围。 经数次 试验后,确定了相应的区间范围,见表 4 。在此区 间内,轮对压装能获得比较理想的曲线图。 如摩 擦因数取 0. 11 、过盈量在 0. 162 6 ~ 0. 278 8 mm 时 能保证压装曲线合格。
*
安徽省省属企业自主创新科技计划项目 ( 12010202144 )
— 72 —
《起重运输机械》
2014 ( 2 )
1
有限元模型的建立
表1 过盈量 / mm 0. 178 2 0. 217 8 0. 257 4 0. 297 0
过盈量对轮对压装的影响 车轴最大等效 应力 / MPa 154. 800 189. 167 223. 522 253. 182 最大压装力 / kN 740. 23 904. 70 1 069. 10 1 210. 30
5
轮毂最大等效 应力 / MPa 231. 446 282. 829 334. 194 378. 539
由表 1 可知, 随着过盈量的增加, 轮毂轮座 最大等效 应 力 以 及 最 大 压 装 力 均 有 明 显 的 增 加 。 过盈 量 取 0. 178 2 mm 时, 轮 毂 最 大 等 效 应 力 为 231. 446 MPa,轮座最大等效应力为 154. 800 MPa, 最大压装力为 740. 23 kN。当过盈量取 0. 217 8 mm 时,轮毂最大等效应力为 282. 829 MPa,轮座最大 等效应 力 为 189. 167 MPa, 最 大 压 装 力 为 904. 70 kN。在过盈量增加 0. 039 6 mm 的情况下, 轮毂轮 座最大等效应力及最大压装力分别增加了 51. 383 MPa、34. 367 MPa、164. 47 kN, 增长了 22. 20% 、 22. 20% 、22. 22% 。
CRH3 动车轮对压装选配
1 1 2 2
*
1 安徽工业大学
摘
王守杰 王全先 孙建军 杨 霄 马鞍山 243032 2 马钢晋西轨道交通装备有限公司
马鞍山 243000
要: 轮对的压装质量与其性能有着直接的关系 。 传统的轮对压装多是依据经验来进行轮轴的选配,没
有明确的参考标准,因而导致压装合格率较低 。文章以 CRH3 型动车组轮对为例,利用 Ansys 软件建立了二维轴 对称模型对轮对压装过程进行模拟仿真,通过非线性接触分析得出过盈量 、 摩擦因数、 公差等因素对轮对压装 应力分布及压装曲线的影响 。结果表明,过盈量对轮对应力及压装曲线均有较大的影响; 摩擦因数对应力值影 响较小,对压装曲线则影响较大; 公差对轮对应力影响比较明显,对压装曲线的影响则比较微弱 。 最后在满足 国家标准要求的前提下给出一个范围,以此作为轮对压装的参考标准,可提高轮对压装的质量,保证机车安全 平稳运行。 关键词: 轮对; CRH3 ; Ansys; 选配; 过盈量; 摩擦因数; 公差; 压装曲线 中图分类号: U266 文献标识码: A 文章编号: 1001 - 0785 ( 2014 ) 02 - 0072 - 04 Abstract: The pressfitting quality of the wheelset is closely related to its performance. For traditional wheelset pressfitting,wheels and axles are mainly matched based on experience without explicit reference standards,so the pressfitting conforming rate is low. The paper introduces the 2D axial symmetry model built by Ansys for simulation of the wheelset pressfitting process with the wheelset of CRH3 motor train as an example. The effect of interference magnitude,friction factor,tolerance and other factors on the pressfitting stress distribution and curve of the wheelset is worked out through nonlinear contact analysis. The result shows that interference magnitude has great effect on the wheelset stress and pressfitting curve; the friction factor has small effect on the stress value but great effect on the pressfitting curve; tolerance has clear effect on the wheelset stress but weak effect on the pressfitting curve. Under the premise of meeting national standards,the range is provided based on the above information,as the reference standard for wheelset pressfitting,which can improve the wheelset pressfitting quality and guarantee safe and stable operation of locomotives. Keywords: wheelset; CRH3 ; Ansys; match; magnitude of interference; friction factor; tolerance; pressfitting curve