酒精废水处理工程实例
酒精废水处理工程(250m3d) 技术方案
********公司酒精废水处理工程(250m3/d)技术方案******有限公司****年**月目录目录 (II)第一章总论 (1)1.项目概况 (1)1.1 项目名称 (1)1.2 项目地点 (1)1.3 建设单位 (1)2项目背景及意义 (1)2.1项目背景 (1)2.2项目意义 (2)3.编制依据、原则和编制范围 (2)3.1 编制依据 (2)3.2 编制原则 (2)3.3 编制范围 (3)3.4 方案编制依据 (3)第二章工艺方案设计 (5)1.废水处理建设范围及规模 (5)1.1建设范围 (5)1.2建设规模 (5)2.工艺流程选择与确定 (5)2.1 设计原则 (5)2.2 废水特点 (6)2.3 排放标准 (6)2.4 工艺选择 (6)2.5 工艺流程及说明 (6)3.废水处理工程设计 (9)3.1 单元设计 (9)3.2 平面布臵 (13)3.3竖向设计 (13)3.4 总图设计 (14)3.5 建筑设计 (15)3.6 结构设计 (15)3.7 电气设计 (19)3.8 其他 (21)3.9 管理定员 (21)4投资估算 (22)4.1总投资估算 (22)4.2运行费用分析 (22)5设备及管道防腐 (23)5.1 设备防腐 (23)5.2 管道防腐 (23)6工程效益分析 (24)6.1 环境效益 (24)6.2 社会效益 (24)7建设工期和实施进度 (25)7.1项目工期 (25)7.2项目实施进度 (25)7.3施工安排 (25)8工程维修服务 (26)8.1售后服务承诺 (26)8.2质保期内售后服务 (27)附件 (28)第一章总论1. 项目概况1.1 项目名称项目名称:某酒精废水处理工程1.2 项目地点项目地点:成都市某酒精厂1.3 建设单位建设单位:成都某酒精厂有限责任公司2 项目背景及意义2.1项目背景成都某酒精厂有限责任公司坐落于历史悠久、风景秀丽的千年古镇,公司秉承“诚信、专业、专注、创新”的宗旨,遵照“以人为本,共享成长”的原则,做到一切以消费者的健康利益为服务导向。
酒精废水处理工程的设计与运行
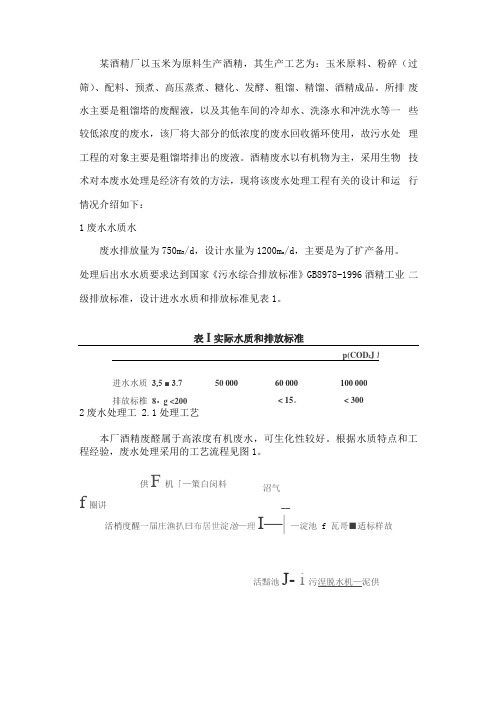
某酒精厂以玉米为原料生产酒精,其生产工艺为:玉米原料、粉碎(过 筛)、配料、预煮、高压蒸煮、糖化、发酵、粗馏、精馏、酒精成品。
所排 废水主要是粗馏塔的废醒液,以及其他车间的冷却水、洗涤水和冲洗水等一 些较低浓度的废水,该厂将大部分的低浓度的废水回收循环使用,故污水处 理工程的对象主要是粗馏塔排出的废液。
酒精废水以有机物为主,采用生物 技术对本废水处理是经济有效的方法,现将该废水处理工程有关的设计和运 行情况介绍如下: 1废水水质水废水排放量为750m 3/d ,设计水量为1200m s /d ,主要是为了扩产备用。
处理后出水水质要求达到国家《污水综合排放标准》GB8978-1996酒精工业 二级排放标准,设计进水水质和排放标准见表1。
表I 实际水质和排放标准2废水处理工 2.1处理工艺本厂酒精废醛属于高浓度有机废水,可生化性较好。
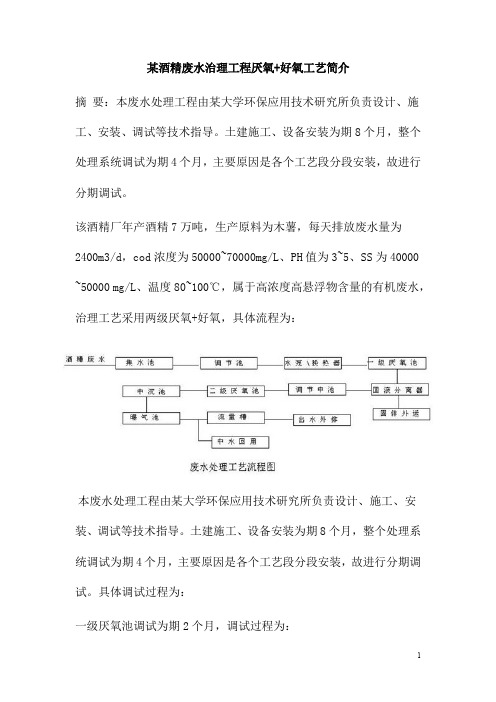
根据水质特点和工 程经验,废水处理采用的工艺流程见图1。
供F 机「—策白闵料f 圈讲__活梢度醒一届庄渔扒曰布居世淀池—理I —| —淀池 f 瓦哥■适标样故活黯池J- i 污涅脱水机—泥供p(COD f J f进水水质 3,5 ■ 3.750 000 60 000 排放标椎 8・g <200100 000 < 15。
< 300沼气1上潸液T F^E I图1废水处理工艺2.2处理技术说明本废水处理系统采用固液分离提取饲料,厌氧处理制取沼气,好氧处理达标排放的技术路线。
厌氧处理前的固液分离采用XM80/800-U型板框压滤机,所得滤渣含水率为75%左右,经烘干成为DDG蛋白饲料。
滤液中由于大部分悬浮物(90%以上)被去除,使COD的质量浓度降至25000mg/L,BOD的浓度降至6000mg/L,SS的质量浓度降至2500mg/L。
出水30%(约300m s)回用酒精车间拌料。
厌氧处理采用新型高效的厌氧复合床反应器(UBF),进水用该厂部分低浓度废水调节。
某啤酒厂污水处理工艺运行实例

某啤酒厂污水处理工艺运行实例某啤酒厂污水处理工艺运行实例1. 引言随着工业化的快速发展,啤酒厂因其大规模生产和废水排放而成为水污染的重要来源之一。
为了保护环境、合规排放,啤酒厂需要采取有效的污水处理工艺。
本文将介绍某啤酒厂的污水处理工艺运行实例,探讨其工艺流程、关键技术和运行效果。
2. 某啤酒厂污水特性某啤酒厂年生产啤酒50万吨,废水每天排放约3000吨。
该厂的废水含有高浓度的有机物、悬浮物和氮、磷等营养物质,pH 值偏酸性。
其中,COD浓度达到5000mg/L以上,SS浓度为200mg/L左右。
3. 工艺流程概述该啤酒厂采用了生化处理工艺来处理废水,包括初沉池、活性污泥法、二沉池以及最后的消毒工艺。
具体流程如下:3.1 初沉池首先将废水引入初沉池进行预处理。
在初沉池中,废水停留一段时间,悬浮物和部分有机物会沉降到池底形成污泥,水体上清液进入下一步处理。
3.2 活性污泥法初沉池排出的水体进入活性污泥法处理单元。
在这个单元中,废水与含有活性污泥的混合液进行接触。
废水中的有机物会被微生物在氧气供应下进行氧化分解,从而达到去除COD的目的。
3.3 二沉池活性污泥法处理单元的出水经过二沉池进一步分离。
在二沉池中,废水停留一段时间,污泥与水体进一步分离,污泥沉入池底形成污泥毛毡,水体经过排出口排入最后一道处理工艺。
3.4 消毒工艺最后,经过二沉池处理的水体通过消毒工艺进行消毒。
消毒工艺常用的方法有氯气消毒、紫外线消毒等,这里采用紫外线消毒。
紫外线消毒能高效杀灭水中的细菌和病毒,确保处理后的废水符合排放标准。
4. 关键技术在某啤酒厂的污水处理过程中,采用了以下关键技术来提高处理效果和降低运营成本。
4.1 活性污泥工艺优化通过调整进水量、反应时间、进水浓度等参数,优化活性污泥法处理过程,提高COD去除率。
此外,定期清洗活性污泥系统,保持污泥颗粒的活性和稳定性。
4.2 膜生物反应器技术应用膜生物反应器技术是一种采用微孔滤膜作为生物反应器的新型废水处理技术。
酒精废水处理技术
酒精废水处理技术一.概述酒精工业是国民经济重要的基础原料产业,酒精广泛应用于化工、食品工业、日化、医药卫生等领域,同时又是酒基、浸提剂、溶剂、洗涤剂和表面活性剂。
我国酒精生产的原料比例为:淀粉质原料(玉米、薯干、木薯)占75%,废糖蜜原料占20%,合成酒精占5%。
由此,我国酒精生产的原料主要是玉米、薯干等淀粉质原料酒精企业酒精糟的污染是食品与发酵工业最严重的污染源之一,由于投资、生产规模、技术、管理等原因,大部分酒精企业的综合利用率较低。
二.酒精生产废水特点酒精工业的污染以水的污染最为严重,生产过程中的废水主要来自蒸馏发酵成熟醪后排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。
酒精废水是高浓度、高温度、高悬浮物的有机废水,处理技术起步较早,发展较快。
废液中的废渣含有粉碎后的木薯皮、根茎等粗纤维,这类物质在废水中是不溶性的COD;木薯中的纤维素和半纤维素是多糖类物质,在酒精发酵中不能成为酵母菌的碳源而被利用,残留在废液中,表现为溶解性COD;无机灰分的泥砂杂质。
这些物质增加了废水处理的难度。
三、酒精废水处理主要方法酒精糟虽然无毒,但是污染负荷高成酸性。
根据酒精生产的原料不同,其酒精糟的综合利用和处理采用不同的方法。
1、玉米酒精糟的综合利用玉米酒精糟生产DDGS,既能较彻底的消除污染,使废水处理达标,又能获得高质量的蛋白饲料。
但是DDGS生产设备投资大,能耗高(1tDDGS需要200kw•h电耗,蒸汽2.7t,水耗250t),技术要求高,所以国内只有一部分企业实现DDGS生产,部分企业仍采用先进行固液分离,滤渣生产DDG,做饲料,滤液部分回用生产,部分经生化处理,逐步实现酒精糟生产DDGS。
2、薯干酒精糟的综合利用部分企业将薯干酒精糟经厌氧+好氧处理,该方法COD去除率可达到80%。
还有企业将酒精糟采用固液分离,滤液回用生产或者经生化处理达标,滤渣直接做饲料。
用厌氧消化处理酒精废醪经过30多年的研究实践,已证明是一种切实可行的高效产能的处理方法,得到国内外普遍的承认和应用。
酿酒废水处理工程实例
43CHINA ENVIRONMENTAL PROTECTION INDUSTRY2019.8聚焦水污染防治Focus on Water Pollution Prevention and Control酿酒废水处理工程实例胡玮1,马辉2*(1.广东省环境保护产业协会,广州 510045;2.中国环境保护产业协会,北京 100037)摘要:国内某酿酒企业的高浓度有机废水处理工程,应用UASB+A/DAT-IAT生化处理工艺,文章对该处理系统的主要设计参数进行了介绍,并对工程进行了总结。
关键词:酿酒废水;UASB;A/DAT-IAT中图分类号:X703 文献标志码:A 文章编号:1006-5377(2019)08-0043-031 项目概况国内某酿酒企业的主要产品是白酒及原酒,其生产原料为谷类等淀粉类粮食,生产方式为淀粉质原料发酵法。
为了实现更好的环境、社会和经济效益,需建设一座日处理高浓度酿酒污水400m 3的污水处理站。
该项目实行“清污分流”,冷却水单独收集循环使用,废水主要来源于锅底水和冲洗水。
结合酿酒废水的水质特点,工程采用UASB+A/DAT-IAT主体生化处理工艺,具有回收利用资源、处理成本较低、自动化程度高的特点。
2 废水来源、水质及处理要求2.1 废水来源及特性白酒废水具有有机物、悬浮物含量高且可生化性高等特点,主要含有淀粉、糖类、蛋白质、纤维素等高分子有机物,废水主要是酒精糟以及酿酒设备的清洗水和生产车间的地面冲洗水等。
酒精废水酒糟可通过固液分离后回收用作蛋白质饲料。
2.2 废水水质污水处理站设计进水水质指标为:COD Cr =10 000mg/L,BOD 5=6000mg/L,SS=4000mg/L,pH=3.5~6.0。
2.3 废水处理要求经处理后的废水需达到《发酵酒精和白酒工业水污染物排放标准》(GB 27631—2011)表2规定的排放标准,具体指标:COD≤100mg/L,BOD 5≤30mg/L,SS≤50 mg/L,NH 3-N≤10mg/L,TN≤20mg/L,TP≤1.0mg/L,pH=6.0~9.0,色度40倍。
0761.某酒精废水治理工程厌氧
某酒精废水治理工程厌氧+好氧工艺简介摘要:本废水处理工程由某大学环保应用技术研究所负责设计、施工、安装、调试等技术指导。
土建施工、设备安装为期8个月,整个处理系统调试为期4个月,主要原因是各个工艺段分段安装,故进行分期调试。
该酒精厂年产酒精7万吨,生产原料为木薯,每天排放废水量为2400m3/d,cod浓度为50000~70000mg/L、PH值为3~5、SS为40000 ~50000mg/L、温度80~100℃,属于高浓度高悬浮物含量的有机废水,治理工艺采用两级厌氧+好氧,具体流程为:本废水处理工程由某大学环保应用技术研究所负责设计、施工、安装、调试等技术指导。
土建施工、设备安装为期8个月,整个处理系统调试为期4个月,主要原因是各个工艺段分段安装,故进行分期调试。
具体调试过程为:一级厌氧池调试为期2个月,调试过程为:1.按10%接种量对本厂的一级厌氧池的其中一个池接种,菌种来源于另一酒精厂的已运行厌氧池;2.对接种的厌氧池进行升温到55℃,升温时长为20天;3.增加厌氧池负荷,达到设计值,时长为20天;4.将已调试好的厌氧池中菌种分配到其它几个一级厌氧池;5.对所有一级厌氧池同时升温、增加负荷调试,时长20天,各池分别达到设计负荷,一级厌氧调试结束。
二级厌氧调试为1个月,调试过程如下:1.按25%接种量对二级厌氧池接种,菌种来源于城市污水处理厂的消化污泥;2.对已接种的二级厌氧池进行升温到35℃,升温时长为7天;3.逐渐增加二级厌氧池负荷,时长为20天,达到设计值;在两级厌氧调试好运行2个月后,好氧系统才安装完,好氧池调试过程为:1.按10%接种量接种城市污水厂好氧脱水污泥;2.对已接种的好氧池闷曝1天;3.第一次进水按设计负荷50%运行7天,再按20%设计值增加好氧负荷,同时确保出水达标,20天达到设计值;(注:对于厌氧中的固液分离系统不需调试。
)本厂酒精废水处理工程从设计、施工、安装、调试总时长约一年,出水达到国家、地方标准,该厂的废水治理工程的成功运行得到了相关多级领导部门的好评,同时也为其它酒精厂家提供了可行的废水治理榜样。
啤酒废水处理工程实例
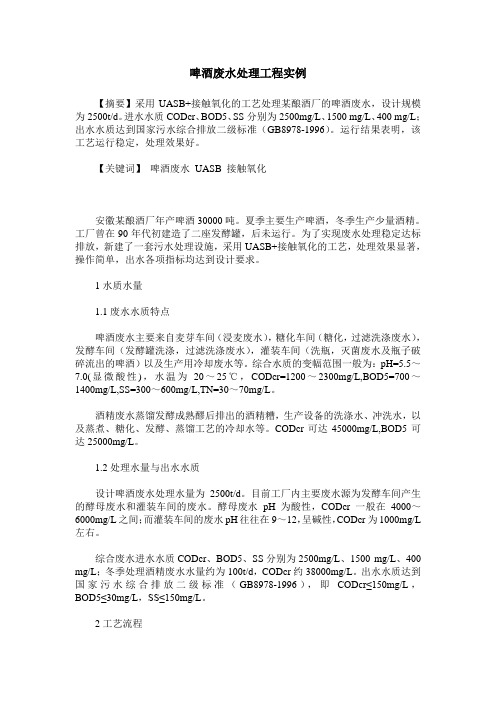
啤酒废水处理工程实例【摘要】采用UASB+接触氧化的工艺处理某酿酒厂的啤酒废水,设计规模为2500t/d。
进水水质CODcr、BOD5、SS分别为2500mg/L、1500 mg/L、400 mg/L;出水水质达到国家污水综合排放二级标准(GB8978-1996)。
运行结果表明,该工艺运行稳定,处理效果好。
【关键词】啤酒废水UASB 接触氧化安徽某酿酒厂年产啤酒30000吨。
夏季主要生产啤酒,冬季生产少量酒精。
工厂曾在90年代初建造了二座发酵罐,后未运行。
为了实现废水处理稳定达标排放,新建了一套污水处理设施,采用UASB+接触氧化的工艺,处理效果显著,操作简单,出水各项指标均达到设计要求。
1水质水量1.1废水水质特点啤酒废水主要来自麦芽车间(浸麦废水),糖化车间(糖化,过滤洗涤废水),发酵车间(发酵罐洗涤,过滤洗涤废水),灌装车间(洗瓶,灭菌废水及瓶子破碎流出的啤酒)以及生产用冷却废水等。
综合水质的变幅范围一般为:pH=5.5~7.0(显微酸性),水温为20~25℃,CODcr=1200~2300mg/L,BOD5=700~1400mg/L,SS=300~600mg/L,TN=30~70mg/L。
酒精废水蒸馏发酵成熟醪后排出的酒精糟,生产设备的洗涤水、冲洗水,以及蒸煮、糖化、发酵、蒸馏工艺的冷却水等。
CODcr可达45000mg/L,BOD5可达25000mg/L。
1.2处理水量与出水水质设计啤酒废水处理水量为2500t/d。
目前工厂内主要废水源为发酵车间产生的酵母废水和灌装车间的废水。
酵母废水pH为酸性,CODcr一般在4000~6000mg/L之间;而灌装车间的废水pH往往在9~12,呈碱性,CODcr为1000mg/L 左右。
综合废水进水水质CODcr、BOD5、SS分别为2500mg/L、1500 mg/L、400 mg/L;冬季处理酒精废水水量约为100t/d,CODcr约38000mg/L。
某酒精厂废水处理工程

某酒精厂废水处理工程(UASB)发布时间:2009-1-14 17:42:15 中国污水处理工程网1 废水来源及水质水量郑州市某酒精厂以玉米为原料生产酒精,年产酒精1万吨,酒精生产采用湿法生产代替传统的全粒法,即将玉米浸泡分离了胚芽后,用淀粉浆生产酒精。
分离胚芽后生产酒精,一方面减少了废水中脂肪、蛋白质的含量,降低了水污染程度和废水处理难度,另一方面分离出的胚芽可生产玉米油,创造可观的经济效益。
该酒精厂每天产生酒精废水400m3,废水主要来源于浸泡废水、发酵蒸馏后的酒精糟液及车间设备冲洗水,废水的水质状况及排放标准见表1。
2 废水处理工艺工艺流程酒精废水是富含营养成分的酸性高浓度有机废水,处理难度较大。
因此,废水处理应从清洁生产,资源综合利用的角度出发,降低废水的处理难度。
除了从酒精生产工艺中挖掘潜力,由湿法生产代替传统的全粒法,减少废水中脂肪、蛋白质的含量,降低废水处理难度外,还要在废水处理工艺上选择能回收利用废水中的有用成分、处理效果好、运行稳定的处理工艺。
根据工程经验和小试、中试结果,确定了如图1所示的酒精废水处理工艺。
运行效果厂区绿化和杂用水。
3 废水综合利用效益分析3.1 玉米油生产效益分析万吨,消耗玉米3万吨,生产成品玉米油380吨,产值将达到334.4万元/a,另外还可以出售玉米油生产过程中产生的油饼,经济效益非常可观。
3.2 饲料生产效益分析酒精废水含有大量的营养物质,其营养价值大致与大豆相当,具有较高的回收利用价值,除了可以生产酱油、食醋、食用菌外,主要用来生产蛋白饲料间。
酒精废水经固液分离、脱水烘干后生产高蛋白饲料。
年产量1万吨酒精的企业,每年可生产高蛋白饲料6000吨,高蛋白饲料市场售价按每吨900元,成本(原料、辅料、菌种、人工、电费、折旧)按每吨400元计算,则每吨饲料可获得利润500元,每年可获得利润300万元。
同时经过固液分离回收饲料后,降低了废水中70%的COD和80%的SS。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
① IC 反应器运行 1 年多来, 出现过由于排泥 不及时, 导致处理出水 CODCr 浓度偏高的问题, 分 析认为反应器内污泥浓度太高, 颗粒污泥流动性能 变差, 引起短流、有效容积减少等现象, 降低了反 应器的处理效率。
基金项目: 河南省重点科技攻关计划项目( 0224660031) 收稿日期: 2006 - 08 - 30; 修回日期: 2006 - 11 - 15
·86·
刘广亮, 买文宁, 赵雅光: 酒精废水处理工程实例
用[4]。另外, 反应器高径比大, 占地面积小, 非常 适合该厂土地紧张的状况。
③ 好氧工艺。CASS 是 SBR 工艺及间歇式循环 延时曝气活性污泥工艺( ICEAS) 的一种更新变形[5], 该工艺集生物反应和沉淀于一体, 结构简单, 投资 省 , 运 行 管 理 方 便 。 在 CASS 中 不 易 产 生 污 泥 膨 胀, 泥水分离效果好, 而且耐冲击负荷, 处理效率 高, 出水水质好。经工程实践证明, CASS 技术尤 其适用于处理难度较大的工业废水。 2.2 主要处理构筑物及设计参数
在反应器启动过程中, 每天测定反应器第一反 应 室 和 第 二 反 应 室 的 CODCr 及 其 去 除 率 、 出 水 VFA、pH 值等指标, 并定期测定反应器中污 泥 浓 度, 观察污泥形态变化。随着系统的稳定运行, 污 泥床高度不断增加, 第 15 天时已观察到 反 应 器 9 m 处出现大量污泥, 说明污泥床已上升到了第二反 应室, 二级处理进入正常。随后几天出水 CODCr 明 显下降, 第 20 天时下降至 1 400 mg /L, 第 30 天出 水 CODCr 下 降 到 了 700 mg /L 左 右 , 此 时 的 CODCr 去除率已高达 94%。
435
97.1
415
4.6
21
95.0
150
NH3- N
出水质量浓度 / 去除率 /
( mg·L-1)
%
128
136
131.2
3.5
21.5
83.6
25
氧区之间, 运行结果表明, 反应器的处理效率及沼 气产率都比中温时要高, 分析认为在厌氧微生物 中, 从常温到高温有一个连续的菌种链, 在长期的 运行过程中, 适应 45 ℃ 的厌氧菌群成了优势菌种。
污泥浓缩池 HRT 为 24 h
4 ×4 ×6 2 钢砼
污泥脱水间 BAJ12 /450- U 型板 框压滤机 2 台
9 ×6 ×4
1 砖混
鼓风机房 SSR- 150 型鼓风机 2 台 6 ×6 ×4 1 砖混
沼气储柜 300 m3
1 钢结构
3 工程运行 3.1 启动过程
IC 反应器的 接 种 污 泥 有 3 个 来 源 : 该 酒 精 厂 厌氧消化池自行培养的厌氧絮状污泥; 郑州市城市 污水处理厂的厌氧脱水污泥; 孟州酒厂的厌氧颗粒 污泥。IC 反应器启动初期过高的进 水 浓 度 不 利 于 反应器的快速启动, 而且酒糟原液 pH 值很低, 一 般在 3.6 左右, 在反应器内循环尚未形成之前采用 如此低的进水 pH 值, 会对产甲烷菌的活性产生抑 制, 因此, 将反应器进水与出水以 1 ∶1 的体积比 稀释至 CODCr 的质量浓度为 15 000 mg /L 左右, 稀 释后 pH 值在 4.0 ~5.0。为尽快提高反应器内的 pH 值 , 在 进 水 中 加 入 NH4HCO3 调 节 pH 值 至 5.0 ~
SS
出水质量浓度 / 去除率 /
( mg·L-1)
%
10 000
1 280
87.2
543
57.6
97
82.1
200
CODCr
出水质量浓度 / ( mg·L-1)
去除率 / %
30 000
1 260
95.8
1 134
10.0
130
88.5
300
BOD5
出水质量浓度 / 去除率 /
( mg·L-1)
%
15 000
整个工程分为饲料车间和废水处理系统两部 分。其中饲料车间主要由板框压滤设备、离心设 备、热风烘干设备和燃烧炉组成, 工程投资约 62.0 万元; 废水处理系统部分投资 106.8 万元, 主要处 理构筑物及设计参数见表 2。
表 2 主要处理构筑物及设计参数
构筑物名称
主要设计参数
糟液储池 HRT 为 4 h
废水处理工艺流程如图 1 所示。
表 1 废水水质水量
废水名称 水量 /(t·d-1) ρ( CODCr) /(mg·L-1)
糟液
700
85 000
压滤液
5Hale Waihona Puke 030 000废水名称 pH 值
ρ( BOD5) /(mg·L-1)
糟液
3.6 ~4.0
45 000
压滤液 3.6 ~4.0
15 000
ρ( SS) /(mg·L-1) 43 000 10 000
CASS 工艺的启动过程为: 首次加入厌氧出水 后, 再加入部分清水将水位调至最大水位, 开始曝 气。曝气和沉淀交替进行, 曝气 2 h, 沉淀 2 h, 然 后再曝气 2 h, 再沉淀 2 h, 如此循环。定期取样测 定 SS、pH 值 和 CODCr( 过 滤 后 ) 值 , 至 CODCr 去 除 率达到 80% 以上时可以排水, 基本上为 2 d 一个周 期。连续 3 个周期后, 改为 1 d 一个周期。这样运 行半个月后, 污泥呈现土黄色, 沉淀后的上清液呈 黄绿色, 表明活性污泥基本培养成功, 启动完成。 3.2 运行效果
6.0, NH4HCO3 投 加 量 为 200 g /m3。 反 应 器 初 始 进 水 有 机 负 荷 在 350 kg[ CODCr] /d, 出 水 CODCr 的 质 量 浓 度 为 3 000 mg /L 左 右 , 10 d 后 降 低 到 2 400 mg /L, 去除率由 80% 提高到 85% 左右。稳定运行 一段时间后, 逐步增大有机负荷, 测得的 CODCr 去 除率仍维持在 80% 以上。待负荷提高, 内循环形 成后 , 借 助 IC 反 应 器 的 内 循 环 流 量 对 pH 值 的 缓 冲作用, 不再加 NH4HCO3 调节 pH 值。
河南某酒精厂以玉米为原料生产酒精, 生产能 力为 2 万 t /a, 生产过程中排放的废水主要来源于 酒精蒸馏后剩余的糟液, 生产每吨酒精排放糟液约 12 t, 每天排放量为 700 t, 其主要成分是未充分发 酵的粮食颗粒、残糖、发酵微生物的悬浮物和胶状 液体。废水水质水量见表 1。 2 工艺技术说明 2.1 工艺流程
·87·
INDUSTRIAL WATER & WASTEWATER
工业用水与废水
Vol . 38 No . 1 Feb., 2007
表 3 废水处理系统各单元处理效果(3 d 平均值)
处理单元
板框压滤液 IC 反应器 中沉池 CASS 反应器 排放标准
pH 值
3.6 ~4.0 6.8 ~7.0 6.8 ~7.0 7.8 ~8.1 6.0 ~9.0
ρ( NH3- N) /(mg·L-1) 150 128
该工艺的特点是: ① 固液分离。酒精糟液采用板框压滤机进行 固液分离, 该工艺耗电少, 磨损少, 运行费用低; 分 离 后 的 滤 饼 含 水 率 低 ( 约 为 60%) , 为 烘 干 节 能 奠定了基础。固液分离后的糟渣采用转筒干燥炉烘 干制成饲料, 燃料采用厌氧工艺产生的沼气。 ② 厌氧工艺。IC 反应器由上下 2 个厌氧反应 室叠加而成, 这种结构既强化了处理效果, 又能有 效地防止污泥流失, 增强反应器对悬浮物的适应 性, 非常适合酒精糟液悬浮物高的特点。反应器中 很大的内循环流量可以对 pH 值起到较好的缓冲作
③ 采用脉冲进水可以增加反应区的升流速度, 改善传质效果, 提高了反应器的处理效率。 4 工程效益 4.1 环境效益
本工程建成后每天去除 CODCr 高达 60 t, 出水 可以达到国家《污水综合排放标准》酒精工业二级排 放标准, 为企业的进一步发展铺平了道路; 同时大 大减轻了水体污染, 对促进区域经济发展和改善生 态环境都将产生积极的作用。 4.2 经济效益
!"
INDUSTRIAL WATER & WASTEWATER
!!!!!!"
工程实例
工业用水与废水
!"
酒精废水处理工程实例
Vol . 38 No . 1 Feb., 2007
!!!!!!"
刘广亮, 买文宁, 赵雅光
( 郑州大学 环境与水利学院, 郑州 450002)
摘要: 采用酒精糟固液分离 - 内循环厌氧生物反应器 - 循环式活性污泥法( DDG - IC - CASS) 工艺处理酒精废 水 , 设 计 规 模 为 700 t /d。 在 进 水 CODCr、BOD5、SS 的 质 量 浓 度 分 别 为 85 000、45 000、43 000 mg /L 时 , 处 理 后 出水的 CODCr、BOD5、SS 的质量浓度分别为 130、21、97 mg /L, 达到了《污水综合排放标准》( GB 8978- 1996) 二级 标准。工程实践表明该工艺具有投资小、占地面积少、运行效果稳定、运行费用低、可回收能源等优点。
该工程建成运行后, 每年饲料车间获得的经济 效益为 1 080 万元, 沼气利用获得的经济效益 105 万元。运行费用主要包括燃料费、人工费、电费、
折 旧 费 、 维 修 费 等 , 每 年 运 行 费 用 合 计 为 560 万 元。除去运行费用, 每年可获得的经济效益为 625 万元。该工艺有很高的推广价值。