轴孔类零件同轴度的检测与误差分析
轴孔类零件同轴度的检测与误差分析
轴孔类零件同轴度的检测与误差分析摘要:同轴度的检测直接影响着相关工业产品的质量和互换性。
本文针对轴孔类零件,主要探讨了其同轴度误差的检测方法,给出了检测的改进方法,并分析了引起测量误差的主要原因,为检测人员的检测操作提供指导。
关键词:轴孔类零件;同轴度;检测;误差分析引言现代工业大批量和高效率的生产对产品质量以及互换性要求越来越高。
轴孔类零件作为工业产品中最为常见的一类,其形位公差检测的主要内容就是同轴度的检测,在已有检测方法的基础上加以改进,保证测量结果的真实和准确性,才能反应产品的真实状态从而保证产品的质量。
1.相关概念(1)同轴度:控制轴孔类零件的被测轴线相对于基准轴线的同轴度误差大小。
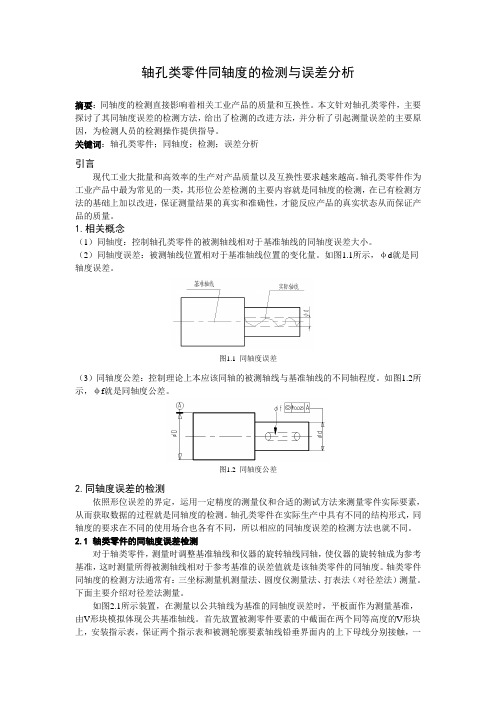
(2)同轴度误差:被测轴线位置相对于基准轴线位置的变化量。
如图1.1所示,φd就是同轴度误差。
图1.1 同轴度误差(3)同轴度公差:控制理论上本应该同轴的被测轴线与基准轴线的不同轴程度。
如图1.2所示,φf就是同轴度公差。
图1.2 同轴度公差2.同轴度误差的检测依照形位误差的界定,运用一定精度的测量仪和合适的测试方法来测量零件实际要素,从而获取数据的过程就是同轴度的检测。
轴孔类零件在实际生产中具有不同的结构形式,同轴度的要求在不同的使用场合也各有不同,所以相应的同轴度误差的检测方法也就不同。
2.1 轴类零件的同轴度误差检测对于轴类零件,测量时调整基准轴线和仪器的旋转轴线同轴,使仪器的旋转轴成为参考基准,这时测量所得被测轴线相对于参考基准的误差值就是该轴类零件的同轴度。
轴类零件同轴度的检测方法通常有:三坐标测量机测量法、圆度仪测量法、打表法(对径差法)测量。
下面主要介绍对径差法测量。
如图2.1所示装置,在测量以公共轴线为基准的同轴度误差时,平板面作为测量基准,由V形块模拟体现公共基准轴线。
首先放置被测零件要素的中截面在两个同等高度的V形块上,安装指示表,保证两个指示表和被测轮廓要素轴线铅垂界面内的上下母线分别接触,一端调零后平行于基准线在平板上拉动测量架,使测量架从被测元素轮廓一端测到另一端,同时记录记录表读数M a和M b,那么这两个截面上的同轴度误差就是两记录表数值差值的绝对值f=|M a-M b|,即,再转动被测零件,按上述方法测量若干对截面上的同轴度误差值,选取其中最大的值作为最终该被测零件的同轴度误差。
同轴度检测系统多功能测头优化设计及误差分析

l i g nme n t e r r or wi l l be a c hi e ve d b y t h e da t a pr o — c e s s i n g o n t he c o m pu t e r . Fi na l , t he e r r o r of t he s y s —
Me a s u r e Sy s t e m
xu Ku n, ZH AO Zhua n— p i ng
( C o l l e g e o f Me c h a n i c a l a n d E l e c t r i c a l E n g i n e e r i n g , N a n j i n g Un i v e r s i t y o f Ae r o n a u t i c s a n d As t r o n a u t i c s , Na n j i n g 2 1 0 0 1 6 , C h i n a )
e x i s t i ng bi g d i s t a nc e po r ou s me a s u r e me t h od .Ac —
构、 直流伺 服 电机 和 双 轴 倾 角传 感 器 。通 过 上 述 部
件 的优化 可 以解 决 目前 系 统 中存 在 的 问题 , 快 速 准
d1 J a 1 a x j s t i 1 t s e ns o r
隙 内径 的 测量 , 然后 通过 前端 的 P S D传 感 器 测得 圆
心 坐标 , 并 上 传 的 上 位 机 进 行 数 据 处 理 得 到 同 轴 度
误 差 。 最 后 对 改 进 的 测 爪 结 构 进 行 误 差 以及 双 轴 倾
角传 感 器的精 度 、 安 装误 差 对 系统 误 差 影 响进 行 了
一种新的同轴度测量方法和误差分析
(5)在xoy平面内求出题凰心的距离极为同轴 度误差值;
设(搿“,Y¨zd)为三坐标机所采集的点,其中i 表示所测的截面数,.f秀农一个截匿所溅的点数。 分别在基准部位弱被测部位圆柱上各取25个截溪, 每个截露均匀取50个点。建立数学模型。设o’为
根据GB/T1182—1996中同轴度误差的定义,同
牧藕13麓:20凹每9月
轴度足指被溅圆柱磷轴线对基准线不共辚秘程度。 根据定义最小包容区的概念,用与基准轴线同轴的圆 柱面来包容被测圆楗丽(孔)的实际轴线,弦被测长度 游,最小包容圆柱面的直径厂就是同轴度浚差。其公 差带为与蕊准线同轴的直径等于厂的圆柱体。目前 同轴度误蒺检测的方法有回转轴线法、凇直线法、坐 标法、顶尖法、矿型架法、模拟法、量规梭验法等。
for brings and gives the advanced methods.
.
Keywords:Roundness error,CMM,MATLAB,Least-squares procedure
l 引言
机械零件的轴线直线度和同轴度误差对机械产 晶的质量有穰大影响。餐是,传统的测量方法只麓 得到轴线直线度和同轴魔误差的近似值,均不能令 人满意。为了得到轴线豢线度和网轴度误差的准确 值,必须建立符合这两项误差定义的数学模裂并开 发相应的计算机数据处瑷软件。网此本文建立的数 学模型对保涯与提高机械产品的赝量具有重要意 义。
胁:是目标函数;
zO:初始解; options:设置优化选项参数;
万方数据
工具技’术
foal:返回目标函数在最优解z点的函数值; exitflag:返回算法终止标志; output:返霞优纯算法僚怠的一个数据结搀; grad:解x处丘n晒数的梯度值返回到grad中。 3.2同轴度误差评定 同轴度公差是用以控制被测轴线与基准轴线的 丽轴要求。同轴度误差值爨泼与基准轴线同轴的理 想轴线为轴线作包客被测实际轴线冀直径为最小的 圆柱灏的直径。目前工业同轴度误差评定是把同轴 度测量在三坐标机上转化为点到直线的距离测量。 建立起同轴度测量理论,即测两个圆柱的同轴度时, 基准圆柱的轴线力公共轴线,把勇一个图柱分解戏 多截覆的圆。求圆心到基准蚋的距离其中最大距离 的2倍即为所求圆柱的同轴度。因为基准轴的确定 本身存在误差,所以这种方法评定的同轴度误差较 大。 率文把同轴度的误差评定转化势圆度误差的评 定,拳J磊MATLAB强太豹计算熊力建立数学模型详 定同轴度误差。 对三坐标机采集的数据的处理步骤如下: (1)首先把被测零件平放在三坐标机的测量平 面上,使其轴线与:平行,利用坐标梳对基准部位耩 被测部位各截取樱丽数量的平蘧囡; (2)根据对基准部位和被测郄位测得的坐标值, 利用MATLAB最优函数求出各横截面圆的最小二乘 圆圆心坐标13’; (3)檄据基准部位各横截面圆心坐标值分剐晦 xoy平面傲投影,然后求其在xoy平嚣的圆度误差, 其求解方法与求鳃任意圆度误差的最小区域值的方. 法相同;得出其圆心坐标;
三坐标测量机检测圆度及同轴度的误差和方法

测明显要差于面扫描式 ,并且三坐标作为一种灵敏
仪器 ,也受到测量方法、三坐标设备 、测量环境 、
测 量人 员和 被测 工 件本 身 误 差五 个 方面 影 响 。
( )处理措施 3
当被检测物 件基准处 比较长
时 ,我们可以在构造基准轴线时 ,将两个基准截面 圆的距离尽量拉大 ,这样 ,会减小基准轴线延长后
轴 度 测量 进 行探 讨 和研 究 。
的 一 个 内 径 1 0 0 mm的 轴 套 来 进 行 打 点 试 验 。 ①
将 被测工件清洗干净后 ,放在恒温 室 (0 )1 h 2℃ 0 后 ,放在三坐标测量机上 ,手动测量确立坐标系。 ②在零件坐标 系下 ,确立轴套内孔的圆心位置 ,然
MW ( 收稿 日期 :2 110 ) 0 1 12
参 籼 磊
_9 6
时候 ,如果 基准轴上的第二个截面 圆的圆心偏离理
想 轴 00 mm,那 么 当被 构 造 的基 准轴 延 伸 到 被 测 .1
轴 的第一截 面时 ,已经偏差 了00 mm,最大处 已 .3
经 偏 离 了00 mm。 被测 件 可 能超 差 ,这 种 测量 误 . 4 差 原 因是 基 准 轴 本 身 出现 的偏 移 。
值 ,经过 软 件 运算 ,求 出被 测 工 件的 几 何尺 寸 、形
法。由于所用三坐标不具备扫描面的功能 ,只能采
用采 点 法测 量 。 ( )试 验 过 程 2 我们 以 K A 控 车 床 加 工 后 I数
状和相对位置。因此 ,从原理上来看 ,三坐标检测 具有万能性 。但是它在实际使用中,由于环境 ,测 量方法的不 同,仍有不足之处 ,文本仅对圆度和同
分别建立各 自的中间截面 ,然后这两个截面中心连线 作为公共轴线,分别计算基准体和被测体相对公共轴 线的差值,最大值作为同轴度检测值。 如 图3 所示 ,被 测 零件 的两 端 都很 短 ,只有 1rm,并且相距比较远 ,有 10 5 a 5mm。那么可以采取
用三坐标测量机正确测量同轴度误差
收稿日期:2006年6月用三坐标测量机正确测量同轴度误差叶宗茂神龙汽车有限公司襄樊总厂 同轴度是机械产品检测中常见的一种形位公差项目。
对于规则轴类零件,一般可采用V型支架、钢球加杠杆百分表或偏摆仪等专用检具及组合辅具来检测同轴度;对于箱体孔类零件,一般可采用芯轴加杠杆百分表或利用圆度仪来检测同轴度。
但对于一些大型零部件(如机床主轴等)或不规则轴类零件以及箱体零件的不规则内孔,采用常规方法测量同轴度则很难实现或非常麻烦。
此时,用三坐标测量机(C M M)来测量同轴度是一种不错的选择。
与专用同轴度测量仪相比,C M M测量同轴度的最大特点是无须转动工件,无须专用芯轴或专用支架,无须机械找正,只需用测头探针对工件取点采样,即可快速输出测量结果。
但用C M M测量同轴度时,由于对基准轴线理解的差异,或对被测要素轴线测量方法不同,或对同轴度评价方法不同,以及C M M采点误差的影响等原因,有时会出现测量结果误差较大、重复性较差的现象,即测量结果不能真实反映零件真实的同轴度误差。
针对这种情况,本文将探讨如何在C M M上正确测量零件的真实同轴度误差。
1 C M M测量同轴度的误差原因分析(1)同轴度公差带的定义在国家标准中,同轴度公差带的定义是指直径为公差值t,且与基准轴线同轴的圆柱面内的区域,它有三种控制要素:轴线对轴线,轴线对公共轴线,圆心对圆心。
(2)C M M测量同轴度误差放大的原因分析根据同轴度的定义,用C M M测量同轴度时,可从三个方面考察其测量误差:①基准轴线的采集与建立;②被测元素轴线的采集与建立;③基准轴线与被测元素轴线之间位置关系的评价。
从测量原理上说,C M M直接测得的是被测工件上一些特征点的坐标位置,为了获得被测参数值,需要通过测量软件的数据处理和运算。
因此,被测参数的测量精度主要与C M M的系统误差、测头系统误差、工件形状误差、算法误差、环境误差、采样策略和敏感系数等因素有关。
同轴度误差检测报告

同轴度误差检测报告1. 引言同轴度是工程中常用的一个参数,用于描述组件或装置的轴线与参考轴线之间的偏移情况。
同轴度误差检测是一项重要的工作,可以帮助我们评估装置的精度和性能。
本报告旨在介绍同轴度误差检测的方法和步骤,以及实际应用中需要注意的问题。
2. 检测方法同轴度误差检测可以通过多种方法来实现,下面将介绍一种常用的方法。
2.1 准备工作在开始同轴度误差检测之前,我们首先需要准备一些工具和设备。
常用的工具包括电子测量仪器、标尺、测量夹具等。
此外,还需要选择合适的工作环境,确保测量结果的准确性。
2.2 测量步骤下面将介绍同轴度误差检测的具体步骤。
2.2.1 安装被测装置将被测装置按照设计要求安装在测量夹具上,并固定好。
确保装置的轴线与参考轴线之间没有明显的偏移。
2.2.2 设置测量仪器将电子测量仪器连接到被测装置上,并校准仪器的零点。
2.2.3 测量同轴度误差在测量过程中,我们需要分别在被测装置的不同位置进行测量。
具体的测量方法可以根据实际情况进行选择,常用的方法包括旋转法、反射法等。
2.2.4 记录测量结果将每次测量得到的数据记录下来,并进行整理和分析。
可以使用表格、图表等方式展示数据,以便于后续的分析和比较。
3. 误差分析在进行同轴度误差检测时,我们需要对测量结果进行分析,以评估装置的精度和性能。
3.1 数据处理将记录下来的测量数据进行处理和计算,得到同轴度误差的具体数值。
可以使用统计学方法对数据进行分析,计算均值、标准差等统计量。
3.2 误差来源分析同轴度误差的产生可能涉及多个因素,包括装置本身的结构设计、加工精度、安装精度等。
在误差分析中,我们需要根据实际情况对这些因素进行分析和评估,找出误差的主要来源。
3.3 误差限制根据同轴度误差的实际应用需求,我们可以确定误差的限制范围。
在实际应用中,同轴度误差通常需要控制在一定的范围内,以确保装置的正常运行和性能。
4. 结论与建议同轴度误差检测是一项重要的工作,可以帮助我们评估装置的精度和性能。
同轴度测量误差分析与处理方法
A. 同轴度测量误差分析从同轴度的定义分析不难看出, 影响同轴度的主要因素有被测元素与基准元素的圆心位置和轴线方向, 特别是轴线方向。
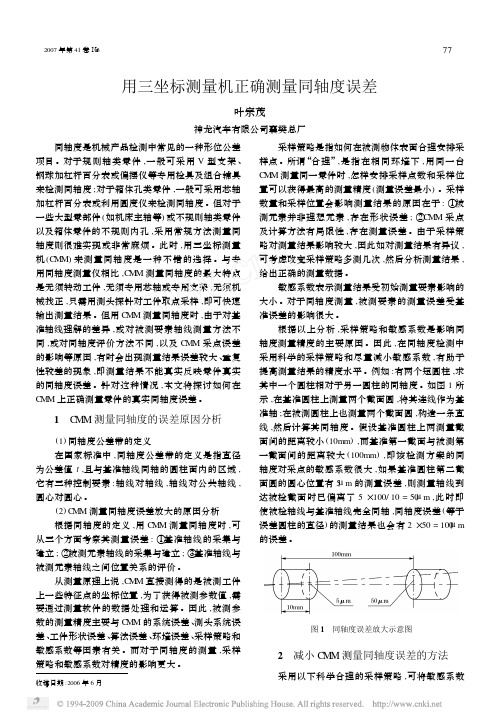
例如我们在基准圆柱上测量两个截面圆, 其连线作基准轴。
如图2 所示。
在被测圆柱上也测量两个截面圆, 构造一条直线, 然后计算同轴度。
假设基准上两个截面圆的距离为10mm , 基准第一截面圆与被测圆柱上第一个截面圆之间的距离为100mm , 如果基准圆柱第二截面圆的圆心位置有5μm 的测量误差, 这样, 测量轴线到达被测圆柱第一个截面圆时已偏离50μm , 此时, 即使被测轴线与基准完全同轴, 其计算结果也会有100μm 的误差。
很显然, 这种测量误差是人为的, 造成误差的原因是基准轴本身出现的偏离。
B. 处理方法这种测量误差是人为的, 造成误差的原因是基准轴本身出现了偏离。
为此, 我们采用以下方法来减小或避免测量误差, 实践证明这些方法是行之有效的。
1. 改测同轴度为测直线度当被检工件较短时, 可以改测同轴度为测直线度。
因为这种情况下轴的倾斜对装配影响较小, 而轴心偏移对装配影响较小, 轴心偏移的测量实际就是测量轴心连线的直线度。
具体方法是: 分别在两个小圆柱上测几个截面圆, 然后选择这几个圆, 利用这几个圆圆心建立一条直线, 在计算这条直线的直线度。
可用该零件直线度公差值当作同轴度的公差值, 来判断零件是否合格。
这种方法工作截面越短, 效果越好。
2. 尽量增加基准截面间的距离当被检工件基准轴(孔) 相对较长时, 在测量基准元素时, 尽量加大第一截面和第二截面的距离,误差干扰比例将成正比减小。
因此, 测量时要有意识地拉开截面间的距离, 由此减小由于基准轴线偏离引起的测量误差, 若基准足够长, 同时基准与被检截面较近, 人为误差就自然消失了。
3. 建立公共轴线当基准圆柱与被测圆柱较短且距离较远时, 可以采取建立公共轴线的方法。
在基准圆柱和被测圆柱上测中截面, 其中截面连线作为公共轴线,然后分别计算基准圆柱和被测圆柱对公共轴线的同轴度, 取其最大值作为该零件的同轴度误差。
三坐标测量机检测同轴度的方法研究
三坐标测量机检测同轴度的方法研究三坐标测量机是一种精密的测量设备,能够对工件进行高精度的三维测量。
同轴度是工程中常用的一种尺寸和形位公差,通常用于描述轴线、孔、孔座、轴孔之间对于一个公共轴线的偏差。
在工程制造中,同轴度的精度要求越来越高,因此如何有效地利用三坐标测量机来检测同轴度成为了一个重要的研究课题。
本文将就三坐标测量机检测同轴度的方法进行研究和探讨。
一、理论基础1. 同轴度的定义同轴度是指两个或两个以上圆柱面的轴线在相互平行的状态下,这些轴线与一个公共轴线之间的偏差量。
同轴度一般用最大偏差值表示。
2. 三坐标测量机原理三坐标测量机是一种利用触发式或非触发式方式,通过测头和加工工件之间的相对运动来获得工件表面上特定点的三维坐标数据的测量设备。
通过在三个坐标轴方向上的测量,可以确定工件的三维空间位置。
二、同轴度检测方法1. 测量前的准备工作首先需要确定需要测量的工件的特征,包括测量的位置、尺寸和形状,以及所需的测量方式。
然后需要根据工件的特征选择合适的夹具和装夹方式,确保工件的稳定性和测量的准确性。
2. 测量过程在确定好测量位置和夹具后,需要将工件放置在三坐标测量机的测量台上,并进行基准标定。
然后根据工件的特征和测量要求设置测头的参数,包括测量速度、步进值等。
接着利用三坐标测量机对工件进行测量,获取工件表面上特定点的三维坐标数据。
最后根据测量数据计算同轴度的偏差值,并对结果进行分析和验证。
3. 数据处理与分析在测量完成后,需要对获取的测量数据进行处理和分析。
首先需要对数据进行滤波处理,剔除异常值和误差点,然后根据测量数据计算同轴度的偏差值。
最后将计算结果与设计要求进行对比,评估工件的同轴度是否符合要求。
三、方法优劣比较三坐标测量机检测同轴度的方法具有以下优势:1. 高精度:三坐标测量机具有非常高的测量精度,能够对工件进行高精度的三维测量,确保测量结果的准确性。
2. 自动化:三坐标测量机具有自动化测量功能,能够实现对工件的快速、高效测量,提高工作效率。
同轴度误差、径向圆跳动误差和端面圆跳动误差的测量
1、简述圆跳动和全跳动的区别。
2、简述圆柱度与全跳动的区别。
3、 设计一个能测出套类零件端面圆跳动误差的方案 。 在套类零件中装入模拟心轴,用偏摆仪固定心轴的
如图所示,当零件绕基 准轴线作无轴向移动 回转时,左端面上任 一测量直径处的轴向 跳动量均不得大于公 差值0.05mm。
测量方案的确定:
根据零件形状和端面圆跳动的含义,所以我们可 以的出测量方案为:
将工件按由图所示安装好 ,以小 端轴线作为检测基准 ,工件在轴向 不准移动 。 将百分表的测头垂直压 在被测表面上 ,然后缓慢均匀转动 工件一周 ,将百分表读数最大差值 作为单个测量圆柱面上的端面圆跳 动 ,按上述方法测量若干个圆柱面 , 取各测量圆柱面的跳动量中的最大值 作为该零件的端面圆跳动误差 。
3 .数据处理
(1) 先计算出不同截面上的径向圆跳动误差值 Δi =
Mimax - Mimin 。 (2) 然后取上述的最大误差值作为被测表面的径向圆跳
动误差值 ,即 Δ = Δimax 。
4 .检测报告
按步骤完成测量并将被测件的相关信息及测量结果填入检
测报告单中。
实例操作
活动拓展——如何测量套类零件的外表面的同轴度
活动实施:
1 .测量器具准备 百分表 、表座 、表架 、V 形块 、被测件 、全棉布
数块 、顶尖 、防锈油等 。
2、测量步骤:
(1) 将被测零件放在 V 形块上 ,基准轴线由 V 形块模 拟 ,并在轴向固定 。 (2) 将百分表安装在表架上 ,缓慢移动表架 ,使百分 表的测量头与被测端面接触 ,并保持垂直 ,将指针调零 , 且有一定的压缩量 。
同轴度量规的设计及误差分析
同轴度量规的设计及误差分析同轴度量规的设计包括结构设计和制造工艺设计两个方面。
结构设计主要包括外形结构、测量系统和显示系统的设计。
外形结构设计应考虑便于握持和使用,尺寸合适。
测量系统设计需要选择合适的传感器或转换装置,用以将被测量的物理量转换为电信号。
显示系统设计要求可以清晰、准确地显示测量结果。
制造工艺设计则需要考虑材料的选择、加工工艺、装配工艺等,以确保测量规的精度和使用寿命。
首先是示值误差,指的是同轴度量规的测量结果与真实值之间的偏差。
示值误差可由两部分组成,即固有误差和随机误差。
固有误差是由于材料的不均匀性、加工误差等因素引起的,在制造过程中可以通过调整设计、优化加工工艺等方式来减小。
随机误差是由于测量条件、人为因素等原因引起的,其大小和分布不规律,可以通过多次测量取平均值的方法来减小。
其次是线性度误差,指的是同轴度量规在整个测量范围内输出值与被测量物理量真实值之间的偏差。
线性度误差可由两部分组成,即零点误差和满度误差。
零点误差是指在零位测量时的偏差,可以通过调整测量系统来校正。
满度误差是指在满度测量时的偏差,可以通过增加校正装置或调整显示系统来校正。
最后是重复性误差,指的是同轴度量规在多次测量同一物理量时,重复测量结果之间的差异。
重复性误差可能由于测量系统的稳定性、操作人员的技术水平等原因引起。
通过对同一物理量进行多次测量,并取平均值来减小重复性误差。
为了减小同轴度量规的误差,可以采取以下方法:1.优化设计,采用高精度的测量系统和显示系统,使得同轴度量规的示值误差尽可能小。
2.优化制造工艺,确保同轴度量规的结构精度和尺寸精度,减小固有误差。
3.加强质量控制,对同轴度量规进行严格的质量检测和校准,确保其满足要求的精度指标。
4.提高操作技术,减小测量过程中的人为误差,提高测量结果的准确性。
5.定期进行校准和维修,保持同轴度量规的精度和稳定性。
综上所述,同轴度量规是一种常用的测量工具,其设计和制造需要考虑外形结构、测量系统和显示系统等方面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轴孔类零件同轴度的检测与误差分析
同轴度的检测直接影响着相关工业产品的质量和互换性。
针对轴孔类零件,主要探讨了其同轴度误差的检测方法,给出了检测的改进方法,并分析了引起测量误差的主要原因,为检测人员的检测操作提供指导。
标签:轴孔类零件;同轴度;检测;误差分析
引言
现代工业大批量和高效率的生产对产品质量以及互换性要求越来越高。
轴孔类零件作为工业产品中最为常见的一类,其形位公差检测的主要内容就是同轴度的检测,在已有检测方法的基础上加以改进,保证测量结果的真实和准确性,才能反应产品的真实状态从而保证产品的质量。
1 同轴度误差的检测
轴孔类零件在实际生产中具有不同的结构形式,同轴度的要求在不同的使用场合也各有不同,所以相应的同轴度误差的检测方法也就不同。
1.1 轴类零件的同轴度误差检测
对于轴类零件,测量时调整基准轴线和仪器的旋转轴线同轴,使仪器的旋转轴成为参考基准,这时测量所得被测轴线相对于参考基准的误差值就是该轴类零件的同轴度。
轴类零件同轴度的检测方法通常有:三坐标测量机测量法、圆度仪测量法、打表法(对径差法)测量。
下面主要介绍对径差法测量。
如图1所示装置,在测量以公共轴线为基准的同轴度误差时,平板面作为测量基准,由V形块模拟体现公共基准轴线。
首先放置被测零件要素的中截面在两个同等高度的V形块上,安装指示表,保证两个指示表和被测轮廓要素轴线铅垂面内的上下母线分别接触,一端调零后平行于基准线在平板上拉动测量架,使测量架从被测元素轮廓一端测到另一端,同时记录记录表读数Ma和Mb,那么这两个截面上的同轴度误差就是两记录表数值差值的绝对值f=|Ma-Mb|,再转动被测零件,按上述方法测量若干对截面上的同轴度误差值,选取其中最大的值作为最终该被测零件的同轴度误差。
1.2 孔类零件同轴度误差的检测
随着科学技术的发展,三坐标测量机在几何量检测领域已经十分普及,与传统的测量方法相比,三坐标测量机测量同轴度的最大优点是利用建立工件坐标系,可以做到无须转动工件,无须专用芯轴或专用的支架,无须机械找准,只需用测头系统的探针对工件取点采样,利用测量软件快速输出测量结果。
如图2所示,以某孔类零件为例,运用三坐标测量机来测量D2相对于D1的同轴度误差。
在图中,Y是理论坐标轴;Y1是以D1为基准建立的随H而延伸的坐标轴;Y2是由相关元素(D1,D2)建立的坐标轴。
以三坐标机测量法,一般方法是根据给定的基准要求测量相关元素,首先建立工件坐标系,然后分别测量被測元素,得到每个元素在工件坐标系下的实际位置,最后测量机依据各元素实际测量得到的数据计算得出被测元素的同轴度误差。
在实际测量中,按照上述方法得到的计算结果会有很大的误差存在,为了减小误差,可以采用下面的改进测量方法。
首先通过测量相关元素(D1,D2)圆孔来确定圆心点的位置,连接所得两个圆心点得到一条基准轴线。
进而以基准轴线为基础确立计算同轴度的坐标系,也就是图中的Y2。
在Y2坐标系上测量D1和D2,在不同的孔分别测量两个或两个以上截面,最后测量机通过计算得到D2相对于D1的同轴度误差。
用该种方法得到的同轴度误差结果比较准确,能更好的反应零件的真实状态,从而保证质量。
孔类零件同轴度误差的检测方法还有对径法、壁厚测量法以及综合量规法等,但是以上这些方法都只适用于被测孔基准孔径较小,距离较近的孔类零件。
对于被测孔基准孔径较大的孔类零件,在同轴度误差检测时一般采用准直望远镜和自准仪进行测量。
测量原理是以测量仪器的光轴作为测量基准,再经过直接或者间接的方法得到被测要素的坐标值,进而计算求得同轴度误差。
2 提高测量准确度的改进方法
使用三坐标测量机测量同轴度时,由于对基准轴线理解的差异,或对被测轴线测量方法不同,以及采点数量、位置等误差影响,有时会出现测量重复性差,测量结果不能真实反映零件同轴度误差。
如何获得正确的测量结果值得我们探讨。
2.1 创建公共轴线法
针对被测基准圆柱和被测圆柱都比较短小且相聚较远的情况可以用创建公共轴线的方法来进行检测。
公共轴线的确定是通过在基准圆柱和被测圆柱上测中截面,将测得的中截面连线作为公共轴线,被测零件的同轴度则是计算出的基准圆柱和被测圆柱分别对公共轴线的同轴度中的最大值。
当然还可以在公共轴线建立后用三坐标测量机测量该轴线与另一基准面,即圆柱端面的垂直度,从而间接的判断公共轴线是否符合要求,如果该垂直度不在要求的公差范围,表明孔或轴与端面不是垂直的,不管同轴度的检测结果如何,该零件都是不合格的产品。
2.2 通过测直线度来间接体现同轴度
当被测零件尺寸较为短小时轴的倾斜对装配质量的影响不是很大,但是轴心偏移则对装配质量影响较大,针对这种情况可以用测直线度来反应同轴度的方法,因为轴心偏移的测量事实上就是轴心连线的直线度的测量。
以给出的同轴度的公差值代替直线度公差值来判断被测零件是否合格,该检测方法在工件工作截面越短的情况下效果越好。
2.3 在允许范围内尽可能增加基准截面间的距离
和上面第二种情况相反,在被检测工件的基准轴或者基准孔较长的情况下,如果要检测基准元素则应该尽量增大第一截面和第二截面之间的距离,缩小因基准轴线偏离引起的测量误差,使相应的误差干扰比例成正比的缩减。
在基准足够长且基准和被测截面相对较近时,人为误差就会大大减小甚至消失。
3 引起测量误差的主要原因
在同轴度误差的检测过程中有很多因素会引起检测结果的准确性,主要原因可以概括为以下几方面。
3.1 检测方法的影响
每种检测方法都有各自的特点和优势,也有其检测的局限性,所以在检测一个零件前针对具体的零件形式、结构、规格等选取合适的检测方法是关键。
不当的检测方法会导致得到不准确的检测数据,从而不能正确的体现基准和被测要素,更不能反映零件的真实状态。
要选取能够正确测量基准的检测方法,应尽量符合基准重合的原则。
3.2 测量器具的影响
在正确选择了测量方法之后,不同的测量装置也会导致不同的测量结果,在实际的产品加工中,要根据被测零件的结构形式和精度要求选择合适的测量装置来检测同轴度的误差。
由于测量装置本身设计制造上的原因,会形成仪器误差和基准件误差,不可能达到绝对的准确,但是选择最适合的测量仪器可以将误差降到最低,保证测量结果的有效性。
3.3 检测人员的操作影响
同样的检测方法和检测装置,不同的检测操作人员可能会得出不同的检测结果,这和检测人员自身的专业素养有关,包括视觉分辨力、技术熟练度以及平时操作时个人的一些固有习惯等。
除了以上几种会对检测结果产生影响的主要因素外,还有一些因素也会对测量结果有影响,包括对检测所得数据的后续处理以及环境的影响等,所以较准确的测量还应该在恒温环境下进行,同时对采集的数据要经过正确的处理。
参考文献
[1]杨卫东.三坐标测量机检测机械加工零件同轴度误差分析[J].机械与电子,2012.
[2]邢杰.轴孔类零件同轴度误差的检测探讨[J].重型汽车,2001.
[3]邱文亮.远距离孔同轴度测量误差探讨[J].检测技术,2002.。