FANUC PMC中英文报警对照表
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
2021年FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法欧阳光明(2021.03.07)1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC中文报警表格

报警号A0.0 A0.1 A0.2 A0.3 A0.4 A0.5 A0.6 A0.7 A1.0 A1.1 A1.2 A1.3 A1.4 A1.5 A1.6 A1.7 A2.0 A2.1 A2.2 A2.3 A2.4 A2.5 A2.6 A2.7 A3.0 A3.1 A3.2 A3.3 A3.4 A3.5 A3.6 A3.7 A4.0 A4.1 A4.2 A4.3 A4.4 A4.5 A4.6 A4.7 A6.0 A9.7 A10.0 A10.1 A10.2A10.3 A10.4 A10.5 A10.6 A11.0 A11.1 A11.2 A11.3 A11.4 A20.1 A20.2 A20.3 A21.1 A21.2 A21.3 A22.0 A22.1英文报警信息1000 EMERGENCY STOP(A0.0)1001 SPINDLE ALARM(A0.1)1002 RINSE SCRAPS PUMP OFF(A0.2 X5.5)1003 COOLANT PUMP OFF(A0.3 X5.4)2004 AIR PRESSURE LOW(A0.4 X6.1)2005 LUBRICAT LOW POS.(A0.5 X9.7)2006 LUBRICATE NOT ON(A0.6 X5.3)1007 HYDRAULIC PUMP ALARM(A0.7 X6.0)2010 CHIP CONVEYOR ALARM(A1.0 X3.1)1011 T-CODE ERROR(A1.1)1012 MAG COUNT ALARM(A1.2 X3.4)1013 TOOL CLAMP/UNCLAMP ERROR(A1.3 X8.2/X8.3)1014 ATC ALARM(A1.4)2015 TOOL LIFE WILL OVER(A1.5)1016 TOOL LIFE ALARM(A1.6)1017 MAG-ROT OVERTIME(A1.7)1020 ARM-ROT OVERTIME(A2.0)1021 Z AXIS NO HOME ZERO(A2.1)1022 MAG POSITION ERRROR(A2.2 X3.3)1023 M06 OVERTIME(A2.3)1024 TOOL CUP UP ERROR(A2.4 X8.1)1025 TOOL CUP DOWN ERROR(A2.5 X8.0)2026 LUB.RPESSURE LOW ALA.(A2.6 X4.2)2027 SP NOT ST.(A2.7)2030 LOW-PRESSURE COOLING FLUID LOW POS(A3.0 X6.5)2031 NC BATTERY VOLTAGE LOW(A3.1)1032 SP FAN NOT ON(A3.2 X4.6)2033 AIR-CONDITION NOT ON(A3.3 X5.3)2034 WATER TANK LEVEL LOW POS(A3.4 X4.3)1035 SP CHANGE GEAR ALARM(X4.0 X4.1)1036 ZF COOLANT LEVEL ERROR(A3.6 X9.0 X9.1)1037 OIL MIST CLEANER NOT ON(A3.7 X9.2)1040 COOLANT FROM SP PUMP OFF(A4.0 X5.7)1041 UPGRADE PUMP OFF(A4.1 X5.6)2042 FILTER BAG ALARM(A4.2 X6.2)1043 OILCOOLANT ALARM(A4.3 X5.0/6.0)1044 TURN PLATE ERROR(A4.4 X5.1 5.2)1045 CHUCK CLAMP/UNCLAMP ALARM(A4.5)1046 CLOSE THE DOOR(A4.6 X8.5)1047 THE DOOR OPEN(A4.7 X8.5)2060 CTS PRESSURE ALM.(X6.5 A6.0)1097 SPINDLE NO ROTATIONED2000 1.PRESS <RESET> 2.CHANGE WOKE MODE TO EDIT 3.PRESS <F4> 2001 4.TAKE DOWN THE TOOL FROM ATC ARM2002 DEBUG CL/UNCL TOOL AT JOG MODE2003 IF ATC NOT RUN SMOOTH ,INFORM NEWAY2044 5.PRESS +4/-4 AT THE SAME TIME.2045 6.PRESS <F4>.2041 MACHINE IS REPAIRING2008 TOOL POT NOT DOWN(A11.0)2046 AXIS IS LOCKED(A11.1)2047 FEED OVERRIDE IS 0(A11.2)2048 MAG IN DEBUG STATE(A11.3)2049 Z NOT GO HOME(A11.4)1081 MACHINE IS LOCKED ENTER 1ST PASSWORD1082 MACHINE IS LOCKED ENTER 2ND PASSWORD1083 MACHINE IS LOCKED ENTER 3RD PASSWORD2011 MACHINE CAN WORK LESS THAN 8H ,TO OBTAIN THE 1ST PASSWORD FROM SUPPLIER 2012 MACHINE CAN WORK LESS THAN 8H ,TO OBTAIN THE 2ND PASSWORD FROM SUPPLIER 2013 MACHINE CAN WORK LESS THAN 8H ,TO OBTAIN THE 3RD PASSWORD FROM SUPPLIER 2020 ZF COOLANT LEVEL LOW(A22.0 X9.0)2021 ZF COOLANT LEVEL HIGH(A22.1 X9.1)中文报警信息(PMC)1000 @04BDF4BCB1CDA3D6B901@-X8.41001 @04D6F7D6E1B1A8BEAF01@-F45.01002 @04B3E5D0BCB5E7BBFACEB4CDA8B5E701@-QF4/KM61003 @04C0E4C8B4B5E7BBFACEB4CDA8B5E701@-QF3/KM52004 @04C6F8D4B4D1B9C1A6B5CD01@-X5.42005 @04C8F3BBACD2BACEBBB5CD01@-X9.72006 @04C8F3BBACB5E7BBFACEB4CDA8B5E701@-QF131007 @04D2BAD1B9D5BECEB4CDA8B5E701@-QF8/KM112010 @04C5C5D0BCB5E7BBFAB6C2C8FBB1A8BEAF01@-X3.41011 T@04B4FAC2EBB4EDCEF301@1012 @04B5B6BFE2BCC6CAFDB4EDCEF301@-X3.41013 @04D6F7D6E1CBC9C0ADB5B6B1A8BEAF01@-X8.2/X8.31014 @04BBFAD0B5CAD6B2BBD4DAD4ADB5E3CEBBD6C301@-A1.42015 @04B5B6BEDFCAD9C3FCBCB4BDABB5BDB4EF01@-A1.51016 @04B5B6BEDFCAD9C3FCBDE1CAF801@-A1.61017 @04B5B6BFE2D0FDD7AAB3ACCAB101@-A1.71020 @04BBFAD0B5CAD6D0FDD7AAB3ACCAB101@-A2.01021 Z@04D6E1CEB4BBD8B5DAB6FEB2CEBFBCB5E301@1022 @04B5B6BFE2B6A8CEBBB4EDCEF301@-X3.31023 @04BBBBB5B6B3ACCAB101@-A2.31024 @04BBD8B5B6B4EDCEF301@-X8.11025 @04B5B9B5B6B4EDCEF301@-X8.02026 @04C8F3BBACD1B9C1A6B5CD01@-X4.22027 @04D6F7D6E1CEB4C6F4B6AF01@2030 @04B8B1CBAECFE4D2BACEBBB5CD01@-X6.52031 @04B5E7B3D8B5E7D1B9B5CD01@1032 @04D6F7D6E1B7E7C9C8CEBBCDA8B5E701@-QF102033 @04BFD5B5F7CEB4CDA8B5E701@-QF141034 @04D6F7CBAECFE4D2BACEBBB5CD01@-X4.31035 @04D6F7D6E1BBBBB5B5B4EDCEF301@-X4.0/X4.11036 @045A46C1F7C1BFB9CAD5CF01@-X9.0/X9.11037 @04D3CDCEEDB7D6C0EBC6F7CEB4CDA8B5E701@-QF15/KM171040 @04D6D0D0C4B3F6CBAEB5E7BBFACEB4CDA8B5E701@-QF6/KM91041 @04CCE1C9FDB1C3B5E7BBFACEB4CDA8B5E701@-QF7/KM102042 @04B9FDC2CBD6BDB4FCB6C2C8FB01@-X6.21043 @04D3CDC0E4BBFAB9CAD5CF01@-QF9/X5.01044 @0441D6E1BCD0BDF4B7C5CBC9B4EDCEF301@-X5.1/X5.21045 @04BFA8C5CCBCD0BDF4B7C5CBC9B4EDCEF301@-A4.51046 @04C7EBB9D8C3C501@-X8.51047 @04C3C5B4F2BFAA01@-X8.52060 @04D6D0D0C4B3F6CBAED1B9C1A6B5CD01@-X6.51097 @04D6F7D6E1C3BBD3D0D0FDD7AA01@-A9.72000 1、@04B0B4CFC2B8B4CEBBB0B4BCFC01@2、@04C7D0BBBBB5BDB1E0BCADB7BDCABD01@3、@04B0B4CFC20 2001 4、@04B4D3BBFAD0B5CAD6C9CFC8A1CFC2B5B6BEDF01@2002 4、@04B4D3BBFAD0B5CAD6C9CFC8A1CFC2B5B6BEDF01@2003 ATC@04C6B5B7B1B1A8BEAFA3ACC7EBCDA8D6AAB9ABCBBE01@2044 @04CDACCAB1B0B4CFC201@+4/-4@04B0B4BCFC01@2045 @04B0B4CFC201@F4@04B0B4BCFC01@2041 @04BBFAB4B2D5FDD4DACEACD0DED6D001@2008 @04B5B6CCD7CEB4B5B9CFC201@-A11.02046 @04D6E1BBA5CBF8BDD3CDA801@-A11.1@04BDF8B8F8B1B6C2CACEAA01@%0-A11.22048 @04B5B6BFE2B5F7CAD4D7B4CCAC01@-A11.32049 Z@04D6E1CEB4B7B5BBD8D4ADB5E301@-A11.41081 @04BBFAB4B2CBF8D4DAA3ACCAE4C8EBB5DAD2BBB8F6D4C2C3DCC2EB01@ 1082 @04BBFAB4B2CBF8D4DAA3ACCAE4C8EBB5DAB6FEB8F6D4C2C3DCC2EB01@ 1083 @04BBFAB4B2CBF8D4DAA3ACCAE4C8EBB5DAC8FDB8F6D4C2C3DCC2EB01@ 2020 @045A46C1F7C1BFB5CD01@-X9.02021 @045A46C1F7C1BFB8DF01@-X9.1中文汉字紧急停止-X8.4主轴报警-F45.0冲屑电机未通电-QF4冷却电机未通电-QF3气源压力低-X5.4润滑液位低-X9.7润滑电机未通电-QF13液压站未通电-QF8排屑电机堵塞报警-X3.4T 代码错误刀库计数错误-X3.4主轴松拉刀报警-X8.2/X8.3机械手不在原点位置-A1.4刀具寿命即将到达-A1.5刀具寿命结束-A1.6刀库旋转超时-A1.7机械手旋转超时-A2.0Z轴未回第二参考点刀库定位错误-X3.3换刀超时-A2.3回刀错误-X8.1倒刀错误-X8.0润滑压力低-X4.2主轴未启动副水箱液位低-X6.5电池电压低主轴风扇位通电-QF10空调未通电-QF14主水箱液位低-X4.3主轴换档错误-X4.0/X4.1ZF流量故障-X9.0//X9.1油雾分离器未通电-QF15中心出水电机未通电-QF6提升泵电机未通电-QF7过滤纸袋堵塞-X6.2油冷机故障-QF9/X5.0A轴夹紧放松错误-X5.1/X5.2卡盘夹紧放松错误-A4.5请关门-X8.5门打开-X8.5中心出水压力低-X6.5主轴没有旋转1、按下复位按键2、切换到编辑方式3、按下F4按键4、从机械手上取下刀具手动方式下调试松拉刀动作ATC频繁报警,请通知公司同时按下+4/-4按键按下F4按键机床正在维修中刀套未倒下轴互锁接通进给倍率为0%刀库调试状态Z轴未返回原点机床锁在,输入第一个月密码机床锁在,输入第二个月密码机床锁在,输入第三个月密码机床工作少于8小时,从供应商获取第一个月密码机床工作少于8小时,从供应商获取第二个月密码机床工作少于8小时,从供应商获取第三个月密码ZF流量低-X9.0ZF流量高-X9.1。
FANUC系统常见报警中文对照及解决方法
FANUC体系罕有报警中文对比及解决办法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状况及原因X轴闭锁.制止移动(没在交流台进程中,没在修调方法,台板1或2在伸出位X轴锁住,不克不及移动设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状况及原因机械手臂在主轴側Y轴锁住,不克不及移动.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状况及原因机械手臂在主轴側ZY轴锁住,不克不及移动.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状况及原因主轴刀具未夹紧.主轴不克不及扭转.检讨主轴刀具夹紧开关,确认动作正常后,同时按下键和键,消除报警.1011SPINDLE TOOL NOT UNCLAMP产生状况及原因主轴刀具未松开.主轴不克不及扭转.检讨主轴刀具松开开关,确认动作正常后,同时按下键和键,消除报警.1012SPINDLE ORIENTAL NOT COMPLETE产生状况及原因主轴定向未完成(F45.7没输出).不克不及进行刀具交流.检讨主轴定向开关是否工作正常.1013M FUNCTION DID NOT COMPLETE产生状况及原因在履行M功效时,可能是某个M代码未履行完.程序加工不克不及正常进行.检讨是哪一个M功效未履行.1014SPINDLE IS NOT AT GEAR POSITION产生状况及原因主轴不在档位.主轴不克不及正常扭转,与主轴相干的动作不克不及履行.检讨主轴高.低档开关及电磁阀.同时按下键和键,消除报警.1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状况及原因主轴由高级变低档错误.主轴不克不及正常扭转.查主轴低档开关及低档电磁阀.1016SPINDLE CHANGE ERRORFORM LOW GEAR TO HIGH GEAR产生状况及原因主轴由低档变高级错误.主轴不克不及正常扭转.检讨主轴高级开关及高级电磁阀.1017B AXIS CAN NOT UNCLAMP FOR PALLET UNCLAMP产生状况及原因交流台板没夹紧,B轴不克不及松开B轴不克不及移动检讨交流工作台板松开及夹紧旌旗灯号1020B AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状况及原因B轴闭锁.制止移动(没在交流台进程中,没在修调方法)B轴锁住,不克不及移动.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1021 TOOL NO.DONT FOND产生状况及原因在数据表中未发明输入的刀号.轮回停滞.检讨数据表及输入刀号(1-24)是否有错误.从新输入,同时按下键和键,消除报警.1022TOOL POT POSITION ERROR产生状况及原因刀库中刀套未停在准确的地位.主轴换刀及选刀.检讨刀套计数开关,并且用修调方将刀套调剂准确的地位上,刀库从新回零.1023TOOL MAG DON'T ROTATION产生状况及原因刀库没转.轮回停滞.检讨刀库电机及刀库正.反转接触器是否吸合,及刀库计数开关.同时按下键和键,消除报警.1024TOOL MAG RUNTNG DON'T STOP产生状况及原因刀库运转未停滞.轮回停滞.检讨数据表及刀库计数开关.同时按下键和键,消除报警.1030CHIP1 MOTOR BREAKER OFF产生状况及原因掌握绞笼电机的空气开关未合或故障.绞笼电机不克不及转.检讨或改换空气开关.1031CHIP2 MOTOR BREAKER OFF产生状况及原因掌握排屑电机的空气开关未合或故障.排屑电机不克不及转.检讨或改换空气开关.1032PALLET EXCHINGE DOOR MOTOR BREAKER OFF产生状况及原因换台门电机空气开关未和或故障.换台门电机不克不及工作检讨或改换空气开关.1033EXTERNAL COOL MOTOR BREAKER OFF产生状况及原因掌握外部冷却电机空气开关未和或故障.外冷电机不克不及工作检讨或改换空气开关1034INTERNAL COOL MOTOR BREAKER OFF产生状况及原因掌握内冷却电机空气开关未和或故障.内冷电机不克不及工作检讨或改换空气开关.1035HYDRAULIC TANK MOTOR BREAKER OFF产生状况及原因液压电机空气开关未合或故障液压电机不克不及工作检讨或改换空气开关.1042SPINDLE OIL TANK BREAKER OFF产生状况及原因主轴恒温油箱空气开关未合或故障.主轴不克不及正常工作.检讨或改换空气开关.1043MAGAZING DID NOT EXCHANGE TOOL,IN ADJUST MODE产生状况及原因刀库在调剂阶段,不克不及进行换刀.不克不及进行换刀将刀库手动调剂好后,撤消修调方法,再进行换刀.同时按下键和键,消除报警.1044LUB OIL MOTOR BREAKER OFF产生状况及原因润滑电机空气开关未合或故障润滑电机不克不及工作检讨或改换空气开关.1046B AXIS NOT CLAMP产生状况及原因B轴没夹紧.轮回启动中止.检讨B轴夹紧开关,继电器,电磁阀. 1047B AXIS NOT UNCLAMP产生状况及原因B轴没松开.轮回启动中止.检讨B轴松开开关,继电器,电磁阀. 1050SP OIL TANK ALARM SW产生状况及原因主轴恒温油箱油位开关故障.主轴不克不及正常运行.轮回中止.依据随机带的解释书检讨主轴恒温油箱.同时按下键和键,消除报警.1051LUB OIL POSI LOW SW产生状况及原因导轨润滑油位开关动作.轮回中止,处于进给保持状况.检讨润滑油位开关.同时按下键和键,消除报警.1052HYDRAULIC TANK FILTER ALARM SW产生状况及原因液压箱过滤器开关动作.轮回中止.检讨液压箱过滤器开关. 10600PERATION DOOR DID NOT CLOSE,DO NOT CYCLE START产生状况及原因操纵门没关,不克不及轮回启动轮回中止检讨门开关1064Z AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06产生状况及原因在换刀时代,Z轴未回到第二参考点.不克不及进行刀具交流,M功效未完成.在换刀指令(M06)之前,履行G91 G30 Z0.1065Z AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06产生状况及原因在换刀时代,Z轴未在换刀点.不克不及进行刀具交流,M功效未完成.检讨当前Z轴地位是否在换刀点.1067IN M06,SP ORIENT UNCOMPLETE产生状况及原因在换刀时代,主轴定向未完成.不克不及进行正常刀具交流.检讨或改换主轴定向编码器.1072Y AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06产生状况及原因在换刀时代,Y轴未在换刀点.不克不及进行刀具交流,M功效未完成.检讨当前Y轴地位是否在换刀点.1073Y AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06产生状况及原因在换刀时代,Y轴未回到第二参考点.不克不及进行刀具交流,M功效未完成.在换刀指令(M06)之前,履行G91 G30 Y0.1075HYDRAULIC TANK OIL LEVEL ALARM产生状况及原因液压箱油位低轮回中止检讨液压箱油位或油位开关1076HYDRAULIC TANKOIL TEMPRATURE ALARM产生状况及原因液压箱油温高轮回中止检讨液压箱油位或油位开关1080EXTERNAL COOL WATER LEVEL ALARM产生状况及原因外冷水位低低轮回中止检讨外冷水箱水位及水位开关1081NTERNAL COOL WATER LEVEL ALARM产生状况及原因内冷水位低低轮回中止检讨内冷水箱水位及水位开关1082NTERNAL COOLCIRCLE MOTOR BREAKER OFF产生状况及原因掌握内冷却电机空气开关未合或故障.内冷电机不克不及工作检讨或改换空气开关.1090UNLOAD TOOL DID NOT COMPLETE产生状况及原因卸刀未完成不克不及选刀检讨卸刀电磁阀,继电器,开关及线路. 1091TOOL MAGAZING DOOR OPENDID NOT UNCOMPLETE产生状况及原因换刀门开门未完成不克不及换刀同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1092MAGAZING DOOR CLOSE DID NOT UNCOMPLETE产生状况及原因换刀门关门未完成换刀未完成同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1097X AXIS LUBRICATE OIL PRESSURE LACK产生状况及原因X轴润滑压力继电器轮回中止,并且机床在进给保持状况检讨压力继电器同时按下键和键,消除报警.1100T CODE ERROR产生状况及原因T代码等于零或大于刀库容量40程序不克不及履行修正程序,按解除1104POT ORIENTATION EXTEND DID NOT COMPLETE产生状况及原因刀链定位伸出未完成换刀停滞同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1105POT ORIENTATION RETRACT DID NOT COMPLETE产生状况及原因刀链定位缩回未完成刀库不克不及转同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1106GRIPPER LEFT MOVE DID NOT IN POSITION产生状况及原因机械手左移没到位换刀停滞同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1107GRIPPER RIGHT MOVE DID NOT IN POSITION产生状况及原因机械手右移没到位换刀停滞同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1110GRIPPER OUT TOOL DID NOT POSITION产生状况及原因平臂拔刀未到位中止换刀同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1111GRIPPER INSERT TOOL DID NOT COMPLETE产生状况及原因机械手臂插刀未完成中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1112GRIPPER MOVE TO SP SIDE DID NOT COMPLETE产生状况及原因机械手臂移到主轴侧未完成中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1113ARM MOVE TO WAIT A UNCOMPLETE产生状况及原因机械手臂移到等待位A未完成中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1114GRIPPER MOVE TO MAGZING DID NOT COMPLETE产生状况及原因机械手臂移到刀库侧未完成中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1115GRIPPER MOVE TO WAIT B DID NOT COMPLETE产生状况及原因机械手臂移到等待位B未完成中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1116GRIPPER 180° POSITION ERROR产生状况及原因手臂交流180°错误中止运行同时按和停滞换刀动作.设D499=1进入修调方法.检讨继电器,电磁阀,开关及线路1117GRIPPER 0° POSITION ERRO产生状况及原因进入修调方法.检讨继电器,电磁阀,开关及线路1130PALLET DID NOT UNCLAMP产生状况及原因交流台板未松开中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1131PALLET DID NOT CLAMP产生状况及原因交流台板未夹紧中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1134PALLET DID NOT AT 0%%D POSITION产生状况及原因交流工作台0°地位错误中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1135PALLET DID NOT AT 180%%D POSITION产生状况及原因D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1136PALLET POSITION ERROR产生状况及原因开端交流工作台时,交流台未在原位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1140B AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60产生状况及原因在M60时,B轴不在第二参考点中止运行同时按和停滞换台动作.在履行M60前,先输入 G91 G30 B01142B AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60产生状况及原因在M60时,B 轴不在交流地位中止运行检讨参数6933,6953同时按和停滞换台动作1145B AXIS DID NOT CLAMP DURING M60产生状况及原因在M60时,B轴未夹紧中止运行同时按和停滞换台动作检讨B轴夹紧电磁阀,开关及线路1146B AXIS IS UNCLAMP DURING M60产生状况及原因在M60时,B 轴在松开地位中止运行同时按和停滞换台动作检讨B轴松开电磁阀,开关及线路1147MACHINE STATUS IS IN ADJUST MODEDURING M60产生状况及原因在M60时,修调方法ON中止运行撤消交流台修调方法1150?X AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60产生状况及原因在M60时,X轴没在第二参考点中止运行同时按和停滞换台动作在履行M60前,先输入G91 G30 X01151X AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60产生状况及原因在M60时X轴未返回换台地位中止运行同时按和停滞换台动作检讨高低限参数及现实地位1152EXCHANGE PALLET DOOR DID NOT OPENDURING M60产生状况及原因在M60时,换台门未打开中止运行同时按和停滞换台动作设D493=1进入修调方法.检讨电机,开关及线路1153PALLET UNLOAD DOOR DID NOT CLOSEDURING M60产生状况及原因在M60时,装卸门未关中止运行同时按和停滞换台动作关上装卸门1154EXCHANGE PALLET DOOR NOT OPEN产生状况及原因换台门未打开关不克不及交流工作台检讨电机.开关及线路1155EXCHANGE PALLET DOOR NOT CLOSE产生状况及原因换台门未关中止运行检讨电机.开关及线路1156NO.1 PALLET EXTEND IS NOT IN POSITION产生状况及原因进入修调方法.检讨继电器,电磁阀,开关及线路1157NO.2 PALLET EXTEND IS NOT IN POSITION产生状况及原因2号台伸出不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1160NO.1 PALLET FAST EXTEND IS NOTIN POSITION产生状况及原因1号台快速伸出不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1161NO.2 PALLET FAST EXTEND IS NOTIN POSITION产生状况及原因2号台快速伸出不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1162NO.1 PALLET DRAWBACK IS NOTIN POSITION产生状况及原因进入修调方法.检讨继电器,电磁阀,开关及线路1163NO.2 PALLET DRAWBACK IS NOTIN POSITION产生状况及原因2号台缩回不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线路1164CHNO.1 PALLET FAST DRAWBACK IS NOTIN POSITION产生状况及原因1号台快速缩回不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线1165CHNO.2 PALLET FAST DRAWBACK IS NOTIN POSITION产生状况及原因2号台快速缩回不到位中止运行同时按和停滞换台动作.设D493=1进入修调方法.检讨继电器,电磁阀,开关及线8.2 信息2000ALL AXIS NOT RETURN ZERO REFERENCE产生状况及原因提醒所稀有控轴没有返回参考点.不克不及轮回启动.将各轴回参考点撤消交流台修调方法.2001IN ADJUST NOT RETURN ZERO REFERENCE产生状况及原因调剂机床时没有返回参考点.也可以轮回起动.将D498设为"1"调剂机床用.2002CURENT MACHINE STATUS:PALLET ADJUST(D493=1)产生状况及原因交流工作台在修调方法提醒交流工作台在修调方法将工作台地位调剂好,将D493改为"0"2003D499=1 MAG IN ADJUST产生状况及原因刀库在修调方法.提醒刀库在修调方法.将刀库地位调剂好,将D499改为"0".2066UNLOAD DOOR OPEN产生状况及原因装卸台门打开,提醒操纵者不克不及交流工作台关上装卸台门2094TOOL MAG SAFETY DOOR OPEN产生状况及原因刀库安然门打开提醒操纵者不要迁移转变刀库关上刀库门__。
FANUC系统常见报警中文对照及解决方法
FANUC系统罕有报警中文对照及解决办法之五兆芳芳创作1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在互换台进程中,没在修调方法,台板1或2在伸出位X轴锁住,不克不及移动设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不克不及移动.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不克不及移动.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧.主轴不克不及旋转.查抄主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警.1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开.主轴不克不及旋转.查抄主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警.1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出).不克不及进行刀具互换.查抄主轴定向开关是否任务正常.1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功效时,可能是某个M代码未执行完.程序加工不克不及正常进行.查抄是哪一个M功效未执行.1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位.主轴不克不及正常旋转,与主轴相关的动作不克不及执行.查抄主轴高、低档开关及电磁阀.同时按下键和键,清除报警.1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高级变低档错误.主轴不克不及正常旋转.查主轴低档开关及低档电磁阀.1016SPINDLE CHANGE ERRORFORM LOW GEAR TO HIGH GEAR产生状态及原因主轴由低档变高级错误.主轴不克不及正常旋转.查抄主轴高级开关及高级电磁阀.1017B AXIS CAN NOT UNCLAMP FOR PALLET UNCLAMP产生状态及原因互换台板没夹紧,B轴不克不及松开B轴不克不及移动查抄互换任务台板松开及夹紧信号1020B AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因B轴闭锁.禁止移动(没在互换台进程中,没在修调方法)B轴锁住,不克不及移动.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1021 TOOL NO.DONT FOND产生状态及原因在数据表中未发明输入的刀号.循环停止.查抄数据表及输入刀号(1-24)是否有错误.重新输入,同时按下键和键,清除报警.1022TOOL POT POSITION ERROR产生状态及原因刀库中刀套未停在正确的位置.主轴换刀及选刀.查抄刀套计数开关,并且用修调方将刀套调整正确的位置上,刀库重新回零.1023TOOL MAG DON'T ROTATION产生状态及原因刀库没转.循环停止.查抄刀库电机及刀库正、反转接触器是否吸合,及刀库计数开关.同时按下键和键,清除报警. 1024TOOL MAG RUNTNG DON'T STOP产生状态及原因刀库运转未停止.循环停止.查抄数据表及刀库计数开关.同时按下键和键,清除报警.1030CHIP1 MOTOR BREAKER OFF产生状态及原因控制绞笼电机的空气开关未合或毛病.绞笼电机不克不及转.查抄或改换空气开关.1031CHIP2 MOTOR BREAKER OFF产生状态及原因控制排屑电机的空气开关未合或毛病.排屑电机不克不及转.查抄或改换空气开关.1032PALLET EXCHINGE DOOR MOTOR BREAKER OFF 产生状态及原因换台门电机空气开关未和或毛病.换台门电机不克不及任务查抄或改换空气开关.1033EXTERNAL COOL MOTOR BREAKER OFF产生状态及原因控制外部冷却电机空气开关未和或毛病.外冷电机不克不及任务查抄或改换空气开关1034INTERNAL COOL MOTOR BREAKER OFF产生状态及原因控制内冷却电机空气开关未和或毛病.内冷电机不克不及任务查抄或改换空气开关.1035HYDRAULIC TANK MOTOR BREAKER OFF产生状态及原因液压电机空气开关未合或毛病液压电机不克不及任务查抄或改换空气开关.1042SPINDLE OIL TANK BREAKER OFF产生状态及原因主轴恒温油箱空气开关未合或毛病.主轴不克不及正常任务.查抄或改换空气开关.1043MAGAZING DID NOT EXCHANGE TOOL,IN ADJUST MODE产生状态及原因刀库在调整阶段,不克不及进行换刀.不克不及进行换刀将刀库手动调整好后,取消修调方法,再进行换刀.同时按下键和键,清除报警.1044LUB OIL MOTOR BREAKER OFF产生状态及原因润滑电机空气开关未合或毛病润滑电机不克不及任务查抄或改换空气开关.1046B AXIS NOT CLAMP产生状态及原因B轴没夹紧.循环启动中断.查抄B轴夹紧开关,继电器,电磁阀.1047B AXIS NOT UNCLAMPB轴没松开.循环启动中断.查抄B轴松开开关,继电器,电磁阀.1050SP OIL TANK ALARM SW产生状态及原因主轴恒温油箱油位开关毛病.主轴不克不及正常运行.循环中断.按照随机带的说明书查抄主轴恒温油箱.同时按下键和键,清除报警.1051LUB OIL POSI LOW SW产生状态及原因导轨润滑油位开关动作.循环中断,处于进给保持状态.查抄润滑油位开关.同时按下键和键,清除报警.1052HYDRAULIC TANK FILTER ALARM SW产生状态及原因液压箱过滤器开关动作.循环中断.查抄液压箱过滤器开关.10600PERATION DOOR DID NOT CLOSE,DO NOT CYCLE START操纵门没关,不克不及循环启动循环中断查抄门开关1064Z AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06产生状态及原因在换刀期间,Z轴未回到第二参考点.不克不及进行刀具互换,M功效未完成.在换刀指令(M06)之前,执行G91 G30 Z0.1065Z AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06产生状态及原因在换刀期间,Z轴未在换刀点.不克不及进行刀具互换,M 功效未完成.查抄当前Z轴位置是否在换刀点.1067IN M06,SP ORIENT UNCOMPLETE产生状态及原因在换刀期间,主轴定向未完成.不克不及进行正常刀具互换.查抄或改换主轴定向编码器.1072Y AXIS DID NOT RETURN EXCHANGEPOSITION DURING M06产生状态及原因在换刀期间,Y轴未在换刀点.不克不及进行刀具互换,M 功效未完成.查抄当前Y轴位置是否在换刀点.1073Y AXIS DID NOT RETURN 2nd REFE.POSITION DURING M06产生状态及原因在换刀期间,Y轴未回到第二参考点.不克不及进行刀具互换,M功效未完成.在换刀指令(M06)之前,执行G91 G30 Y0.1075HYDRAULIC TANK OIL LEVEL ALARM产生状态及原因液压箱油位低循环中断查抄液压箱油位或油位开关1076HYDRAULIC TANKOIL TEMPRATURE ALARM产生状态及原因液压箱油温高循环中断查抄液压箱油位或油位开关1080EXTERNAL COOL WATER LEVEL ALARM产生状态及原因外冷水位低低循环中断查抄外冷水箱水位及水位开关1081NTERNAL COOL WATER LEVEL ALARM产生状态及原因内冷水位低低循环中断查抄内冷水箱水位及水位开关1082NTERNAL COOLCIRCLE MOTOR BREAKER OFF产生状态及原因控制内冷却电机空气开关未合或毛病.内冷电机不克不及任务查抄或改换空气开关.1090UNLOAD TOOL DID NOT COMPLETE产生状态及原因卸刀未完成不克不及选刀查抄卸刀电磁阀,继电器,开关及线路.1091TOOL MAGAZING DOOR OPENDID NOT UNCOMPLETE产生状态及原因换刀门开门未完成不克不及换刀同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1092MAGAZING DOOR CLOSE DID NOT UNCOMPLETE 产生状态及原因换刀门关门未完成换刀未完成同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1097X AXIS LUBRICATE OIL PRESSURE LACK产生状态及原因X轴润滑压力继电器循环中断,并且机床在进给保持状态查抄压力继电器同时按下键和键,清除报警.1100T CODE ERROR产生状态及原因T代码等于零或大于刀库容量40程序不克不及执行修改程序,按解除1104POT ORIENTATION EXTEND DID NOT COMPLETE 产生状态及原因刀链定位伸出未完成换刀停止同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1105POT ORIENTATION RETRACT DID NOT COMPLETE 产生状态及原因刀链定位缩回未完成刀库不克不及转同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1106GRIPPER LEFT MOVE DID NOT IN POSITION产生状态及原因机械手左移没到位换刀停止同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1107GRIPPER RIGHT MOVE DID NOT IN POSITION产生状态及原因机械手右移没到位换刀停止同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1110GRIPPER OUT TOOL DID NOT POSITION产生状态及原因平臂拔刀未到位中断换刀同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1111GRIPPER INSERT TOOL DID NOT COMPLETE产生状态及原因机械手臂插刀未完成中断运行同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1112GRIPPER MOVE TO SP SIDE DID NOT COMPLETE产生状态及原因机械手臂移到主轴侧未完成中断运行同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1113ARM MOVE TO WAIT A UNCOMPLETE产生状态及原因机械手臂移到等待位A未完成中断运行同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1114GRIPPER MOVE TO MAGZING DID NOT COMPLETE 产生状态及原因机械手臂移到刀库侧未完成中断运行同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1115GRIPPER MOVE TO WAIT B DID NOT COMPLETE产生状态及原因机械手臂移到等待位B未完成中断运行同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1116GRIPPER 180° POSITION ERROR产生状态及原因手臂互换180°错误中断运行同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1117GRIPPER 0° POSITION ERRO产生状态及原因手臂互换0°错误中断运行同时按和结束换刀动作.设D499=1进入修调方法.查抄继电器,电磁阀,开关及线路1130PALLET DID NOT UNCLAMP产生状态及原因互换台板未松开中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1131PALLET DID NOT CLAMP产生状态及原因互换台板未夹紧中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1134PALLET DID NOT AT 0%%D POSITION产生状态及原因互换任务台0°位置错误中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1135PALLET DID NOT AT 180%%D POSITION产生状态及原因互换任务180°位置错误中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1136PALLET POSITION ERROR产生状态及原因开始互换任务台时,互换台未在原位中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1140B AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60产生状态及原因在M60时,B轴不在第二参考点中断运行同时按和结束换台动作.在执行M60前,先输入 G91 G30 B01142B AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60产生状态及原因在M60时,B 轴不在互换位置中断运行查抄参数6933,6953同时按和结束换台动作1145B AXIS DID NOT CLAMP DURING M60产生状态及原因在M60时,B轴未夹紧中断运行同时按和结束换台动作查抄B轴夹紧电磁阀,开关及线路1146B AXIS IS UNCLAMP DURING M60产生状态及原因在M60时,B 轴在松开位置中断运行同时按和结束换台动作查抄B轴松开电磁阀,开关及线路1147MACHINE STATUS IS IN ADJUST MODEDURING M60产生状态及原因在M60时,修调方法ON中断运行取消互换台修调方法1150?X AXIS DID NOT RETURN 2nd REFE.POSITION DURING M60产生状态及原因在M60时,X轴没在第二参考点中断运行同时按和结束换台动作在执行M60前,先输入G91 G30 X01151X AXIS DID NOT RETURN EXCHANGEPOSITION DURING M60产生状态及原因在M60时X轴未前往换台位置中断运行同时按和结束换台动作查抄上下限参数及实际位置1152EXCHANGE PALLET DOOR DID NOT OPENDURING M60产生状态及原因在M60时,换台门未打开中断运行同时按和结束换台动作设D493=1进入修调方法.查抄电机,开关及线路1153PALLET UNLOAD DOOR DID NOT CLOSEDURING M60产生状态及原因在M60时,装卸门未关中断运行同时按和结束换台动作打开装卸门1154EXCHANGE PALLET DOOR NOT OPEN产生状态及原因换台门未打开关不克不及互换任务台查抄电机、开关及线路1155EXCHANGE PALLET DOOR NOT CLOSE产生状态及原因换台门未关中断运行查抄电机、开关及线路1156NO.1 PALLET EXTEND IS NOT IN POSITION产生状态及原因1号台伸出不到位中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1157NO.2 PALLET EXTEND IS NOT IN POSITION产生状态及原因2号台伸出不到位中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1160NO.1 PALLET FAST EXTEND IS NOTIN POSITION产生状态及原因1号台快速伸出不到位中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1161NO.2 PALLET FAST EXTEND IS NOTIN POSITION产生状态及原因2号台快速伸出不到位中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1162NO.1 PALLET DRAWBACK IS NOTIN POSITION产生状态及原因1号台缩回不到位中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1163NO.2 PALLET DRAWBACK IS NOTIN POSITION产生状态及原因2号台缩回不到位中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线路1164CHNO.1 PALLET FAST DRAWBACK IS NOTIN POSITION产生状态及原因1号台快速缩回不到位中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线1165CHNO.2 PALLET FAST DRAWBACK IS NOTIN POSITION产生状态及原因2号台快速缩回不到位中断运行同时按和结束换台动作.设D493=1进入修调方法.查抄继电器,电磁阀,开关及线8.2 信息2000ALL AXIS NOT RETURN ZERO REFERENCE产生状态及原因提示所有数控轴没有前往参考点.不克不及循环启动.将各轴回参考点取消互换台修调方法.2001IN ADJUST NOT RETURN ZERO REFERENCE产生状态及原因调整机床时没有前往参考点.也可以循环起动.将D498设为"1"调整机床用.2002CURENT MACHINE STATUS:PALLET ADJUST(D493=1)产生状态及原因互换任务台在修调方法提示互换任务台在修调方法将任务台位置调整好,将D493改成"0"2003D499=1 MAG IN ADJUST产生状态及原因刀库在修调方法.提示刀库在修调方法.将刀库位置调整好,将D499改成"0".2066UNLOAD DOOR OPEN产生状态及原因装卸台门打开,提示操纵者不克不及互换任务台打开装卸台门2094TOOL MAG SAFETY DOOR OPEN产生状态及原因刀库平安门打开提示操纵者不要转动刀库打开刀库门__。
机床报警号中英文对照
ARM NUMBER ALARM DESCRIPTIONA000.0A000.1A000.2A000.3A000.4A000.5A000.6A000.7A001.0A001.1A001.2A001.3A001.4A001.5A001.6A001.7A002.0A002.1A002.2A002.3A002.4A002.5A002.6A002.7A003.0 1030 A3.0 HYDRAULIC MOTOR OVERLOAD 液压马达过载Hydraulic adj. 水力的, 水压的Hydraulic motor 液压马达, 液压[液力]发动机A003.1 1031 A3.1 MACHINE AIR PRESS SW FAIL 机器的空气压力失败空气压缩失败Machine n. 机器, 机械, 机动车辆, 机构, 设计, 机械般工作的人, (政党的)领导集团, 核心组织vt.机器制造, 用车床加工A003.2 1032 A3.2 MACH AIR FILTER CLOGGED 空气过滤器堵塞Mach 一种UNIX操作系统, 采用微内核技术Filter n. 滤波器, 过滤器, 滤光器, 筛选vt. 过滤, 渗透, 用过滤法除去vi. 滤过, 渗入, (消息等)走漏, 慢慢传开Clog n. 木底鞋, 障碍v. 障碍, 阻塞A003.3 1033 A3.3 HYD OIL LEVEL LOW 液压油的油压低HYD=Hydraulic Pressure 液压HYDAC=Hybrid Digital Analog Computer 混合数字模拟计算机A003.4 1034 A3.4 HYD OIL OVERTEMP 液压油的温度过热Overtemperature 过热(温度)A003.5 1035 A3.5 HYD OIL FILTER CLOGGED 液压油的过滤器堵塞A003.6 1036 A3.6 HYD PRESSURE FAIL 液压启动失败A003.7 1037 A3.7 HYD PRESS SWITCH ON WITH HYD OFF???关闭时???的压力开关却打开Switch n. 开关, 电闸, 转换vt. 转换, 转变Press Switch 压力(传动)开关A004.0 1040 A4.0 SPINDLE COMMISSIONING FAIL 主轴试运转失败Commis n.<法>小职员, 副手Commissioning 试运转;试车Commission n. 委任, 委托, 代办(权), 代理(权), 犯(罪), 佣金vt. 委任, 任命, 委托, 委托制作, 使服役A004.1 1041 A4.1 PMC FUNCT INSTRUCTION FAIL 电磁功能是指令失效PME=Photomagneto Electric Effect光电磁效应Function n. 官能, 功能, 作用, 职责, 典礼, 仪式, [数]函数vi. (器官等)活动, 运行, 行使职责Instruction n.指示, 用法说明(书), 教育, 指导, 指令A004.2 2142 A4.2 LOW CLASS ALM ACT 15 MIN ?????????Alm n. 救济品,高山草旬Min abbr. 1.部长(Minister) 2.部(Ministry)A004.3 5043 A4.3 PMC FUNCT INSTR FAIL, PATH2 STOP ?????电磁功能是指令失效,路径2停止A004.4 5044 A4.4 ALARM SEV LEVEL 10, PATH2 STOP ?????A004.5 1045 A4.5 TLCHG ALARM, STOP AT M06 EXECUTE ?????TLCHG 报警,在M06处停止运行Execute vt. 执行, 实行, 完成, 处死, 制成,[律]经签名盖章等手续使(证书)生效A004.6 1046 A4.6 TOOL QUEUE COMMISSIONING FAIL 刀盘旋转失败A004.7 1047 A4.7 TOOL CHAIN COMMISSIONING FAIL 刀库链运转失败A005.0 1050 A5.0 24V POWER SUPPLY 1 FAIL ??24V电压没有供给A005.1 1051 A5.1 24V POWER SUPPLY 2 FAIL ??24V电压没有供给A005.2 1052 A5.2 REAR ACCESS DOOR OPENED 后门是开着的Rear n. 后面, 背后, 后方, 屁股adj. 后面的, 背面的, 后方的vt. 培养, 饲养, 举起, 树立, 栽种vi.高耸, 暴跳, 用后腿站起Access n. 通路, 访问, 入门vt. 存取, 接近A005.3 2153 A5.3 REAR ACCESS DOOR OPEN 后门没有关闭A005.4 1054 A5.4 TOOLCHANGE DOOR OPENED 刀库门是开着的A005.5 2155 A5.5 TOOLCHANGE DOOR OPEN 刀库门没有关闭A005.6 2156 A5.6 SERVO FANS CB OFF ??伺服电机风扇没有运转Fan n. 扇子, 鼓风机, 风扇, 迷, 狂热者, 爱好者vt. 煽动, 刺激, 扇, 吹拂vi. 飘动, 成扇形散开Cincinnati Lamb 16−MC−04026 Page 12−5A005.7 1057 A5.7 EMERG STOP CONDITION ACTIVE 急停Emergency n. 紧急情况, 突然事件, 非常时刻, 紧急事件A006.0 2160 A6.0 OPER DOOR OPEN/UNLKOpe v. 开放, 自由进出A006.1 2161 A6.1 MODE NOT IN AUTO OR MDI 没有在AUTO和MDI方式下A006.2 1062 A6.2 OPER DOOR LOCKING FAIL OPER DOOR没有关紧A006.3 1063 A6.3 OPER DOOR UNLKED/OPNED OPER DOOR没有关A006.4 2164 A6.4 OPER DOOR UNLK FAILA006.5 2165 A6.5 FEEDHOLD IS ACTIVE ????进给停止A006.6 1066 A6.6 OPER DOOR OPEN,INCYC/SP NOT OFFA006.7A007.0A007.1A007.2A007.3A007.4A007.5A007.6A007.7A008.0A008.1A008.2A008.3A008.4A008.5A008.6A008.7A009.0 2190 A9.0 PATH 1 AXIS UNREF F120A009.1 2191 A9.1 PATH 2 AXIS UNREF F1120A009.2A009.3A009.4A009.5A009.6A009.7A010.0 1100 A10.0 TRANSPORT DEVICE NOT ALIGNED ?????Device n. 装置, 设计, 图案, 策略, 发明物, 设备[计]安装设备驱动程序Align vi. 排列vt. 使结盟, 使成一行A010.1 1101 A10.1 QUEUE DEVICE NOT ALIGNEDA010.2 2202 A10.2 MECH RET REQ−CYC INHA010.3 1103 A10.3 TOOLCHAIN DEVICE NOT ALIGNEDA010.4 1104 A10.4 XYZBA AXIS MOVER NOT ALIGNEDA010.5 1105 A10.5 INTERCHANGE ARM NOT ALIGNEDA010.6 1106 A10.6 INTERCHANGE DOOR NOT ALIGNEDA010.7 1107 A10.7 TOOLCHANGE DRIVER NOT ALIGNEDA011.0 1110 A11.0 INVALID M CODEA011.1A011.2A011.3A011.4A011.5Page 12−6 Cincinnati Lamb 16−MC−04026A011.6A011.7A012.0 1120 A12.0 CNTR CHIP COV OVLDA012.1 1121 A12.1 REAR LEAF CONV OVLDA012.2 1122 A12.2 REAR DRAG CONV OVLDA012.3 1123 A12.3 CNTR CHIP CONV RUN FAILA012.4 1124 A12.4 REAR LEAF CONV RUN FAILA012.5 1125 A12.5 REAR DRAG CONV RUN FAILA012.6 2226 A12.6 CHIP CONVS ST OP−AUTO SELA012.7 2227 A12.7 CHIP CONV STOP−CC OFF PBA013.0 2230 A13.0 SLD LUBE PS ACT AT START OF LUBEA013.1 2231 A13.1 SLD LUBE PS NOT PICKNG UPA013.2 2232 A13.2 SLD LUBE PS NOT DROPPING OUT A013.3A013.4A013.5A013.6A013.7A014.0A014.1A014.2A014.3A014.4A014.5A014.6A014.7A015.0 1150 A15.0 M81 FAIL, Z AXIS NOT RETRACTA015.1 1151 A15.1 M80 FAIL, AXES NOT IN PSNA015.2A015.3A015.4A015.5A015.6A015.7A016.0 1160 A16.0 B AXIS CLAMPING TIMEOUTA016.1 1161 A16.1 B AXIS UNCLAMPING TIMEOUTA016.2 1162 A16.2 B AXIS CLAMP PS DROPOUTA016.3 1163 A16.3 B AXIS UNCLAMP PS DROPOUTA016.4 2264 A16.4 B AXIS NOT CLP/UNCLP CYC INHA016.5A016.6 1166 A16.6 M10 AND B NOT EVEN DEGREESA016.7 2267 A16.7 B AXIS NOT CLAMPED CYC INHA017.0 1170 A17.0 SERVOS ENABLED FEEDBACK FAILA017.1 1171 A17.1 ASL60 ACTIVE FOR 2 MINUTESA017.2 1172 A17.2 SERV/SPDL CONTACT ON W/MACH OFF A017.3 1173 A17.3 Y MOTOR AXIS BRAKE NOT RELEASEDA017.4 5174 A17.4 TLCHAIN MOTOR BRAKE NOT RELEASEDCincinnati Lamb 16−MC−04026 Page 12−7ALARM NUMBER ALARM DESCRIPTIONA017.5 1175 A17.5 LOAD STN COMMISSION FAILA017.6A017.7A018.0A018.1A018.2A018.3A018.4A018.5A018.6A018.7A019.0 1190 A19.0 X AXIS PMC MOVE CMD FAILA019.1 1191 A19.1 Y AXIS PMC MOVE CMD FAILA019.2 1192 A19.2 Z AXIS PMC MOVE CMD FAILA019.3 1193 A19.3 PMC AXIS MOVE INTERRUPTEDA019.4 1194 A19.4 B/A AXIS PMC MOVE CMD FAILA019.5 2295 A19.5 PATH1 PMC CMD ACTIVEA019.6A019.7A020.0A020.1A020.2 1202A020.3A020.4A020.5A020.6A020.7A021.0 1210 A21.0 SPINDLE M CODE 2 FAILA021.1 1211 A21.1 S CODE GREATER THAN MAXA021.2 1212 A21.2 SPINDLE M CODE 1 FAILA021.3 1213 A21.3 SPINDLE STOP PB, IN CYCLEA021.4 2314 A21.4 SPDL STOP PB,RESTART SPDLA021.5 2315 A21.5 SPDL FAN CB OFFA021.6A021.7A022.0 1220 A22.0 SPDL COMMAND AND NOT VALID GEAR A022.1 1221 A22.1 SPDL CMD AND NOT VALID SP STATEA022.2 1222 A22.2 SPDL NOT ZERO SPEED AT POWER ONA022.3 1223 A22.3 SPDL NOT IN VALID GEAR AT PWR ON A022.4 1224 A22.4 SPINDLE STOPPING TIMEOUT FAILA022.5 1225 A22.5 SPINDLE ORIENTING TIMEOUT FAILA022.6A022.7 1227 A22.7 SPDL CONTACTOR ON TIMEOUT FAILA023.0 1230 A23.0 SPINDLE UP TO SPEED TIMEOUT FAILA023.1 1231 A23.1 SPINDLE DECELERATE TIMEOUT FAIL A023.2 1232 A23.2 GEAR SHIFT ATTEMPTS MORE THAN 5 A023.3 1233 A23.3 SPDL SHIFT TO NEUTRAL FAILEDPage 12−8 Cincinnati Lamb 16−MC−04026ALARM NUMBER ALARM DESCRIPTIONA023.4 1234 A23.4 SPINDLE REORIENTING FAILDA023.5 1235 A23.5 SPDL RUN’G & GEARBOX SW FAILEDA023.6 2336 A23.6 SPDL NOT STOP/RUN/NEUTRALA023.7 2337 A23.7 SPDL NOT IN ANY GEARA024.0 1240 A24.0 SPINDLE STOP TIMEOUTA024.1A024.2 1242 A24.2 SPINDLE START TIMEOUTA024.3 1243 A24.3 SPINDLE ORIENT TIMEOUTA024.4 1244 A24.4 SPINDLE REORIENT TIMEOUTA024.5 1245 A24.5 SPINDLE ACC/DEC TIMEOUTA024.6A024.7A025.0A025.1A025.2A025.3A025.4A025.5A025.6A025.7A026.0 2360 A26.0 SPDL STOP/RUN−CYC INHA026.1 1261 A26.1 SPDL MOTOR ALARM, FANUCA026.2 1262 A26.2 SP MOTOR WINDING SHFT FAILA026.3 1263 A26.3 SPDL ENABLE CONTACTOR ON FAILA026.4 1264 A26.4 SPDL ENABLE CONTACTOR OFF FAIL A026.5 1265 A26.5 RIGID TAPPING & SPDL MCODE FAIL A026.6A026.7A027.0A027.1 2371 A27.1 COOLANT FILTER CLOGGEDA027.2 2372 A27.2 MIST COLLECT MTR OVLDA027.3 1273 A27.3 CLNT LEVEL LOW WHILE STARTINGA027.4 2374 A27.4 COOLANT LEVEL LOWA027.5 2375A27.5 COOLANT TRANSFER FLOW FAILA027.6A027.7A028.0 2380 A28.0 LOW PRESS CLNT OVLDA028.1 1281 A28.1 HI PRESS/LOW PRESS CLNT MTR OVLDA028.2 1282 A28.2 HI PRESS CLNT FLOW FAILA028.3 1283 A28.3 HI PRESS COOL FLOW UNACTUATE FAIL A028.4 1284 A28.4 CHIP WASH MTR OVLDA028.5 1285 A28.5 PART WASH MTR OVLDA028.6A028.7 1287 A28.7 CLNT TRANS PUMP MTR OLDA029.0A029.1A029.2Cincinnati Lamb 16−MC−04026 Page 12−9ALARM NUMBER ALARM DESCRIPTIONA029.3A029.4A029.5A029.6A029.7A030.0A030.1A030.2A030.3A030.4A030.5A030.6A030.7A031.0A031.1A031.2A031.3A031.4A031.5A031.6A031.7A032.0 1320 A32.0 DRAWBAR AUTO COMMAND FAILA032.1 1321 A32.1 DRAWBAR CLAMP TIMEOUTA032.2 1322 A32.2 DRAWBAR UNCLAMP TIMEOUTA032.3 1323 A32.3 DRAWBAR FDBK SW FAILA032.4 1324 A32.4 DRBAR ACTUAT NOT RETR SPDL RUNA032.5 1325 A32.5 AUTO TOOLCHG DB CLAMPING FAILA032.6 2426 A32.6 DRAWBAR POSITION UNKNOWN CYC INH A032.7 2427 A32.7 DRBAR ACTUAT NOT ADV DB UNCLA033.0A033.1A033.2A033.3A033.4A033.5A033.6A033.7A034.0 2440 A34.0 SPDL LUBE PS NOT ONA034.1 2441 A34.1 SPDL LUBE PS NOT OFFA034.2A034.3A034.4A034.5A034.6 1346 A34.6 SPINDLE LUBE LEVEL LOWA034.7 1347 A34.7 SPDL LUBE PUMP MTR OVLDA035.0 2450 A35.0 DBAR SENS1 OVERRANGEA035.1 2451 A35.1 DBAR SENS1 OPEN CURCUITPage 12−10 Cincinnati Lamb 16−MC−04026ALARM NUMBER ALARM DESCRIPTIONA035.2 2452A35.2 DBAR SENS1 READING INVALIDA035.3 2453 A35.3 BDAR SENS1 CONFIG INVALIDA035.4 2454 A35.4 DBAR SENS1 DEFECTIV TERMA035.5 2455 A35.5 DBAR SENS1 UNDERRANGEA035.6 2456 A35.6 DBAR SENS2 OVERRANGEA035.7 2457 A35.7 DBAR SENS2 OPEN CURCUITA036.0 2460A36.0 DBAR SENS2 READING INVALID A036.1 2461 A36.1 DBAR SENS2 CONFIG INVALIDA036.2 2462 A36.2 DBAR SENS2 DEFECTIV TERMA036.3 2463 A36.3 DBAR SENS2 UNDERRANGEA036.4 1364A36.4 NO DRAWBAR SENSOR SELECTED A036.5A036.6A036.7A037.0A037.1A037.2A037.3A037.4A037.5A037.6A037.7A038.0 2480 A38.0 TOOL EJECT RET TIMEOUTA038.1 2481 A38.1 TOOL EJECT ADV TIMEOUTA038.2 2482 A38.2 TOOL EJECT NOT RETRACTEDA038.3A038.4A038.5A038.6A038.7A039.0 5390 A39.0 AUTO CHAIN POSITIONING FAIL A039.1 2491 A39.1 CHAIN DOOR NOT CLSD/LOCKA039.2 2492 A39.2 TOOL CHAIN MANUAL ACCESSA039.3 5393 A39.3 CH DOOR /LOCK BEFOR JOGA039.4 5394 A39.4 TLCHAIN SEQUENCE TIMEOUTA039.5 5395 A39.5 TOOLCHAIN MOVE INTERRUPTEDA039.6 5396 A39.6 CHAIN MOVE & DR/LCK OR EJT/RETA039.7 5397 A39.7 CHAIN INTERFERENCE W/TOOL TRANSPORT A040.0 2500 A40.0 TRANSP TOOL GRIP TIMEA040.1 2501 A40.1 TRANSP TOOL UNGRIP TIMEA040.2 2502 A40.2 TRANSP TO CHAIN TIMEA040.3 2503 A40.3 TRANSP FROM CHIAN TIMEA040.4 2504 A40.4 TRANSP TO DRUM TIMEA040.5 2505 A40.5 TRANSP FROM DRUM TIMEA040.6 2506 A40.6 TRANSP INSERT TIMEA040.7 2507 A40.7 TRANSP REMOVE TIMEA041.0 2510 A41.0 QUEUE CW TIMEOUTCincinnati Lamb 16−MC−04026 Page 12−11ALARM NUMBER ALARM DESCRIPTIONA041.1 2511 A41.1 QUEUE CCW TIMEOUTA041.2 2512 A41.2 QUEUE TOOL TO 0 TIMEOUTA041.3 2513 A41.3 QUEUE TOOL TO 90 TIMEOUTA041.4 2514 A41.4 TOOL QUEUE COMMAND 1 FAILA041.5 2515 A41.5 TOOL QUEUE COMMAND 2 FAILA041.6 2516 A41.6 TOOL QUEUE−CYC INHA041.7A042.0 2520 A42.0 INTERCHANGE ARM NOT CLEARA042.1 5421 A42.1 INTERCHG DOOR CLOSE TIMEOUTA042.2 5422 A42.2 INTERCHG DOOR OPN TIMEOUTA042.3 2523 A42.3 INTERCHG DOOR NOT CLOSEDA042.4 5424 A42.4 INTERCHG TOOLS COMMAND FAILA042.5 5425 A42.5 INTERCHG ARM MOVE INTERRUPTEDA042.6A042.7A043.1A043.2A043.3A043.4A043.5A043.6A043.7A044.0 1440 A44.0 M37 AND NO T CODE FAILA044.1 1441 A44.1 M37 AND INVALID T CODE FAILA044.2 1442 A44.2 M37 AND 200 TOOLS IN QUEUE LISTA044.3A044.4A044.5A044.6A044.7A045.0 1450 A45.0 T CODE ZERO AND NO M06A045.1 1451 A45.1 M06 ONLY AND T NOT PREV PROGA045.2 1452 A45.2 M06 AND DB CLP AND (SP TOOL = 0)A045.3 1453 A45.3 M06 & TL @5B@I430,D2304@5D@ EXPECTED IN SPDL A045.4 1454 A45.4 CHAIN POCK > 40,80,OR 120A045.5 2555A45.5 TOOL MGMT TL CONVERT FAILA045.6 1456 A45.6 INTERCHG TOOL DRAWBAR CLAMP FAILA045.7 1457 A45.7 UNLOAD TOOL DRAWBAR NOTOOL FAILA046.0 1460 A46.0 HANDY OP PANEL DISCONNECTEDA046.1 1461 A46.1 HANDY OP PANEL COMM ERRORA046.2 1462 A46.2 HANDY PANEL LCD ERROR @5B@I110,R2720@5D@ A046.3A046.4A046.5A046.6Page 12−12 Cincinnati Lamb 16−MC−04026ALARM NUMBER ALARM DESCRIPTIONA047.0 1470 A47.0 PALLET CLAMPING FAILA047.1 1471 A47.1 PALLET UNCLAMPING FAILA047.2 1472 A47.2 PALLET CLAMPED PRESSURE FAILUREA047.3 1473 A47.3 PALLET CHANGER RAISE FAILA047.4 1474 A47.4 PALLET CHANGER LOWER FAILA047.5 1475 A47.5 PALLET CLAMP CONES AIRBLAST FAILA047.6 1476 A47.6 PALLET SEAT CHECK IN CYCLE FAILA047.7 2577 A47.7 PALLET NOT SEATEDA048.0 1480 A48.0 PALLET DOOR LOCKING FAILA048.1 2581 A48.1 SHUTTLE PENDING− PRESS PALLET RES ET A048.2 1482 A48.2 PALLET SEAT CHECK AFTER CLAMP FAIL A048.3 1483 A48.3 PALLET DOOR UNLOCK FAILA048.4 1484 A48.4 PLT CHGR INVALID POSN FOR M02A048.5 2585 A48.5 PLT CHGR IN INVALID POSA048.6 5486 A48.6 B2 AXIS PMC MOVE COMMAND FAILA048.7 1487 A48.7 Z AXIS INTERFERS W/PALLETNOT LOWERED OR IN POSITIONA049.0 5490 A49.0 OPER DR INTERFERE W/PALLET CHGRA049.1 2591 A49.1 PALLET DOOR OPEN WHILE MOVINGA049.2 2592 A49.2 PAL IN POS AT LOAD NOT ONA049.3 2593 A49.3 PALLET DOOR NOT CLSDA049.4 2594 A49.4 OPERATOR DOOR NOT CLSDA049.5A049.6A049.7A050.0A050.1A050.2 1502 A50.2 INCH/METRIC MODE CHG FAILA050.4 1504 A50.4 MAIN XFORMER OVERTEMPA050.5 1505 A50.5 POWER PANEL OVERTEMPA050.6A050.7 1507 A50.7 EMERG STOP − HANDY PANELA051.0 2610 A51.0 SPINDLE LUBE AIR PRESS SW FAILA051.1 2611 A51.1 SPINDLE PROTECTION AIR SW FAILA051.2 1512 A51.2 SPINLDE CHILLER FAULTA051.3 2613 A51.3 SPINDLE PRELUBE REQUIREDA051.4 1514 A51.4 SPDL WARMUP TOOL MUST BE TOOL 1A051.5 2615 A51.5 SPINDLE PRELUBE OCCURRINGA051.6 2616 A51.6 SPINDLE WARMUP REQUIREDA051.7 2617 A51.7 SPINDLE WARMUP OCCURINGA052.0 2620 A52.0 TRANSPORT TOOL CMD1 FAILA052.1 2621 A52.1 TRANSPORT TOOL CMD2 FAILA052.2 2622 A52.2 TRANSPORT TOOL CMD3 FAILA052.3 2623 A52.3 TRANSPORT TOOL CMD4 FAILA052.4 2624 A52.4 TOOL TRANSPORT−CYC INHA052.5 1525 A52.5 NO TOOL PRESENT AT CHAIN, CAN’T LOAD TO DRUMCincinnati Lamb 16−MC−04026 Page 12−13ALARM NUMBER ALARM DESCRIPTIONA052.6 1526 A52.6 TOOL IS PRESENT AT CHAIN,CAN’T LOAD FROM DRUMA052.7A053.0 2630 A53.0 SET TOOL 0,DBAR MUST BE UNCL OR NO TOOLA053.1 2631 A53.1 SET TOOL 0 COMPLETE VERIFYTOOL QUEUE IS EMPTYA053.2A053.3 2633 A53.3 SPINDLE − UNKNOWN TOOLA053.4 2634 A53.4 TRANSPORT−UNKNOWN TOOLA053.5 2635 A53.5 QUEUE POCK1−UNKNOWN TOOLA053.6 2636 A53.6 QUEUE POCK2−UNKNOWN TOOLA053.7 2637 A53.7 INTERCHANGE ARM−UNKNOWN TOOLA054.0 2640 A54.0 DRAWBAR NOT ALIGNEDA054.1 2641 A54.1 BACKGND TOOL LOAD/UNL NOT ALIGNED A054.2 2642 A54.2 PALLET CHANGER NOT ALIGNDA054.3 2643 A54.3 ALIGN AND OPERATOR DOOR OPENA054.4 2644 A54.4 ALIGN AND REAR DOOR OPENA054.5 2645 A54.5 ALIGN AND CHAIN DOOR OPENA054.6 2646 A54.6 ALIGN AND ACCESS DOOR OPENA054.7 2647 A54.7 ALIGN AND PALLET DOOR OPENA055.0 1550 PROFIBUS SLAVE 03 COMM FAILA055.1 1551 PROFIBUS SLAVE 04 COMM FAILbus slave 总线受控A055.2 1552 PROFIBUS SLAVE 05 COMM FAILA055.3 1553 PROFIBUS SLAVE 06 COMM FAILA055.4 1554 PROFIBUS SLAVE 07 COMM FAILA055.5 1555 PROFIBUS SLAVE 08 COMM FAILA055.6 1556 PROFIBUS SLAVE 09 COMM FAILA055.7 1557 PROFIBUS SLAVE 10 COMM FAILA056.0A056.1 1561 PROFIBUS SLAVE 12 COMM FAILA056.2 1562 PROFIBUS SLAVE 13 COMM FAILA056.3 1563 PROFIBUS SLAVE 14 COMM FAILA056.4 1564 PROFIBUS SLAVE 15 COMM FAILA056.5 1565 PROFIBUS SLAVE 16 COMM FAILA056.6A056.7A057.0A057.1A057.2A057.3A057.4A057.5A057.6A057.7A058.0 1580PROFIBUS SLAVE 03 NOT READY FAIL A058.1 1581PROFIBUS SLAVE 04 NOT READY FAIL A058.2 1582PROFIBUS SLAVE 05 NOT READY FAIL Page 12−14 Cincinnati Lamb 16−MC−04026ALARM NUMBER ALARM DESCRIPTIONA058.3 1583PROFIBUS SLAVE 06 NOT READY FAIL A058.4 1584PROFIBUS SLAVE 07 NOT READY FAIL A058.5 1585PROFIBUS SLAVE 08 NOT READY FAIL A058.6 1586PROFIBUS SLAVE 09 NOT READY FAIL A058.7 1587PROFIBUS SLAVE 10 NOT READY FAIL A059.0A059.1 1591PROFIBUS SLAVE 12 NOT READY FAIL A059.2 1592PROFIBUS SLAVE 13 NOT READY FAIL A059.3 1593PROFIBUS SLAVE 14 NOT READY FAIL A059.4 1594PROFIBUS SLAVE 15 NOT READY FAIL A059.5 1595PROFIBUS SLAVE 16 NOT READY FAIL A059.6A059.7A060.0A060.1A060.2A060.3A060.4A060.5A060.6A060.7A061.0 2710 A61.0 SPDL RTD 1 OVERRANGEA061.1 2711 A61.1 SPDL RTD 1 OPEN/SHORT CIRCUIT A061.2 2712A61.1 SPDL RTD 1 READING INVALIDA061.3 2713 A61.3 SPDL RTD 1 CONFIG INVALIDA061.4 2714 A61.4 SPDL RTD 1 DEFECTIVE TERMINAL A061.5 2715 A61.5 SPDL RTD 1 UNDERRANGEA061.6 2716 A61.6 SPDL RTD 1 TEMP WARNINGA061.7 2717 A61.7 SPDL RTD 1 TEMP SHUTDOWNA062.0 2720 A62.0 SPDL RTD 2 OVERRANGEA062.1 2721 A62.1 SPDL RTD 2 OPEN/SHORT CIRCUIT A062.2 2722A62.2 SPDL RTD 2 READING INVALIDA062.3 2723 A62.3 SPDL RTD 2 CONFIG INVALIDA062.4 2724 A62.4 SPDL RTD 2 DEFECTIVE TERMINAL A062.5 2725 A62.5 SPDL RTD 2 UNDERRANGEA062.6 2726 A62.6 SPDL RTD 2 TEMP WARNINGA062.7 2726 A62.7 SPDL RTD 2 TEMP SHUTDOWNA063.0 2730 A63.0 SPDL RTD 3 OVERRANGEA063.1 2731 A63.1 SPDL RTD 3 OPEN/SHORT CIRCUIT A063.2 2732A63.2 SPDL RTD 3 READING INVALIDA063.3 2733 A63.3 SPDL RTD 3 CONFIG INVALIDA063.4 2734 A63.4 SPDL RTD 3 DEFECTIVE TERMINAL A063.5 2735 A63.5 SPDL RTD 3 UNDERRANGEA063.6 2736 A63.6 SPDL RTD 3 TEMP WARNINGA063.7 2737 A63.7 SPDL RTD 3 TEMP SHUTDOWNA064.0 2740 A64.0 SPDL RTD 4 OVERRANGEA064.1 2741 A64.1 SPDL RTD 4 OPEN/SHORT CIRCUITCincinnati Lamb 16−MC−04026 Page 12−15ALARM NUMBER ALARM DESCRIPTIONA064.2 2742A64.2 SPDL RTD 4 READING INVALIDA064.3 2743 A64.3 SPDL RTD 4 CONFIG INVALIDA064.4 2744 A64.4 SPDL RTD 4 DEFECTIVE TERMINAL A064.5 2745 A64.5 SPDL RTD 4 UNDERRANGEA064.6 2746 A64.6 SPDL RTD 4 TEMP WARNINGA064.7 2747 A64.7 SPDL RTD 4 TEMP SHUTDOWNA065.0 2750 A65.0 TOOL MGNT NPT CONVERT T CODEA065.1 2751A65.1 TOOL MGMT NOT UPDATE VARBSA065.2A065.3A065.4A065.5A065.6A065.7A066.0 2760A66.0 BACKGND LOAD TL # INVALIDA066.1A066.2A066.3A066.4A066.5A066.6A066.7A067.0 2170A67.0 CHIP CONV STOPPED − AUTO SELA067.1 2171A67.1 CHIP CONV STOPPED − OFF PBA067.2A067.3A067.4A067.5A067.6A067.7A068.0 1680 A68.0 SPDL PRB ERROR−CHECK PROBE UNIT A068.1 1681 A68.1 SPINDLE PROBE BATTERY POWER LOW A068.2 1682 A68.2 PRB SEAT LOST DURING RAPID MOVE A068.3 1683 A68.3 SPINDLE PROBE UNEXPECTED TRIGGER A068.4 1684 A68.4 SPDL PRB OFF BEFORE CHNG’G TOOLSA068.5 1685 A68.5 SPINDLE PROBE MAX SPEED EXCEEDEDA068.6 1686 A68.6 SPINDLE PROBE ON FAILED RETRYA068.7 2787A68.7 SPINDLE PROBE IS ACTIVEA069.0A069.1A069.2A069.3A069.4A069.5A069.6A069.7A070.0 2800 FEEDRATE OVERRIDE SET TO ZEROPage 12−16 Cincinnati Lamb 16−MC−04026ALARM NUMBER ALARM DESCRIPTIONA070.1 2801 OPER HANDHELD PENDANT ACTIVEA070.2 2802 HOP ENABLE FAILED−REQUIRESFDRATE OVERRIDES SET THE SAMEA070.3 2803 RAPID OVERRIDE ENABLEDA070.4A070.5A070.6A070.7 2807SPINDLE STOP REQUIRED−PB INHIB ITA071.0 2810 PALLET UNCLAMPED REQUIREDA071.1 2811 PALLET CHANGER IN POS REQ (0,180) PB INHIBIT A071.2 2812 MOTION INHIBIT − ALARM ACTIVEA071.3 2813 PALLET IN POSN AT LOAD REQUIREDA071.4 2814 PALLET IN UP POSITION REQ − PB INHIBITA071.5 2815 Z AXIS IN PALLET POSITION REQ − PB INHIBITA071.6 2816 PALLET IN DOWN POSITION REQ − PB INHIBITA071.7 2817 MACHINE ON REQUIREDA072.0 2820 MECH MANUAL MODE REQUIREDA072.1 2821 CYCLE ACTIVE − PB INHIBITA072.2 2822 SPINDLE NOT IN VALID GEAR − PB INHIBITA072.3 2823 RIGID TAPPING ACTIVE − PB INHIBITA072.4 2824 DRAWBAR NOT CLAMPED − PB INHIBITA072.5 2825 PALLET SWAP NOT IN VALID POS − PB INHIBITA072.6 2826 SPINDLE SPEED CODE=0 − PB INHIBITA072.7 2827 OPERATOR DOOR OPEN REQUIRED − PB INHIBITA073.0 2830 OPER DOOR CLOSED REQUIRED − PB INHIBITA073.1 2831 REAR DOOR CLOSED REQUIRED − PB INHIBITA073.2 2832 CHAIN DOOR CLOSED REQUIRED − PB INHIBITA073.3 2833 TC ACCESS DOOR CLOSED REQ − PB INHIBITA073.4 2834 PALLET DOOR CLOSED REQUIRED − PB INHIBITA073.5 2835 I−ARM CLEAR OF MACHINE REQ − PB INHIBITA073.6 2836 PALLET CHANGE SEQ ACTIVE − PB INHIBITA073.7 2837 B−AXIS UNCLAMPED REQUIRED − PB INHIBITA074.0 2840 QUEUE ARM AT ZERO POSN REQ − PB INHIBITA074.1 2841 QUEUE DRUM IN POSN REQ − PB INHIBITA074.2 2842 TRANSPORT C LEAR OF DRUM REQ − PB INHIBITA074.3 2843 FEEDHOLD ACTIVE−FRONT FEEDHOLD PB PRESSEDA074.4 2844 TRANSPORT CLEAR OF CHAIN REQ − PB INHIBITA074.5 2845 CHAIN ACCESS REQUESTEDA074.6 2846 CHAIN ACCESS MANUAL ENABLEA074.7 2874 INTERCHANGE DOOR OPEN REQ − PB I NHIBITA075.0 2850 BLOCK DEL− SKIP BLOCKS THAT BEGIN WITH /A075.1 2851 OPT STOP ACT − WAITING FOR M01 TO STOP EXECUTION A075.2 2852 PROG STOP ACTIVE, M00 ACTIVE IN PROGRAMA075.3 2853 PROGRAM TEST FUNCTION ACTIVEALL CUTTING AXES ARE INHIBITEDA075.4 2854 X AXIS INHIBIT ACTIVEA075.5 2855 Y AXIS INHIBIT ACTIVECincinnati Lamb 16−MC−04026 Page 12−17ALARM NUMBER ALARM DESCRIPTIONA075.6 2856 Z AXIS INHIBIT ACTIVEA075.7 2857 A AXIS INHIBIT ACTIVEA076.0 2860 B AXIS INHIBIT ACTIVEA076.1 2861 MACHINE LOCK− S ELECT AXIS PBA076.2 2862 DRY RUN MODE SELECTED − PROGRAMWILL RUN AT JOG FEEDRATEA076.3 2863 SPINDLE PROBE ACTIVE − PB INHIBITA076.4 2864 B AXIS IN POSITION REQUIRED − PB INHIBIT@0A@A076.5 2865 Z AXIS IN FIXED PROBE CLEAR POS’N REQUIRED− PB INHIBITA076.6 2866A076.7 2867A077.0 2870 TRANSPORT ARM IN TOOL INSERT POS REQ − PB INHIBIT A077.1 2871 TRANSPORT ARM AT CHAIN/DRUM POS REQ − PB INHIBIT A077.2 2872 TRANSPORT ARM GRIPPER RELEASED REQ − PB INHIBIT A077.3 2873TRANSPORT ARM FROM DRUM POS REQ − PB INH IBITA077.4 2874 TRANSPORT ARM GRIPPED REQ’D − PB INHIBITA077.5 2875 QUEUE POCKET AT 90 DEG POSITION REQ’D − PB INHIBIT A077.6 2876 NO TOOL PRESENT IN CHAIN REQ − PB INHIBITA077.7 2877 TRANSPORT AT CHIAN POS REQ’D − PB INHIBITA078.0 2880 CHAIN IN VAILID POSITION REQ’D PB INHIBITA078.1 2881A078.2 2882 INVALID POSITION TO START SELECTED MOTIONA078.3 2883A078.4 2884A078.5 2885。
FANUC常见PMC报警表
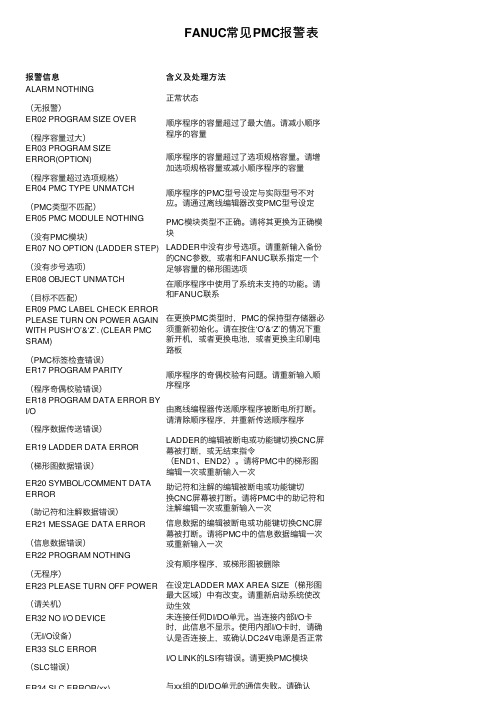
FANUC常见PMC报警表报警信息含义及处理⽅法ALARM NOTHING(⽆报警)正常状态ER02 PROGRAM SIZE OVER (程序容量过⼤)顺序程序的容量超过了最⼤值。
请减⼩顺序程序的容量ER03 PROGRAM SIZE ERROR(OPTION)(程序容量超过选项规格)顺序程序的容量超过了选项规格容量。
请增加选项规格容量或减⼩顺序程序的容量ER04 PMC TYPE UNMATCH (PMC类型不匹配)顺序程序的PMC型号设定与实际型号不对应。
请通过离线编辑器改变PMC型号设定ER05 PMC MODULE NOTHING (没有PMC模块)PMC模块类型不正确。
请将其更换为正确模块ER07 NO OPTION (LADDER STEP)(没有步号选项)LADDER中没有步号选项。
请重新输⼊备份的CNC参数,或者和FANUC联系指定⼀个⾜够容量的梯形图选项ER08 OBJECT UNMATCH (⽬标不匹配)在顺序程序中使⽤了系统未⽀持的功能。
请和FANUC联系ER09 PMC LABEL CHECK ERROR PLEASE TURN ON POWER AGAIN WITH PUSH‘O’&‘Z’. (CLEAR PMC SRAM)(PMC标签检查错误)在更换PMC类型时,PMC的保持型存储器必须重新初始化。
请在按住‘O’&‘Z’的情况下重新开机,或者更换电池,或者更换主印刷电路板ER17 PROGRAM PARITY (程序奇偶校验错误)顺序程序的奇偶校验有问题。
请重新输⼊顺序程序ER18 PROGRAM DATA ERROR BY I/O(程序数据传送错误)由离线编程器传送顺序程序被断电所打断。
请清除顺序程序,并重新传送顺序程序ER19 LADDER DATA ERROR (梯形图数据错误)LADDER的编辑被断电或功能键切换CNC屏幕被打断,或⽆结束指令(END1、END2)。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1.AL-01:伺服报警尘埃这个报警表示伺服电机遇到了尘埃问题。
解决方法是清洁伺服电机,并确保其周围环境清洁。
2.AL-02:伺服报警过载这个报警表示伺服电机遇到过载问题。
解决方法是检查伺服电机和相关设备的负载情况,确保其在正常范围内。
3.AL-03:伺服报警过温这个报警表示伺服电机遇到过温问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
4.AL-04:伺服报警驱动断开这个报警表示伺服电机的驱动断开。
解决方法是检查伺服电机的连接线路是否正常,确保电缆连接牢固。
5.AL-05:伺服报警电源断开这个报警表示伺服电机的电源断开。
解决方法是检查伺服电机的电源线路是否正常,确保电源连接牢固。
6.AL-06:伺服报警过流这个报警表示伺服电机遇到过流问题。
解决方法是检查伺服电机和相关设备的电流情况,确保其在正常范围内。
7.AL-07:伺服报警过压这个报警表示伺服电机遇到过压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
8.AL-08:伺服报警欠压这个报警表示伺服电机遇到欠压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
9.AL-09:伺服报警过热这个报警表示伺服电机遇到过热问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
10.AL-10:伺服报警驱动电流异常这个报警表示伺服电机驱动电流异常。
解决方法是检查伺服电机的驱动器和电缆连接是否正常,并确保电缆连接牢固。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC PMC中文英文报警对照表对于有的机床编写的报警是英文或者英文的缩写,看起来不明确,以下是个人整理的对照表,方便人阅读。
T WORD ERROR (T 码错误)LOW OIL LEVEL (油位低)SPINPLE FAULT (主轴故障)SPINDLE ALARM (主轴报警)EXTERNAL EMG STOP (急停按钮被按下)AC NOT READY (交流盘未准备好)SPINPLE LUBE FAULT (主轴润滑故障)T CODE ERROR (T代码出错,非法T代码)M CODE ERROR (M代码出错,非法M代码)SERVO NOT READY (伺服未准备好)NC NOT READY(NC没准备好)TURRET FAULT (转塔故障)TURRET LIMIT (转塔限位)DC 24V OPEN (直流24断开)+24V NOT READY(+24V没准备好)GRAR DRIFT (档位漂移)PLEASE AXIS RETURN HOME(轴未回零)PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障)UNCL TOOL FALL(松刀失败)AIR PRESSURE DROP (压缩空气压力过低)CLAMP TOOL FALL(夹刀失败)DRUM NOT PARKED(刀库未在原值)X ZERO POINT NOT REACHED (X 轴未回零)Y ZERO POINT NOT REACHED (Y 轴未回零)Z ZERO POINT NOT REACHED (Z 轴未回零)4TH ZERO POINT NOT REACHED (第4轴未回零)X AXIS OVERTR**L(X轴超限)Y AXIS OVERTR**L (Y轴超限)Z AXIS OVERTR**L (Z轴超限)COUNTER SWITCH REEOR (计数开关故障)MASTERT RANSFER OVER TEMP (主变压器过热)Z AXIS NOT AT FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTATION FALLURE (主轴定向失败)TOOL DESENT OR TOOL DATA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀)A AXIS UNCLAMP FAIL (A 轴松开失败)A AXIS CLAMP FAIL (A 轴夹紧失败)DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败)MG SWING OVERLOAD(刀库摆动过载)DRUM BACK PARK IS FALL (刀库摆回原始位失败)TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)DRUM ATC FAULT (自动换刀失败)TOOLS UNLOCKED (刀具未锁紧)BATTERY ALARM (电池报警)DRUM POSITION SWITCH ERROR (刀库位置检测开关故障)DRUM NOW NOT AT PARK (刀库未在原始位置)IT DANGOU TO MOVE DRUM (刀库禁动)POT UO FAILOR POT NOT AT UP POSITION (刀套未在水平位)POT DOWN FAIL (刀套翻下动作失败)IT IS DANGOUR TO MOVE ARM (机械手禁动)THE SPINDLE STATU IS ERROR (主轴状态错误)ARM MOTOR OR ARM SWITCH FALL (机械手或机械手开关故障)CENTRE LUBRICATION FALL (中心润滑故障)THE WORK NOT CLAMPED (工件未夹紧)AUTO TOOL CHANGE FAULT (自动换刀失败)TOOL DATA OUT OF RANGE (指令刀具号超出范围)THE ORDER TOOL NOW IN SPINDLE (目标刀具在主轴上)THE THREE SPINDLE SWITCH FAULT (主轴上的接近开关)THE CENTRE COOLANT IS LOWER (刀具内冷泵液位过低)DRUM RETURN 1# POSITION FAULT (刀库自动回零失败)SPINDLE OVERLOAD (主轴过载)TURRENT MOTOR OVERLOAD (刀盘转动电机过载)CHIP CONVEYER OVERLOAD (拉屑器过载)HARD LIMIT OR SERVO ALARM (硬限位或伺服报警)NO LUB OIL (无润滑油)INDEX HEAD UNLOCKED (分度头未锁紧)MT NOT READY(机床没准备好)MG OVERLOAD (刀库过载)LUB EMPTY(润滑无油)AIR PRESSURE(气压不足)COOLANT NOT READY(冷却没准备好)LUBE EMPTY(油雾油位低,润滑油位低)LUB PRESSURE LOW(润滑压力低)CONVEY VERLOAD(排屑过载)LUB OVERLOAD(润滑过载)LUBE PRESSURE LOW(油雾压力低)SERIAL SPINDLE ALARM (串行主轴报警)NC BATTERY LOW ALARM(NC电池低报警)MAGAZINE MOVE LIMIT SWITCH ERRORSPINDLE TOOL UNLAMP POSITION LIMIT SWITCH ERROR MAGAZINE NOT IN POSITION OR SENSOR ERRORAIR PRESSURE LOW ALARM(气压低报警)MOTOR OVERLOAD(电机过载)T CODE > MAGAZINE TOOLST CODE < 1 ERROR5TH AXIS HARDWARE OVERTR**ER LIMIT ERRORDOOR IS OPENED(开门)LUB PRESSURE SWITCH ERROR(油压开关错误)SPINDLE OIL COOLANT UNIT ERRORSPINDLE LOAD ABNORMAL(主轴负荷异常)TRANSDUCER ALARM(传感器报警)BED-HEAD LUBRICATE OFF(床头润滑关闭)EMG OFFHYDRAULIC CHUCK PRESS LOW(液压夹头压力低)HYDRAULIC TAIL PRESS LOW(液压尾座压力低)LUB 0IL LOW(油压低)TURRET CODE ERROR(转塔码错误)TURRET RUN OVERTIME(转塔运行超时)MANUAL HANDLE INTERRUPTTRY TO RUN SPINDLE WHILE CHUCK NOT LOCKTRY TO RUN SPINDLE WHILE TAIL NOT LOCKSPINDLE NEUTRAL GEARMAGAZINE ADJUSTHYDRAULIC NOT RUNSAFETY DOOR BE OPENEDSAFETY DOOR NOT CLOSENOT ALL AXIS H**E GONE BACK REFIN ADJUST,IGNORE GOING BACK REFAFTER EXCHANGE TOOL,CYCLE STARTATC MOTOR QF16 OFFX AXIS IS LOCKED(X 轴被锁定)Y AXIS IS LOCKED(Y 轴被锁定)Z AXIS IS LOCKED(Z 轴被锁定)A AXIS IS LOCKED(A 轴被锁定)SPINDLE MOTOR FAN QF26 OFF(主轴电机风扇QF26关闭)关注我们的微信公众号shukongzhpngguo,获取更多数控技术文章。
SPINDLE ORIENTATION INCOMPLETE(主轴定位不完全)M FUNCTION NOT COMPLETE(M 功能无法完成)SPINDLE NOT IN GEAR POSITION(齿轮不在主轴位置)SPINDLE NOT CHANGED TO LOW GEAR(主轴没有变为低档)SPINDLE NOT CHANGED TO HIGH GRAR(主轴没有变为高档)MAG NOT BACKWARDSPINDLE TOOL NOT CLAMPSPINDLE TOOL NOT UNCLAMPMAG NOT IN POSITIONMAG DOES NOT ROTATEMAG DOES NOT STOP RUNNINGA AXIS H**E NOT CLAMPEDA AXIS H**E NOT UNCLAMPEDSET D499=1,”MAG.JOG” SWITCH ONHYDRAULIC MOTOR QF7 OFF(液压马达QF7关闭)HYDRAULIC TEMPRETURE HIGH(液压使用温度高)HYDRAULIC FILTER BLOCKED(液压过滤器阻止)HYDRAULIC OIL LEVEL LOW(液压油位低)HYDRAULIC FAN QF8 OFF(液压风扇QF8关闭)HELIX CONYER QF9 OR QF10 OFFCHAIN CONYER QF11 OFFCOOLANT MOTOR QF12 OFF(冷却液电机QF12关闭)COOLNT LEVEL LOW,CYCLE STOP AFTER 20 MINUTESINNER COOLANT BLOCK(内冷却堵塞)SPINDLE COOLANT MOTOR QF14 OFF(主轴冷却液电机QF14关闭)INNER COOLANT QF13 OFF(内冷却液QF13关闭)MAG MOTOR QF15 OFFCABINET COOLANT EQUIP QF20 OFFOIL GATHER QF24 OFFAIR PRESSURE LOW(低气压)SPINDLE COOLANT MOTOR FAULT(主轴冷却液电机故障)LUB.OIL IS LOW(润滑油低)DOOR OPEN(门打开)FRONT DOOR(R) OPEN(前门打开)LEFT DOOR OPEN(左门打开)LUBRICATION OIL QF23 OFF(润滑油QF23关闭)LUBRICATION PRESS LOW(润滑油位低)IN ADJUST,MAG CAN’T EXCHANGE T(在调整,刀库不能交换T)NOT ALL DOOR CLOSED(门没有全部关闭)IN M06,MAG NOT READY(在M06,刀库未准备好)MAGAZINE NOT READY(刀库未准备好)POCKET NOT HORIZANTALIN M06,Z NOT BACK TO 2ND REFIN M06,Z AXIS NOT IN PSW1ATC NOT IN ZERO POSITIONSPINDLE ORIENTATION UNCOMPLETEPOCKET NOT HOR./MAG NOT BCKWRDPOCKET NOT VER./MAG NOT FORWRDUNCLAMP TOOL HAS NOT COMPLETEDCLAMP TOOL HAS NOT COMPLETEDAIM TOOL NO. IS WRONGMAG NOT BACKWARDAFTER RETRACT,SET R.T.BACK OFFZ NOT IN PSW2,FORBID ATC RUNNINGD499 EQUAL 1MAG.JOG SOFT SWITCH IS ONZ NOT IN PSW2,FORBID MAG FORWARDCHEKE SPINDLE MODULE ALARMOIL WATER SEPARATOR QF24 OFFSET THE SOFT SWITCH MAG.JOG OFFSET D499 TO 0 设定D499为0K PARAM ABOUT MAG SET IS WRONG 关于MAG的K参数设定错误MECHANICAL BRAKE NOT RELEASED机床抱闸没有松开MECHANICAL BRAKE IS WRONG 机床抱闸错误PLEASE ADD LUB.OIL 请加润滑油PROBE BATTERY VOLTAGE IS LOW 探头电池电压低PROBE IS ERR 探头错误PARAMETER WRITE ENABLE(参数写使能)PMC EDIT ENABLE(PMC编辑使能)CHECK LUB ROUTINSPINDLE GEAR SIGNAL MISS 主轴档位信号消失T_CLAMPED_SIGNAL MISS T夹紧信号消失SP OVERRIDE SWITCH DISCONNECTION 主轴倍率开关断路FEED OVERRIDE SWITCH DISCONNECTION 进给倍率开关断路THE TOTAL NUMBER OF POCKETS SET ERRCHANGE T STOPED BECAUSE NO AIR 因为缺少压空交换停止THE COOLANT WATER TOO LOW,ADD COOLANT WATER AT ONCE 冷却水少立即加水COOLANT LEVEL LOW,ADD COOLANT WATER 冷却水液位低PLEASE REPLACE CNC BATTERY QUICKLY 请立即更换CNC电池SIEMENS常用缩略语A Output 输出ASCII American Standard Code for Information Interchange 美国信息交换标准代码** Preparation for work 运行准备BA Operating mode 运行方式BAG Operating mode groups 运行方式组BB Ready for operation 准备好运行BCD Binary Coded Decimals 二-十进制BHG Hand-held terminal 手提终端BOF User interface 用户接口CNC Computerized Numerical Control 计算机化数字控制CP Communication Processor 通迅处理器CPU Central Processing Unit 计算机中央处理装置CR Carriage Return 托架折回CSB Central Service Board(PLC module) 中央维护板,PLC 模块CTS Clear To Send 发送使能DAU Digital-Analog Converter 数模转换器DB Data Block 数据块DIN German Industrial Standards 德国工业标准DIO Data Input/Output 数据输入/输出DRF Differential Resolver Function 差分功能DRY Dry Run 空运行DSB Decoding Single Block 译码单段DSR Data Send Ready 备用输入DW Data Word 数据字E Input 输入EIA-Code Special tape code,number of holes per characters always odd 特殊纸带码,每个字符的孔数为奇数EPROM Programm memory with fixed program 有固定程序的程序存储器E/R Controlled Supply and Energy Recovery Module 可控电源和能量恢复模块ETC ETC key:Extension of the softkey bar in the same menuETC 键:同级菜单扩展键FDB Product designation database 产品指定数据库FIFO First in First Out 先进先出FRA Frame module 帧频模块FRAME Coordinate conversion with the components zerooffset,rotation,scaling,mirror-imaging 坐标换算,具有零点偏置,坐标旋转,标度功能和镜向功能FRK Cutter radius compensation 铣刀半径补偿FST Feed Stop 停止进给GUD Global User Data 全体用户数据HMS High-Resolution Measuring System 高分辨率测量系统HSA Main Spindle Drive 主轴驱动HW Hardware 硬件IM Interface Module 接口模块IM-S/R Interface Module(S=send/R=receive) 接口模块,S=发送/R=接收INC Increment 步进增量ISO-Code Special tape code,number of holes per character always even特殊纸带码,每个字符的孔数为偶数K1…k4 Channel 1 to Channel 4 通道1 到通道4KOP Ladder Diagram 梯形图KV Loop-Gain Factor 增益系数KUE Transformation Ratio 传动比LCD Liquid Crystal Display 液晶显示LED Light Emitting Diode 发光二极管显示LUD Local User Data 局部用户数据MB Megabyte 兆字节MD Machine Data 机床数据MK Measuring Circuit 测量回路MDA Manual Data Automatic 手动输入,自动执行MLFB Machine-readable product designation 机器可识别的产品代号MMC Man Machine Communication:User interface of the numerical controlsystem for operation,programming and simulation 人机通讯:系统操作界面,用操作,编程和模拟MPF Main Program File:NC part program(main program)NC 零件程序,主程序MPI Multi Point Interface 多点通讯接口MSTT Machine control panel 机床控制面板NC Numerical Control 数字控制NCK Numerical Control Kernel(numerical krnel with block preparation,traversing range etc.) 数字控制核心:具有程序段预处理,运行范围等等NCU Numerical Control Unit 数控单元NURBS Non Uniform Rational B Spline 非均值有理B样条NV Zero Offset 零点偏置OEM Original Equipment Manufacturer 原设备制造商OP Operator Panel 操作面板OPI Operator Panel Interface 操作面板接口PC Personal Comprter 个人计算机PCMCIA Personal Computer Menory Card International Association 接口协议PG Programming Device 编程器PLC Programmable Logic Control 可编程逻辑控制器PRT Program Test 程序测试RAM Random Access Memory 随机存取存储器RISC Reduced Instruction Set Computer 处理器,具有指令组小、通过能力强ROV Rapid Override 快速修调RPA R Parameters Active(NCK memoty area for R parameter numbers)R 参数有效,NCK 中用于R 参数号的存储器区RTS Request To Send(control signal from serial data interfaces)发送请求:来自串行接口的控制信号SBL Single Block 单段SBL2 Single Block Decoding 译码单段SEA Setting Data Active(memory area for setting data in NCK)设定数据有效:用于NCK 中设定数据的存储区SD Setting Data 设定数据SKP Skip Block 程序段跳跃** Signal Module 信号模块SPF Sub Program File 子程序文件SPS Programmable Logic Controller 可编程逻辑控制器SRK Cutter Radius Compensation 刀尖半径补偿SSFK Leadscrew Error Compensation 丝杠螺距误差补偿SSI Serial Synchronous Interface 串行同步接口SW Software 软件TEA Testing Data Active(with reference to the machine data) 测试数据有效:与机床数据有关TO Tool Offset 刀具补偿TOA Tool Offset Active(memory area for tool offset) 刀具补偿有效,用于刀补的存储区TRAN**IT Transform Milling into Turning(coordinate conversion onturning machines for milling)铣床转换为车床:车床坐标换算用于铣削加工VSA Feed drive(spindle) 主轴进给驱动V Bit type PLC variable PLC变量类型:位VB Byte type PLC variablePLC变量类型:字节WKZ Tool 刀具WZ Tool 刀具WZK Tool offset 刀具补偿ZOA Zero Offset Active(memory area for zero offsets)零点偏置有效:零点偏置存储区。