金刚石框架锯条基体用钢供货标准
金刚石圆锯片基体(中国国家标准,征求意见稿)
编者按:本期刊登的三个标准征求意见稿,截止11月底,各相关单位和 读者如有意见,可反馈至全国石材标准化委员会秘书处。
地址:北京市 朝阳区东坝红松园1号全国石材标准化委员会秘书处( 100018 );电话:135********;微信号:gh_5b25bc287569;联系人:周俊兴。
金刚石圆锯片基体(中国国家标准,征求意见稿)1范围本标准规定了金刚石圆锯片基体的名称代号、标 记、技术要求、试验方法、检验规则、标志、包装和 运输的基本要求。
本标准适用于非金属材料切割使用的金刚石圆锯 片基体。
2规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是 注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的 修改单)适用于本文件。
GB/T230金属洛氏硬度试验GB/T699优质碳素结构钢GB/T3077合金结构钢GBA16060.2-2006表面粗糙度比较样块磨车镗铣插及刨加工表面GB/T 1184-1996形状位置公差未注公差值3分类、名称代号及标记3.1分类3.1.1按用途分高频焊金刚石圆锯片基体(代号为G);激光焊金刚石圆锯片基体(代号为J)。
3.1.2按厚度分a)普型金刚石圆锯片基体(代号为P);b)超薄金刚石圆锯片基体(代号为T)。
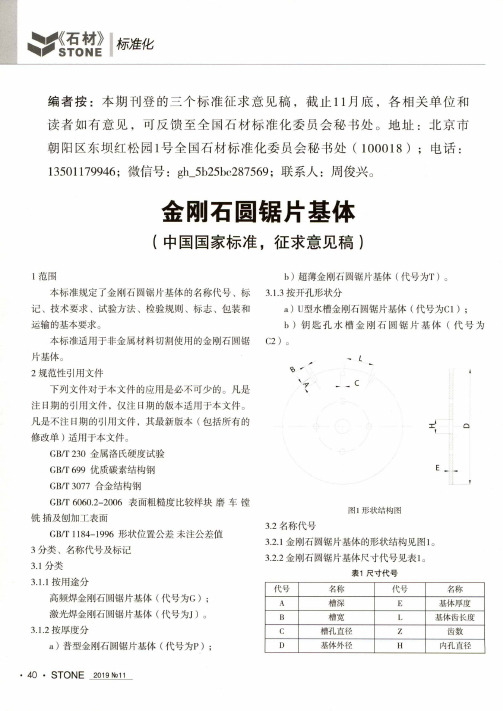
3.1.3按开孔形状分a)U型水槽金刚石圆锯片基体(代号为C1 );b)钥匙孔水槽金刚石圆锯片基体(代号为C2) 0工1图1形状结构图3.2名称代号3.2.1金刚石圆锯片基体的形状结构见图103.2.2金刚石圆锯片基体尺寸代号见表1。
表1尺寸代号代号名称代号名称A槽深E基体厚度B槽宽L基体齿长度C槽孔直径Z齿数D基体外径H内孔直径.40 •STONE 2019 Non表2普型金刚石圆锯片基体基本尺寸及偏差 单位:毫米DELHABCZ尺寸偏差尺寸偏差±0.5尺寸偏差±0.5±0.5±0.59534.3 6.52810036.331.9根据用户1038 9115±0.336.132.1自定8.5269 101400.8 ~ 4.0±0.0536.61041219033.810 2 61524033.91612143 81829022H 818340±0.5506021390244401416310 1281026490^4030540 1.8 〜4.5±0.1050803259036690±0.840 4279046890±0.8181864990±0.108020701084 3.0 ~ 6.01007411848012842022881384±1.020921484 3.0 ~ 8.0±0.151001584^24100150104 1081784118 12019842222126 1282184±2.024132 1362484H 825251402584 4.0 〜10.01462784±0.2030251562982±2.516031821703582±3.01843782±3.515020019039822004182±4.07.0 〜12.0彡3030302104482JS 152264782±4.523049822405182±5.0248《石材》2019年11期.41 •表3超薄金刚石圆锯片基体基本尺寸及偏差 单位:毫米D E L H A BZ尺寸偏差尺寸偏差±0.5尺寸偏差±0.5±0.5590508036690^40161040、42 790±0.8 2.0 〜4.0±0.1046890181864990802070 10841007411843.0 〜4.5801284H82022881384±1.0±0.12>2420921484100100 1584 3.0 ~ 5.0104 108 1784118 120 1984100 1502422126 1282184±2.0 3.0 ~ 6.0±0.15132 136 24842525140表4普型金刚石圆锯片基体同片厚度差 单位:毫米外径范围95 〜190>190 〜390> 390 〜790>790- 1184>1184〜1584厚度差0.030.040.050.060.08外径范围> 1584-1984>1984〜2982> 2982 〜3482> 3482 〜4482>4482-5182厚度差0.100.150.200.300.40表5超薄金刚石圆锯片基体同片厚度差 单位:毫米外径范围> 590 〜984>984 〜1184> 1184〜1584>1584〜1984> 1984 〜2484厚度差0.040.050.060.080.10表6金刚石圆锯片整体硬度高频焊金刚石圆锯片基体(HRC)高频焊超薄金刚石圆锯片基体(HRC)激光焊金刚石圆锯片基体(HRC)38 〜4541 〜4533 〜39表7金刚石圆锯片基体同片硬度差外径(mm)95 〜3%> 390 〜690> 690 ~1384>1384〜2184同片硬度差(HRC)1.01.5 2.0 2.5外径(mm)> 2184 ~ 2982>2982-3582> 3582 〜4582>4582 〜5182同片硬度差(HRC) 3.0 3.5 4.5 5.0.42 .STONE 2019 N q 113.3标记3.3.1标记顺序为:基本代号、尺寸、齿数、标准号。
锯切大理石用金刚石框架锯条的生产工艺

锯切大理石用金刚石框架锯条的生产工艺
大理石用金刚石框架锯条生产工艺是在大理石加工过程中不可缺少的一环,其关键在于金刚石框架锯条的选择和使用。
由于大理石是硬度很高的石料,一般当选择制作锯切时,需要采用金刚石框架锯条,它可以更好地减少锯片的磨损,改善加工的精度,减少碎片,从而提高加工效率,节省成本。
首先,在采购金刚石框架锯条时,需要考虑的是金刚石成分、晶粒结构和内部撞击力等要素,以确定金刚石框架锯条的硬度、耐磨性和抗碎片等特性,以期满足高耐磨性、高强度、高硬度和高抗拉强度的要求。
其次,操作者需要熟悉金刚石框架锯条的种类以及它们的操作特性,如正反面标识、工具的基本参数和操作要求等,以便正确使用。
还应根据工件材料、切削参数不同,必要时更换锯片,以免发生过度磨损和碎片等状况,使锯切加工质量得到改善。
再者,在进行大理石锯切加工过程中,建议使用润滑剂,以保持刀具与加工物料之间的结合性,延长刀具寿命,并防止金刚石框架锯条受潮,以免引起因磨损而磨损锯片。
最后,操作者应在任何一道加工工序之前或之后,定期清洁锯片表面的尘埃,检查工具的磨损程度及其它各项参数,以防止大理石加工操作过程中由于金刚石框架锯条本身使用问题引起的质量问题。
综上所述,金刚石框架锯条是大理石加工工艺中必不可少的一环,正确选择与使用金刚石框架锯条对于确保大理石加工质量具有重要意义。
在采购和使用金刚石框架锯条时,采购人需要考虑金刚石要素,正确按照操作要求进行操作,定期检查工具状态,使用润滑剂和清洁锯片表面的尘埃,以此提高大理石加工质量。
金刚石相关标准
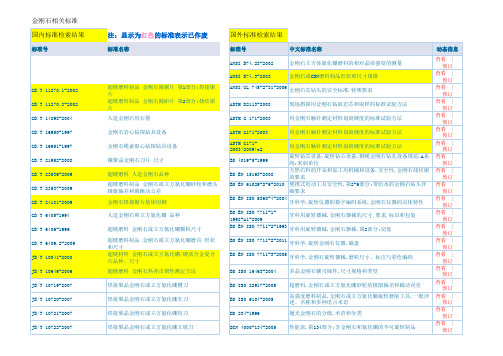
ANSI/UL 745-2-31-2006 金刚石芯钻头的安全标准.特殊要求 ASTM D2113-2008 ASTM G 171-2003 ASTM G171-2003 ASTM G1712003(2009)e2 BS 4019-5-1999 现场斟探用金刚石钻取岩芯和取样的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法 用金刚石触针测定材料划痕硬度的标准试验方法
JB/T 10723-2007 JB/T 10724-2007 JB/T 10725-2007 JB/T 10986-2010 JB/T 10987-2010 JB/T 11114-2010 JB/T 3233-2012 JB/T 3234-2012 JB/T 3235-1999 JB/T 3236-2007 JB/T 3583-2006 JB/T 3943.2-1999 JB/T 5205-2007 JB/T 5823-1991 JB/T 6084-2007 JB/T 6571-1993 JB/T 6998-2010 JB/T 7425-2012 JB/T 7989-2012 JB/T 7990-2012 JB/T 8000-2012 JB/T 8002-2012 JB/T 8374-2012
超硬磨料制品 金刚石圆锯片 第1部分:焊接锯 片 超硬磨料制品 金刚石圆距片 第2部分:烧结锯 片 人造金刚石用石墨 金刚石岩心钻探钻具设备 金刚石绳索取心钻探钻具设备 镶聚晶金刚石刀片 尺寸 超硬磨料 人造金刚石品种 超硬磨料制品 金刚石或立方氮化硼砂轮和磨头 极限偏差和圆跳动公差 金刚石焊接锯片基体用钢 人造金刚石和立方氮化硼 品种 超硬磨料 金刚石或立方氮化硼颗粒尺寸 超硬磨料制品 金刚石或立方氮化硼磨具 形状 和尺寸 超硬材料 金刚石或立方氮化硼/硬质合金复合 片品种、尺寸 超硬磨料 金刚石热冲击韧性测定方法 焊接聚晶金刚石或立方氮化硼槽刀 焊接聚晶金刚石或立方氮化硼车刀 焊接聚晶金刚石或立方氮化硼铰刀 焊接聚晶金刚石或立方氮化硼立铣刀
金刚石锯片标准
金刚石锯片标准金刚石锯片是一种常用于切割石材、混凝土和金属等硬质材料的工具。
它的高硬度、耐磨性和耐高温性能使其成为工业领域中重要的切割工具。
为了确保金刚石锯片的质量和性能,制定了一系列的金刚石锯片标准。
一、金刚石锯片的分类根据不同的切割对象和切割方式,金刚石锯片可分为石材切割锯片、混凝土切割锯片和金属切割锯片等。
每种类型的锯片都有相应的标准来规定其材料、结构、尺寸和性能等要求。
二、金刚石锯片的材料金刚石锯片的主要材料是金刚石和金属粉末。
金刚石是一种硬度极高的矿物,具有优异的切割能力。
而金属粉末则起到了增强金刚石与基体的结合力和提高锯片的强度的作用。
根据不同的切割对象,金刚石锯片的金刚石颗粒大小和金属粉末比例也会有所不同。
三、金刚石锯片的结构金刚石锯片的结构包括刀片、刀芯和刀片与刀芯的焊接部分。
刀片是用来进行切割的部分,其上覆盖着金刚石颗粒。
刀芯是刀片的支撑部分,由金属材料制成。
刀片与刀芯的焊接部分则需要具有良好的焊接强度和稳定性。
四、金刚石锯片的尺寸金刚石锯片的尺寸包括外径、内径、厚度和切割层厚度等。
外径决定了锯片的切割直径,内径则与切割机座的匹配有关。
厚度和切割层厚度则会影响到切割速度和切割质量。
五、金刚石锯片的性能要求金刚石锯片的性能要求包括切割能力、切割效率、寿命、安全性和环保性等。
切割能力是指锯片在切割硬质材料时的切削力和切割效果。
切割效率是指锯片在单位时间内切割的材料量。
寿命是指锯片在正常使用条件下的使用寿命。
安全性是指锯片在使用过程中是否会产生飞溅、断裂等安全隐患。
环保性则是指锯片在制作和使用过程中是否符合环保要求。
六、金刚石锯片的质量检验金刚石锯片的质量检验包括外观检查、尺寸检查、性能检测和寿命测试等。
外观检查主要是检查锯片的表面是否存在损伤、裂纹等缺陷。
尺寸检查则是通过测量锯片的外径、内径、厚度等尺寸来验证其是否符合标准要求。
性能检测包括切割能力、切割效率和安全性等方面的测试。
寿命测试则是通过模拟实际使用条件来评估锯片的使用寿命。
金刚石刀具标准

金刚石刀具标准引言金刚石是一种无色晶体,硬度排名世界第一。
由于其优异的硬度和耐磨性能,金刚石被广泛用作工业材料,特别是在切削和磨削工具领域。
本文将介绍金刚石刀具的标准,包括金刚石刀具的分类、性能要求、测试方法以及标准化组织。
一、金刚石刀具的分类根据金刚石刀具的用途和结构,金刚石刀具可以分为以下几类:1.金刚石砂轮:用于磨削和抛光材料的表面,例如金属、玻璃、陶瓷等。
2.金刚石锯片:用于切割各种材料,如石材、玻璃、陶瓷、金属等。
3.金刚石钻头:主要用于钻孔,可钻取混凝土、砖石、岩石等硬质材料。
4.金刚石刀片:用于切割各类材料,如金属、玻璃、陶瓷、塑料等。
二、金刚石刀具的性能要求由于金刚石具有高硬度、高耐磨性和高热导率等特点,金刚石刀具在使用过程中需要具备以下性能:1.高硬度:金刚石刀具应具有足够的硬度,以确保在切割和磨削过程中不易磨损。
2.高耐磨性:金刚石刀具应具有出色的耐磨性能,能够承受长时间的使用而不损坏。
3.高热导率:金刚石刀具应具备良好的热导率,以便及时散热,防止刀具过热。
4.良好的切削性能:金刚石刀具应具备良好的切削性能,以确保切削效果稳定。
三、金刚石刀具的测试方法为确保金刚石刀具的质量和性能符合标准要求,需要进行相应的测试。
以下是常用的金刚石刀具测试方法:1.硬度测试:通过Vickers硬度测试仪进行硬度测试,以确定金刚石的硬度。
2.耐磨性测试:使用标准化的磨损测试设备,在一定条件下进行耐磨性测试,评估金刚石刀具的耐磨性能。
3.热导率测试:采用热导率测试仪,测试金刚石刀具的热导率,以评估其散热性能。
4.切削性能测试:使用特定的材料进行切削实验,通过切削力、表面质量等指标评估金刚石刀具的切削性能。
四、金刚石刀具标准化组织金刚石刀具的制定和管理工作需要一个专门的标准化组织来制定和推广相关标准。
以下是一些国际上常用的金刚石刀具标准化组织:1.国际电工委员会(IEC):IEC负责制定和推广有关电气、电子和相关技术的国际标准,其中包括金刚石刀具的相关标准。
烧结金刚石圆锯片基体技术要求、锯齿结合强度测定、张力检测方法

附录 A(规范性附录)烧结金刚石圆锯片基体技术要求A.1 材料基体材料应选用符合GB/T 1222规定的65 Mn钢或机械性能不低于65 Mn的钢材。
A.2 外观基体表面不得有裂纹、毛刺、划伤、锈蚀。
A.3 表面粗糙度基体表面粗糙度Ra≤3.2μm。
A.4 硬度基体硬度应不高于25 HRC。
A.5 厚度A.5.1 干切用基体厚度应符合表A.1中的规定。
表A.1 干切用基体厚度单位为毫米表A.2 湿切用基体厚度单位为毫米A.6 孔缝设计要求基体孔缝设计应符合GB/T 11270.1的规定。
附录 B(规范性附录)金刚石圆锯片锯齿结合强度测定方法B.1 分齿式锯齿结合强度测定将锯片安装在旋转台架上,夹紧基体的卡盘外缘与锯齿结合面的距离为2mm。
被检测锯齿用夹具夹紧,夹具宽度大于等于锯齿长度L2,夹具弧面半径与结合面弧面半径(基体外圆半径)基本一致,夹持深度等于锯齿总深度X1(见图B.1和图B.2)。
图B.1 分齿式锯齿标引序号说明:1——夹具2——加紧卡盘3——基体4——锯齿5——锯齿与基体结合面图B.2 分齿式锯齿结合强度测定装置示例加载力F垂直作用于锯齿夹具上,与结合面距离为力臂L F。
逐渐增加加载力F,直到发生锯齿断裂,测量并记录此时的加载力F值。
对于单面焊接的锯片,加载力F施加在焊接面的反面。
对于双面焊接和烧结的锯片,加载力F可施加于任何一面。
抗弯力矩M b按下列公式计算:..................................... (B.1)式中:M b——抗弯力矩,单位为牛·米(N·m);F——加载力,单位为牛(N);L F——力臂,单位为米(m)。
抗弯强度σb按下列公式计算:.................................. (B.2)式中:M b——抗弯力矩,单位为牛·米(N·m);L v——锯齿与基体结合面长度,单位为米(m)E——基体厚度,单位为毫米(mm);σb——抗弯强度,单位为兆帕(MPa)。
钢锯条标准

钢锯条的标准主要涉及到其规格尺寸和材质。
首先,关于规格尺寸,手用钢锯条型号数字代表每25mm长度内的齿数。
细锯齿的齿距一般为0.8\~1mm,中锯齿的齿距一般为1.2\~1.4mm。
细锯齿的25mm长度内的齿数通常为24\~32齿,中锯齿则为18\~22齿。
此外,还有粗锯齿,其齿距为1.8mm,25mm长度内的齿数则为14\~16齿。
其次,关于材质,钢锯条按材质可分为无缝碳钢锯条和耐用高速钢锯条。
其中,碳钢手锯条成本低且通用性高,常用于切割管件、实心体、木材、塑料及所有可加工金属。
以上信息仅供参考,如需获取更多详细信息,建议查阅钢锯条的国家标准或行业标准。
锯切大理石用金刚石框架锯条的选择和使用

滑块 等 零 部件 组 成 。 拉 勾 板 的 拉 口 也 有 个 一 角 度 和 ,
锯 条 燕 尾 头 的 斜 口 角 度 完 美 的 啮 合 达 到 拉 拔 的 目 ,
的 。 拉 杆 根据 制 造方 式 不 同 分 为 焊接 式 、 一 体 式 和 机
械式 三 种 类型 。 焊 接式 拉 杆 由 高 性 能 的 合金 钢 板 电焊
白 色 系 大理 石 材质 最 软 , 但 是 如果 锯 条基 体 的 钢
带 抗 锈性 能 低 ,
容易污染石材。
因此 ,
要 尽量 选 用 优
质 的 75镍 8合 金钢 板 据 业 内 人 士反 映 这 种钢 板 的 成
,
,
本 每 米要 高 20元 以 每 套 500 米计 算 成本 增 加将 近 1
,
,
万元 。
1 2 . 锯条 的 选 择
1
2 .
.
1
锯 身 长度和 条数 的 选 择
,
由 排银 机 台 决定 。
2 2 1 .
.
钢带 厚度和 刀头形状的选择 ,
根据 大理 石 材料 的
成 分 和硬 度 、 裂 隙 和 孔 洞 情况 、 待切 割石 材 的 厚 度 等
因 素 而定 ,
要选 择 不 同 的 厚度 的 钢带 和刀 头 ,
南 2 5 00 2 2 )
1 锯 条 的选 择 和使用
每 套 金 刚 石 锯 条 的 切 割 数 量 直 接影 响 大理 石 大板
的 产 量 和单 位成 本 。
因此 ,
大理 石 大板 加 工厂 在 订购
锯 条 的 时 候 都 会 提 出 这 个 要 求 , 并 且 直 接 和 付 款 挂
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金刚石框架锯条基体用钢供货标准
1 范围
本标准规定了用于制作金刚石框架锯条基体用钢的尺寸、外形、技术要求、检验和试验、包装、标志及质量证明书等。
本标准适用于金刚石框架锯条基体用钢的钢带。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究可使用这些文件的最新版本。
GB/T 222 钢的成品化学成分允许偏差
GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法
GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备
GB/T 223 钢铁及合金化学分析方法
GB/T 247 钢板和钢带验收、包装、标志及质量证明书的一般规定
GB/T 709-2006 热轧钢板和钢带的尺寸、外形、重量及及允许偏差
3 尺寸、外形及允许偏差
3.1 厚度及公差
3.2
3.3 宽度及公差:钢带宽度180mm,宽度公差为 +/- 0.3mm。
3.4 平面度:钢带的平面度≤0.10mm。
3.5 侧弯:钢带的侧弯≤0.25mm/1000mm。
4 技术要求
4.1 牌号及化学成分
钢带的牌号及化学成分应符合表2的规定。
表2 化学成分
4.2 硬度:钢带的硬度应符合表3的规定。
表3 钢板硬度
4.3
显微组织:交货态应为均匀的中温回火马氏体(含少量下贝氏体);晶粒度等级为不小于7级;碳化物不能呈带状、网状分布,不能有粗大的碳化物颗粒。
4.3.1
4.3.2脱碳层:钢带应检查脱碳层深度。
全脱碳层深度单边不超过公称厚度的1.5%,两面
之和不超过公称厚度的2.5%。
4.3.3非金属夹杂物:根据需方要求,可检验钢带的非金属夹杂物,其合格级别应符合表
4的规定。
表4 非金属夹杂物合格级别
注:DS类夹杂物报实测数据,不作判定依据。
4.4 力学性能
钢带的抗拉强度≥1350 MPa,屈服强度为抗拉强度的90%-95%,断后伸长率8-12%。
4.5 表面质量
钢带表面不得有锈蚀、气泡、裂纹、结疤、拉裂、折叠和夹杂等对使用有害的缺陷,并不得有分层。
5 检验和试验
5.1 钢带的外观用肉眼检查。
5.2 钢带的尺寸和外形应用合适的测量工具检查。
每批钢带所需检验项目的试样数量、取样方法、试验方法应符合表5的规定。
表5 钢带的检验项目、取样数量、取样部位及试验方法
5.3 复验
5.3.1如有某一项试验结果不符合标准要求,则从同一批中再任取双倍数量的试样进行该不合格项目的复验。
5.3.2复验结果(包括该项目试验所要求的所有指标)合格,则整批合格。
复验结果(包括该项目试验所要求的所有指标)即使有一个指标不合格,则复验不合格。
5.3.3如复验不合格,则已做试验且试验结果不合的单件不能验收,但该批材料中未做试验的单件可逐件重新提交试验和验收。
6 包装、标志和质量证明书
钢卷内腔直径不小于800mm,其他的包装、标志和质量证明书应符合GB/T 247的规定。