2011注塑机锁模装置设计
基于AMESim的注塑机锁模系统设计与仿真

统如图 3 所示。其中普通机械、液压部分组件及传感 器直接由 AMESim 液压元件及机械元件库调用; 满油 阀组件需要根据满油阀结构及功能调用液压元件基本 元素库来搭建; 伺服电机及驱动器模型可简化为一阶 惯性 环 节, 其 中 开 环 增 益 为 1 500, 时 间 常 数 为 0. 012 s[2]。
Keywords: Injection molding machine; Clamping system; Electro-hydraulic servo system; Simulation
塑料注射成型机是实现塑料加工最主要的一种机 械设备,其锁模部分用来完成模具快速闭合、开启及 顶出制品等功能,同时在模具闭合时为模板提供足够 的锁模力,以抵抗熔融态塑料进入模腔成型时产生的 模腔压力,防止模具涨开造成飞边等残次制品,是注 塑机重要的机构之一。为进一步节能、增效和降低污 染,注塑机生产厂商一方面革新动力及传动机构推出 全电动注塑机; 另一方面出于成本、技术等因素考 虑,仍积极对电液混合型注塑机采用电液伺服技术等 以提高机器效能。
分析图 4 可知: 锁模系统的各段合模速度、各动 作切换位置及在运动过程中的系统压力变化符合注塑 生产的要求,较好地完成预定动作 ( 低速合模、快速 合模、低压锁模和高压锁模) ,各动作之间的切换点位 置精度达到了 ± 0. 1 mm,同时在低压段系统压力维持 在一个较低的值 ( 约 1. 5 MPa) ,若意外升高则可使电 机停转并转入泄压动作实现预定低压保护功能。
采用伺服电机直接驱动油泵结构的液压系统,其 油源压力取决于外负载,在模具闭合之前锁模系统运 行过程中采用速度控制,系统仅受惯性负载,压力也 维持在一个恒定值附近。模具闭合后在锁模油缸容积 一定的情况下,油泵继续供油将使油缸内压力升高, 由流体力学可知压力区的压力变化快慢取决于有效流 量的大小,这样控制伺服电机的转速大小就可以决定 锁模油缸内压力升高的快慢,也采用 PI 控制器调节, 增益为 0. 007,时间常数为 40 s。通过传感器检测油 泵出口压力,一旦压力达到系统设定值,则电机停止 运转,系统转入其他动作。 3 系统仿真及结果分析
注塑机低压锁模设置流程
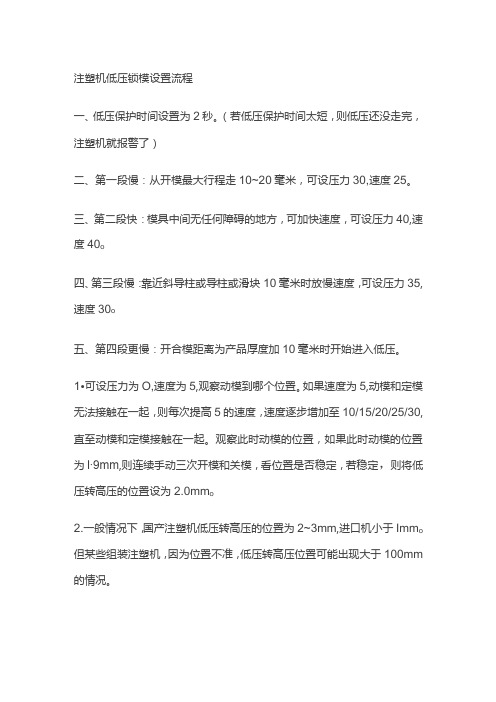
注塑机低压锁模设置流程一、低压保护时间设置为2秒。
(若低压保护时间太短,则低压还没走完,注塑机就报警了)二、第一段慢:从开模最大行程走10~20毫米,可设压力30,速度25。
三、第二段快:模具中间无任何障碍的地方,可加快速度,可设压力40,速度40o四、第三段慢:靠近斜导柱或导柱或滑块10毫米时放慢速度,可设压力35,速度30o五、第四段更慢:开合模距离为产品厚度加10毫米时开始进入低压。
1•可设压力为O,速度为5,观察动模到哪个位置。
如果速度为5,动模和定模无法接触在一起,则每次提高5的速度,速度逐步增加至10/15/20/25/30,直至动模和定模接触在一起。
观察此时动模的位置,如果此时动模的位置为l∙9mm,则连续手动三次开模和关模,看位置是否稳定,若稳定,则将低压转高压的位置设为2.0mm o2.一般情况下,国产注塑机低压转高压的位置为2~3mm,进口机小于Imm o 但某些组装注塑机,因为位置不准,低压转高压位置可能出现大于100mm 的情况。
六、设置高压压力和速度,可设压力为50,速度为25o不断提高压力,每次提高5,看模具是否起高压。
七、设置注塑机合模参数,观察模具是否起高压的方法:(1)注塑机屏幕显示"慢速锁模-快速锁模-低压锁模-高压锁模-锁模停止",若出现"锁模停止"则表示正确起高压了。
(2)注塑机屏幕陆续在"慢速-快速-低压-高压"亮灯,特别是经过高压时亮灯然后又快速熄灭。
(3)注塑机的系统压力表快速增加到5~IOMPa,又快速回落至O o(4)模具中间放一张纸,看注塑机是否报警(发出警报声),动模是否快速和定模分开。
(5)观察注塑机的机绞是否伸直。
如果起高压的时候,机绞一定是伸直的。
(6)某些注塑机,起高压的时候,动模位置是为0的。
(7)正确起高压的时候,合模的声音比较特殊,嗒的一声。
八、不同品牌的注塑机,开合模速度完全不一样。
中型注塑机锁模装置结构设计

中型注塑机锁模装置结构设计摘要本篇设计是中型注塑机锁模装置结构设计,注塑机锁模装置可保证成型模具可靠的闭合和开启及顶出制品,文章主要介绍了注塑机锁模装置的类型以及结构和液压缸的选型计算等等。
随时时代的发展和工业的进步,液压工业对其提出了新的要求。
中型注塑机锁模装置液压控制系统在注塑模具的工作中起着重要的作用,它直接影响着塑件的成型与模具的性能,因此中型注塑机锁模装置液压控制系统的设计是当今液压工业发展的必然趋势,在以后的若干年里,也会起到越来越重要的作用。
本次设计是关于中型注塑机锁模装置结构的设计,通过对新式的中型注塑机锁模装置的结构和液压方面进行设计,使得此种类型的中型注塑机锁模装置的使用范围更广泛,在塑料模具领域也会起到越来越重要的作用。
关键词:中型注塑机锁模装置、液压缸、控制、作用。
Structure Design Of Locking Device For Medium Sized InjectionMolding MachineAbstractThis design is a medium-sized injection machine mould locking device structure design, injection molding machine lock mould device can ensure reliable mold closing and opening and ejection products. This article mainly introduces the injection molding machine lock mould device type and structure and the hydraulic cylinder selection calculation and so on. With the development of the times and the progress of industry, hydraulic industry put forward new requirements to it. Medium-sized injection molding machine lock mould device of hydraulic control system in injection mold work plays an important role. It has a direct impact on the plastic parts molding and mold performance. Therefore, medium-sized injection molding machine lock mould device of hydraulic control system design is the inevitable trend of the current hydraulic industrial development, in the next few years, play a more and more important role.This design is a mold device structure design of medium-sized injection molding machine lock, through the new medium injection molding machine lock mould device of the structure and hydraulic design, making this type medium-sized injection molding machine lock clamping apparatus using range more widely, in the field of plastic mold will play a more and more important role.Key words: medium-sized injection molding machine clamping device, hydraulic cylinder, control, effect.目录摘要 (I)Abstract (II)1引言 (1)1.1本课题研究的内容 (1)1.2锁模机构的类型与选则 (4)1.3液压技术在注塑机锁模装置方面的发展 (6)2注塑机锁模装置总体结构的设计 (7)2.1注塑机锁模装置的总体方案图 (9)2.2注塑机锁模装置的工作原理 (10)2.3 零部件的结构设计 (10)2.3.1尾板的结构设计 (11)2.3.2移动板的结构设计 (11)2.3.3固定板的结构设计 (12)2.3.4连杆的结构设计 (12)3液压系统的设计 (12)3.1液压传动的基础知识 (13)3.2确定系统方案 (13)3.3拟定液压系统图 (13)3.3.1液压缸伸缩液压回路系统图的确定 (14)3.4阀类元件及辅助元件的选择 (15)4肘杆机构的结构设计和特性分析 (15)4.1肘杆机构的参数确定 (16)α (16)4.2肘杆机构的运动行程与最大起始角m ax4.3动模板的运动速度 (17)4.4肘杆机构力的放大倍数 (17)α和变形力的计算 (17)4.5临界角04.6油缸推力 (18)5液压缸的设计计算 (19)5.1液压缸的类型及结构形式 (20)5.2液压缸的工作压力 (21)5.3计算液压缸的尺寸 (22)5.4液压缸各工作阶段的压力、流量和功率计算 (23)5.5液压缸工况图 (25)5.6液压缸推力的计算 (26)5.7液压系统的压力损失计算 (28)5.8缸筒的设计与计算 (30)5.9缸筒壁厚的验算 (31)附录 (32)结论 (34)致谢 (35)参考文献 (36)1 绪论1.1 本课题研究的主要内容由于我国注塑机设备行业起步晚、起点低,整体上仍然相当落后。
【CN209971509U】吹塑机锁模装置【专利】

(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920614014.0(22)申请日 2019.04.30(73)专利权人 山东通佳智能装备有限公司地址 272000 山东省济宁市高新区黄金大道16号(72)发明人 张建群 戴强 杨如方 (74)专利代理机构 济宁汇景知识产权代理事务所(普通合伙) 37254代理人 曾孟勍(51)Int.Cl.B29C 49/56(2006.01)(ESM)同样的发明创造已同日申请发明专利(54)实用新型名称吹塑机锁模装置(57)摘要吹塑机锁模装置,包括锁模油缸、锁模插头、锁模头、转动接头;所述锁模油缸与吹塑机一侧的活动模板固定相连,锁模油缸活塞杆朝向活动模板内侧,插头法兰通过连接结构与锁模油缸活塞杆前端相连;锁模头空腔内设置有防退卡板,所述防退卡板中部开设有与防退头形状尺寸适配的十字形通孔;所述转动接头包括与另一侧活动模板以转动方式连接的接头转轴,接头转轴横穿活动模板,接头转轴朝向活动模板内侧的一端通过连接结构与锁模头后端相连,接头转轴朝向活动模板外侧的一端设置有防止接头转轴水平位移的防退结构;接头转轴能够通过外力作用绕接头转轴中轴线转动;本实用新型为机械锁模,结构简单,皮实耐造,后期维护简单。
权利要求书1页 说明书4页 附图5页CN 209971509 U 2020.01.21C N 209971509U1.吹塑机锁模装置,包括锁模油缸(1)、锁模插头(3)、锁模头、转动接头;其特征在于所述锁模油缸(1)与吹塑机一侧的活动模板(2)固定相连,锁模油缸(1)活塞杆朝向活动模板(2)内侧,锁模插头(3)包括中轴,中轴一端固定连接有插头法兰,中轴另一端固定连接有十字形板状防退头;插头法兰通过连接结构与锁模油缸(1)活塞杆前端相连;所述锁模头为中心开设空腔的圆筒形结构,锁模头空腔内设置有防退卡板(41),所述防退卡板(41)中部开设有与防退头形状尺寸适配的十字形通孔;所述转动接头包括与另一侧活动模板(2)以转动方式连接的接头转轴(12),接头转轴(12)横穿活动模板(2),接头转轴(12)朝向活动模板(2)内侧的一端通过连接结构与锁模头后端相连,接头转轴(12)朝向活动模板(2)外侧的一端设置有防止接头转轴(12)水平位移的防退结构;接头转轴(12)能够通过外力作用绕接头转轴(12)中轴线转动。
锁盖的双分型面注塑模设计
塑料成型工艺与模具设计项目实施报告项目名称:双分型面注塑模设计学生姓名:王建愧 AND 徐小婷指导老师:莫盛秋班级:模具093班组别:第二组时间: 2011-3-26常州信息职业技术学院目录第一章:塑件的材料及结构分析 (3)1、塑件的原材料分析 (3)2、塑件姐都工艺性分析与精度分析 (3)3、材料成形工艺参数 (3)第二章:注射机的选用 (4)1、计算塑料件的体积、质量 (4)2、确定模具型腔数目 (4)3、选则注塑机型号 (4)第三章:注射模的结构设计 (5)1、分型面的选择 (5)2、型腔布局 (5)3、浇注系统的设计 (6)4、确定塑件推出方案 (10)5、成型零件的设计 (10)6、选择标准模架 (14)7、检验模架与注射机的关系 (15)8、温度调节系统 (15)9、排气系统 (15)10、注射机的校核 (16)第四章.装配图零件图 (17)1、装配图 (17)2、零件图 (17)第一章、对塑件进行工艺分析1、塑件所用材料的特性材料:聚丙烯(PP)聚丙烯无色、无味、无毒;外观似聚乙烯,但比聚乙烯更透明、更轻;他不吸水,光泽好,易着色;屈服强度、抗拉强度、抗压强度和硬度及弹性比聚乙烯好;定向拉伸后可以制作铰链,有特别高的抗弯曲疲劳强度。
如用聚丙烯注射成一体铰链(盖和本体合一的各种容器),经过7×107次开闭弯折未产生损坏和断裂现象。
聚丙烯熔点为164℃~170℃,耐热性好,能在100℃以上的温度下进行消毒灭菌。
其低温使用温度达-15℃,低于-35℃时会脆裂。
聚丙烯的高频绝缘性能好,而且不吸水,绝缘性能不受湿度的影响。
但在氧、热、光的作用下及易解聚、老化,所以必须加入防老化剂。
聚丙烯可以用于各种机械零件如法兰、接头、泵叶轮、汽车零件和自行车零件,水、蒸汽,各种酸碱等的输送管道,化工容器和其他设备的衬里、表面涂层,制造盖和本体合一的箱壳,各种绝缘零件,并用于医药工业。
2、塑件结构工艺性分析及尺寸精度分析①结构分析见零件图,该零件图由圆弧组成的,在零件的两端有锥头孔,中间为圆孔及矩形孔组合而成,尺寸如图所示,根据零件图可知模具设计时无需设置复杂机构,该零件属于中等复杂程度。
XS_ZY_120A塑料注射成型机合模装置的设计

文章编号:1005-2895(2001)04-0033-03XS -ZY -120A 塑料注射成型机合模装置的设计高秀兰 (宝鸡文理学院机械工程系,陕西宝鸡721007) 摘 要:介绍了XS -Z Y -120A 型塑料注射成型机合模装置的设计,主要包括其主要功能结构、工作原理、模板距离调节机构、推出机构及其液压系统,并分析了其优缺点。
关 键 词:塑料注射机;液压—单曲肘合模装置;推出机构中图分类号:T Q 320.66+2 文献标识码:B收稿日期:2001-07-02作者简介:高秀兰(1965-),女,陕西扶风县人,宝鸡文理学院讲师,工学学士,主要研究方向为机械设计,CA D/CA M.1 引 言在塑料注射成型机中,合模装置的设计是否合理,关系到成型模具能否可靠地闭锁、开启;方便、可靠地取出塑料制品;以及塑料注射成型机生产率的提高。
可见,合模装置的设计在塑料注射成型机的设计中占据着比较重要的地位。
2 XS -ZY -120A 型塑料注射成型机的工作原理注射成型机的示意图如图1所示。
注射成型机的注射过程由三个阶段组成:呈粒状的塑料原料被输送机送到料斗9中,再落入料斗出口处的螺杆8内,然后被螺杆连续均匀地向前输送。
螺杆在输送物料的过程中,逐渐压实物料,并在料筒外加热和螺杆剪切热的作用下,将物料加热到粘流态。
粘流态的塑料被螺杆推送到螺杆头部积聚,压力逐渐升高。
当此压力升高到一定值时,压力阀换向,注射油缸11的活塞退回,带动螺杆后退,对螺杆头部物料进行计量。
螺杆退回到一定位置,其头部的熔料增多到所需的注射量时,限位开关动作,使螺杆停止后退和转动,预塑完毕。
同时,合模机构在合模油缸的推动下移动动模5使模具闭合,整个注射座也前移,使喷嘴对准模具的主浇道口。
然后,注射油缸切换,带动螺杆按要求的注射压力和注射速度将熔料注入到模腔内。
注射完毕,就完成了第一阶段工作。
第二阶段是保压。
在熔料充满模腔后,螺杆仍然不图1 注射成型机示意图1-顶杆固定板 2-顶出底板 3-动模安装板4-顶杆 5-动模 6-定模 7-定模安装板8-螺杆 9-料斗 10-电机 11-注射油缸停地转动,不断向模腔内补充制品冷却收缩所需要的物料,保持熔料一定的压力,防止模腔中熔料可能产生的反流。
注塑机锁模弹性螺母结构设计与分析

5 弹性螺母 3 D 模 型
( b ) 掸 性螺 母
图 6 螺 母 有 限 元 计 算 结 果
2 有 限 元计 算试 验 与分 析
采用 S o l i d Wo r k s 软件 按上述 关键 参数建立如 图 5
关键 词 :注塑机;弹性螺母;有限元计算
0 引言
目前注塑机 的运 行速度越来越 快 , 如何保证重要 部件 的强度 , 延长使用 寿命是制造 企业最关心 的问题 之 一¨ J 。拉杆是承载锁模 力的重要 部件 ,其主要失效 原因为螺母与拉杆 配合处 的应 力集 中导致疲 劳断裂[ 2 1 。 现在 常见的解决拉杆 断裂 的方法有 : 1 )选择泊松 比不
所示。
同的材质配合 ,螺母 一般 使用纯铜制造 ,材料成本较
;2 1单配螺母 的每个 牙距 ,但加工难度大 、生产 效率 低 、成 品率不 高,只能用 于高端机型 【 4 】 。当前使 用 有 限元计 算对 设计 方案 进 行初 步分 析试验 己成为 趋势 【 5 J ,本文提 出变截面 的弹性螺母 ,使用有限元计 算最 优螺母截 面积 ,实现 低成 本降低应力集 中问题 。
旦 应 用 技 术
注 塑机 锁 模 弹 性 螺 母 结 构 设 计 与分 析
李 博怀 刘宏 张 远 波
液压注塑机安全联锁防护装置的设计

molding m achine industry,the manufactures need to know how
to make the domestic injection molding machine to meet nationaI
standards and even internationaI standard.in order to im prove
停 【h运 行 身 伤
:
。
安 全 联锁 开关 对较 少进 出操 作 区域 的应用 提供 一 种
2 注 塑 机 的 典 型 危 险
域 的防 护装 置被打 开 ,人体 将可 以进 入开 模时模 板 后方 区域 ,可 能 造成挤 压 的危 险 ,抽 芯和 顶 出机构 的运 动也
卧 式 注塑 机 一般 可 分为 5个 区域 :模具 区域 、合 模 机构 区域 、喷 嘴 区域 、塑化 区域 及注 射成 型机 构 区域 、
the competitiveness of domestic iniection molding m achine. Based on the standard of G B 22530。EN 201 and ISO 14119. this paper discusses how to reduce the risk of the tpicaI risk of injection moulding machine based on the safety interlock guard device and provides the product solution.
定 式 防 护 装 置 、联 锁 活 动 防 护 装 置 等 。 而 由于 合 横 区 域
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑机锁模装置设计
学院:机械工程学院专业班级:塑料机械0301班
姓名:邱华指导教师:刘俊萍
摘要:锁模装置可保证成型模具可靠的闭合和开启及顶出制品。
作者重点分析和计算了
双肘杆机构的特性并进行了结构设计,采用AutoCAD作图解决了较为复杂的计算问题。
最后设计了调模装置。
关键词:注塑机;双肘杆锁模机构;图解法
The Design of Closed-mold Device for the Injection Molding Machine
Abstract The closed-mold device is used to ensure the process of closing and opening of the mould and to eject the products. The author mainly analyzed and calculated the character of double-toggle mechanism and designed the structure .By means of AutoCAD, the author mapped and solved more complex calculation problems. Finally, the device to adjust mould is designed.
Key words injection molding machine;double-toggle clamping mechanism;
graphical method
1锁模机构的类型与选则
锁模装置的种类较多,按工作原理分,主要有液压式(直压式)和肘杆式(机械式)两大类型。
他们都是由模板、拉杆、锁模机构、顶出机构及其它附属装置组成。
肘杆式又分单曲肘和双曲肘式,双曲肘机构按组成曲肘的铰链数可分为四孔型和五孔型;如按曲肘排列位置又分为斜排式和直排式。
目前最多采用的是五孔斜排形式,由于这种双曲肘式结构对称,结构紧凑,增力作用大,运动特性好,所以选择双肘杆式锁模装置。
机构简图如图1。
图1五孔斜排式双曲肘机构简图图2 运动行程与各参数的图解图
2 肘杆机构的结构设计和特性分析
2.1 肘杆机构的参数确定
当动模板的行程S m给定后,综合考虑使机构具有较小的轴向尺寸、较大的增力作用、较高的
速度及可平稳变速,确定了各杆件的尺寸。
2101=l mm ,5.2622=l mm , 1254=l mm ,
1905=l mm ,︒=5min θ,︒=15γ,189=d e mm ,=e 41.2mm, 杆长比8.0=λ。
2.2 肘杆机构的运动行程与最大起始角max α
机构在某一位置时,模板行程m s 可表达为:
[
]
max max 2
2122max 1min 21cos sin cos cos )(θααθl l l l l s m -+
-+= (1)
其中 α
αθ2
21
22
1sin cos sin l l l e
-+
=
(2)
已知移模行程S m =315 mm ,如何求得机构的最大起始角?如果将S 代入(1)式求是非常困难的。
这里采用了AutoCAD 作图解决了这个问题,作图过程如图2,将315mm 分为5等份,从闭模状态开始逐个画出各杆件对应的确定位置,最后到开模位置,得杆1两个极限位置的夹角即是最大起始角,为89°。
同是也得到了移模油缸的行程S 0=377mm 与不同位置对应的诸多角度,为下面计算模板速度与机构放大倍数做好了准备。
将作图得到的max α重新带回公式(1)、(2)计算,得到S m =314.82 mm ,相对误差仅为0.057%,所以CAD 的作图精度完全能够满足设计要求。
2.3 动模板的运动速度
将各位置对应的参数代入相应的速度计算公式,可得模板的速度列表1。
从表1可看出:移模油缸刚启动时,移模速度从零开始逐渐变快;中间速度较高且平稳;即将闭模时快速减至零。
符合我们对模板速度的要求。
2.4 肘杆机构力的放大倍数
肘杆机构具有力的放大能力,力的放大倍数M 表示在合模过程中移模力P m 与油缸推力P 0之比。
移模过程中,力的放大倍数随移模行程不断变化,在行程终点最大,证明机构在合模时有较大的增力作用,符合设计要求。
结果列表1。
A 2.5 临界角0α
和变形力的计算
肘杆、动模、定模、后固定模板与拉杆组成了一个封闭框架,合模时,油缸通过肘杆机构推动动模板前移,当动模与定模接触时,两肘杆尚未伸直为一直线,此时的α称临界角。
肘杆继续运动,
各构件产生弹性变形,动模板、肘杆受压,拉杆受拉。
机构变形力为肘杆机构在锁紧模具过程中,因系统发生弹性变形而形成的实际锁紧力,它取决于合模机构变形量的大小。
封闭框架形成的预紧力可保证塑料熔体充模后动、定模不分离,从而使制品具有较高的精度。
变形力是移模油缸的负荷,合模时油缸推动肘杆机构,因机构有增力作用,产生移模力克服变形力将模具锁紧,这也是肘杆机构正常工作的条件。
经计算临界角为5.15°。
变形力在临界角内的计算值见表2,肘杆完全伸直时,变形力等于合模力,即P C =1100 kN, 满足设计要求。
临界角
c
l P cm )1(656710λα+=
(3)
机构变形力 C P =
)(6567
)1(2
2
01ααλ-+c l (4)
2.6 油缸推力
油缸推力在合模过程中是变化的,开始与最后均为零,在中间有最大值。
经计算理论值为67kN ,考虑效率和结构设计等缘故,合模油缸拉力最后选定为95 kN 。
3 肘杆机构的强度校核
3.1 肘杆的疲劳强度校核
肘杆在工作时处于反复的拉伸-压缩状态,所以要进行疲劳强度校核。
肘杆的截面积为 452cm ,选肘杆的材料为45调质(840°C 淬火,510°C 回火),查表得: 4051=-σMPa 取n=1.6,σk =1.8,1=τk
经计算: 肘杆的计算应力 =σ122.16MPa
材料的耐疲劳许用应力 []1-σ=140.63MPa 疲劳强度校核通过
3.2 超载时的静强度验算
MPa b 934=σ,安全系数n=1.8,载荷系数为1.4
肘杆的最大拉应力 0
max 4.1ZF P cm t =σ=
45
210
11004.13
⨯⨯⨯=171.11 MPa
材料的许用应力 []n
y
t σ
σ=
=
8
.1934 =518MPa 静强度校核通过
3.3 销轴和轴套设计
销轴和轴套是保证肘杆机构正常工作的重要零件。
由于销轴和轴套在设计时尺寸受限,工作条件较恶劣,制造与安装精度、润滑条件等对其寿命影响较大,所以它又是肘杆合模机构中最容易损坏的部件。
当承受较大载荷时,常用的结构是采用多剪切面的销轴。
多剪切面的销轴可使结构紧凑、接触面上的负荷分布均匀,对摩擦面的工作条件也有较大改善。
根据所设计的锁模机构特点,选择销轴和轴套的材料为40Cr 。
销轴直径为30mm ,轴套外径为40mm 。
设计四个剪切面,每个销轴均有润滑油口。
3.3.1 剪切强度校核
销轴的强度主要决定于剪切应力,而弯曲应力因影响较小,在计算中给予适当的修正就可以。
因此,销轴的强度可按纯剪切考虑,设计为4个剪切面。
经计算:
剪切应力 τ=107MPa 许用剪切应力 ][τ=112MPa 剪切强度校核通过 3.3.2 轴套接触应力计算
因为销轴和轴套是在高压和低润滑速度(0.05-0.1m/s )情况下工作,当接触负荷高到一定程度之后,接触面之间的油膜遭到破坏,而出现摩擦面局部金属粘着,造成表面金属剥落。
所以在一般情况下,销轴尺寸不取决于剪切强度条件,而由销轴和轴套的接触应力所决定。
经计算:
接触应力 Q=256.38MPa 许用接触应力 [Q]=300MPa 接触强度校核通过
4 调模装置设计
调模装置是用来调整动模板与定模板之间距离,其作用是适应不同厚度的注塑成型模具。
考虑合模力大小和机构的适应性,选择拉杆螺母调距。
此结构是通过改变后固定模板的位置来实现调整的。
结构见图3,由液压马达驱动小齿轮,小齿轮带动大内齿圈转动,大齿圈再带动四个调模螺母转动,而调模螺母内孔与拉杆为螺旋传动,同时调模螺母固定在后固定模板上,它既转动又移动,从而使整个肘杆机构前后移动,达到调模的目的。
大齿圈可使四个调节螺母同步调节。
1-移模油缸;2-后固定模板;3-后肘杆4-前肘杆;
5-动模板;6-定模板;7-拉杆;
8-顶出油缸;
9-液压马达;10-轴承;
11-调模螺母;12-大齿圈。
图3 双曲肘锁模装置简图
10
1112
5 总结
着重对双肘杆机构的特性进行了分析与计算,尝试运用图解与计算相结合的方式,解决了较为复杂的计算问题,也为以后从事设计提供了一种方法和思路。
参考文献
[1] 北京化工学院,华南工学院合编.塑料机械设计.北京:轻工业出版社,1982. [2] 北京化工学院.塑料成型机械.北京:轻工业出版社,1982.
[3] 北京化工学院,华南工学院合编.塑料机械液压传动.北京:轻工业出版社,1982. [4]《机械设计手册》联合编写组. 机械设计手册.北京:燃料化学工业出版社,1970.。