广州数控GSK T面板操作
广州数控GSK980TDb操作步骤(刀补对刀)doc
广州数控GSK980TDb操作步骤广州数控GSK980TDb操作步骤(刀补对刀)第一部分:熟悉机床面板操作(一~十一,其中三、四、五条自己阅读,自行练习,也可以不练)第二部分:练习对刀及检验对刀是否正确(十二~十五)第三部分:加工零件(十六~二十三)一、打开程序目录:程序—翻页(切换到“程序目录”界面)二、打开一个程序:(举例:打开O 0001号程序)编辑—程序(切换到“程序内容”界面)—O0001—换行(或↓)三、按顺序快速打开程序目录里的所有程序。
举例:在编辑下打开程序O0001。
按O ↓,就会自动打开下一个程序O0002;再按O ↓,又自动打开下一个程序O0003;余此类推。
反之,按O ↑,就会往上按顺序快速打开所有程序。
四、把当前程序复制到新建程序里:(举例:把O 0001号程序复制到新建程序O 0008号程序里)在编辑下打开O 0001号程序,按O 0008 —转换,复制完成。
五、把当前程序改名:(举例:把O 0001号程序名改为O 0008号程序名)在编辑下打开O 0001号程序,按O 0008 —修改,改名完成。
六、编写新的程序:(举例:编写O 0001号程序)编辑—程序(切换到“程序内容”界面)—O0001—换行(不能与已有程序重命名)七、删除一个程序:(举例:删除O 0001号程序)编辑—程序(切换到“程序内容”界面)—O0001—删除八、全部程序一次删除:编辑—程序(切换到“程序内容”界面)—O—-—999—删除九、输入转速:(举例:输入S500转速)录入—程序(切换到“程序状态”界面)—M42 S500—输入—循环启动输入转速后,要使主轴旋转,可按手轮或手动—正转十、转动刀架:(举例:把刀架转动到1号刀位)方法1:录入—程序(切换到“程序状态”界面)—T0100 或T0101—输入—循环启动方法2:手动—换刀十一、刀补值清零:刀补(切换到“刀具偏置磨损”界面)光标移到所须序号X—输入;Z—输入十二、对1号外圆刀:Z向:手轮—正转用手轮把车刀X轴方向车一刀端面(约0.5㎜),再X轴方向退刀—刀补(切换到“刀具偏置磨损”界面),光标移到01序号)—Z0—输入X向:手轮—正转用手轮把车刀Z轴方向车一刀外圆,再Z轴方向退刀,—主轴停止—测量外圆直径—刀补(切换到“刀具偏置磨损”界面)—(光标移到01序号)—X25.32(假如外圆测量值是φ25.32)—输入十三、对2号切断刀:方法和对1号外圆刀相同。
GSK980T数控系统操作

◆GSK980T 数控系统操作GSK980T 系统操作面板一、面板按健功能介绍电源接通键:当电源接通时,LCD 画面上有内容显示CNC 健盘LCD 显示器控制面板电源关闭键:当电源断开时,LCD画面上有内容显示紧急停止键:用于机车的紧急停止。
卡盘收紧:持续按下此键卡盘自动收紧卡盘松开:持续按下此键卡盘自动松开循环启动:按下该按钮,系统自动运行加工的程序,用暂停、复位、急停可以停止加工。
暂停方式:在自动加工中用此键来暂停加工,再次循环启动键,程序继续执行。
编程方式:在编程方式下进行编写、修改、删除程序。
自动方式:在自动方式下进行自动加工。
MDI方式:在MDI方式,系统运行MDI方式下输入的指令。
机械回零:选择此按钮,再按下轴移动方向键,系统返回机械零点。
手轮或单步方式:用手轮或单步方式移动X、Z轴。
手轮跟单步两者可以互换,具体操作方法是把参数开关打开,然后把“001”号参数的第五位数字改为1就是手轮方式;把“001”号参数的第五位数字改为0则是单步方式。
单步手轮移动量:按下增量选择键,选择移动量输入单位制0.001 0.01 0.1 1公制输入(毫米)0.001 0.01 0.1 1 手轮或单步切换方法:1.按设置键,再按翻页键选择“参数开关”,然后点击键,参数开关打开。
2.在录入方式下按参数键,把001号参数的第五位改成‘1’即‘00001000’。
3.修改参数后,重新进入设置,再按翻页键选择‘“参数开关”,然后按键,参数开关关闭。
手动方式:移动X、Z轴,启动主轴正转,停止、反转。
轴移动方向键:手动方式或单步方式时,按下该键,机床对应轴向对应方向移动快速:按下该键,指示灯亮,移动X、Z轴,以机床参数设定的值做快速进给移动单段方式:在自动方式下程序单段运行。
机床锁住:锁住床身后,X、Z不运动。
MST功能锁住:锁住M、S、T功能不运动。
空运行:用于效验程序。
复位健:解除报警,CNC复位。
输入键:用于输入程序,补偿量等数据。
GSK980tb2和GSKTD操作方法2
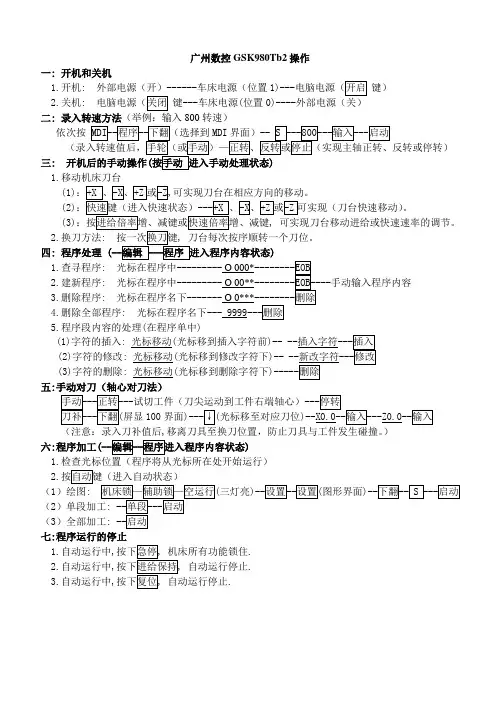
广州数控GSK980Tb2操作一: 开机和关机1.开机: 外部电源(开)------车床电源(位置1)---键)2.关机: 键---车床电源(位置0)----外部电源(关)二: 录入转速方法(举例:输入800转速)依次按MDI三: )1.移动机床刀台(1)(2)。
(3), 可实现刀台移动进给或快速速率的调节。
2.四: )1.查寻程序: 光标在程序中--------- O 000*--------EOB2.建新程序: 光标在程序中--------- O 00**--------EOB----手动输入程序内容3.删除程序: 光标在程序名下------- O 0***--------4.删除全部程序: 光标在程序名下--- 9999---5.程序段内容的处理(在程序单中)(1)字符的插入: 光标移动(光标移到插入字符前)-- --插入字符---(2)字符的修改: 光标移动(光标移到修改字符下(3)字符的删除: 光标移动(光标移到删除字符下五:手动对刀(轴心对刀法)试切工件(刀尖运动到工件右端轴心)屏显100界面光标移至对应刀位)--X0.0-----Z0.0--(注意:录入刀补值后,移离刀具至换刀位置,防止刀具与工件发生碰撞。
)六:程序加工)1.检查光标位置(程序将从光标所在处开始运行)2.(1)绘图三灯亮图形界面(2(3七:程序运行的停止1.自动运行中,.2.自动运行中,自动运行停止.3.自动运行中,.广州数控GSK980TDA操作一: 开机和关机1.开机: 外部电源(开)------车床电源(位置1)---电脑电源(开启键)2.关机: 电脑电源(关闭键---车床电源(位置0)----外部电源(关)二:开关设置:设置—下翻(选择“开关设置”界面)—↓或↑(光标上下移动选择对应设置参数)—L 或W (光标左右移动选择开或关)二:输入转速:(举例:输入500转速)录入—程序—程序(切换到“程序状态”界面)—S—500—输入—启动三: 开机后的手动操作(按手动或手轮进入手动或手轮处理状态)1.主轴转停—正转、反转或停止(主轴实现正转、反转或停转)2.移动刀台(1):+X 、-X、+Z或-Z,可实现刀台在相应方向的移动。
广州数控GSKT面板操作
广州数控GSKT面板操作
首先,打开广州数控GSKT面板的电源,待面板显示屏亮起后,可以
看到主界面。
主界面上显示有不同的操作选项,如:手动操作、自动操作、设置等。
通过触摸屏或物理按键,可选择不同的操作模式。
手动操作模式是用于手动操作数控机床的模式。
选择手动操作后,进
入手动操作界面,可以看到各个轴的控制按钮。
例如,轴向移动按钮、快
速移动按钮、单步移动按钮等。
通过点击按钮,可以实现对机床各个轴的
手动控制。
同时,手动操作界面还提供了增大/减小速度、回原点等功能
按钮,方便用户对机床轴向进行精确控制。
设置模式是用于设置广州数控GSKT面板的各项参数和功能的模式。
选择设置后,进入设置界面,可以看到各个设置选项,如:通讯参数、显
示参数、系统参数等。
用户可以根据实际需要,进行各项参数的设置。
例如,设置通讯接口类型和波特率、调整显示屏亮度和对比度、设置系统时
间和日期等。
广州数控GSKT面板还具有其他一些特色功能,如:错误报警、辅助
功能等。
当数控机床出现错误时,面板会自动报警,并显示错误代码和错
误信息,方便用户快速定位问题。
辅助功能包括机床坐标系切换、工作坐
标系切换等,可以根据实际需求进行切换操作。
总之,广州数控GSKT面板是一款功能强大、操作简单的数控机床控
制面板。
通过手动操作、自动操作和设置等模式,用户可以轻松控制数控
机床的运行,并进行各项参数设置和功能调整。
同时,面板还具有错误报
警和辅助功能等特色功能,提供了更加便捷和稳定的机床操作体验。
广州数控GSK980T面板操作71200
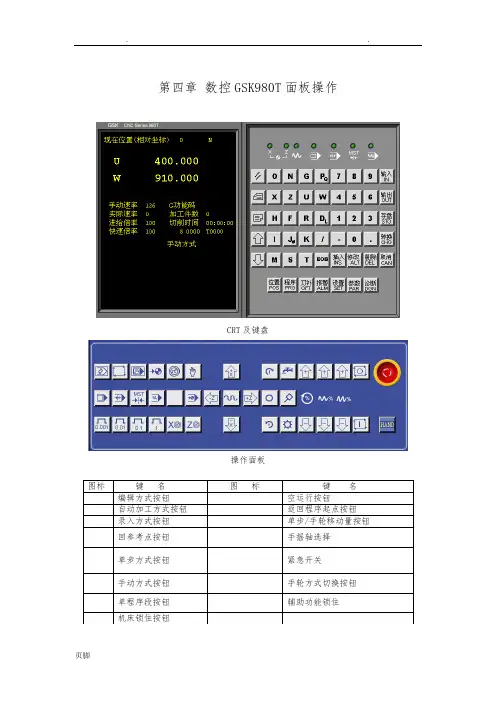
第四章数控GSK980T面板操作CRT及键盘操作面板图标键名图标键名编辑方式按钮空运行按钮自动加工方式按钮返回程序起点按钮录入方式按钮单步/手轮移动量按钮回参考点按钮手摇轴选择单步方式按钮紧急开关手动方式按钮手轮方式切换按钮单程序段按钮辅助功能锁住机床锁住按钮4.1 机床准备4.1.1 选择机床类型打开菜单“机床/选择机床…”(如图4-1-1-1所示),或者点击工具条上的小图标,在“选择机床”对话框中,控制系统类型默认为“GSK980T”,默认机床类型为车床,厂家及型号在下拉框中选择,选择完成之后,按确定按钮。
图4-1-1-1 数控系统4.1.2 激活机床点击工具条上的小图标,或者点击菜单“视图/控制面板切换”,此时将显示整个机床操作面板,然后检查【急停按钮】按钮是否松开至状态,若未松开,点击【急停按钮】按钮,将其松开。
此时机床完成加工前的准备。
4.2 设置工件坐标系原点(对刀)数控程序一般按工件坐标系编程,对刀过程就是建立工件坐标系与机床坐标系之间对应关系的过程。
常见的是将工件右端面中心点(车床)设为工件坐标系原点。
本使用手册采用卡盘底面中心为机床坐标系原点将工件右端面中心点(车床)设为工件坐标原点的方法介绍。
将工件上其它点设为工件坐标系原点的对刀方法同本节方法类似。
下面具体说明车床对刀的方法。
点击菜单“视图/俯视图”或点击主菜单工具条上的按钮,使机床呈如图4-2-1-1所示的俯视图。
点击菜单“视图/局部放大”或点击主菜单工具条上的按钮,此时鼠标呈放大镜状,在机床视图处点击拖动鼠标,将需要局部放大的部分置于框中,如图4-2-1-2所示。
松开鼠标,此时机床视图如图4-2-1-3所示图4-2-1-1 图4-2-1-2图4-2-1-3 图4-2-1-4单击按钮,进入刀具补偿窗口,使用翻页按钮,或光标按钮,将光标移到序号101处。
点击操作面板中【手动方式】按钮,使屏幕显示“手动方式”状态下,将机床向X轴负方向移动,点击,使机床向Z轴负方向移动。
广州数控GSKT面板操作
课题:广州数控GSK980T面板操作教学目标:在数控仿真软件上掌握广州数控GSK980T操作面板各按钮的名称及用法教学重点:各按键的名称及用法教学难点:同重点教法:讲练结合教具:计算机课时:4课时授课提纲及课时安排:讲解:2课时教学过程:导入新课在数控机床上加工零件时,我们可以先模拟加工过程,从中我们可以检验程序的对错,可以发现加工中的问题,及时解决,可以节约加工成本;这一节课我们来学习数控机床面板操作,我们以广州数控GSK-980T为例讲解,以配合我校数控机床系统的教学;新知:一、机床准备1、选择机床类型:打开菜单“机床/选择机床…”如下图所示,或者点击工具条上的小图标,在“选择机床”对话框中,控制系统类型默认为“GSK980T”,默认机床类型为车床,厂家及型号在下拉框中选择,选择完成之后,按确定按钮;2、激活机床点击工具条上的小图标,或者点击菜单“视图/控制面板切换”,此时将显示整个机床操作面板,然后检查急停按钮按钮是否松开至状态,若未松开,点击急停按钮按钮,将其松开此时机床完成加工前的准备;点击菜单“视图/俯视图”或点击主菜单工具条上的按钮,使机床呈如图a1所示的俯视图;点击菜单“视图/局部放大”或点击主菜单工具条上的按钮,此时鼠标呈放大镜状,在机床视图处点击拖动鼠标,将需要局部放大的部分置于框中,如图b所示;松开鼠标,此时机床视图如图c所示图a 图b 图c二、CRT及键盘1、当前位置的显示按键,然后通过翻页按钮,可以显示以下四个画面图a机床绝对坐标值图b机床相对坐标值图c机床综合坐标值图d程序加工位置注:开机后,只要机床运动,其运动位置即可由相对位置显示出来,并可随时清零;相对位置清零:按U或W键,此时所按键的地址闪烁,然后按取消CAN,此时闪烁的地址的相对位置被复位成0;在自动加工的同时可通过此窗口,便于观察程序是否正确执行;2、程序1按键,使用翻页按钮可分别显示下面画面2显示存储器内正在执行的程序段所在页的一页程序图1 图23、刀具补偿量的设定方法可分为绝对值输入和增量值输入两种;A.绝对值输入1.单击按钮,进入刀具补偿窗口如图,因为显示分为多页,可按翻页键向上或向下,选择需要的参数页;将光标移到要输入的补偿号的位置;2.按地址X或Z后,用数据键,输入补偿量,按键后,补偿量就被输入系统,并在屏幕上显示出来;B.增量值输入1.将光标移到要变更的补偿号的位置;2.如要改变X轴的值,则键入U,对于Z轴,键入W;3.用数据键输入增量值;4.按键,系统会把补偿量与键入的增量值相加,其结果将作为新的补偿量显示出来;例已设定的补偿量,键盘输入的增量,新设定的补偿量=+注:输入的整数数据如无小数点,则以千分之一为单位被输入;4、设置参数的设定1设置参数设定单击录入方式按钮,进入录入方式下,单击按钮,进入设置参数窗口,按翻页键,显示出设置参数设定界面;自动序号 0:在编辑方式下用键盘输入程序时,顺序号不能自动插入;1:在编辑方式下用键盘输入程序时,顺序号自动插入;按IN键,各设置参数被设定并显示出来;2数开关及程序开关状态设置通过翻页键,进入参数开关及程序开关画面,按W,D/L键可使参数及程序开关处于关、开的状态,设置参数窗口如图;5、字的插入、修改、删除新建程序之后,则可以通过MDI键盘输入加工程序;此时可以利用分别进行插入、修改及删除操作;当存储器存入多段程序时,可以通过检索的方法调出需要的程序,对其进行编辑;检索过程如下:单击编辑方式键,进入编辑操作方式,然后点击按钮,进入到程序编辑窗口,输入要检索的程序名例如“02222,然后按向下键,此时在LCD 显示屏上将显示检索出的程序,如图所示:图4-8-3程序号检索6、程序的删除 1删除指定程序按下按钮,并点击,进入到编辑界面,此时输入要删除的程序名,例如“O1111”,并按键,则对应的程序将被删除;2删除全部程序按下按钮,并点击,进入到编辑界面,输入“O-9999” ,并按键,则可将所有的程序从存储器中被删除;7、程序的导出、导入 三、操作面板十1、新建数控程序按下编辑方式键图标 键 名 图 标 键 名编辑方式按钮空运行按钮自动加工方式按钮 返回程序起点按钮 录入方式按钮 单步/手轮移动量按钮 回参考点按钮 手摇轴选择 单步方式按钮 紧急开关 手动方式按钮 手轮方式切换按钮 单程序段按钮 辅助功能锁住机床锁住按钮,进入编辑操作方式,这时屏幕右下角显示“编辑方式”;单击操作键盘上的按钮,进入程序编辑窗口,输入地址O,然后输入程序号,按EOB键,则自动产生了一个OXXXX的程序;如图所示:2、自动/单段方式的启动a检查机床是否回零,若未回零,则先将机床回零;b导入数控程序或自行编写一段程序;c点击面板上的自动运行方式按钮,进入自动加工方式,点击循环启动按钮,程序开始执行;当点击操作面板上的单程序段按钮后,指示灯变亮系统以单段程序方式执行,即点击一次循环启动按钮执行一个程序段,如果再按循环启动按钮,则执行下个程序段后,停止;3、自动运行停止;数控程序在运行过程中可根据需要停止和重新运行数控程序在运行时,按进给保持键,程序停止执行;在点击循环起动键,程序从暂停位置开始执行;数控程序在运行时,按下紧急停止按钮,数控程序中断运行,继续运行时,先要将紧急停止按钮松开,再按循环启动按钮,余下的数控程序从中断行开始作为一个独立的程序执行;4、MDI方式录入方式从MDI面板上输入一个程序段的指令,并可以执行该程序段;例:G00 Z1251单击录入方式按钮;2单击键,进入程序编辑窗口,按翻页键,选择在左上方显示右“程序段值”的画面;3键入“G00”按键;G00输入后被显示出来;按键以前,如发现输入错误,可按键取消,然后再次输入正确的数值;4以此方式,键入,按,被输入并显示出来;键入Z125,按,Z125被输入并显示出来;5点击循环起动按钮,则开始执行所输入的程序;5、空运行方式当按下空运转按钮,且其指示灯亮时,表示程序处于空运行状态,此时不论程序中如何指定,系统将以指定的速度运行;6、手动方式手动返回程序起点1按下程序回零按钮,此时屏幕右下角显示“程序回零”;2选择相应的移动轴,单击操作面板上的按钮以及,机床沿着程序起点方向移动;回到程序起点后,坐标轴停止移动,返回程序起点指示灯亮;注:程序回零后,自动消除刀偏;3手动连续进给按下手动方式键,进入手动操作方式,这时屏幕右下角显示“手动方式”;按下手动轴向运动开关,点击操作面板上的按钮,机床向X轴正向移动,点击,机床向X轴负方向移动,同理,点击, ,机床在Z轴方向移动,可以根据加工零件的需要,点击适当的按钮,移动机床;按下快速进给键时,进行“开→关→开….”切换,当为“开”时,位于面板上部指示灯亮,关时指示灯灭;选择开时,手动以快速速度进给;此按钮配合轴向运动开关使用点击操作面板上的和,使主轴转动,点击按钮,使主轴停止转动注:刀具切削零件时,主轴需转动;加工过程中刀具与零件发生非正常碰撞后非正常碰撞包括车刀的刀柄与零件发生碰撞;铣刀与夹具发生碰撞等,系统弹出警告对话框,同时主轴自动停止转动,调整到适当位置,继续加工时需使主轴重新转动;单步进给1.按下单步方式键,选择单步操作方式,这是屏幕右下角显示“单步方式”;2.选择适当的移动量:,此时相应的屏幕左下角显示“手轮增量0.01”等,表示进给增量为0.001mm,表示进给增量为0.01mm,进给增量可在0.001mm至1mm 之间切换;3.选择好适当的移动量后,点击操作面板上的按钮一次,机床向X轴正向移动一个点动距离,点击,机床向X轴负向以点动方式移动;点击,,机床在Z轴分别向正向和负向以点动方式移动;可以根据加工零件的需要,点击适当的按钮,移动机床;手轮进给3.单击手轮按钮,操作面板将显示手轮轴,进入手轮方式下,随后选择轴向按钮X方向或Z方向,在手轮上按住鼠标左键,机床向所选方向轴的负方向运动,相应的按住鼠标右键,机床向正方向运动;鼠标左键配合左转,右键配合右转;手动辅助机能操作1手动换刀:手动/手轮/单步方式下,按下此键,刀架旋转换下一把刀;2冷却液开关:手动/手轮/单步方式下,按下此键,进行“开→关→开….”切换; 3润滑开关:手动/手轮/单步方式下,按下此键,进行“开→关→开….”切换; 4主轴正转:手动/手轮/单步方式下,按下此键,主轴正向转动起动;5主轴反转:手动/手轮/单步方式下,按下此键,主轴反向转动起动;6主轴停止:手动/手轮/单步方式下,按下此键,主轴停止转动;7主轴倍率增加,减少增加:按一次增加键,主轴倍率从当前倍率以下面的顺序增加一挡;50%→60%→70%→80%→90%→100%→110%→120%减少:按一次减少键,主轴倍率从当前倍率以下面的顺序递减一挡;120%→110%→100%→90%→80%→70%→60%→50%注:相应倍率变化在屏幕左下角显示8快速进给倍率增加,减少增加:按一次增加键,主轴倍率从当前倍率以下面的顺序增加一挡;0%→25%→50%→75%→100%减少:按一次减少键,主轴倍率从当前倍率以下面的顺序递减一挡;100%→75%→50%→25%→0%9进给速度倍率增加,减少在自动运行中,对进给倍率进行倍率调节;增加:按一次增加键,主轴倍率从当前倍率以下面的顺序增加一挡;0%→10%→20%→30%→40%→50% (150)减少:按一次减少键,主轴倍率从当前倍率以下面的顺序递减一挡;150%→140%→130%→120%→110% 0注:进给速度倍率开关与手动连续进给速度开关通用练习:熟悉操作面板上每个按钮及按键的作用: 2课时。
广州数控gsk980td车床数控系统详细对刀方法(1)
广州数控gsk980td车床数控系统详细对刀方法为了能使你对数控车床的操作编程能快速上手,我特别编写该章节,希望能给你带来一定的帮助:一:你应学会如何把主轴、水泵、刀架运转起来:1)主轴的启动、停止,从目前经济型数控车床的配置来说主轴的启动基本上可分三种形式:a)主轴为机械换档,主轴电机为单速电机:这种配置时数控系统只能实现主轴的开启和停止首先把数控系统的方式切换到<手动方式>直接按主轴正转键,主轴就可运转起来.按主轴<停止>键主轴便停止.b)主轴为机械换档,主轴电机为双速电机:这种配置时数控系统可以实现主轴的开启、停止和高低速的自动切换,首先把数控系统的方式切换到<录入方式>,再按<程序>键并按<翻页>键翻页到<程序段>界面,按M3(主轴正转指令)、输入;S1(主轴低速指令)再按输入(IN)键最后按<运行>键,主轴便运转起来.同理,如果要转换为高速,则输入S2(主轴高速指令)、输入,按<运行>键,则主轴运转在高速档上.如果要停止主轴则输入M5(主轴停止指令)按<运行>键,主轴并停止运转.当然也可以把方式切换到<手动方式>按主轴<停止>键主轴同样可以停止运转.(值得一提的是:当第一次在<录入方式>下运行主轴后,只要在未切断主电源之前要再次运行主轴,只需按照a)项的方法在<手动方式>下按主轴<正转>键,主轴便可运转起来,如果要在S1、S2之间切换还是在<录入方式>下进行。
)c)主轴为变频电机调速:这种配置时数控系统可以实现主轴的开启、停止和在主轴转速范围内转速自由切换,首先把数控系统的方式切换到<录入方式>,再按<程序>键并按<翻页>、键翻页到<程序段>界面,按M3(主轴正转指令)、输入;再S500(主轴每分钟500转的指令)再按输入(IN)键最后按<运行>键,主轴便运转起来.(例如:你的机床主轴范围为125-3000转,你可输入S的转速值在125-3000之间的任意整数值:如S300,S450,S315,S2790,S3000...等等,则主轴运转在你所输入的这些转速上)如果要停止主轴则输入M5(主轴停止指令)按<运行>键,主轴便停止运转.当然也可以把方式切换到<手动方式>按主轴<停止>键主轴同样可以停止运转.(值得一提的是:当第一次在<录入方式>下运行主轴后,只要在未切断主电源之前要再次运行主轴,只需按照a)项的方法在<手动方式>下按主轴<正转>键,主轴便可运转起来,但若要切换主轴转速还是要在<录入方式>进行。
GSK980T数控系统操作
◆GSK980T 数控系统操作GSK980T 系统操作面板一、面板按健功能介绍电源接通键:当电源接通时,LCD 画面上有内容显示CNC 健盘LCD 显示器控制面板电源关闭键:当电源断开时,LCD画面上有内容显示紧急停止键:用于机车的紧急停止。
卡盘收紧:持续按下此键卡盘自动收紧卡盘松开:持续按下此键卡盘自动松开循环启动:按下该按钮,系统自动运行加工的程序,用暂停、复位、急停可以停止加工。
暂停方式:在自动加工中用此键来暂停加工,再次循环启动键,程序继续执行。
编程方式:在编程方式下进行编写、修改、删除程序。
自动方式:在自动方式下进行自动加工。
MDI方式:在MDI方式,系统运行MDI方式下输入的指令。
机械回零:选择此按钮,再按下轴移动方向键,系统返回机械零点。
手轮或单步方式:用手轮或单步方式移动X、Z轴。
手轮跟单步两者可以互换,具体操作方法是把参数开关打开,然后把“001”号参数的第五位数字改为1就是手轮方式;把“001”号参数的第五位数字改为0则是单步方式。
单步手轮移动量:按下增量选择键,选择移动量输入单位制0.001 0.01 0.1 1公制输入(毫米)0.001 0.01 0.1 1 手轮或单步切换方法:1.按设置键,再按翻页键选择“参数开关”,然后点击键,参数开关打开。
2.在录入方式下按参数键,把001号参数的第五位改成‘1’即‘00001000’。
3.修改参数后,重新进入设置,再按翻页键选择‘“参数开关”,然后按键,参数开关关闭。
手动方式:移动X、Z轴,启动主轴正转,停止、反转。
轴移动方向键:手动方式或单步方式时,按下该键,机床对应轴向对应方向移动快速:按下该键,指示灯亮,移动X、Z轴,以机床参数设定的值做快速进给移动单段方式:在自动方式下程序单段运行。
机床锁住:锁住床身后,X、Z不运动。
MST功能锁住:锁住M、S、T功能不运动。
空运行:用于效验程序。
复位健:解除报警,CNC复位。
输入键:用于输入程序,补偿量等数据。
GSK广州数控仿真软件操作与编程说明书
广州数控GSK980TD操作步骤
广州数控GSK980TD操作步骤广州数控GSK980TD操作步骤(刀补对刀)第一部分:熟悉机床面板操作(一~十一,其中三、四、五条自己阅读,自行练习,也可以不练)第二部分:练习对刀及检验对刀是否正确(十二~十五)第三部分:加工零件(十六~二十三)二、打开一个程序:(举例:打开O 0001三、按顺序快速打开程序目录里的所有程序。
举例:在编辑下打开O0001。
按O0002;再按打开下一个程序O0003;余此类推。
反之,按四、把当前程序复制到新建程序里:(举例:把O 0001号程序复制到新建程序O 0008号程序里)在编辑下打开O 0001号程序,按—,复制完成。
五、把当前程序改名:(举例:把O 0001号程序名改为O 0008号程序名)在编辑下打开O 0001号程序,按—,改名完成。
六、编写新的程序:(举例:编写O 0001号程序)七、删除一个程序:(举例:删除O 0001九、输入转速:(举例:输入S800转速)十、转动刀架:(举例:把刀架转动到1号刀位)方法1或方法2十二、对1号外圆刀(把刀架转到T0100):Z X轴方向车一刀端面(约㎜),再X“刀具偏置”界面,光标移到001X Z轴方向车一刀外圆,再Z轴方向退刀,001序号)—(十三、对2号切断刀(把刀架转到T0200):方法和对1号外圆刀相同。
(注意:把光标移到002序号。
在对Z向时,由于1号刀已车好端面,因此2号刀不能再车端面,只能轻碰端面。
)十四、对3号螺纹刀(把刀架转到T0300):方法和对1号、2号刀相同。
(注意:把光标移到003序号。
在对Z向时,由于车刀刀尖是60度,因此刀尖不能轻碰端面,刀尖只能与端面基本对齐。
)十五、检验对刀是否正确: (记得检验时要带刀补)检验Z 向时,车刀要在毛坯直径外面;检验X向时,车刀要在毛坯端面外面,以防车刀直接与毛坯碰撞1号外圆刀(把刀架转到T0101)摇至Z0,查看车刀刀尖是否与端面对齐;再用手轮把车刀摇至(假如外圆测量值是φ),查看车刀刀尖是否在φ外圆上面。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
课题:广州数控GSK980T面板操作教学目标:在数控仿真软件上掌握广州数控GSK980T操作面板各按钮的名称及用法教学重点:各按键的名称及用法教学难点:同重点教法:讲练结合教具:计算机课时:4课时授课提纲及课时安排:讲解:2课时教学过程:导入新课在数控机床上加工零件时,我们可以先模拟加工过程,从中我们可以检验程序的对错,可以发现加工中的问题,及时解决,可以节约加工成本。
这一节课我们来学习数控机床面板操作,我们以广州数控GSK-980T为例讲解,以配合我校数控机床系统的教学。
新知:一、机床准备1、选择机床类型:打开菜单“机床/选择机床…”(如下图所示),或者点击工具条上的小图标,在“选择机床”对话框中,控制系统类型默认为“GSK980T”,默认机床类型为车床,厂家及型号在下拉框中选择,选择完成之后,按确定按钮。
2、激活机床点击工具条上的小图标,或者点击菜单“视图/控制面板切换”,此时将显示整个机床操作面板,然后检查【急停按钮】按钮是否松开至状态,若未松开,点击【急停按钮】按钮,将其松开此时机床完成加工前的准备。
点击菜单“视图/俯视图”或点击主菜单工具条上的按钮,使机床呈如图a1所示的俯视图。
点击菜单“视图/局部放大”或点击主菜单工具条上的按钮,此时鼠标呈放大镜状,在机床视图处点击拖动鼠标,将需要局部放大的部分置于框中,如图b所示。
松开鼠标,此时机床视图如图c所示图a 图b 图c二、CRT及键盘1、当前位置的显示按键,然后通过【翻页】按钮,可以显示以下四个画面图a机床绝对坐标值图b机床相对坐标值图c机床综合坐标值图d程序加工位置注:开机后,只要机床运动,其运动位置即可由相对位置显示出来,并可随时清零。
相对位置清零:按U或W键,此时所按键的地址闪烁,然后按【取消CAN】,此时闪烁的地址的相对位置被复位成0。
在自动加工的同时可通过此窗口,便于观察程序是否正确执行。
2、程序(1)按键,使用【翻页】按钮可分别显示下面画面(2)显示存储器内正在执行的程序段所在页的一页程序图1 图23、刀具补偿量的设定方法可分为绝对值输入和增量值输入两种。
A.绝对值输入1.单击按钮,进入刀具补偿窗口如图,因为显示分为多页,可按翻页键向上或向下,选择需要的参数页。
将光标移到要输入的补偿号的位置。
2.按地址X或Z后,用数据键,输入补偿量,按键后,补偿量就被输入系统,并在屏幕上显示出来。
B.增量值输入1.将光标移到要变更的补偿号的位置。
2.如要改变X轴的值,则键入U,对于Z轴,键入W。
3.用数据键输入增量值。
4.按键,系统会把补偿量与键入的增量值相加,其结果将作为新的补偿量显示出来。
例已设定的补偿量,键盘输入的增量,新设定的补偿量(=+)注:输入的整数数据如无小数点,则以千分之一为单位被输入。
4、设置参数的设定1)设置参数设定单击【录入方式】按钮,进入录入方式下,单击按钮,进入设置参数窗口,按翻页键,显示出设置参数设定界面。
自动序号 0:在编辑方式下用键盘输入程序时,顺序号不能自动插入。
1:在编辑方式下用键盘输入程序时,顺序号自动插入。
按IN键,各设置参数被设定并显示出来。
2)数开关及程序开关状态设置通过翻页键,进入参数开关及程序开关画面,按W,D/L键可使参数及程序开关处于关、开的状态,设置参数窗口如图。
5、字的插入、修改、删除新建程序之后,则可以通过MDI键盘输入加工程序。
此时可以利用分别进行插入、修改及删除操作。
当存储器存入多段程序时,可以通过检索的方法调出需要的程序,对其进行编辑。
检索过程如下:单击编辑方式键,进入编辑操作方式,然后点击按钮,进入到程序编辑窗口,输入要检索的程序名例如“02222,然后按向下键,此时在LCD显示屏上将显示检索出的程序,如图所示:图4-8-3程序号检索6、程序的删除1)删除指定程序按下按钮,并点击,进入到编辑界面,此时输入要删除的程序名,例如“O1111”,并按键,则对应的程序将被删除。
2)删除全部程序按下按钮,并点击,进入到编辑界面,输入“O-9999”,并按键,则可将所有的程序从存储器中被删除。
7、程序的导出、导入三、操作面板十图标键名图标键名编辑方式按钮空运行按钮自动加工方式按钮返回程序起点按钮录入方式按钮单步/手轮移动量按钮回参考点按钮手摇轴选择单步方式按钮紧急开关手动方式按钮手轮方式切换按钮单程序段按钮辅助功能锁住1、新机床锁住按钮建数控程序按下【编辑方式】键,进入编辑操作方式,这时屏幕右下角显示“编辑方式”。
单击操作键盘上的按钮,进入程序编辑窗口,输入地址O,然后输入程序号,按EOB键,则自动产生了一个OXXXX的程序。
如图所示:2、自动/单段方式的启动a检查机床是否回零,若未回零,则先将机床回零。
b导入数控程序或自行编写一段程序。
c点击面板上的【自动运行】方式按钮,进入自动加工方式,点击【循环启动】按钮,程序开始执行。
当点击操作面板上的【单程序段】按钮后,指示灯变亮系统以单段程序方式执行,即点击一次【循环启动】按钮执行一个程序段,如果再按循环启动按钮,则执行下个程序段后,停止。
3、自动运行停止。
数控程序在运行过程中可根据需要停止和重新运行数控程序在运行时,按【进给保持】键,程序停止执行;在点击【循环起动】键,程序从暂停位置开始执行。
数控程序在运行时,按下【紧急停止】按钮,数控程序中断运行,继续运行时,先要将【紧急停止】按钮松开,再按【循环启动】按钮,余下的数控程序从中断行开始作为一个独立的程序执行。
4、MDI方式(录入方式)从MDI面板上输入一个程序段的指令,并可以执行该程序段。
例:G00 Z125(1)单击【录入方式】按钮。
(2)单击键,进入程序编辑窗口,按【翻页】键,选择在左上方显示右“程序段值”的画面。
(3)键入“G00”按键。
G00输入后被显示出来。
按键以前,如发现输入错误,可按键取消,然后再次输入正确的数值。
(4)以此方式,键入,按,被输入并显示出来。
键入Z125,按,Z125被输入并显示出来。
(5)点击【循环起动】按钮,则开始执行所输入的程序。
5、空运行方式当按下空运转按钮,且其指示灯亮时,表示程序处于空运行状态,此时不论程序中如何指定,系统将以指定的速度运行。
6、手动方式手动返回程序起点(1)按下【程序回零】按钮,此时屏幕右下角显示“程序回零”。
(2)选择相应的移动轴,单击操作面板上的按钮以及,机床沿着程序起点方向移动。
回到程序起点后,坐标轴停止移动,返回程序起点指示灯亮。
注:程序回零后,自动消除刀偏。
(3)手动连续进给按下【手动方式】键,进入手动操作方式,这时屏幕右下角显示“手动方式”。
按下手动轴向运动开关,点击操作面板上的按钮,机床向X轴正向移动,点击,机床向X轴负方向移动,同理,点击,,机床在Z轴方向移动,可以根据加工零件的需要,点击适当的按钮,移动机床。
按下【快速进给】键时,进行“开→关→开….”切换,当为“开”时,位于面板上部指示灯亮,关时指示灯灭。
选择开时,手动以快速速度进给。
(此按钮配合轴向运动开关使用)点击操作面板上的和,使主轴转动,点击按钮,使主轴停止转动注:刀具切削零件时,主轴需转动。
加工过程中刀具与零件发生非正常碰撞后(非正常碰撞包括车刀的刀柄与零件发生碰撞;铣刀与夹具发生碰撞等),系统弹出警告对话框,同时主轴自动停止转动,调整到适当位置,继续加工时需使主轴重新转动。
单步进给(1).按下【单步方式】键,选择单步操作方式,这是屏幕右下角显示“单步方式”。
(2).选择适当的移动量:,此时相应的屏幕左下角显示“手轮增量 0.01”等,表示进给增量为0.001mm,表示进给增量为0.01mm,进给增量可在0.001mm 至1mm之间切换。
(3).选择好适当的移动量后,点击操作面板上的按钮一次,机床向X轴正向移动一个点动距离,点击,机床向X轴负向以点动方式移动;点击,,机床在Z轴分别向正向和负向以点动方式移动。
可以根据加工零件的需要,点击适当的按钮,移动机床。
手轮进给(3).单击【手轮】按钮,操作面板将显示手轮轴,进入手轮方式下,随后选择轴向按钮X方向或Z方向,在手轮上按住鼠标左键,机床向所选方向轴的负方向运动,相应的按住鼠标右键,机床向正方向运动。
(鼠标左键配合左转,右键配合右转)。
手动辅助机能操作1)手动换刀:手动/手轮/单步方式下,按下此键,刀架旋转换下一把刀。
2)冷却液开关:手动/手轮/单步方式下,按下此键,进行“开→关→开….”切换。
3)润滑开关:手动/手轮/单步方式下,按下此键,进行“开→关→开….”切换。
4)主轴正转:手动/手轮/单步方式下,按下此键,主轴正向转动起动。
5)主轴反转:手动/手轮/单步方式下,按下此键,主轴反向转动起动。
6)主轴停止:手动/手轮/单步方式下,按下此键,主轴停止转动。
7)主轴倍率增加,减少增加:按一次增加键,主轴倍率从当前倍率以下面的顺序增加一挡。
50%→60%→70%→80%→90%→100%→110%→120%减少:按一次减少键,主轴倍率从当前倍率以下面的顺序递减一挡。
120%→110%→100%→90%→80%→70%→60%→50%注:相应倍率变化在屏幕左下角显示8)快速进给倍率增加,减少增加:按一次增加键,主轴倍率从当前倍率以下面的顺序增加一挡。
0%→25%→50%→75%→100%减少:按一次减少键,主轴倍率从当前倍率以下面的顺序递减一挡。
100%→75%→50%→25%→0%9)进给速度倍率增加,减少在自动运行中,对进给倍率进行倍率调节。
增加:按一次增加键,主轴倍率从当前倍率以下面的顺序增加一挡。
0%→10%→20%→30%→40%→50% (150)减少:按一次减少键,主轴倍率从当前倍率以下面的顺序递减一挡。
150%→140%→130%→120%→110% 0注:进给速度倍率开关与手动连续进给速度开关通用练习:熟悉操作面板上每个按钮及按键的作用: 2课时。