外环缝焊接专机
SNRMCK焊接专机CSN400-350说明书正文
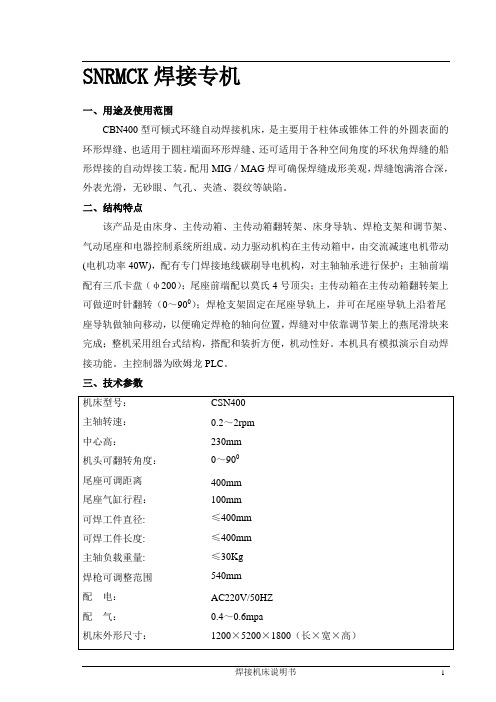
SNRMCK焊接专机一、用途及使用范围CBN400型可倾式环缝自动焊接机床,是主要用于柱体或锥体工件的外圆表面的环形焊缝、也适用于圆柱端面环形焊缝、还可适用于各种空间角度的环状角焊缝的船形焊接的自动焊接工装。
配用MIG/MAG焊可确保焊缝成形美观,焊缝饱满溶合深,外表光滑,无砂眼、气孔、夹渣、裂纹等缺陷。
二、结构特点该产品是由床身、主传动箱、主传动箱翻转架、床身导轨、焊枪支架和调节架、气动尾座和电器控制系统所组成。
动力驱动机构在主传动箱中,由交流减速电机带动(电机功率40W),配有专门焊接地线碳刷导电机构,对主轴轴承进行保护;主轴前端配有三爪卡盘(φ200);尾座前端配以莫氏4号顶尖;主传动箱在主传动箱翻转架上可做逆时针翻转(0~900);焊枪支架固定在尾座导轨上,并可在尾座导轨上沿着尾座导轨做轴向移动,以便确定焊枪的轴向位置,焊缝对中依靠调节架上的燕尾滑块来完成;整机采用组台式结构,搭配和装折方便,机动性好。
本机具有模拟演示自动焊接功能。
主控制器为欧姆龙PLC。
三、技术参数根据工件确定焊枪的位置,并焊缝对中人工放置工件-→气动尾座顶紧工件-→按“起动”按钮-→焊枪气动到位-→按“起动”按钮-→工件旋转/送气/起弧-→工件开始焊接一周-→按预设定量搭接-→停弧/工件停止转动/停气-→焊枪气动回位-→人工卸下工件详见附件。
五、电控维修参考如果电气控制系统有故障请参考《环缝电气接线图》,维修时注意机内有220V高电压,控制箱内变频器和PLC均使用AC220V供电,非专业人员勿必断电维修。
六、机床维护与保养1.经常检查主轴箱两端轴承的润滑情况,以保证主轴的正常运转。
2.经常检查保护气罩,清理焊渣,以保证通气良好。
3.经常检查送丝嘴和送丝导管的送丝情况是否良好。
4.机床不得超负荷工作,经常检查电机及各电器元件是否正常工作,是否过热,以免因过度发热而将电机及电器元件烧坏。
七、工作条件1.周围空气温度范围:-100C――400C;2.空气相对湿度:在400C时≤50%,在200C时≤90%;3.周围空气中灰尘、酸、腐蚀性气体等物质的含量不超过正常含量,该产品应该放在避免阳光直射、避雨、干噪通风、无粉尘的环境中,尽量避免严重影响设备使用的气体、蒸汽、化学沉积、及其它爆炸性、腐蚀性物质,并应远离剧烈震动和颠簸的场合。
重卡桥壳工艺过程流程图

埋伏焊
1.焊缝宽度:20-25mm;2.焊高:不大于3mm;
焊接参数:见工艺文件
Q
检验,按控制计划
1 外观:焊缝均匀,美观,无明显焊接缺陷 ● 2 焊接熔深:熔深≥60%,焊缝强度≥90%母材强度
隔离、返工
碳弧气刨+补焊
打磨焊缝
镗孔及外圆
Q
1 加工后总长:1519±0.8mm
检验,按控制计划
●
两端尺寸:外径: 过渡);深 2
OP70 模具压型 3000机T油压
抛丸 OP80 OP90 半片拼焊 OP100 打标识
抛丸机 二保焊机 打标机
OP110 埋伏焊 埋伏焊机 OP115 碳弧气焊刨+补 二保焊机 OP120 打磨焊缝 打磨机
OP130 加工及琵两琶端孔 三面铣
OP140 满焊加强环 焊接专机
打磨去除氧化皮和残留飞边
140-0.05/-0.15(R8
度106.8±0.3mm;
内径: (深度: , 过渡) 114+0.1/0mm
10mm (R8
3417中±心0.5孔m尺m寸,:,加中强心环与侧轴:线4偏30离±高0.5≤m2mmm;后盖侧:
隔离、返工
报废
焊接
焊起缝接收45参弧°数位角置:见:参偏数离表拼焊
Q
检验,按控制计划
校直 OP240 校直机 OP250 点焊杆上座推力 二保焊机 OP260 点焊附件 二保焊机 OP270 满焊附件 焊接机器人 铣面 OP280 龙门铣床 OP290 钻孔攻牙 数控立加 OP300 打磨抛光 打磨机
OP310 尺寸检验 检测工作台
OP320 气密性检测 气密检测台
喷漆 OP330 OP340 喷涂号 OP350 包装储存
自动焊机说明书
四、 焊接设备焊接操作
1、 焊接前的准备工作
● 工件运抵现场放置在滚装架上,紧靠防窜装置; ● 安装焊接接地装置和地线; ● 安装焊接步进信号装置; ● 焊接气源准备和压力检查; ● 水冷系统检查; ● 焊丝安装到位,手动送丝检查送丝情况, ● 通过操作机升降和伸缩调整焊接枪头的位置和角度; ● 手动运转检查滚装架运转情况,是否平稳;
球墨铸管环缝自动焊接设备
球墨铸管环缝自动焊接设备
产 品 说 明 书
生产日期 2014-2-19
Page 1 of 16
球墨铸管环缝自动焊接设备
感谢您选择本产品,非常荣幸我们的设备为您提供高质量的服务,在您使用本设备的过
程中,如果您使用中有操作和故障问题,请与我们联系,我们将提供帮助和技术支持。
目录
● 电动十字滑架 XY 轴调整到中间位置;
2、 焊接工艺参数设定
● 焊接前的准备工作结束后检查和设定焊接参数; ● 首先确定焊接工件的焊接参数,所有的参数都可以通过触摸屏对焊接过程的
参数进行设定; ------------------------------------------------------------------------------------------------------焊接参数设定: ● 有滚装架的旋转速度,通过人机触摸屏设定;0-50Hz,在变频器上检查变
频器的实际输出的频率,不同的管的直径设定不同的运转速度,根据不同的 工艺要求设定不同旋转速度; ● 焊接电压设定,焊接电压的设定范围 116~40V 之间,根据不同工艺要求进 行变更; ● 焊接电流的设定,(设定范围 50-400 安培)焊接电流通过人机触摸屏设定, 并通过 PLC 控制焊接电源输出稳定的焊接电流; ● 焊接电流跟踪控制,焊接电流在自动化焊接中由于工件的不规则,造成焊接
浅谈龙门式焊接操作机的应用
浅谈龙门式焊接操作机的应用刘明光(南通万达锅炉有限公司,江苏南通226014)摘要:本文介绍了龙门式焊接操作机的主要类型、传动形式、实际应用等,并结合生产实际对 龙门式焊接操作机的选型、技术参数、结构特点等进行了阐述。
关键词:龙门式焊接操作机;传动形式;结构特点;技术参数;选型1. 前言焊接变位机是改变焊接机头空间位置进行 焊接作业的机械装备,焊接操作机是其重要组 成部分之一,其结构形式很多,常与焊件变位机 械配合使用,完成环缝、纵缝、角焊缝等多种焊 缝的自动焊接工作,也可以进行工件表面的自 动堆焊和切割工艺。
焊接操作机是能将焊接机头(焊枪)准确地 送到待焊位置,并保持在该位置或以选定焊速 沿设定轨迹移动焊接机头的变位机械。
主要结 构形式有:龙门式、伸缩臂式、台式等多种,其 中龙门式焊接操作机是一种应用广泛、自动化 程度高的焊接辅助设备,它通过龙门移动、平台 升降等数控控制,来满足碳钢、不锈钢截面为圆 形的筒体纵、环缝焊接需要。
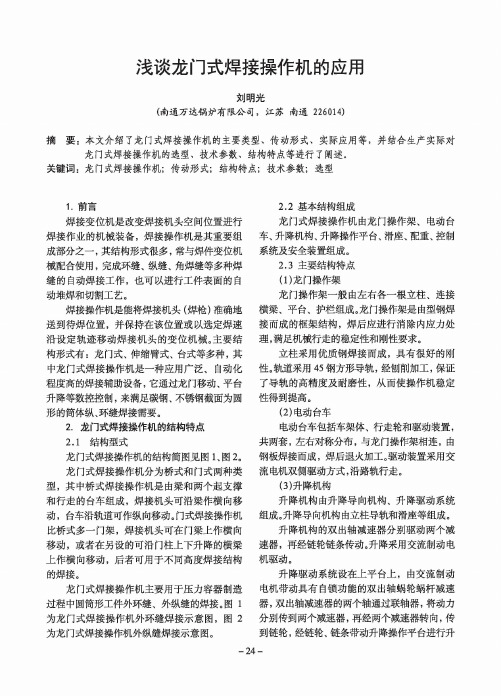
2.龙门式焊接操作机的结构特点2.1结构型式龙门式焊接操作机的结构简图见图1、图2。
龙门式焊接操作机分为桥式和门式两种类 型,其中桥式焊接操作机是由梁和两个起支撑 和行走的台车组成,焊接机头可沿梁作横向移 动,台车沿轨道可作纵向移动。
门式焊接操作机 比桥式多一门架,焊接机头可在门梁上作横向 移动,或者在另设的可沿门柱上下升降的横梁 上作横向移动,后者可用于不同高度焊接结构 的焊接。
龙门式焊接操作机主要用于压力容器制造 过程中圆筒形工件外环缝、外纵缝的焊接。
图1为龙门式焊接操作机外环缝焊接示意图,图2 为龙门式焊接操作机外纵缝焊接示意图。
2.2基本结构组成龙门式焊接操作机由龙门操作架、电动台 车、升降机构、升降操作平台、滑座、配重、控制 系统及安全装置组成。
2.3主要结构特点(1) 龙门操作架龙门操作架一般由左右各一根立柱、连接 横梁、平台、护栏组成。
龙门操作架是由型钢焊 接而成的框架结构,焊后应进行消除内应力处 理,满足机械行走的稳定性和刚性要求。
视觉系统与焊接机器人在方形环缝焊接专机改造上的应用

1原设备及加工工艺及所加工产品的缺陷1.1行业内典型的传统方形环缝焊接专机外形(如)。
1.2传统方形环缝焊接专机结构的组成“01”为焊枪前后左右上下调整机构,“02”为左气保焊焊枪,负责左侧端盖的焊接,“03”为右气保焊焊枪,负责右侧端盖的焊接,“04”为左侧推进座,内装伺服电机,“05”为左侧丝杆,“06”为左侧旋转座,内装伺服电机,负责产品的旋转,以便于焊枪进行焊接,“07”为左侧端盖安装工装,08”为产品的左侧端盖,产品装夹时,“08”左侧端盖安装在图1典型产品图图2方形环缝焊专机图3方形环缝焊专机产品与气保焊焊枪移动轨迹“17”为气保焊焊枪,“18”为产品筒体,“20”为焊丝,可以看到随着筒体的运转,气保焊焊枪枪口不能平行于筒体外形,这就导致了焊接缺陷。
③以上两项设备缺陷,经常会导致撞枪、气孔、漏焊、未熔合、未焊透、裂纹、咬边、凹坑、焊瘤等焊接缺陷,严重时会导致产品报废。
2我公司改进后的方形环缝焊机“21”为松下TM-1400型焊接机器人,及欧姆龙视觉系统FZ5-L350型摄像头,及配套光源,其余部分不变。
操作步骤为产品重复在原设备上的装夹、定位、合盖、旋转后,焊接机器人在视觉摄像头的指引下,对产品进行随形跟踪焊接。
2.2焊接机器人和视觉摄像头和光源系统(如图6)“22”为欧姆龙视觉系统FZ5-L350型摄像头,“23”为光源,“24”为气保焊枪,“25”为松下TM-1400型焊接机器动按程序控制,并能在三维空间完成各种复杂焊接作业的自动化生产设备,可以在恶劣的环境下连续工作,焊接质量,可以提高工作效率,极大的减轻工人操作强度。
本项目改造采用的是唐山松下生产的TM-1400接机器人,是一款6轴焊接机器人,作业半径为1.4有焊丝自动回抽、起弧重试、焊缝搭接、粘丝解除、摆动、平移+RT轴平移、显示运枪角度(焊枪姿态调整图4当产品旋转时气保焊焊枪枪口与产品间的位置图5改造后安装了视觉系统与焊接机器人的环缝焊机图6视觉焊接机器人系统图7视觉系统引导的控制界面[2]赵嘉华.焊接检验[M].机械工业出版社,2005.[3]马香峰.机器人机构学[M].机械工业出版社,1991.[4]王锐.焊接机器人控制系统研究分析[J].电子世界,2013(2):166-168.图8视觉系统控制下的气保焊枪图9视觉系统控制下的枪口位置。
管法兰焊专机方案

簧杠杆压紧,转动偏心轮可改变压紧轮和送丝轮之间压紧力大 小。适合于TIG和PAW焊接工艺的低速送丝要求,根据焊丝直
径装相应的送丝轮,可输送焊丝直径为Φ0.8、Φ1.0,Φ1.2, Φ1.6mm。考虑到TIG或PAW对焊丝填充量的要求,TIG的送 丝速度标准范围在100-1200mm/min,标配送丝轮为Φ0.8 mm, PAW的送丝速度在300-2800mm/min,标配送丝轮为Φ1.0mm。 该送丝机构为与系统配套集成,速度的调节均由集中控制器来 完成。 5.7.三维送丝支架 该装置是支撑焊丝,使焊丝按给定角度导入,焊丝位置可通过手 柄三轴调节,实现焊接时送丝最佳角度送入溶池的功能配套件,
焊机参数: 额定输入电压/频率三相380v±10% 50Hz 额定输入容量 (KVA) 25.7 额定输入电流 (A) 39 额定负载持续率 (%) 60
输出空载电压 (V) 79 输出电流范围 (A) 20~400 起弧电流 (A) 20~160 峰值电流 (A) 20~400 收弧电流 (A) 20~400 电流缓升时间 (S) 0.1~10 电流衰减时间 (S) 0.1~15 提前送气时间 (S) 0.1~15 滞后停气时间 (S) 0.1~60 脉冲频率 (Hz) 0.2~20 脉冲宽度1~100% TIG引弧方式高频引弧 推力电流 (A) 10~200 外壳防护等级IP21S 绝缘等级H 外型尺寸LxWxH (mm) 665x353x478 重量 (kg) 48 5.2.焊接机床 本机专门设计用于管对法兰、管对弯头、管对管的焊接,可对其法兰Φ30100mm,管厚度 2.54mm,长度800mm的管和法 兰、可靠高效、自动地完成焊接工序。适用于多种材料的TIG、CO2/MAG等焊接方法。和变位机配合可进行管与法兰的焊 接; 主要组成部分 本机的机械部分主要有焊接机床、可升降托架、连接地轨等。并配相应的十字滑架(含弧长调节及横向调节)、气管、水管等, 即可完成上述焊接。 焊接机床技术参数:
CSW-500卧式双环缝自动 焊机的设计与应用

保护。我公司通常使用的焊接 电源就是这一种 ( 手工钨 极氩弧焊) 。优点:由于电极只通过电流加热工件 ,使
工件和焊 丝 形成熔 池 故 没 有飞 溅 物产 生 ,焊缝 成形 美 观; 缺点 :电弧熔 池 深 度 浅 、熔 敷 率 低 、生产 效 率 不 高。因焊接 过程全部采用 氩气做保 护 ,价格偏高 。 通过焊接 电源配 置的对 比及专 家的建议 ,确定 采用
维普资讯
C W ̄ 5 0卧 式 双 环 缝 自动 S 0 焊 机 的 设 计 与 应 用
大连大高 阀门有 限公 司 ( 辽宁
公 司每 年根据客 户的需求要 焊接 7 8 — 万套 阀体 与 法兰组合件 ,由于生产批量 大 、品种规格 多 ,如果用 手 工钨极氩 弧 焊焊 接 ,效 率远 远 满足 不 了生 产 发展 的需 要。为了摆脱落后 的设备 和工艺 的束缚 ,长期 以来 ,我 公 司力求 用科 技 手段来 解 决现 有 问题 以 实现 科技 兴 公
C , MA O / G焊 接 电 源 配 置 来 制 造 双 环 缝 自动 焊 接 机 床。
把 目光转移到国内 ,寻求 物美价廉 的国产同类机 床。通 过查找资料 、咨询有关专 家后 ,与 国内专业 技术力 量合 作设计出阀体与法兰双环缝 自动焊机 。 我公 司根据 阀体 与法 兰环缝 焊接 的特 点及技术 条件
缸撼 热工 l 加
星z 囵 生
w ww. c i s . . ma hn t c i 口1
维普资讯
()工作原理 2
采用转动端夹 紧工件 ,另一 端顶紧
工件 的方 式 ,双 头 C 2 枪 相对 不 动 的原 理 与 C 0 焊 0/ M G焊接 电源 匹配实现工件环缝的焊接。 A ()设备 的适 用 范 围 ① 适 用 于碳 钢与 不锈 钢 阀 3
钢结构加工设备清单

10
矫正系列
H型钢翼缘矫正机
无锡华联
YTJ-80B
用于H钢构件焊接变形后翼腹板垂直度的矫正
可矫正的H形构件的外观尺寸宽度:300mm~1000mm高度>500mm,板厚:8~80mm,可保证良好的垂直度
垂直度:±2mm(高度500mm范围内)
2
除锈
系列
抛丸机
牡丹江OTC
CPXS-500
主要用于钢构件角焊缝的焊接
采用的混合气体熔透深度优于CO2焊接,焊肉饱满。飞溅少。外表美观咬肉气孔等缺陷较少
焊脚高度0mm~1mm
20
钻
孔
系
列
数控平面钻床
法因数控
PD-16
适用于钢结构所有零件的钻孔
全电脑控制钻孔精度高可与制图软件互联,钻削表面平滑。可钻最小外形尺寸:90mm*90mm可钻最大外形尺寸900mm*1650mm。钻孔直径10mm~50mm
焊肉高度
0~1mm
2
电渣焊机
成都
MDE-1200
用于箱形构件内隔板的焊接
熔咀式电渣焊接保证了内部焊肉的完全熔透,可焊箱形外关尺寸为300mm~1200mm,最小板厚为16mm
8
悬臂式埋弧焊机
成都
XMHA1600
主要用于大截面钢构件及异型钢构件的焊接
焊接表面美观熔透性能好
焊肉高度0~1mm
4
OTC气体保护焊机
垂直度±1。5mm.腹板中心偏移±1.5mm
2
箱形组立机
无锡华联
2U-1200
用于箱形构件和十字形构件的组装
可组构件高度180mm-2000mm可组构件宽度150—700mm.可保证良好的垂直度和腹板的中心度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
外环缝焊接专机
目录
1用途及特点 (3)
2主要技术参数 (3)
3 设备组成 (4)
4操作说明 (10)
本焊机由、、、及控制系统部分组成。
1.5 控制系统
控制系统由控制柜及1号位按钮站和2号位按钮站三部分组成。
控制柜内由空气开关、交流接触器、控制变压器、开关电源等部分组成。
按钮站上放置数显表、调速电位器、选择开关和急停按钮。
1.5.1 控制柜
控制柜由各种电气元器件组成,实现对设备的各种动作控制。
控制柜门上放有电源指示灯、电源开关按钮,及旋臂架移动、平台升降选择开关,实现对设备电源的通断及旋臂架的升降移动控制。
1.5.2按钮站
对设备的操作基本上都是在按钮站上实现的。
1号位按钮站上放有数显表、调速电位器、选择开关及急停按钮。
2号位按钮站上放有选择开关。
通过按钮站可以对设备进行便捷的操作。
本焊机由、、、及控制系统四部分组成。
2.5 控制系统
控制柜门上有电源指示灯、电源开按钮、电源关按钮;旋臂架移动选择开关、平台升降选择开关。
1号位按钮站上有平台移动选择开关、平台升降选择开关、焊剂回收选择开关、急停按钮、工位左右移动选择开关、焊枪升降选择开关、焊枪左右移动选择开关、滚轮架正反转选择开关、调速电位器和数显表。
2号位按
钮站上有工位左右移动选择开关、焊枪升降选择开关、焊枪左右移动选择开关及焊剂回收选择开关。
图:控
制柜面板。