酒精废液方案分解
酒精回收的原理

酒精回收的原理酒精回收是指通过特定的工艺和设备将含有酒精成分的废液或废气进行处理,使其回收并提炼出可再利用的酒精物质。
酒精回收主要应用于工业生产、医药、饮料等领域中,具有节约资源、降低环境污染等重要意义。
酒精回收的原理主要可以分为物理、化学和生物三个方面。
一、物理方法物理方法主要是通过改变物质的物理状态来实现酒精的回收。
常见的物理方法有蒸馏、吸附、升华等。
1. 蒸馏法:利用不同物质(酒精和水)的沸点差异,将废液加热并使其蒸发,通过冷凝收集蒸馏液。
在不同的蒸馏温度下,酒精和水的沸点有所差距,通过控制温度可以实现酒精的回收。
2. 吸附法:利用吸附剂对废液进行处理,将废液中的酒精吸附到吸附剂表面,并通过温度变化或其他方式将酒精从吸附剂上解吸出来,达到回收的目的。
3. 升华法:废液中的酒精可以经过特定的条件(如真空环境)下升华成气体,然后通过冷凝装置使其回复成液体,从而实现酒精的回收。
二、化学方法化学方法主要是通过化学反应来实现酒精的回收。
常见的化学方法有酸碱中和、还原、脱水等。
1. 酸碱中和法:将废液中的酒精与酸或碱溶液进行反应,使其生成沉淀或溶解物,并通过沉淀分离或进一步处理,最终提取酒精。
2. 还原法:将废液中的酒精与还原剂进行反应,使其还原成为可沉淀或可析出的物质,然后通过分离和加工提取其中的酒精。
3. 脱水法:通过添加脱水剂,将废液中的水分脱除,从而浓缩酒精成分,然后通过其他方法(如蒸馏)进一步提取酒精。
三、生物方法生物方法主要是利用微生物或酶对废液中的酒精进行降解或转化,将其转化为可再利用的物质。
常见的生物方法有微生物发酵、酶解等。
1. 微生物发酵法:通过添加适当的微生物,使其对废液中的酒精进行发酵,将其转化为其他有用物质,然后通过分离和提取方法将其中的酒精分离并回收。
2. 酶解法:利用适当的酶对废液中的酒精进行酶解,使其转化成其他有用的产物,然后通过分离和提取方法将其中的酒精分离出来。
总结起来,酒精回收的原理主要包括物理、化学和生物三个方面。
让酒精废液变废为宝

高温蒸汽供给本厂的发电机发电, 酒精废液浓缩去除
的水 被循环 利用 , 燃烧产 生的炉灰 用于生产 复台钾肥 。 是 这
记者在广西杨森酒精有限公司看到的我国 目前规模最大的
“ 浓缩 焚烧法 ”处理酒精 废液 的环保装置 。
广西杨森 酒精 有限公司位于南宁市江南 区苏圩镇 ,是一 家由国营企业转制后的 民营企业 , 公司 的生产原料是甘蔗榨 该 糖后的副产物废糖蜜 以及木薯。 利用废糖蜜酿造酒精产生的废 液有机物浓度 非常高 ,C D浓度在十几万毫克 /升 以上 ,每 O
地考察取 经 ,同时请有 关专 家反复进行论 证 ,最后决 定投资 “ 氧 一好 氧”污 水处理 系统 ,该装 置包括 4个 5 0 厌 ‘ 0 0立方米
个 0 l 0 4 O 万元对酒精 生产 工艺进行 大规模技术 改造 ,采用 “ 10 浓缩 的一级厌氧罐。2 l0 立方米的二级厌氧反应器。l 个
亩甘蔗地 和其 它农 田每年 需要 2 0 0 0多万立 方米 的水 进行灌
溉 。苏圩 镇 的 8 个村 子 曾向镇政府提 出 申请 , 求将 杨森 公 要
司的达标废水引入镇里原有的农灌渠供农民浇地。 为此, 杨
森 公司投 资 2 0多万元 ,铺设 了一条 6公里长 的管道 ,将经 0
过 处理达 标的生 产废水 引入苏 圩镇的农 灌渠 。
维普资讯
E vr n e tl c n m ni o m na E o o y
j . .◇ 薯 麓 0。l一 ≯ 1
让酒精废液变废为宝
[
一 — ——
I
』 Biblioteka 王娅 / 文 I f浓 酒 液经 浓缩 作 锅炉的 旦J 度的 精废 过 后 为 目 燃料, 生的 产
糖蜜酒精废液的治理
酒精废液的特性 , 其治理难度很大,酒精废液治理 是酒精能源战略必须相配套 的清洁生产工程。以下
讨论 糖 蜜酒精 废液 治理 的 问题 。
到复混 肥产 品 “ 】 。
浓缩成 6。x 2 3 吨 , o 为 .3 去水 1 . 吨 , B 16 7 按每蒸发 1 公斤水需热量 20 焦耳 、 效蒸发每蒸发 1 70 5 公斤水
需 蒸汽 0 2 .3公斤 计算 , 蒸汽 25 , 量 69× 需 .8吨 热 .
1 焦耳, 6。x 0 而 oB 浓废液 的低位热值为 70 焦耳/ 00
吨酒精约排放 l ~l 吨 1 ~1 ̄x 3 4 0 2B 的废液。糖蜜酒
精厂排放废液 的成分见表 1 。
2 1 浓缩燃 烧产 生蒸 汽 .
1 糖 蜜酒精废液污染情况
一
个 日 5 吨酒精的糖蜜酒精厂排 出的废液 产 O
酒精废液含有较多的碳水化合物 ,能燃烧产生
热量 。 酒精废液经多效蒸发浓缩成 6 ̄ 的浓废液 , 0x B 喷人专门燃烧废液的锅炉燃烧 ,产生蒸汽发电后供
糖 蜜 酒精 废液 的治 理
陆浩 朱涤荃
广州 5 0 1) 136
( 广州甘蔗糖 业研究所
摘
要: 本文介绍 了糖蜜酒精废液处理的几种方法以及糖蜜酒精废 液浓缩燃烧法的新进展 。
文 献 标 识 码 : B
关键词 : 糖蜜酒精 ; 液治理 ; 废 浓缩燃烧
中 圈分 类 号 :S4 . T 29 9
酒精 是矿 物能 源 的一种 替代 品 , 界各 国正在 世 大 力 发展 可 再 生 能 源 , 国际 间 的能 源 争 夺更 加 剧
废弃酒精处置方案

废弃酒精处置方案背景在日常生活和工作中,我们经常需要使用酒精来清洁、消毒等。
然而,使用过程中会产生大量废弃酒精。
这些废弃酒精不能直接丢弃,否则会对环境造成污染,甚至对身体健康产生危害。
因此,我们需要对废弃酒精进行正确的处置,以保护环境和人类健康。
废弃酒精的分类废弃酒精大致可以分为两类:1.含有有机溶剂的酒精,如丙酮、甲醇等。
2.不含有机溶剂的酒精,如乙醇、异丙醇等。
这两类废弃酒精在处理上有一些区别,需要采取不同的处置方案。
方案一:含有机溶剂的酒精处置步骤一:分类储存首先,我们需要将废弃的含有机溶剂的酒精分类储存,如将丙酮、甲醇等分别储存在不同的容器中。
步骤二:蒸馏接下来,将储存好的含有机溶剂的酒精进行蒸馏处理,蒸馏的目的是将溶剂分离出来,以达到回收的目的。
具体步骤如下:1.将储存好的含有机溶剂的酒精倒入蒸馏器中。
2.通入蒸馏管,加热蒸馏器,使酒精汽化并分离出溶剂。
3.将分离出的溶剂储存起来。
步骤三:溶剂回收最后,将分离出的溶剂进行处理和回收。
处理方式根据不同类型的溶剂有所区别,一般需要进行再次蒸馏和过滤等操作,以达到回收利用的目的。
方案二:不含有机溶剂的酒精处置步骤一:分类储存与含有机溶剂的酒精一样,不含有机溶剂的酒精也需要进行分类储存。
具体方式可以选择:将乙醇、异丙醇等分别储存在不同的容器中,或者将它们混合在一起储存。
步骤二:蒸馏对于不含有机溶剂的酒精,蒸馏处理的目的主要是使酒精中的水分蒸发掉,以便进行后续处理。
具体步骤如下:1.将储存好的不含有机溶剂的酒精倒入蒸馏器中。
2.通入蒸馏管,加热蒸馏器,使酒精汽化并将水分分离出来。
3.将分离出的水分储存起来,将去除水分后的酒精进行处理。
步骤三:酒精回收去除水分后的酒精可以进行回收利用。
具体方式可以根据要求选择:将其加入其他洗涤液中使用、用于清洁、消毒等等。
注意事项在进行废弃酒精的处理过程中,需要注意以下事项:1.需要进行分类储存和标识,以免混淆、误使用。
酒糟渗滤液几种有效可行的处理方法

酒糟渗滤液几种有效可行的处理方法随着对环境保护要求愈来愈严和玉米升价,酒精厂经济效益的下降,酒精糟液的处理愈来愈受到重视,应用较多的主要有以下几种:1.用废糟液培养饲料酵母。
主要工艺流程是酒糟废液通过离心或沉淀的分离分成滤渣和滤液,滤渣直接去干燥成饲料,用滤液培养酵母,每立方米的酒精废液可生产12~15kg酵母,其蛋白质含量达40一45%,最适应培养温度为35℃,生产一公斤酵母需通10m3空气,BOD去除率40%,COD去除率为50%。
苏联及东欧一些国家多用此法处理酒糟废液,国内象徐州酒精总厂以薯类原料生产酒精的工厂也在积极地进行实验工作。
技术关键在于酵母的筛选上,此酵母即要消耗废液中的积累物质,本身又不能代谢以免对酒精发酵各道工序产生不良影响,国内采用的菌种为假丝酵母SH一1和2号,加少量尿素(0.06一0.1%)和磷酸(0. 02%)。
存在的问题是治理污染不彻底,耗电耗气都比较多。
2.将废糟液发酵制取沼气。
经分离后的酒糟,将废液放入大型沼气塔经10一12天发酵,从而产生沼气。
在国外日本、印度采用此法较多,国内南阳酒精厂,山东蓬莱酒厂和山东龙口酒厂,在利用酒精糟生产沼气,利用酒糟生产高蛋白饲料—李东山、卢淑兰方面都做出了成果,实践证明1m3酒糟可生产22m3沼气,BOD去除率达90写,COD去除率达86%。
其缺点是发酵池占地面积大,发酵周期长,而活性污泥还得进行生物过滤处理,否则仍然达不到排放标准。
沼气不仅是燃料和动力原料,也是很重要的化工原料,如把甲烷进行氯化,可制得一氯化碳,二氯化碳,三氯化碳和四氯甲烷等。
3.利用酒精废液生产高蛋白饲料利用酒精糟废液生产高蛋白的饲料在世界上是从六十年代中期开始的,基本上到1975年才逐渐完善起来。
它的工艺过程是将酒糟先经过倾斜式离心机分成滤渣和滤液两部分,滤液经沉淀,一部分返回酒精生产作为蒸煮原料的稀释用水,大部分进入蒸发设备进行蒸发浓缩成冷干物质,40一45%的浓浆与滤渣一起进入干燥机进行干燥,最后成为含干物质90%以上的产品,然后再制成颗粒饲料,其蛋白质含量高达27%以上。
实验室废液处置
实验室废液处置方案一、一般性实验室废液处置1、酸性废液一般性酸性废液,通过加入碱性物质,进行中和并调节溶液的pH值为6-8。
静置一段时间后分层。
上层清液,取样检测合格后,进入废液炉焚烧;对于下层沉淀,进入料坑,焚烧处理。
2、碱性废液一般性碱性废液,与酸性废液中和并调节溶液的pH值为6—8。
静置一段时间后,上层清液,取样检测合格后,进入废液炉焚烧;对于下层沉淀,进入料坑,焚烧处理。
3、实验室有机溶剂类废液对于化工企业以及科研院所产生的如:甲醇、乙醇、乙腈、丙酮、正己烷等有机溶剂类废液,一般是做焚烧处理,并严格控制焚烧工艺参数,确保此类废液焚烧完全。
二、含重金属离子的实验室废液1、含汞废液处置(硫化物共沉淀法)[原理]:用Na2S或NaHS把Hg2+转变为难溶于水的HgS,然后使其与Fe(OH)3共沉淀而分离除去。
如果使其pH值在10以上进行反应,HgS即变成胶体状态。
此时,即使过滤,也难于把它彻底清除。
如果添加的Na2S过量时,则生成[HgS2]2-而沉淀容易发生溶解。
[操作步骤](1)于废液中加入对于FeSO4(10ppm)及Hg2+之浓度的1∶1当量的Na2S•9H2O,充分搅拌,并使废液之pH值保持在6~8范围内。
(2)上述溶液经放置后,过滤沉淀并妥善保管好滤渣(用此法处理,可使Hg浓度降到0.05ppm以下)。
(3)再用活性炭吸附法或离子交换树脂等方法,进一步处理滤液。
(4)在处理后的废液中,确证检不出Hg后,才可排放。
(5)处理后的沉淀物焚烧完以后,填埋处理。
注意事项(1)废液毒性大,经微生物等的作用后,会变成毒性更大的有机汞.因此,处理时必须做到充分安全.(2)、含烷基汞之类的有机汞废液,要先把它分解转变为无机汞,然后才进行处理(参照有机汞的处理方法)。
(3)不能含有金属汞。
2、含六价铬废液处置(硫酸亚铁还原、中和法)[原理]: 通常我们都是利用氧化还原反应,向Cr6+溶液中加入稍过量的还原性较强的FeSO4将其还原为Cr3+,然后再加入5%~10%的NaOH溶液,准确调节溶液的PH值为8。
浅谈酒精废液厌氧出水冷却分离装置的改造

F r i e n d o f S c i e n c e A m a t c u r s
2 0 1 3 年0 8 月
浅谈酒精废液厌氧 出水冷却分 离装置 的改造
张树 龙 ,喻金 票
( 广西金源 生物化工 实业有 限公 司 ,广西 桂平 5 3 7 2 0 0)
般C O D在 5 0 0 0 0~ 6 0 0 0 0 mg / L, S S 在2 5 0 0 0~ 3 5 0 0 0mg / L,
温度在 8 0 ℃以上。最终处 理排放标准为 C O D<l O 0 mg /L ,S S <7 0 mg / L一般采用 的环保处理工艺 为厌氧—好 氧处理工艺。 厌 氧处理能 回收大量 的沼气 ,降低处理成本 ,好 氧处理作 为深度处理 ,这样 的工艺处理方法将废 液处 理达标 ,是最佳的 处理方法 。木薯酒精废水经一级厌 氧沉 淀处 理后 ,T C O D 去除 率为 9 O %左右 ,s s去除率>8 0 %,产气量 1 8 L / d ,其 中甲烷体 积分数为 5 5 % 一6 0%;二级厌氧处理后 ,T C O D去除率为 4 4% 左右 ,S s平均去除率 4 0 %,产气量 0 . 2 5 L / d ,其 中甲烷体积分 数为 5 5 % ~6 0%。两级厌氧对 C O D、S S 、溶解性 T N、溶解性 T P的总平均去除率分别达到 9 4%、9 6%、4 4%、8 7%。而高 温厌氧 C S T R适用于处理高 固含量 的木薯酒精废水 ,T C O D和
的发展已经证明了先进制造技术对于 国家的重要性 。 而我 国制造 业水平还比较低 ,这业影响我国产 品在国际市场的竞争力 。要实 现国家 的繁荣富强 ,我国必须重视对机械制造业的发展 。 我 国必须在 国家层面上高度重视对于先进制造业的发展 , 大 力发展先进的机械制造技术。政府要在政策制定时考虑到政策对 机械制造业的引导 , 鼓励企业大力的发展新 型的、科技含量高的 机械制造技术 ,例如 ,全 自动化机床 ,高度智能 的制造机械机器 人 等。国家财政要加大对我 国机械制造方面的扶持力度 , 增加财 政在这些方面的投入。机械制造业的发展需要大量的人力物力 ,
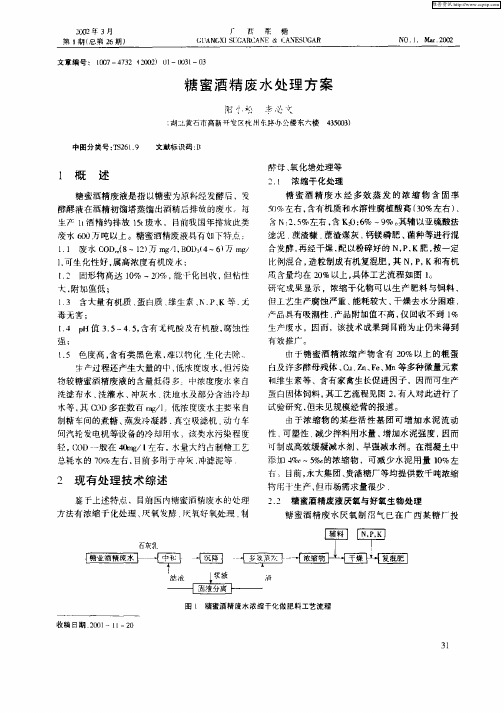
糖蜜酒精废水处理方案
和维生素等、含有家禽生长促进 因子,因而可生产 蛋 白固体饲 料 , 工艺流程 见图 2 有人对 此进 行 了 其 , 试验研 究 , 未见规 模经营 的报 道 。 但
由于浓 缩 物 的某 些 活 性基 团 可增 加 水 泥 流 动 眭、 塑性 、 可 减少拌料用 水量 、 增加 水泥强 度 , 因而
、
—— —
产 品
图 2 糖蜜酒 精废水浓缩干化做饲料工艺流程
人使用 糖 蜜酒精 废水 含硫酸根 约 7( g l 右 , 0  ̄n/ 左 对 厌 氧处理 产生抑制 作用 ,因而先将废 水经过 充 氧 的铁刨 花池子 , 使硫 酸根与 :结合 生成 FS 从 eO, 而解除硫 酸根 还原对 厌 氧发酵 的影 响 。由于采 用传 统 厌 氧工艺 , 氧处理 负荷 C D 厌 O 6~8g (1・ )水 k/ I d , I
0
力停留时间长, O C D总去除效率不高 {O C D去除率
生 产废水 ,因而 ,该技 术成果到 目前 为止仍 未得到
有效 推广 。
14
强;
值 35 45含有 无机 酸及有机 酸 , . , 腐蚀性
【5 色 度高 , 类 黑色素 , 以物化 、 化去除 。 . 含有 难 生 牛 l产过程 还 产生 大 量的中 、 低浓度废水 , 污染 但
由于糖 蜜酒 精 浓 缩 产物 含有 2 % 以上 的粗 蛋 o 白发 许 多酵母残体 、 u Z 、 e M c 、 lF 、 n等 多种微量元 素 1
物较糖蜜酒精废液的含量低得多:中浓度废水来 自 洗滤 布承 、 洗灌 水 、 冲灰承 、 洗地水及部 分含油冷 却
水等 , C D多在数 百 r /,低浓度废 水主要来 自 其 O a 1 g 制糖 车间的煮糖 、 蒸发 冷凝器 、 真空吸滤机 、 动力 车 间汽轮 发电机等设 备 的 冷却用水 。该类 水 污染程 度 轻, O C D一般在 4r / 左 右 . 量大约 占制糖工 艺 0gI a 水 耗水 的 7 %左 右 目前 多用于 冲灰 0 冲滤泥 等
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本项目中超过该标准规定的第一、第二类污染物主要是SS、BOD5和CODcr。
污水综合排放标准(GB8978—1996)根据中华人民共和国国家标准:《污水综合排放标准》GB8978—1996的规定,该标准规定这些污染物的最高充许排放浓度如下:单位:mg/L处理规模:年产5万吨优级食用酒精,酒精废液产出量为1750.5T/日,浓缩处理系统设计处理规模为2000T/日。
酒精废水处理方案甘蔗制糖业废水包括糖蜜酒精废液、锅炉冲灰水、洗滤布水,其中主要污染源是糖蜜酒精废液,按全行业平均计,每吨甘蔗制糖约产生25-30公斤废糖蜜,每4~4.2吨废糖蜜可生产1吨酒精,同时产生9.5-10.5吨酒精废液,废液中主要污染物CODcr浓度高达11-13万毫克/升。
甘蔗制糖酒精污水治理技术研究已有多年了,经过多年来科技工作者的努力,目前在糖蜜酒精废液处理技术上有很大的进步和突破,一些治理技术在国内乃至对一些发展中国家已具有了一定的影响。
废水处理工艺的比较、选择一、生化处理技术工艺方法主要是采用厌氧技术+好氧技术,并加上其它一些物理技术,主要原理是利用微生物(厌氧菌、好氧菌)降解水中CODcr、BOD5,其主要的工艺流程大至为:沉淀(固液分离)-脱硫-厌氧反应-好氧反应-沉淀-排放,该技术是国内外都普遍采用的环保治理成熟技术,其优点技术成熟,操作相对并不复杂,能回收反应生成的沼气。
缺点是难处理达到国家排放标准,处理后废水中CODcr还有几千毫克/升(国标一级排放标准为100毫克/升),投资大(20吨/日酒精生产线需要投资300-500万元)。
另一方面,沼气含硫高,烟气必须经过专用脱硫设备处理才能达标排放,目前我区有覃塘糖厂还在使用该技术。
本工程不推荐使用。
二、浓缩干燥制生物有机肥技术工艺方法是将酒精废液通过浓缩反应器浓缩到一定的锤度(65°-68°BX),通过特制的喷嘴,在干燥炉中喷雾干燥,使其成为干粉状,然后根据需要与外购的氮、磷、钾肥捏合造粒,制成生物有机肥。
其主要的工艺流程大至为:调节池-多效蒸发-喷雾干燥-(与化肥)混合-造粒,该技术优点是综合利用,化害为利,制成的生物有机肥售价可达1千多元/吨,有一定的经济效益。
缺点是能耗大,将只有10多度(锤度)的废水制成干粉,其能耗可想而知;其次是投资大。
我区曾使用该技术工艺的糖厂有贵糖、忻城糖厂等几家糖广。
三、浓缩燃烧技术该技术是将废液浓缩至65°-68°BX后通过特制的炉子进行燃烧,使浓缩液全部彻底燃烧完全。
燃烧完后的锅灰是具有一定经济价值一一含钾量较高的钾灰。
该技术的优点是工艺流程简单,能治理彻底,且能回收热量(蒸汽)及钾灰(其热量除本身浓缩之用外,还有富余用于制糖生产)。
其缺点是投资大达700万-1000万元。
炉子设计有一定的难度,设计不好炉膛易结焦,运行费用偏高,尾气治理不好则产生二次污染。
目前我区有邕宁糖厂、峦城糖厂、田东糖厂等几家糖厂在使用,值得一提的是,邕宁糖厂利用该技术的成果和经验已得到印度、巴西、南非等一些发展的产糖大国的注意,先后有几个国家派团参观或来函洽谈,目前已达成了数台锅炉向国外出口的协议。
该技术具有一定的发展前景。
邕宁糖厂酒精废液浓缩焚烧炉只提供酒精生产及废液浓缩的低压蒸汽,电力部分则由纸浆厂提供。
考虑到本公司的实际清况,生产期间必须有自给自足电源,因此,浓缩燃烧技术选用峦城糖厂的浓缩燃烧技术。
四、锅炉烟道冲灰技术该技术是将酒精废液通过物理手段,分离废液中一些残留固体物质,然后用于锅炉烟道除尘,利用烟道200℃以上的热量,使在除尘的同时,一部分废液被蒸发,同时利用炉灰的物理、化学作用使废液中的CODcr得到去除,同时带走一部分水份。
剩余废液与工艺新产生的废液混合后,重复以上步骤,反复循环用以除尘、冲灰,其主要的工艺流程大至为:分离-锅炉烟道除尘-固液分离-(与新产生的废液混合)锅炉烟道除尘-重复,在这一过程中,使废液得到减量(理论值减少90—95%),剩余废液由于其浓度越来越浓,在循环15—20天后需排出用其它方法治理。
该技术的优点是工艺结合在一起,企业不会轻易停止运行。
还可节省除尘用的清水。
其缺点是治理不彻底,需配合其他技术处理循环过后的废液,其次是该技术的运行必须与糖厂生产相配合,如果榨季已过而酒精还在继续生产时,由于锅炉大部分停烧,就使得该工艺无法运行。
曾有隆安糖厂、南圩糖厂、黎塘糖厂、昌菱糖厂、拉保糖厂等十多家糖厂采用些技术。
作为一项全运行的技术,本工程不拟推荐使用。
五、生物有机肥技术该技术原理是利用酒精废液中的糖份、氨基酸等营养成份培养对作物生长有利的菌种,具体做法是将酒精废液与制糖工艺中的滤泥、锅炉烟灰道混合,接种筛选合适的菌种,经12~15天左右的发酵,生成生物有机肥,该肥料富含固氮、固磷等有效活性菌,在田间可将空气中、土壤中的氮气、有机钾、有机磷等转化为植物吸收的营养成分。
该技术优点是工艺简单、投资省、运行费用低、产品有很好的社会、经济效益,同时整个工艺处理方法符合循环经济的理念,即原料为田间来,工业生产后的废物制成产品又全部回到自然界中,达到零排放的效果。
由于原料除菌种为外购产品外,其余全部是工业废物,所以利润很好,生产万吨生物肥的生产线,年利润可达200-300万元(免产品税),其产品又是发展高效、绿色、有机农业的必备肥料,有着很好的市场发展前景,该技术缺点是生产季节是农业用肥淡季,如将废液及其他原料贮存待农业用肥旺季生产,则需要有贮罐及堆放场地。
另外肥料发酵过程需要一定场地,占地面积大。
但从循环经济理念,发展生态性农业的角度看,该技术应是值得大力推荐及提倡的,如果能与其他技术(如酒精废液回用技术、锅炉烟道冲灰技术等)配合使用,则能使治理技术更趋完善。
我区有平果糖厂、凤凰糖厂、风糖集团、罗城糖厂等几家糖厂采用此技术,据自治区质量检测中心、土肥站多次、定期抽样检测,使用这一技术生产的有机肥产品均能达到国家农业部颁布的有机生物肥质量标准,产品质量优于其他原料生产的有机肥。
因而,本工程拟选用此技术方案。
六、酒精废液回用技术该技术是将酒精废液进行固液分离,去除杂质,消毒杀菌后返还酒精发酵工艺替代清水作为稀释剂,从而避免外排,同时可节省了稀释用的清水。
其优点是符合废物利用原则,操作简单投资省(20吨/日酒精生产线只须投70—80万元),其缺点是处理不完全,因为随着循环周期资料的增加,废液浓度会不断提高,到一定程度后就不能作为稀释剂,只能排放或配套其他处理方法(大约能减排70%左右),且用作稀释剂,酒精得率略有下降(约1%),我区有武利、钦江糖厂等几家糖厂曾使用该技术。
酒精废液回用,对生产质量和糖份出酒率产生一定的影响,本工程不拟选用此技术方案。
七、EM处理、厌氧处理、农灌处理等技术这几种技术均是将废液排入氧化塘(实际上是稳定塘)内贮存,或投入EM菌群,或不投放任何菌种,待其氧化一定期限后,上清液或直接排放,或用于农灌。
这几种方法的优点是工艺简单、投资少、运行费用低,缺点是去除率不高(除EM处理CODcr去除率可到70—80%外,其余去除率都不高),难以达标,且占地面积大,地质条件不好时还会污染地下水,从我区实际效果看,绝大部分所谓氧化塘设计不规范,效果很不理想,只能算作贮存塘。
用于农灌必须要农户接受,且要建设排灌系统,另外,对土壤结构的破坏性还有待研究、观察。
目前我区柳兴集团糖厂在使用EM技术外,还有一大批规模不大、地处偏僻的糖厂在使用氧化塘技术,大都是直排。
用于农灌的有柳兴集团、露塘糖厂、北海新星糖厂等一批农垦、劳改系统的糖厂。
由于该工程厂址的条件限制,难以找到合适的氧化塘和良好的农灌条件,本工程不拟选用此技术方案。
八、废水处理工艺从以上几种酒精废液处理工艺方法中,我们推荐使用既能回收废液中的有机物质和能量,又能达到酒精废液零排放的浓缩燃烧技术和浓缩干燥制生物有机肥技术。
浓缩燃烧技术的核心部分为浓缩酒精废液焚烧炉,特点是不易结焦,运行期可达40~60天,正常运行时锅炉补充煤在锅炉下部燃烧,浓缩酒精废液锅炉的中部燃烧,产生的蒸汽足够供透平发电和全厂生产用汽,并有富余。
该浓缩酒精废液焚烧炉为梧州锅炉厂生产,目前,峦城糖厂在使用该浓缩燃烧技术。
建议本项目采用该炉种。
浓缩干燥制生物有机肥技术和浓缩燃烧技术两者根据生产需要灵活运用,使浓缩酒精废液完全实现零排放。
目前,酒精废液的浓缩工艺主要有两种:一是五效真空蒸发浓缩工艺;另一种是闪蒸喷放浓缩工艺。
邕宁浦庙糖厂运用的是闪蒸喷放浓缩工艺,该工艺投资较前一种工艺略高20~30%,但蒸发浓缩过程快捷,积垢少。
考虑到本公司的实际情况,公司内有现成的蒸发设备,加以改造就可以用作五效真空蒸发浓缩设备,这样既可以盘活设备,又可节约投资。
所以,本工程的酒精废液的浓缩工艺采用五效真空蒸发浓缩工艺。
九、酒精废液处理工艺流程酒精废液从酒精车间出来,经沉淀、中和后送至专用贮罐,中和液经二级加热后进入五效蒸发罐浓缩,27000(吨/年)浓缩液当作有机质与干滤泥、钙镁磷肥混合,配制生物有机肥;18000(吨/年)浓缩液当作燃料去专用焚烧炉焚烧,产生的热风烘干生物有机肥;76942(吨/年)浓缩液当作燃料去专用锅炉与煤粉混合焚烧,产生蒸汽供发电、酒精蒸馏和废液浓缩车间。
工艺的优点:把浓缩液当作有机质渗入生物有机肥,降低生物有机肥的生产成本;把浓缩液当作燃料去专用焚烧炉焚烧,产生热风烘干滤泥及有机磷肥,节约能源(原煤);把浓缩液当作燃料去专用锅炉与煤粉混合焚烧,产生蒸汽供酒精蒸馏和废液浓缩,节约能源(原煤),达到废物循环利用、节能减排的目的。
十、主要设备一览表十一、效果经以上措施后,预期本工程对环境影响甚微。
本项目是能源工程、环境工程、生态工程及资源回收利用密切结合,形成了一个统一的整体。
不仅具有能源效益、环境效益,且有明显的社会效益和经济效益。
十二、中端废水处理系统为了确保广西博庆食品有限公司甘蔗综合利用5万吨/年糖蜜食用酒精技改工程生产废水实现零排放万无一失,本工程特别设计一套生产中端废水处理系统,其目的主要是:一,各设备冷却水循环系统,如酒精废夜蒸发浓缩系统中,末效汁汽是含有一定量的CODcr、BOD5以及不良气味的混合汽体,这些混合汽体被冷却后,大部分随冷却水一起进入该抽真空蒸发冷却水循环系统中,该系统如不设置中端废水处理系统处理这些有害废水,那么,随着循环次数的增多这些有害物质浓度也会随之增加,从而该循环系统冷却水就难以维持其清洁状态,会给生产环境带来不良的影响;二,正常生产时,各循环池的水、汽凝水、冷却水、洗箱罐污水、洗机污水、洗地污水、少量清洁用水等废水,先经中端废水处理系统处理后再回用,有利于搞好清洁生产,提高水的循环利用率;三,非正常生产状态下,用于处理突发事故的所排放于事故池的污染废水,确保生产废水的零排放和达标排放。