汽车钣金件的常用修复方法
论述汽车钣金凹陷变形的修复方法
论述汽车钣金凹陷变形的修复方法汽车钣金凹陷变形是指汽车车身表面因为碰撞、撞击或者外力挤压而导致的凹陷、变形现象。
这种情况对于汽车的外观造型和车身结构都造成了一定的影响,需要及时修复。
汽车钣金凹陷变形的修复方法有以下几种:1.冷拉回法:这种方法适用于较小的凹陷区域,通过利用特殊工具将凹陷部分冷拉回原位,然后进行钣金修复和抛光处理。
冷拉回法修复凹陷比较简单,不需要进行热处理,对汽车表面涂层的伤害较小,但是只适用于轻微的凹陷。
2.热水浸泡法:这种方法适用于中等程度的凹陷,通过将凹陷部分用热水浸泡,然后用力回推,使凹陷恢复到原有形状。
热水浸泡法修复凹陷的优点是操作简单,效果较好,但是需要注意控制水温和时间,以防止汽车表面涂层受损。
3.吸盘拉伸法:这种方法适用于较大面积的凹陷,通过在凹陷部分使用特殊吸盘,通过产生真空吸力将凹陷部分拉伸回原位。
吸盘拉伸法修复凹陷的优点是操作简单、快速,对汽车表面涂层和结构的影响较小,但是需要注意吸盘的选择和使用方法,以避免二次伤害。
4.钣金局部修复法:这种方法适用于需要进行局部钣金修补的凹陷,通过将凹陷部分割开,然后进行钣金拉伸、修复和焊接等工序,最后进行抛光处理。
钣金局部修复法修复凹陷的效果比较好,可以恢复到原有形状,但是需要注意技术要求和操作方法,以防止二次伤害。
综上所述,汽车钣金凹陷变形的修复方法有很多种,可以根据具体情况选择合适的方法。
在修复过程中,需要注意选择专业的修复店铺或者技师,以确保修复效果和操作安全。
此外,为了避免凹陷变形的发生,平时要注意驾驶安全,防止碰撞和撞击,提前采取防护措施。
汽车钣金凹陷修复方法
汽车钣金凹陷修复方法
1. 使用吸盘:将一个大约有8厘米大小的凹陷处打上小口,再将吸盘压在凹陷处,将吸盘抽空,使其与车体牢固贴合,然后拉起吸盘,直至凸出的地方与周围车板一致。
2. 使用热风枪:将热风枪对准凹陷处,加热车体,使其达到一定温度后,再用木板或者其他适合的工具,用力将凹陷处敲打出来。
3. 使用拔簧器或者拨片:将拔簧器或者拨片放在凹陷处,用力向外拉,再次检查凹陷处的位置是否与周围车板一致,同时注意不要过度使用力,以免将车体变形。
4. 使用冷却剂:将凹陷处喷上冷却剂,等待几分钟后,使用木板或者其他适合的工具敲打凹陷处,直至凸出的地方与周围车板一致。
总之,对于不同大小和类型的凹陷,应该选择不同的修复方法,同时保证操作过程中细心、耐心,以免对车体造成更多的损坏。
建议如果您自己不能修理,请去专业的汽车服务维修店维修。
本科-高职院校专业课件-汽车钣金维修-7-1车身板件损伤的修复方法

常州交通技师学院--徐诞
3)轻铁锤 轻铁锤是复原损毁的钣金件的第一阶段所必需的
工具。重量仅有1kg-2kg,因此能在紧凑的地方使用。
在修理时用铁锤敲打损毁的金属板使其大致回到原形, 在更换金属板时则用于清理损坏的金属板。
图7-1-5 钣金轻铁锤
常州交通技师学院--徐诞
形状要与曲面的曲率相一致。
图7-1-16 局部凸起的整形
常州交通技师学院--徐诞
②局部凹陷的整形 顶铁抵在低处, 铁锤敲击凸起部位。 敲击时由外围逐渐向 中心区域过渡。
图7-1-17 局部凹陷的整形
常州交通技师学院--徐诞
③大范围凹陷的整形 首先可用喷灯将凹面中间部位加热至粉红色的炽 热状态,然后在中间部位下侧以顶铁顶起,从而使原 来凹陷得到初步复位。再用锤和顶铁相互配合将四周 变高的部分逐渐敲平,恢复原来的几何形状。
图7131锉隆起部位的方法常州交通技师学院徐诞二车身板件的精平工艺车身维修作业中对较大不平整的钣金件实施敲平作业时先进行粗敲平作业使板件大致恢复原形后为了得到更加精确的曲率和表面光滑度运用紧贴法敲平工艺对板件表面残留的细小凹凸进行更加精细的敲平作业或对漆面无损伤的较微小凹陷变形进行无损漆面的敲平作业称为精平
常州交通技师学院--徐诞
图7-1-25 划针
常州交通技师学院--徐诞
7、凹陷拉出器和拉杆ຫໍສະໝຸດ 凹坑拉出器是钣金专用工具的一种,由连接装置、 导向装置和拉拔装置三部分。根据拉拔动力的不同分 为手动拉出器和气动拉出器。
图7-1-26 凹陷拉拔器
常州交通技师学院--徐诞
一般的手动凹坑拉出器要与手电钻或介子机等设 备共同使用,需要用电钻在板件上钻孔或用介子机将 圆环焊接到板件变形部位,然后再用拉出器进行修整。
汽车钣金中的拉伸修复处理

汽车钣金中的拉伸修复处理【摘要】汽车钣金中的拉伸修复处理是修复车身表面凹陷和损坏的重要技术之一。
本文将从拉伸修复的原理、工具和材料、步骤、常见技术以及注意事项等方面进行介绍。
拉伸修复的原理主要是通过拉伸工具和材料将凹陷部位逐渐还原至原来的形状,修复车身损坏。
在修复过程中,需要使用各种拉伸工具和材料,如拉钉、拉簧等。
拉伸修复的步骤一般包括准备工作、拉伸修复、修正和抛光等环节。
常见的拉伸修复技术有冷拉伸修复和热拉伸修复等。
在修复过程中需注意拉伸力度、温度和速度等因素,以避免进一步损坏。
汽车钣金中的拉伸修复处理对于恢复车身外观、提高车辆价值具有重要意义。
未来,随着技术的不断发展,拉伸修复技术将更加智能化和高效化。
通过此文可以更好地了解汽车钣金中的拉伸修复处理技术。
【关键词】汽车钣金,拉伸修复,处理,原理,工具,材料,步骤,技术,注意事项,重要性,未来发展趋势,总结。
1. 引言1.1 汽车钣金中的拉伸修复处理汽车钣金中的拉伸修复处理是指在汽车事故或受损后,通过拉伸修复技术对车身进行修复,恢复原有的形状和功能。
拉伸修复是汽车维修中常用的一种修复方法,对于修复大面积凹陷或撞击造成的车身变形非常有效。
在汽车钣金维修中,拉伸修复的原理是利用特殊的工具和材料,将车身凹陷处施加力量,使其逐渐恢复原状。
拉伸修复的工具和材料包括拉钉机、拉力器、钢丝绳等,通过这些工具可以精准地控制修复过程,达到最佳修复效果。
拉伸修复的步骤包括清洁受损区域、确定修复范围、使用拉伸工具施加力量、检查修复效果等。
常见的拉伸修复技术包括冷拉伸、热拉伸、气压拉伸等,每种技术都有其适用的场合和方法。
在进行拉伸修复时,需要注意车身材料的特性、修复工具的正确使用方法以及修复过程中的安全问题。
只有做到这些,才能确保修复效果达到预期,并且避免进一步损坏车身结构。
汽车钣金中的拉伸修复处理对于保障车辆外观和安全性具有重要意义。
未来随着科技的发展,拉伸修复技术将会更加智能化和高效化,为汽车维修带来更多便利和效益。
无损钣金修复技巧

无损钣金修复技巧
钣金修复技术被广泛应用于汽车、机械等制造业。
然而,传统的修复方法往往会对修复部件产生一定的损伤。
针对这一问题,人们提出了无损钣金修复技巧,这一技术不仅能够有效地修复受损钣金件,同时还能保证修复后的件具有更好的使用效果。
无损钣金修复技巧主要分为以下几类。
1.冷喷涂技术
冷喷涂技术可以将固态材料喷涂到钣金表面,形成厚度可控的涂层,并且不会产生高温或高压。
通过喷涂所得到的涂层,既可以修复钣金件的缺陷,又可以提高钣金件的硬度、磨损性能和耐腐蚀性。
2.微小振动技术
微小振动技术是一种先进的修复工艺,它可以利用高频振动的作用,对钣金件进行修补。
在修补过程中,微小振动使得钣金分子处于高能状态,从而使得原本疲劳或变形的钣金恢复到了初始状态,达到了修补的目的。
3.激光焊接技术
激光焊接技术具有焊接效率高、控制精度高、对被修复部件的影响小
等优点,是一种比较先进的无损钣金修复技术。
激光焊接技术通过激光束对钣金进行加热,使其达到熔化点并与周围的材料融合,从而实现对钣金的修复。
无损钣金修复技巧不仅可以修复汽车、机械等制造业中的钣金件,还可以修复航空航天、电子等高科技领域中的部件。
与传统修复技术相比,无损钣金修复技巧不会对被修复部件产生二次损伤,能够有效地提高被修复部件的使用寿命、性能和安全性。
汽车 钣金的方法
汽车钣金的方法
汽车钣金是车辆维修过程中重要的一项技术,它包括了钣金修补、钣金件更换和焊接等多个方面。
下面就由本人从这个角度介绍一下汽
车钣金的一些方法。
钣金修补:汽车钣金修补常见的方法有打磨、撬、捶、拔等。
其
中打磨是最常用也是最简单的一种方法,可以利用打磨机或手工打磨
缺陷处,然后重新喷漆即可。
对于较大的凹陷,需要使用撬和捶的方法,将凹陷处向外撬,再用捶子将钣金敲打成凸起,最后打磨和喷漆
即可。
钣金件更换:钣金件更换包括大型钣金件和小型钣金件。
大型钣
金件更换一般会需要卸掉其他部件,例如前保险杠等,然后拆下旧的
钣金件,安装好新的钣金件。
小型钣金件更换一般需要用到螺丝刀等
工具,将旧的钣金件拆下来,再安装好新的钣金件。
焊接:汽车钣金件上的裂缝、破损等情况需要使用汽车钣金焊接
技术。
汽车钣金焊接一般通过气焊、电焊、手工焊等方式进行。
其中,电焊是应用最广泛的一种方式。
在进行焊接之前,需要对被焊合的钣
金件进行清洁、处理、定位等工作。
总体说来,汽车钣金技术是相当重要的一项技术。
在汽车维修领域,懂得钣金技术并且掌握相关方法,才能够更好地完成汽车维修任务,提高汽车维修效率和质量,为广大汽车车主提供优质的服务。
汽车 钣金的方法
汽车钣金的方法
汽车钣金是一项常见的汽车维修技术,主要用于修复汽车外部的金属板材,包括车身、车门、车顶、引擎盖等部位。
以下是汽车钣金的方法:
1. 检查损坏程度:在进行钣金修复之前,需要先检查汽车的损坏程度,确定需要修复的部位以及损坏程度的大小。
2. 拆卸零部件:在进行钣金修复之前,需要将相关零部件拆卸下来,包括车门、引擎盖、车顶等。
3. 粗加工:将损坏的金属板材打平,去除锈迹和污垢,进行粗加工。
4. 定位:使用定位工具将修复部位的金属板材定位。
5. 精加工:使用钣金工具将金属板材进行精加工,包括抛光、切割、焊接、填充、打磨等。
6. 涂漆:经过修复的部位需要进行涂漆处理,使整个车身颜色统一。
7. 组装:将已修复的部位重新安装到汽车上。
以上是汽车钣金的方法。
在进行钣金修复时,需要专业的技术和工具,如果您不具备相关的技术和工具,建议寻求专业钣金维修服务商的帮助。
- 1 -。
总结:钣金常见损伤修复方法大全
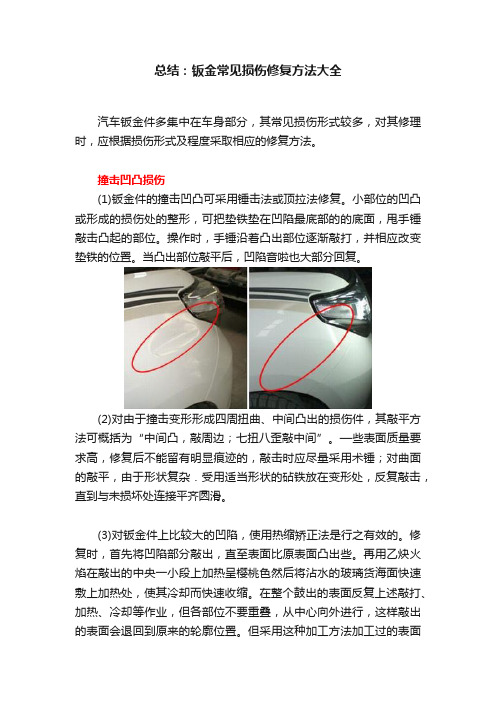
总结:钣金常见损伤修复方法大全汽车钣金件多集中在车身部分,其常见损伤形式较多,对其修理时,应根据损伤形式及程度采取相应的修复方法。
撞击凹凸损伤(1)钣金件的撞击凹凸可采用锤击法或顶拉法修复。
小部位的凹凸或形成的损伤处的整形,可把垫铁垫在凹陷最底部的的底面,甩手锤敲击凸起的部位。
操作时,手锤沿着凸出部位逐渐敲打,并相应改变垫铁的位置。
当凸出部位敲平后,凹陷音啦也大部分回复。
(2)对由于撞击变形形成四周扭曲、中间凸出的损伤件,其敲平方法可概括为“中间凸,敲周边;七扭八歪敲中间”。
—些表面质量要求高,修复后不能留有明显痕迹的,敲击时应尽量采用术锤;对曲面的敲平,由于形状复杂.受用适当形状的砧铁放在变形处,反复敲击,直到与未损坏处连接平齐圆滑。
(3)对钣金件上比较大的凹陷,使用热缩矫正法是行之有效的。
修复时,首先将凹陷部分敲出,直至表面比原表面凸出些。
再用乙炔火焰在敲出的中央一小段上加热呈樱桃色然后将沾水的玻璃货海面快速敷上加热处,使其冷却而快速收缩。
在整个鼓出的表面反复上述敲打、加热、冷却等作业,但各部位不要重叠,从中心向外进行,这样敲出的表面会退回到原来的轮廓位置。
但采用这种加工方法加工过的表面还很粗糙,还需用锤子和顶砧反复加工后再上腻子喷漆。
(4)如钣金件凹陷不深,也比较有规则,可以将—焊条焊接在凹酷的中央,形成—手柄,并用火焰加热凹陷的地方,用力将焊条向外拉出。
当凹陷面和周边面平顺后,割去焊条,用砂轮将表面磨平。
(5)有的车身的一些地方表面凹陷,不易放入垫铁,可在凹陷的地方钻几个3mm的小孔,将铁丝晚点横钩状伸进板里,然后向外拉引。
这时凹酷的地方会鼓起,待此面与边平顺后,将铁丝取出,在钻孔处用锡补好后,再上腻子补涂油漆。
(6)有些表面变形过大,这时可用乙炔枪加热表面。
为避免在集中局部加热时急剧鼓出和在敲击时破坏其机性能,加热温度应控制在650℃一660℃(红樱桃色,加热斑点直径为20—30rnm)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(五)起褶法 起褶法是处理拉伸变 形的一种方法(如图所 示),它并不使金属发 生加热收缩变形,而是 用锤子和砧铁在拉伸变 形部位做出一些褶来。 操作时,使锤砧错位, 用鹤。在 填实填满后,再用锉刀 或砾纸将这一部分打磨 得与其他部分齐平。
(六)更换法 整体式车身的高强度钢板区域的钣金件受损后必须更换,绝对不允许用加热 办法来矫直高强度钢板。这些钣金件受损,必须切除更换。 使用各种金属加工方法可以消除金属表面的鼓起、凹坑和皱褶,但有些钣金 件损坏严重,无法就车修理,必须更换新件,需要从车身上将这些钣金件拆卸下 来。
汽车钣金件常用的修复方法
汽车钣金件常用的修复方法
修复作业的方法主要由以下五种组成:敲去修理法、撬顶修理法、拉伸修理法、 加热收缩法、起褶法等。 (一)敲去修理法 对小范围的局部凸起、凹陷可采用敲去法修单一、小浅的凸痕及凹痕,使金 属产生延展变形而恢复到原来的形状,如下图所示。
A左. 局部凸起
B右. 局部凹陷
(二)撬顶修理法
用修平刀(或匙形板)、尖头工具(如各种撬镐)撬顶凹陷部位,使凹陷逐 渐恢复原来形状,如下图所示。
(三)拉伸修理法
采用拉出装置将凹陷拉出, 也是常用的凹陷整形方法之一。 拉出装置包括吸杯、拉杠、专 用拉出器。气动凹陷拉出器如 右图所示,其端部有一个吸杯 产生真空,惯性锤施加的力将 金属凹陷部位拉回到原来形状。 拉杆式拉出器的一端的螺 钉拧入凹陷部位事先打通的孔 中,一手握住手柄方向反复拉 动即可将凹陷消除,然后再用 填料将通孔堵住。为了避免打 孔带来的不便,也可以在凹陷 部位点焊接上用销钉代替拧入 螺钉,待拉出之后再用刀具切 除焊点,从而保持金属表面的 完整性。
(四)加热收缩法 对钣金凹陷处中点局部快 速加热,温度升高过程中以加 热点为中心钢板向周围膨胀, 对周边产生压应力。 当温度继续上升,钢板局 部烧红变软,解除了中心区的 压力,使周围钢板恢复变形。 烧红区域被压缩而变厚,周围 钢板可以自由变形伸展恢复形 状。 对于局部加热点,可以突 然进行喷水或用湿布贴敷,使 加热部位突然冷却,钢板立即 收缩,中心部位产生对于周边 的拉伸载荷,强力将周边向中 心拉伸,与变形过程中产生的 压缩载荷相抵消,以恢复原形 状,如右图所示。