MK84125-Ⅲ25×6500全自动数控轧辊磨床结构和性能
关于MK8463轧辊磨床振纹的产生原因及解决办法

关于MK8463轧辊磨床振纹的产生原因及解决办法摘要:目前,MK8463系列轧辊磨床作为国产轧辊磨床系列的成熟产品,因其设备可靠性在铝板带材加工行业中占比较重,但与同行业德国进口轧辊磨床相比,仍有一定差距,在磨削过程中易产生振纹等问题,且不易消除。
如轧辊振纹印到带材表面,则对带材成品率、生产成本等指标有较大影响。
文章通过对国内某高精铝公司MK8463轧辊磨床在调试生产过程中遇到的振纹问题进行总结,简要分析了振纹的产生原因,并提出了解决办法。
关键词:铝板带材加工;MK8463轧辊磨床;振纹;引言国内某高精铝公司MK8463轧辊磨床在调试生产初期,其冷轧机2550mm工作辊辊面的振纹问题严重拖延了磨床的调试安装进度,极大影响了工作辊的磨削质量和磨削效率。
探究这些振纹的形成原因和解决方法,对现场的生产稳定有极大的作用和意义。
1.振纹的概念磨削时轧辊表面在圆周方向上出现的一种明暗相间的条纹,轻微时侧光观察可见,严重时肉眼可见,还会有手感,这种缺陷叫做振纹。
一方面它打乱了轧辊表面的正常磨削纹理分布状态,另一方面也使辊面粗糙度(Ra值)不均匀,辊面质量不符合相关磨削工艺要求,给磨削人员增加了磨削难度。
某高精铝公司的MK8463轧辊磨床在试磨2550mm工作辊初期,就遇到了这种振纹问题。
即使尝试了各种不同的磨削手段,也无法完全消除。
究其原因,这是由于在磨削过程中产生的振动,使砂轮相对轧辊的移动或者说砂轮对轧辊磨削的压力发生了周期性的变化,因此在轧辊表面形成了振纹。
在处理遇到的各种振纹问题时,我们发现,磨削时因振动形成振纹的因素太多且机理复杂,目前尚未有一套可涵盖所有情况的成型理论来判断其成因,其中经验的积累是帮助判断振纹成因的重要手段。
通过对国内某高精铝公司MK8463轧辊磨床在调试生产过程中遇到的振纹问题进行分析汇总,将产生振纹的振动源总结为以下几点:1)轧辊磨床的制造精度和安装精度不达标产生的振动;2)因砂轮问题产生的振动;3)轧辊与磨床的接触不良产生的振动;4)磨削工艺参数不合适产生的振动;1.振纹的解决方法振纹一般是由于磨床或轧辊本身刚性不够,在磨削时易出现。
SINUMERIK840D数据系_省略_轧MK84125轧辊磨床中的应用
SIN UM ERIK840D数据系统在安钢热连轧M K84125轧辊磨床中的应用张 方 李 科(安阳钢铁集团有限公司) 摘 要 通过M K84125轧辊磨床在安钢1780mm热连轧生产线的成功投用,介绍了SIN U M ERIK840D数控系统在此磨床中的作用。
分别从硬件的配置、软件的设计和NC的配置等几方面作了详细地阐述。
经过近一年的使用,此磨床的控制精度和使用效率均达到了预期效果,完全满足生产需要。
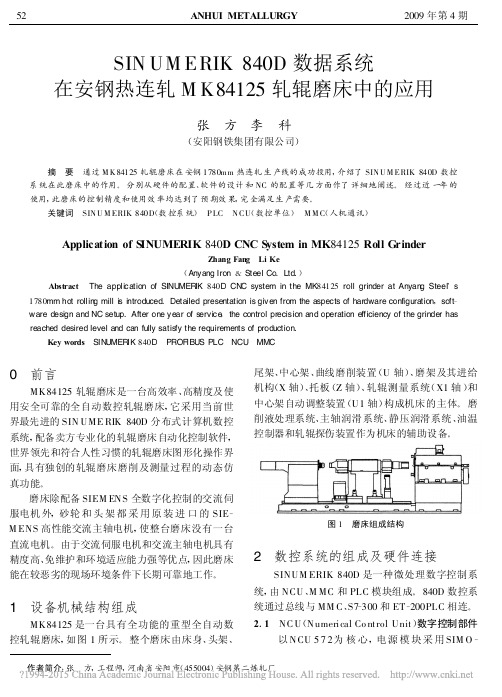
关键词 SIN U M ERIK840D(数控系统) P LC N CU(数控单位) M M C(人机通讯)Application of S INUMERIK840D CNC S ystem in MK84125Roll GrinderZhang Fang Li Ke(Anyang Iron&Steel Co.Ltd.) Abstract The appl ication of SINU MER IK840D CN C system in the MK84125roll grinder at Anyan g Steel's 1780mm hot roll in g mill is introduced.Detailed presentation is given from the aspects of hardware configuration,soft-ware design and NC setup.After one year of s ervice,the control precision and operation efficiency of the grinder has reached desired level and can fully satis fy the requirements of production. Key words SIN U MER IK840D PROF IBU S PLC NCU MM C0 前言 MK84125轧辊磨床是一台高效率、高精度及使用安全可靠的全自动数控轧辊磨床,它采用当前世界最先进的SIN UME RIK840D分布式计算机数控系统,配备卖方专业化的轧辊磨床自动化控制软件,世界领先和符合人性习惯的轧辊磨床图形化操作界面,具有独创的轧辊磨床磨削及测量过程的动态仿真功能。
轧辊磨床技术操作规程

轧辊磨床技术操作规程万能轧辊磨床设备操作规程(沙钢集团沙景宽厚板厂热轧工段)一、设备简介沙钢集团沙景宽厚板厂万能轧辊磨床是由德国HERKULES制造,功能较强,技术领先于世界前列.万能轧辊磨床2006年6月安装在沙景宽厚板厂热轧工段磨辊间,专用于修磨工作辊、支撑辊,于2006年10月开始投入使用。
编辑此技术操作规程目的是加强设备维护保证工作,提高设备使用寿命,提高作业率和设备精度。
操作工、维修工负责轧辊磨床的维护、保养工作。
二、技术参数机床型号: MK84200x100型数控轧辊磨床工作范围:最大磨削直径(砂轮外径Φ900mm) 2000mm(砂轮外径Φ600mm) 2100mm最小磨削直径(砂轮外径Φ900mm) 260mm最大顶尖距 10000mm工件最大重量 130000Kg工件最大重量(用外装式活动顶尖) 10000Kg工件转速(无级变速) 3-40r,min砂轮规格(外径×宽度×孔径) Φ900x100×Φ305mm拖板纵向移动速度(z轴) 5—4000mm,min砂轮架横向(X轴)最大行程 900mm砂轮架横向(X轴)快速移动速度 625mm,min磨削中凸(中凹)量(半径) ?1.3mm连续横进给速度 0(002,0(12mm,行程1电子手轮微量进给 0(001mm,P尾架顶尖套筒行程 250mm数控测量装置的测量范围Φ260,Φ2100mm中心架支承辊颈的范围Φ250,Φ950mm中心架托瓦测量装置的测量范围Φ250,Φ950mm主要电机的参数工件(头架)电动机功率 2KW转速(无级) 750,1900r,min额定电压 40v砂轮电机功率 99KW转速(无级) l000,2000r,min额定电压 440v 拖板纵进给电机额定扭矩 42Nm转速 1500r/min 磨架横进给电机额定扭矩 16。
9Nm 转速 2000r/min 数控中高电机额定扭矩 5。
MK84125×55轧辊磨床设备操作规程

MK84125×55轧辊磨床设备操作规程1 目的保证MK84125×55型数控轧辊磨床的正常运行。
2 适用范围适用于磨削冶金工业中轧机上的工作辊和支持辊。
3 操作要求3.1 磨床开动前的准备3.1.1设备启动前,检查各润滑部位及润滑系统、液压系统、油位、油温是否正常。
3.1.2保持各手轮、手柄、开关均在停止或所需位置上。
3.1.3设备要保持清洁。
设备周围无异物存放。
3.1.4磨床间的过跨小车、天车工作正常。
3.1.5检查各种与轧辊磨削相关的吊具、扳手、量具等是否齐全、可靠。
3.1.6根据所磨削轧辊的规格选择合适的中心架、托瓦、砂轮、顶尖和拨叉。
3.1.7调整尾架,距离较小时,由电动驱动改为手动驱动。
3.1.8做好砂轮静平衡。
3.1.9检查磨削液的PH值应为7-9、起泡量、颜色、气味满足要求,检查磨削液液位是否符合要求。
3.1.10检查金刚笔、砂轮直径基准块,调整金刚笔的笔尖与砂轮直径基准块的高度一致,误差不允许超过+0.10mm。
3.2.正常运转前准备3.2.1将电控柜总开关上侧的旋钮置于“接通”位置,相应白色指示灯亮,840D数控系统及PLC进入通电运行状态,然后再合上总电源开关,相应绿色指示灯亮,机床电气系统进入通电准备状态。
(注意:以上操作顺序不能颠倒,否则机床总开关不能合上,启动钥匙钮为失压保护控制。
)3.2.2启动操作台上机床启动按钮。
(注意:机床启动按钮和机床停止按钮之间的操作间隔要有足够长的时间,以保证各润滑点润滑到位。
)3.2.3安装砂轮并且做动平衡试验(具体操作见附件1《砂轮动平衡操作》),修整砂轮保证工艺要求。
3.2.4依次开动两个主轴电机(砂轮主轴电动机、头架顶尖驱动电机),三个伺服电机(拖板移动Z轴驱动电机、托架X轴驱动电机、测量架X1轴驱动电机),先从最低速度开始逐步至最高速度,检查机床各机构运转情况,如有异常及时处理。
3.2.5开动冷却液泵和清洁用泵及冷却开关,检查冷却系统是否正常,如有异常及时处理。
MKZ84125轧辊磨床轴承箱体翻转机构设计
摘要自动数控磨床是钢材板材轧制生产线的重要配套设备,其磨削精度和磨削效率直接影响钢板的轧制质量与生产效率。
它的作用是进行各种性质不同的钢材板材磨削,主要应用于钢材、铝箔和造纸行业等。
然而其在磨削工作辊的过程中,两端的轴承箱体会与砂轮架发生干涉,而频繁的装卸轴承箱体则会使加工过程变得繁琐,因此设计了翻箱机构,将工件翻转90度。
设计翻箱机构,包括翻箱机构的工作原理、机床各部件的组成、其操作要求和方法以及翻箱机构技术要求进行了概述,并详细设计了MKZ84125轧辊磨床的翻箱机构,其中包括法案的选择,电机的确定以及蜗轮蜗杆与各个轴以及齿轮的选择并画出了机床总装图,翻箱机构总装配图以及部分重要零件的部件图。
其设计过程主要特点是采用三相异步电动机带动蜗轮蜗杆以及齿轮传动,以达到将工件翻转90度的效果,方便磨床加工。
翻箱机构结构简单紧凑,操作简单,维护方便,翻转工件效率高。
关键词:翻箱机构;三相异步电动机;蜗轮蜗杆;齿轮传动IAbstractThe automatic CNC grinding machine is an important corollary equipment which rolls production line by steel and sheet metals. Its grinding accuracy and efficiency directly affect the quality of steel rolling and its production efficiency. Its role is to grind the various properties of steel and sheet metals, it mainly used in steel, aluminum foil, paper industry and etc. However, during the process of grinding, the bearing boxes of both sides will interfere with the wheel frame, and loading and unloading the bearing boxes frequently will make the process more complicated, so I designed the box turnover mechanism, it can let the workpiece rotate 90 degrees. Designing the box turnover mechanism, it consists of its working principle, the composition of each part of machine tool, its operating requirements and methods and providing an overview of technical requirements of the box turnover mechanism. What’s more, I also designed the box turnover mechanism of MKZ84125 rolling grinder. It involves the choice of the Act, the determination of motors and the selection of worms, each shaft and gears. In addition, I draw the assembly chart of machine, the general assembly chart of the box turnover mechanism and the parts diagram of some important parts. The main features of designing process are adopting the three-phase asynchronous motor to drive the worms and using the two-stage gears to drive to reach the effect which let the workpiece rotate 90 degrees. It will convenient the process. The structure of the box turnover mechanism is simple and compact. It can operate simply, maintain easily and the workpiece is efficient.Key words: box turnover mechanism; three-phase asynchronous motor; worms; stage gears目录摘要 (I)ABSTRACT (II)目录 (III)1 绪论 (1)1.1 立题依据 (1)1.2 翻箱机构的研究现状 (1)2 MKZ84125机床总体设计 (4)2.1 机床的技术参数 (4)2.2 机床总体布局设计 (4)2.2.1 布局方案的选择 (4)2.2.2 各部件的布局 (5)2.3 机床各部件的方案介绍 (5)2.3.1 床身 (5)2.3.2 头架 (6)2.3.3 尾架 (6)2.3.4 砂轮主轴系统 (7)2.3.5 砂轮架 (7)2.3.6 供油系统 (7)2.3.7 中心架 (8)2.3.8 CNC测量系统 (8)3 轴承箱体翻转机构设计 (9)3.1 设计的基本参数 (9)3.2 翻箱方案的选择 (9)3.3 翻箱机构的总体设计 (9)3.4 电动机的选择 (10)3.4.1 选择电动机类型 (10)3.4.2 选择电动机的容量 (10)3.4.3 电动机转速的确定 (11)3.5 总传动比和分配各级传动比的计算 (12)3.6 传动装置的运动和动力参数的计算 (12)3.6.1 各轴转速 (12)3.6.2 各轴功率 (12)3.6.3 各轴转矩 (12)3.7 传动零件的设计计算 (13)3.7.1 联轴器的类型的选择 (13)3.7.2 蜗杆传动的设计 (13)3.7.3 第一级齿轮传动的设计 (16)III3.7.4 第二级齿轮传动的设计 (19)3.8 翻箱机构的结构设计 (21)3.8.1 轴1的结构设计 (21)3.8.2 轴2的结构设计 (22)3.8.3 轴3的结构设计 (23)3.8.4 翻箱机构其余部分的结构设计 (24)4 轴的校核 (26)4.1 轴1的校核 (26)4.2 轴2的校核 (28)4.3 轴3的校核 (30)5 结论与展望 (33)5.1 结论 (33)5.2 不足之处及未来展望 (33)致谢 (34)参考文献 (34)MKZ84125轧辊磨床轴承箱体翻转机构设计11 绪论1.1 立题依据该课题来自于无锡上机磨床有限公司的生产实际。
超重型精密数控轧辊磨床设计_段斌华

超重型精密数控轧辊磨床设计*段斌华(上海机床厂有限公司 上海200093)摘 要以超重型精密数控轧辊磨床设计为对象,阐述了机床的结构特征、设计难点及创新内容。
利用有限元分析方法和仿真技术,对机床各主要部件进行了静力学、动力学的分析研究。
针对国家“高档数控机床与基础制造装备科技重大专项课题” “ MKA84250/15000-H超重型精密数控轧辊磨床” 项目,介绍了在设计开发过程中所运用的新技术、新机构和新工艺,通过了国家机床质量监督检验中心的检验及专家的技术鉴定,为企业提供了超大型重型轧辊的表面磨削基础制造装备,为超重型精密磨床设计提供了新思路。
关键词 超重 精密数控轧辊磨床 关键技术 先进水平由上海机床厂有限公司设计、制造的特大型精密数控轧辊磨床(国家科技重大专项课题)。
它可顶持加工最大直径为2.5 m, 最大长为15 m,最大质量为250 t的特大型零件。
它突破了多项关键技术,如超重载荷工件顶持系统,超重载荷工件驱动系统,超重载荷引起的机床变形对加工精度的影响,超大型在机测量系统及数据处理,高精度、高刚度砂轮主轴系统,超大型、超精密轴承精化技术等,各项指标达到了国家“高档数控机床与基础制造装备”科技重大专项课题任务合同书的要求。
MKA84250/15000-H超重型精密数控轧辊磨床,是目前世界上最大的顶磨型精密数控轧辊磨床。
它不仅加工范围大、承载重量重,而且加工精度高。
可一次装夹完成轧辊辊身、辊颈、托肩等外圆、锥面等部位的粗磨、半精磨、精磨工序的加工。
同时,还可磨削加工外圆的正弦曲面、余弦曲面、抛物线曲面及CVC曲面。
可加工超大型轧辊、大型压辊、大型及超大型发电机转子、汽轮机转子等回转类零件。
该机床已于2010年交付用户使用。
1 超重型精密数控轧辊磨床及主要结构特点1.1 机床外形及概述MKA84250/15000-H超重型精密数控轧辊磨床,是一种砂轮架移动式数控轧辊磨床。
床身分为前、后两体,使磨削精度不受工件重量和运动的影响。
MK84125―Ⅲ25×6500全自动数控轧辊磨床结构和性能-5页文档资料
MK84125―Ⅲ25×6500全自动数控轧辊磨床结构和性能包钢稀土钢板材公司热轧板材在生产的过程中,轧辊的表面质量和辊型关系到板材产品的质量,而数控轧辊磨床是保证轧辊辊型和表面质量的重要设备,数控轧辊磨床有伺服系统、测量系统、承载系统、控制系统。
1 控制系统专业化的轧辊磨床自动化控制软件,具有独创的轧辊磨床磨削及测量过程的动态仿真功能。
该磨床数控主机采用了SIEMENS品牌新一代的全数字分布式SINUMERIK 840D,它内置的STEP7-300系列可编程控制器,灵活性极强, MS-WINDOWS XP操作系统具有完备的报警与诊断功能,此系统配备丰富的帮助提醒和操作提示信息。
磨床能实现全自动控制以及自动磨削测量过程的动态模拟显示、曲线编程示例、测量精度显示以及彩色打印功能。
数控轧辊磨床外部的I/O通讯接点是通过PROFIBUS工业现场总线传输到中央处理器,SINUMERIK PCU50模块完成人机接口功能。
2 伺服部分该数控轧辊磨床有六个伺服电机,每个伺服电机分别控制一个伺服轴,分别是导轨移动方向Z轴,磨床进给方向X轴,CVC曲线磨削机构U 轴,测量臂X1轴,中心架位置自动调整机构U1轴,曲线跟随机构V轴。
2.1 进给机构X轴磨架进给X轴作为砂轮磨削的横向进给轴,它的坐标也是数控轧辊测量系统的重要参考数据。
该磨床磨架进给机构是由带减速装置的SIEMENS 交流伺服电机和相对精密滚珠丝杆组成。
磨床数控系统通过带减速装置的交流伺服电机和直线型光栅实现磨架的全闭环位置控制。
2.2磨床测量系统X1轴它由测量架和A、B两个测量臂组成。
首先测量架能带动A测量臂打开位置或收缩位置以便于适应各种直径轧辊的测量需要;A、B测量臂分布安装在测量架磨架上随磨架一起在X1轴方向运动。
测量过程中,A、B测量臂分别通过液压油缸放下找对测量位置,非测量的时候测量臂处于收起状态。
另外,测量架也是由带减速装置的交流伺服电机及滚珠型丝杆来驱动。
MK84210-Ⅲ180×9000使用说明书

MK84210-Ⅲ180×9000全自动数控轧辊磨床使用说明书维护保养手册易损件图贵阳国家高新技术开发区汇峰轧辊磨床有限公司昆山华辰机器制造有限公司1. 总体说明 (1)1.1 磨床主要磨削精度指标 (2)1.1.1 圆柱面磨削: (2)1.1.2 中凸(凹)磨削:(半径上的中凸(凹)量为0.2mm) (2)1.1.3 任意曲线磨削: (2)1.2 磨床工作技术条件 (2)1.2.1 气象条件 (2)1.2.2 主电源参数 (2)1.3.1 磨床纯磨工作时间 (3)1.3.2 磨床调整时间 (3)1.3.3 每年大中修及故障时间 (3)2 磨床传动系统 (4)2.1头架传动系统 (5)2.2磨架进给系统(X轴) (6)2.3拖板(Z轴) (7)2.4中心架 (8)2.5机床曲线磨削装置和断电保护机构 (9)2.6轧辊测量系统(X1轴) (10)3 磨床液压及其润滑系统 (11)3.1 液压及润滑油路原理 (11)3.1.1砂轮部分液压原理 (11)3.1.2磨床液压原理 (14)3.1.3拖板及磨架静压润滑系统原理 (15)3.1.4中心架润滑原理 (16)3.1.5静压中心架润滑原理 (17)3.2 油脂分布表 (18)3.2.1第一次填充油脂清单 (18)3.2.2油脂分布情况 (18)3.3液压元件型号规格明细表 (19)4.机床的维护与保养 (21)4.1 重要的润滑部位和润滑点的维护 (21)4.1.1 导轨及托瓦润滑 (21)4.1.2 砂轮主轴轴承润滑 (22)4.1.3 液压装置 (22)4.1.4 所有其它润滑点 (22)4.1.5 换油 (22)4.2 维护人员指南 (25)4.2.1 润滑 (25)4.2.2 磨削冷却液 (25)4.2.3 其他工作 (25)4. 3 更换润滑油及磨削冷却液 (26)4.3.1润滑油更换的步骤及周期 (26)4.3.2 磨削冷却液的更换步骤及周期 (26)4.4 定期维护及检查 (27)4.4.1检查步骤及内容 (27)4.4.2 注意观察的问题 (37)4.5 砂轮的规格,保管、安装与使用 (37)4.5.1 砂轮的规格,型号: (37)4.5.2砂轮的保管 (37)4.5.3 砂轮的安装与使用 (38)4.6 易损件及易损件图 (39)5 机床的搬运,安装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 . 5 轧 辊 跟 随 磨 削装 置 V 轴 全 自动 轧 辊 磨 床 砂 轮 主 轴 轴 线 可 变 角 度
架 的频繁移 动, 从而大大减少 了工件床身磨损 。 在 直 径测 量 基准 校 正 、砂 轮修 整 及 砂 轮 直 径 检
测 过 程 中 , 系 统 将 自动 准 确 无 误 地 确 定 各 特 征 点在 z轴 方 向 的位 置 而 不 受 尾 架 位 置 改 变 的 影
闭环控制 以及轧辊测量 。测量 系统还 包括 2个 范围为 1 2 mm 的 光 栅 测 量 头 。 ( 1 ) 自动测量 砂轮直径 。在 程序 中选 择 自动测量砂 轮直径 ,有 两个测 量臂和 磨架相 互
均 自动平衡两端位置 以确保轧辊的水平托升和
放下。
S 1 NUME R I KP C U5 0模块完成人机接 口功能。
2 . 3曲线磨 削装置u 轴 【 关 键词 】全 自动 数 控轧 辊 磨床
性 能
结构 纽 成
高 精 度 数 控 曲 线 磨 削 装 置 u 轴 。 采 用 静 压 偏 心 套 结 构 , 砂 轮 轴 为 轴 承 体 偏 心 套 筒 ,偏 心 套 转 动 的 时 候 , 形 成 灵 敏 的 摆 动 进 给 , 曲线
包钢稀 土钢 板材 公司 热轧板 材在 生产 的 过程 中,轧辊的表面质 量和辊 型关系到板材 产 品 的质 量 , 而数 控 轧辊 磨床 是保 证 轧辊 辊 型 和
表 面 质 量 的 重 要 设 备 , 数 控 轧 辊 磨床 有 伺 服 系
磨削时 ,U轴由全数字型带减速装置 的交流伺 服 电机通过它的编码器定位,结合导轨 z轴运
拖 板 进 给 系 统 包 括 带 减 速 装 置 的 西 门子
1控 制 系统
专业 化 的轧辊 磨床 自动化 控 制软 件,具 有独 创的轧辊磨床磨削及测量过程的动态仿真 功能。该磨床数 控主机采用 了 S I E ME NS品 牌 新 一代 的全 数 字分 布式 S 1 NUME R I K 8 4 0 D, 它 内置 的 S T E P 7 — 3 0 0系 列 可 编 程 控 制 器 , 灵 活性极强 , MS . WI NDO WS XP操作 系统具有
量 的时候测 量臂处于收起状态。另外,测量架 也 是 由 带减 速装 置 的 交流 伺服 电 机及 滚 珠 型 丝 杆 来驱动。数控 轧辊测量装置 有一个直线型光
栅 尺 和 A、B 光栅 测 头组 成 。
个伺服轴在作参考点返 回动作时 只移动 了和小 的 一 段 距 离 , 大 大 缩 短 了 准备 时 间 。
4承载系统
4 . 1床身 磨床 床身 采用砂 轮床 身与 工件 床 身分 离
的结 构 ,砂 轮 床 身精 度 保 持 性 好 ,轧 辊 的 吊 装 不 会 对 磨 削精 度 造 成 影 响 。床 身调 整 垫 铁 间距 短 ,支 承 刚 性 强 ,床 身 精 度 不 易 变 化 。
4 . 2 头 架
本 文 分析 了包钢 集 团稀 - + -  ̄ 4 板 材公 司的 昆 山华晨 M K 8 4 1 2 5 - I I I 2 5 X 6 5 0 0全 自动 数 控 轧 辊 磨 床
的结构和性能。
臂 分 别通 过 液压 油 缸放 下 找对 测 量 位 置 , 非 测
自动化控制 ・ A u t o ma t i c C o n t r o
MK 8 4 1 2 5 -I I I 2 5 X6 5 0 0全 自动数控轧辊磨床结构和性能
文/ 魏莹莹 王 跃 峰
在 X1轴 方 向 运 动 。 测 量 过 程 中 ,A、B测 量
光 栅 的各 伺 服 轴 能 快 速 回参 考 点 , 也就是说各
响。
自动控 制 系统 ( V轴1 。工作 时 ,由全 数字 交
流伺服 电机带行星减速器驱动滚珠丝杆转动
助提醒和操作提示信息 。磨床能实现全 自动控 制 以及 自动 磨 削 测 量 过 程 的动 态 模 拟 显 示 、 曲 线编 程示 例、测 量精 度显 示 以及 彩色 打 印功 能。数控轧辊磨床 外部的 I / O通 讯接 点是通过
动 ,实 现 在 轧 辊 表 面 磨 削 出所 需 要 的 曲 线 。
2 . 4拖板Z 抽
头 箱 采 用 了一 台 S I E ME NS l P H7型 交 流
主轴 电机驱动 ,该 电机光 电编码器实现 头架 速 度 及 位 置 的 闭环 控 制 。
4 . 3尾 架
统、测量 系统、承载系统 、控制系统 。
完 备 的 报 警 与 诊 断 功 能 ,此 系 统 配 备 丰 富 的 帮
交流伺服 电机和精密滚珠丝杆 。由数控系统通 过交流伺服 电机和编码器 实现拖板 的闭环位置
控制 。
尾 架移 动采 用 电动驱 动方 式。采 用液 压
缸 伸 缩 ,装 卸 轧 辊 时 只 需 伸 缩 套 筒 , 避 免 了尾
P R OF I BUS工 业 现 场 总 线 传 输 到 中央 处 理 器 ,
3 测 量 系统
测 量 元 件 : 光 栅 用 于 X,X1 轴 的 位 置 全
・ 轧辊软 着陆装置
分 布 在 头 、尾 架 两 侧 的 软 着 陆 装 置 设 置 有 平 衡 位 置 检 测 元 件 , 软 着 陆 的 每 个 动 作 循 环
பைடு நூலகம்
5磨削装置
磨 削 装置 采 用 一 台 S I E ME NS 1 P H7型 交 流 主 轴 电机 驱 动 ,该 电机 的光 电编 码 器 确 保 砂 轮 主 轴 高 精 度 平 稳 运 行 。砂 轮 动 平 衡 由带 有 预 平衡功能的 M6 0 0 0模 块 集 成 在 西 门 子 8 4 0 D 系 统控制 ,直接在 8 4 0 D 界 面 上 监 控 砂 轮 系 统 的 平 衡 ,M 6 0 0 0测 量 任 何 砂 轮 的 不 平 衡 量 的 大