G603 转子绕线机
YRKK系列高压绕线转子三相异步电动机

YR、YRKS、YRKK系列高压绕线转子三相异步电动机SERIES YR, YRKS &YRKK HIGH-VOLTAGE WOUND-ROTORTHREE-PHASE INDUCTION MOTRS1概述YR、YRKS、YRKK系列高压绕线转子三相异步电动机(机座号355~630),是我公司研制生产的具有九十年代先进水平的最新产品。
该系列电动机可用于驱动多种通用机械,如压缩机、水泵、破碎机、切削机床、运输机械及喜风机、磨煤机、轧钢机、卷扬机、皮带机等。
本系列电动机用料考究、制造精良,具有性能指标高,器械声振动小,可靠性高,使用安装维修方便等优点。
本系列电动机的功率等级、安装尺寸、电气性能均符合行业标准JB/T7594《YR系列高压绕线转子三相异步电动机技术条件》以及其它相关标准,其安装尺寸、功率等级也符合IEC72—2标准要求。
本系列电动机的冷却方法根据GB1993和IEC34—6《电机冷却方法》的标准,为IC01、IC81W、IC611三种;本系列电动机安装方式为卧式底脚安装(!MB3)结构,符合GB997和IEC34—7《电机结构及安装型式代号》的规定。
如用户有其它要求,可另行协商。
1 Gerenal DescriptionSeries YR, YRKS & YRKK high-voltage wound-rotor three-phase induction motors (frame size 355~630) are the newest products, being of the 1990’s advanced technique levels, developed and famufctured by our company.These series motors can be used to drive various commonly used machines, such as compressors, water pumps, crushers, cutting lathes, conveyors, air-blowers, coal-grinders, rolling mills, and belt conveyers etc.With the material chosen exquisitely and the products excellent workmanship, these series motors are engineered with many remakble features, such as high torque index, low noise, small vibration, high reliability, easy operation, mounting and maintenance etc.For these series motor, the output rating, mounting dimensi ons and electric properties conform to China Industry Standard JB/T7594 Series YR High-Voltage Wound-Rotor Three-Phase Induction Motors Specfications, and specifications specified in other relative standards and IEC Standard 72—2.For these series motors, the cooling rorm is IC01, IC81W and IC611 according to China National Standard GB1993 and IEC Standard 34—6 Cooling Form of Motors, and the mouting arrangement is horizental foot-mounted (IMB3), conforming to GB997 and IEC34—7 Code of Motor Construction and Mounting Arrangement. For the other requirements, consult with our company further.本系列电动机按防护等级和冷却方式可分为以下三个系列:These series motors can be divided into three series types according to protection type and protection degree.2型号意义2 Type DesignationThe explanation of type designation of motors is as follows:3结构说明该系列电动机采用国际流行的箱式结构,机座为钢板焊接而成,重量轻、钢度好。
转子绕线机工作原理

转子绕线机工作原理
转子绕线机是一种用于电机转子绕线的设备。
其工作原理如下:
1. 准备工作:
在开始绕线之前,需要先将电机转子固定在绕线机内,并调
整绕线机的参数,使其适配转子尺寸和绕线需求。
2. 根据绕线要求,选择合适的线材,并将线材连接到绕线机的线盘。
3. 启动绕线机:
当绕线机启动后,线材会被自动牵引进入工作区域。
同时,
绕线机会将线材绕制在转子的绕线槽内。
4. 绕线过程:
在绕线过程中,绕线机会根据预定的绕线方案,通过绕线头
或绕线刀将线材固定在转子的绕线槽内。
绕线刀会带动线材旋转,并在同一时间内,将线材从线盘上
剥离下来,然后将其固定在转子的槽内。
5. 控制绕线质量:
在绕线过程中,绕线机会通过调整绕线头的运动速度和绕线
刀的位置,控制线材的张力和角度,以确保绕线质量达到要求。
同时,绕线机还会监测绕线过程中的拉力和扭矩,以及线材
的位置,以便及时发现并纠正任何异常情况。
6. 完成绕线:
绕线完成后,绕线机会自动停止,并将绕好的转子从机器中取出。
此时,转子上已经完成了绕线工作。
接下来,可以将转子与电机的其他部件进行组装,以完成整个电机的制造过程。
绕线机的工作原理是通过控制绕线头和绕线刀的运动来实现对线材的自动绕线。
它可以高效、精准地完成对电机转子的绕线工作,提高生产效率和产品质量。
全自动单轴绕线机 (XT-601S) 使用说明书
全自动单轴绕线机(XT-601S)使用说明书深圳市星特科技有限公司电话:*************邮箱:*****************网址:地址:深圳市宝安区沙井街道南浦路531号第三层前言感谢你选购本公司CNC全自动空芯线圈绕线机!敬请仔细阅读本说明书,避免误操作,避免不必要损失。
该资料适用于XT-601S机型,请根据实际需要查阅!在未得到厂家授权或允许下,用户不能擅自拆开电脑及机械部分,否则所产生的一切后果及损失由用户负责在搬运.安装.配线.运行.维修保养之前,请熟读本用户手册,以保证正确使用该设备,同时请熟悉相关设备知识,安全常识以及注意事项!目录一.概述二.主要参数三.设备外形和组成四.工作原理简述五.设备安装六.设备试运行七.参数设置八.产品调整九.张力器使用十.自编程序一.概述本设备是参考国外同类产品,结合国内音圈绕制生产工艺状况,自行开发生产的一种单轴自动绕线机.本机集中了机械,电子,气动技术为一身,水准较为先进.能可靠实现音圈产品的自动化绕制.本设备是行业中效率最高的机型之一.二.主要参数外形尺寸:(长)950x(宽)460x(高)1500净重:200kg使用电源:AC220V±10%单相50/60Hz消耗功率:1.6Kw压缩空气气源:0.4Mpa~0.8Mpa工位主轴方向:顺时针/逆时针步序记忆容量:9999操控方式:触摸屏主轴数:1主轴转速:4000rpm≦适用线径:0.015~0.5绕制线圈高度:25≦绕制线圈外径:¢1~¢50驱动方式:3轴伺服电机引出线位置:可以任意设定角度引出线长度:40~70mm(特殊治具除外)线圈固化方式:预热治具,绕线中通过烘干机构烘干固化每小时产量:500pcs(以每层15圈,2层方形为例)三.设备外形及组成见说明书图1,说明书图2机身:安装各部分部件张力器:伺服型触摸屏:运动控制和参数设置警示灯:遇错误动作启动绕线机构:漆包线的单层或多层绕制烘干机构:漆包线的固化定形其它:气动及电气部件四.工作原理简述所需要绕制的漆包线经由张力器,通过排线机构的过线轮和线嘴,在程序控制下,使漆包线绕主轴治具中心旋转,同时,排线机构轴向移动,绕出单层或多层螺管状音圈.当绕好一个音圈后,脱模轴机构移动回原点,推料气缸动作下料,至此,一个音圈产品的全过程完成.如此循环下去,继续生产.五.设备安装设备的安装现场应有足够的空间.每台设备的安装位置应具备有AC220V±10%,50/60Hz电源,且线径满足2Kw最大功率使用.要留有压缩空气接入口,压力应在0.4Mpa~0.8Mpa之间可稳定使用.机器开箱时,应有检查验收手续.开箱应检查设备在运输中,外观是否有损伤,对随机的文件,随机附件和工具等进行清点,并登记.利用设备本身装配的4只脚轮,可移动设备到安装预定位置.移动到位后,拨动机箱脚罗杆,使设备上升,滚轮离开地面少许.其余3只脚轮照此处理.在设备台面上放置一水平仪,拨动机箱脚罗杆,在设备台面上的纵横两个方向上,水平仪示度均在1/1000以内.接通电源和气源.设备机身可靠接地.设备安装至此完成.六.设备的试运转设备在正式使用前,要进行试运行.试运行,要让对该机型熟练的操作者来开机试运行.试运行前,要检查各联接处,安装处的紧固情况,各润滑点,密封处的情况,加热烘干机构的状况,要排除以上非正常状况.要检查传动带和丝杆是否正常,各电机带动的执行机构是否位置正常,否则,可用手慢慢推行或转动轮带,使其复位为正常.在各部件正常后,操作者可空运转试机.在人机界面板右侧,有电源开关,电脑电源开关,紧急措施下使用电源开关按钮切断电源,见说明书图1.开机前,打开电源开关,电脑电源开关.首先,在人机界面上找到电机启动位,启动电机,再按下复位按钮,就可以在机台右侧按下启动按钮,设备就运转,按下停止按钮,设备就停止运转.复位按钮是用来使各执行件恢复到原始位置用的.七.参数设置接通电源后,人机界面显示开机界面,按下键后,将跳到以下界面:工作界面程序名:显示现在选择程序的程序。
绕线机同步轮偏心轴
绕线机同步轮偏心轴
绕线机是一种用于制作线圈的机器,它可将导线或电缆围绕在一个轴上,形成一定的线圈形状。
在绕线过程中,需要保持导线或电缆在轴上的同步和稳定性,以确保线圈的质量和准确度。
为了实现同步,在绕线机中通常会使用一个同步轮和一个偏心轴。
同步轮是一个固定在机器上并与电机轴连接的轮子,它的转速和方向由电机控制。
偏心轴是一个固定在绕线机上,并与同步轮相连的轴,它的轴心与同步轮的轴心有一定的偏离。
当同步轮开始旋转时,它的运动会通过连杆或齿轮等传动机构传递给偏心轴,使偏心轴也开始旋转。
由于偏心轴的轴心偏离同步轮轴心,因此在旋转过程中,偏心轴会引起同步轮偏离同步位置。
这种偏离会通过一系列传感器或控制器监测,并通过调整电机的转速和方向来实现同步轮和偏心轴之间的同步调整。
通过控制电机的转速和方向,可以实现绕线机中同步轮和偏心轴之间的同步调整,从而确保绕线过程中的线圈质量和准确度。
这种同步调整可以根据需要进行微调,以满足不同线圈的要求。
同时,绕线机还可以根据具体需求调整同步轮和偏心轴之间的偏心程度,以实现不同线圈规格的制作。
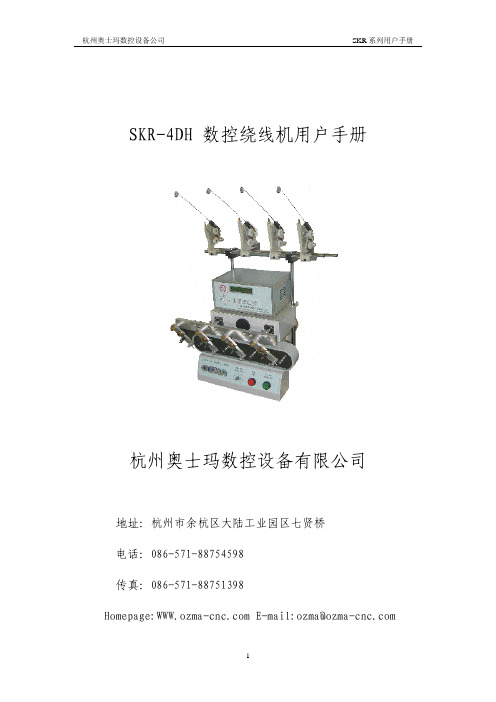
杭州奥士玛数控设备公司 SKR-4DH 数控绕线机 说明书
㈠ 调整 ………………………………………………………10 ㈡ 输入参数 …………………………………………………11 ㈢ 绕线 ………………………………………………………13
◎ 第七章 保养及注意事项…………………………………13
◎ 第八章 疑难解除 …………………………………………14
5、CONTINUE> (0,1)=* 连续/断续 0/1 可设,在多组绕线时,0 表示绕完一组
后需按启/停后绕下一组; 1 表示绕完一组后不需按启/停,系统
㈡ 隐含参数
自行绕下一组
SCH * GLX *.* JD *.* DF *.* ZD *.* FW *.*
刹车设置 0/1 可设,0 表示在待机状态、组与组之间或暂停 时刹车后放开;1 表示在待机状态组与组之间或暂停时刹车 不放开 过拉线 0.0~9.9 可设, 单位:mm,表示在跳槽时排线头过 拉 0.0~9.9mm 后退回下一组的起始点,只在绕制多组自动 跳槽骨架时使用.通常情况下设置成 0.0 绕完后主轴定位设置 0/1 可设,1 表示每组绕完后主轴定 位;0 表示每组绕完后主轴不定位 定位挡片类型选择 0/1 可设,0 表示定位挡片是窄长条; 1 表示定位档片是半圆形 主轴定位设置 0/1 可设,0 表示复位时主轴定位;
可含有多个组数(最大为 16 个组数)
2、PAGES=**
组数 01~16 可设,几个 PAGES 可组成一个产品种类,每个
PAGES 都可设定自己的主轴和排线轴参数
3、SP>主轴参数
Dir=*
主轴转向 0/1 可设,分别表示主轴正转或反转
Tn=***** Sn=*.*
圈数设定 00000~65535 可设,只能设为整数,如要使实际 圈数为小数,则可由 Ea 参数设定 0.0~9.9 可设,排线到一层结束时,排线轴停的匝数,此时 主轴不停。单位:0.2 圈
台达数控定子绕线机伺服系统应用实例
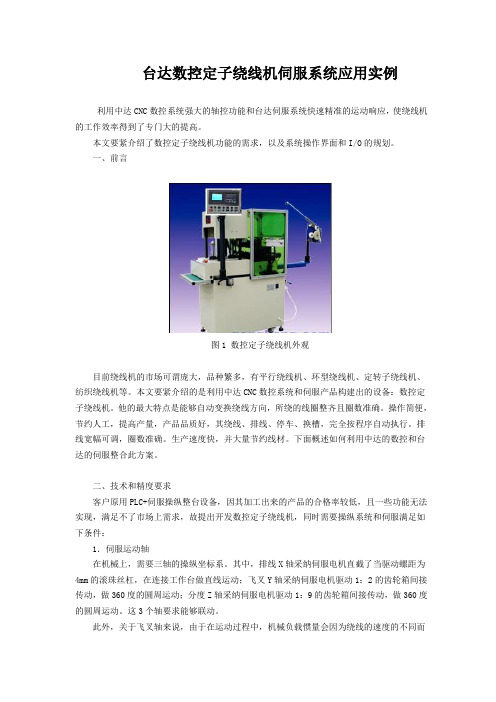
台达数控定子绕线机伺服系统应用实例利用中达CNC数控系统强大的轴控功能和台达伺服系统快速精准的运动响应,使绕线机的工作效率得到了专门大的提高。
本文要紧介绍了数控定子绕线机功能的需求,以及系统操作界面和I/O的规划。
一、前言图1 数控定子绕线机外观目前绕线机的市场可谓庞大,品种繁多,有平行绕线机、环型绕线机、定转子绕线机、纺织绕线机等。
本文要紧介绍的是利用中达CNC数控系统和伺服产品构建出的设备:数控定子绕线机。
他的最大特点是能够自动变换绕线方向,所绕的线圈整齐且圈数准确。
操作简便,节约人工,提高产量,产品品质好,其绕线、排线、停车、换槽,完全按程序自动执行。
排线宽幅可调,圈数准确。
生产速度快,并大量节约线材。
下面概述如何利用中达的数控和台达的伺服整合此方案。
二、技术和精度要求客户原用PLC+伺服操纵整台设备,因其加工出来的产品的合格率较低,且一些功能无法实现,满足不了市场上需求,故提出开发数控定子绕线机,同时需要操纵系统和伺服满足如下条件:1.伺服运动轴在机械上,需要三轴的操纵坐标系。
其中,排线X轴采纳伺服电机直截了当驱动螺距为4mm的滚珠丝杠,在连接工作台做直线运动;飞叉Y轴采纳伺服电机驱动1:2的齿轮箱间接传动,做360度的圆周运动;分度Z轴采纳伺服电机驱动1:9的齿轮箱间接传动,做360度的圆周运动。
这3个轴要求能够联动。
此外,关于飞叉轴来说,由于在运动过程中,机械负载惯量会因为绕线的速度的不同而发生较大的变化,这就要求伺服系统具有优异的稳固性、相应性和对负载变化自适应能力。
2.精度要求机械回零精度:排线轴0.005mm 飞叉轴+/-1度分度轴+/-1度定位精度:0.02mm +/-1度要求操纵系统和伺服系统能够具有检测反馈,来保证机械运动精度。
3.CNC操纵系统因定子绕线机不仅讲究绕的匝数要准确,而且排线出来的密度要平均,即最少需要两轴之间做插补运算,实现联动;画面能够自由规划;要给客户方便传输加工程序,同时能够对NC程序编辑和储备;操纵系统要提供一个D/A口,实现恒张力操纵功能。
绕线机作业指导书
绕线机作业指导书引言概述:绕线机是一种常见的自动化设备,广泛应用于电子、电器、通信等行业中的线缆绕制过程。
为了保证绕线机的正常运行和操作人员的安全,本文将详细介绍绕线机的作业指导,包括机器的基本操作、安全注意事项、维护保养等方面。
一、机器的基本操作:1.1 准备工作在操作绕线机之前,需要确保以下几个方面的准备工作:1.1.1 确认机器的电源是否正常,并进行必要的接地操作,以确保操作人员的安全。
1.1.2 检查绕线机的各个部件是否完好,如夹具、导线轴等,确保其正常运转。
1.1.3 确认绕线机的控制面板是否正常,检查按钮、开关等是否灵便可用。
1.2 操作步骤在进行绕线机的操作时,需按照以下步骤进行:1.2.1 将待绕线材料固定在夹具上,确保其稳定且不易松动。
1.2.2 设置绕线机的参数,包括线径、绕线速度等,根据实际需求进行调整。
1.2.3 启动绕线机并观察其运行情况,确保绕线过程中无异常情况发生。
1.3 绕线质量控制为了保证绕线质量,需要注意以下几个方面:1.3.1 绕线机的绕线速度应适中,过快可能导致线材断裂,过慢则会影响绕线效率。
1.3.2 绕线机的张力控制要适当,过大可能导致线材断裂,过小则会影响绕线质量。
1.3.3 定期检查绕线质量,如线材是否均匀、无明显松动等,及时调整绕线机的参数。
二、安全注意事项:2.1 穿戴防护装备在操作绕线机时,操作人员应穿戴符合要求的防护装备,包括安全帽、防护眼镜、防护手套等,以防止意外伤害的发生。
2.2 遵守操作规程操作人员应严格按照绕线机的操作规程进行操作,不得随意更改机器设置或者操作方式,以免引起安全事故。
2.3 注意绕线机的周围环境绕线机应放置在干燥、通风良好的场所,避免与易燃、易爆物品接触。
同时,绕线机的周围应保持整洁,避免杂物堆积,以免影响机器的正常运行。
三、维护保养:3.1 定期清洁绕线机定期清洁绕线机的各个部件,如夹具、导线轴等,以去除积尘和杂物,保持机器的正常运行。
G603 转子绕线机

G603 转子绕线机控制系统设转子绕线机控制系统如图1 (a)所示,图1 (b)为相应的结构图,绕线机用直流电机来缠绕铜线,能快速准确地绕线,并使线圈连贯坚固。
采用自动绕线机后,操作人员只需从事插入空的转子,按下启动按钮盒取下绕好线的转子等简单操作。
图1 转子绕线机控制器设计的具体要求是:)(s G c 1) 系统对斜坡输入响应的稳态误差小于10%,静态速度误差系数10=v K ;2) 系统对阶跃输入的超调量在10%左右;3) 按%2=∆要求的系统调节时间为3s 左右。
解:由图1 (b)可见,系统为I 型系统,在单位斜坡输入作用下,稳态误差vK 1)(=∞ss e 式中 50)(K lim 0v S G c s →=)(S G c 为待设计的控制器(校正网络)。
首先考虑采用简单的增益放大器,1)(K S G c =,则系统的速度误差1K 50)(=∞ss e 可见为了提高系统的稳态精度,必须采用高增益,但过高的对系统的稳定性和动态性能都会产生不利的影响。
图2给出了不同值下的系统响应,可看出,当时,系统的,1K 1K 5001=K 10=v K %01)(=∞ss e ,刚好满足设计要求,但系统对阶跃输入的%70%=σ,,远大于设计指标值。
因此必须采用较为复杂的校正网络。
8s =s t图2 简单增益器的瞬态响应由于超前校正网络能改善系统的动态响应性能,因此常时选用如下超前校正网络:)1()1()()()(11T s aT s K p s z s K s G c ++=++=,且aT z 1=,Tp 1=,故az p =p z <式中,。
系统校正后的开环传递函数为 ))(10)(5()()(1p s s s s z s K s G ++++=根据主导极点思想,可将校正后的系统等价为二阶系统。
由%σ及要求,可近似求出系统的阻尼比s t ζ及要求的相角裕度γ。
由性能指标要求值:、无阻比自然频率n ω%10%100%21/==--ζπζσe %)2(34.4=∆==s t n s ζω59.0=ζ,49.2=n ω,再由公式 解得242412arctanζζζγ-+= 求出。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
G603 转子绕线机控制系统
设转子绕线机控制系统如图1 (a)所示,图1 (b)为相应的结构图,绕线机用直流电机来缠绕铜线,能快速准确地绕线,并使线圈连贯坚固。
采用自动绕线机后,操作人员只需从事插入空的转子,按下启动按钮盒取下绕好线的转子等简单操作。
图1 转子绕线机
控制器设计的具体要求是:
)(s G c 1) 系统对斜坡输入响应的稳态误差小于10%,静态速度误差系数10=v K ;
2) 系统对阶跃输入的超调量在10%左右;
3) 按%2=∆要求的系统调节时间为3s 左右。
解:由图1 (b)可见,系统为I 型系统,在单位斜坡输入作用下,稳态误差
v
K 1)(=∞ss e 式中 50)(K lim 0
v S G c s →=
)(S G c 为待设计的控制器(校正网络)。
首先考虑采用简单的增益放大器,1)(K S G c =,则系统的速度误差
1
K 50)(=∞ss e 可见为了提高系统的稳态精度,必须采用高增益,但过高的对系统的稳定性和动态性能都会产生不利的影响。
图2给出了不同值下的系统响应,可看出,当时,系统的,1K 1K 5001=K 10=v K %01)(=∞ss e ,刚好满足设计要求,但系统对阶跃输入的%70%=σ,,远大于设计指标值。
因此必须采用较为复杂的校正网络。
8s =s t
图2 简单增益器的瞬态响应
由于超前校正网络能改善系统的动态响应性能,因此常时选用如下超前校正网络:
)1()1()()()(11T s aT s K p s z s K s G c ++=++=
,且aT z 1=,T
p 1=,故az p =p z <式中,。
系统校正后的开环传递函数为 ))(10)(5()()(1p s s s s z s K s G ++++=
根据主导极点思想,可将校正后的系统等价为二阶系统。
由%σ及要求,可近似求出系统的阻尼比s t ζ及要求的相角裕度γ。
由性能指标要求值:、无阻比自然频率n ω
%10%100%21/
==--ζπζσe %)2(34
.4=∆==s t n s ζω
59.0=ζ,49.2=n ω,再由公式 解得242412arctan
ζζζγ-+= 求出。
明确上述频域设计要求后,可采用如下步骤在频域内设计超前校正网络: 602.59≈=γ
1) 由)(∞ss e 要求,取500,绘出未校正系统的伯德图(图3),并计算已有相角
裕度。
K 1=2) 确定所需的附加超前相角m ϕ。
3) 根据最大超前角公式
m 1sin 1
a a ϕ-=
+ 计算超前网络的分度系数 m m
1sin 1sin a ϕϕ+=- 4)计算,在未校正系统的伯德图上确定与幅值增益10lg a 10lg a -对应的最大超前角频率m ω,如图所示。
3
图3 未校正系统伯德图
5)在频率m ω附近绘校正后系统的对数幅频渐近线,该渐近线在m ω处与0dB 线相交,斜率加上;由该渐近线与未校正系统对数幅频交其斜率等于曲线的点,可确定超前校正网络的零点未校正时的20/dB dec z ;由p az =得到超前校正网络的极点p ;
6)绘制校正后系统的伯德图如图,4所示,检验所得系统的相角裕度是否满足设计要求,若不满足,则重复以上设计步骤;
7)加大系统增益,例如取1K 11800K =,以补偿由超前校正网络带来的幅值衰减(1a )。
图4 超前校正后的Bode 图
8)仿真计算系统的阶跃响应,验证最后的设计结果,若不能满足要求,则重复前面的设计步骤。
图5 超前校正系统阶跃响应
本例设计结果为:,3.5z =25p =,11800K =。
于是
1800( 3.5)()25
c s G s s +=+ 校正后系统的阶跃响应表明,系统引入超前校正网络后,相角裕度明显增大,动态性能得到很大改善,超调量及调节时间已能满足设计要求,但校正后系统的静态速度误差系数
1800 3.5 5.0410K 51025
v ⨯==< ⨯⨯
使得系统斜坡响应的稳态误差高达20%,不符合设计指标要求。
为了减少系统稳态误差,尝试用根轨迹法设计滞后校正网络,其传递函数为
1(),()c K s G s p z ()z s p +=
<+ 设计滞后校正网络的已知条件为:0.59ζ=和 2.49n ω=,由此可确定闭环主导极点的区域;滞后校正网络的设计步骤可归纳如下:
6所示。
2) 根据1) 绘制未校正系统的根轨迹,如图
0.59ζ=, 2.49n ω=确定预期主导极点的容许区域,在未校正系统的根轨迹上确定校正后的预期主导极点(如图6所示)。
图6 校正前根轨迹
3) 计算预期主导极点对应的根轨迹增益和未校正系统的速度误差系数。
4) 计算,本例要求。
导极点(图7)。
v K '/v v b K K '=10v K ≥5) 根据求得的b ,配置滞后校正网络的零、极点,使校正后系统的根轨迹经过预期主
图7 校正后的根轨迹
在本例设计过程中,根据选定的预期主导极点,可计算根轨迹增益的取值,得到,为满足的设计要求,计算合适的b 取值,得到1100K =10v K ≥10b =;在配置滞后校正网络的零极点时,取零点,极点0.1=-z 0.01p =-,以免明显改变校正后系统的根轨迹形状,所设计的滞后校正网络为
100(0.1)()0.01
c s G s s +=+
图8 校正后的系统阶跃响应
6)仿真校正后系统的阶跃响应,如图8所示,检验设计结果,如果需要,重复上述设计步骤。
明,校正后系统在超调量和调节时间方面,基本满足设计要求,静态速度误差系数达1结果
检验表到20K 。
若重复以上设计过程,或考虑采用超前-滞后校正网络,还可进一步改进已有结果。
表归纳了本例的三种设计结果。
表1 三种设计
v。