轧制压力计算及例题
轧制例题

下页
返回
上页
4.6. 压下规程设计
4.6.1. 中厚板压下规程设计:
例 题 分 析 :
已知原料规格为115×1600×2200 mm,钢种为Q235;产 品规格为8×2900×17500 mm;开轧温度1200℃,横轧开 轧温度114200 mm四辊可逆轧机,设有大立 辊和高压水除鳞;最大允许轧制力为4200×104N,最大允 许扭矩为2×224×104N.m;主电机功率2×4600kW, a=40rpm/s, b=60rpm/s。 试制定压下规程。
0.5
2.5
五、确定速度制度:因轧件较长,采用梯形图; a= 40rpm/s;;b = 60rpm/s;; 因咬入富裕,可稳定高速咬入; 取第2、3、4道次:n1=n2=n3=20rpm; 第5、6、7道次:n1=n2=40rpm, n3=20rpm; 第8、9、10道次:n1=n2=60rpm,n3=20rpm; 如表2所示;
第三道:转90度横轧,认为轧件温度均匀取上道次的尾温; t j 2 T20 4 t j 2 t z 3 T20 4 T31 T20 12.9 ?;T30 T20 12.9 ? h2 1000 h2 1000 第四道:进入四辊轧辊,间隙时间应长些;轧件头尾不换向; t j 3 t z 3 T31 4 t j 3 t z 4 T30 4 T41 T31 12.9 ?;T40 T30 12.9 ? h3 1000 h3 1000
下页
返回
上页
解:一、坯料选择(已知): 115×1600×2200 mm→ 8×2900×17500 mm 二、轧制方法:先经立辊侧压一道后纵轧一道,使坯料长度等 表1 压下量分配表 于钢板宽度(因:坯料长度与成品宽度接近);转90 度,横轧到底; h/
第五章-轧制压力及力矩的计算

② 冷轧过程中主要考虑变形程度的影响, 通常采用平均变形程 度来确定变形抗力的大小。可查加工硬化曲线或者用数学模型 进行计算。
0.40 0.61
0 -本道次轧前的预变形量
1 -本道次的轧后总变形量 H0 -冷轧前轧件厚度
0 ( H0 H ) / H0
H -本道次轧前轧件厚度
冷轧时: 加工硬化现象明显,变形程度增加,变形抗力增加 热轧时: 小变形(20~30%以下)时,随变形程度增机,变 形抗力增加迅速,中等变形(>30%)以后,增加速度变缓,当 变形程度很大时,则变形抗力又下降。
5 轧制压及力矩的计算
5.1 轧制压力的工程计算
5.1.3 金属变形抗力的确定方法
变形抗力: 轧制过程中金属抵抗变形的力
2.553
2.57
2.586
2.603
2.62
5 轧制压力及力矩的计算
5.1 轧制压力的工程计算
5.1.2 平均单位压力公式
(3).计算平均单位压力的R·B·西姆斯公式
西姆斯假设接触表面摩擦规律为全粘着(
tx
K )的条件确定外摩擦影响系数 2
Hale Waihona Puke n' ,得出如下的平均单位压力公式
p
n' K
(
2
1 arctan
将的表达式 p带入其中得:
fl ' h
2
fl h
2
2CR
e fl' h 1
f K' h
即:
fl' 2
h
2CR
e fl' h 1
f h
K'
fl h
2
轧制力计算案例

原料加厚到135mm 适应性分析根据爱克伦德公式计算各轧机热轧时平均单位压力,然后求出总轧制力,参照板带厂620mm 热带设备性能参数分析运行情况。
爱克伦德公式()()εη++=k m p 1m ——外摩擦对单位压力影响的系数 hH hh R f m +∆-∆=2.16.1η——粘性系数 ()t 01.04.11.0-=η 2mm sN •t ——轧制温度ε——平均变形速度 hH R h v+∆=2ε )4.1)(01.014(8.9Mn c w w t K ++-=2mm Nc w ——以质量分数表示的碳含量 Mn w ——以质量分数表示的锰含量)0005.005.1(t a f -= 对于钢性轧辊a =1,对于铸铁轧辊a =一、首先计算0R 机架:以435135⨯mm 原料为例0R 铸钢轧辊,辊径560mm~650mm mm R 325=半径大 0R 辊缝摆设在105mm~95mm mm S 30=小 0R 速度设定sm v 6.0= 轧件轧前尺寸mm B H H 420135⨯=⨯ (考虑RE0) 轧件轧后尺寸mm b h h 430105⨯=⨯ 轧制温度执行1100℃以上, 1100=t ℃5.0)11000005.005.1(1)0005.005.1(=⨯-=-=t a f179.0105135302.1-303255.06.12.16.1=+⨯⨯⨯=+∆-∆=h H h h R f msmm v 600= 5.53)3.012.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K(普碳)()3.0)110001.04.1(1.001.04.11.0=⨯-=-=t η2mm sN •519.1105135********22=+⨯=+∆=h H R hvε()()61.63)519.13.05.53)(179.01(1=⨯++=++=εηk m p计算总轧制力KN bl p p 266930325243042061.63=⨯⨯+⨯== 同上原理可以计算出 表一同理品种钢以65Mn 为例67.89)165.04.1)(110001.014(8.9)4.1)(01.014(8.9=++⨯-=++-=Mn c w w t K表二结论:0R 工艺参数最大轧制力为4000KN ,原料厚度改变后0R 只能满足普碳钢的生产,不能满足品种钢的生产。
轧制压力计算
0.412
286.3821889
0.00001554
0.554
388.4768638
0.00001554
0.725
805.8536595
0.00001554
0.934
995.9709705
0.00001554
1.195
1509.085782
0.000014
1.505
1664.481695
0.2 0.5
轧机轧制压力计算
轧制压力P等于平均单位压力P 与接触面水平投影面积F之乘积.
接触面水平投影面积:F=((B+b)/2) Rh
型钢平均单位轧制压力一般采用艾克隆德公式计算,其公式为:
式中
m —表示外摩擦对单位轧制压力的影响系数;
—黏性系数;
—平均变形系数;
其中
m (1.6 Rh 1.2h) (hc hc' )
K 9.8(14 0.01t)(1.4 C Mn)MPa
0.1(14 0.01t)N s / mm2
21000v h R (hc hc' )
轧件轧前平均厚度为: hc F Bk2 轧件轧后平均厚度为: hc' F Bk1
则平均压下量: h hc hc'
对于铸钢辊 a 1 铸铁轧辊 a 0.8 v —表示轧制速度;
100.4783587
474.81
102.3458615
455.28
105.0826887
373.90
107.2928736
388.31
176.9744090631
309.11
144.3229377
179.27
147.0828502
三辊Y型轧机轧制压力的计算
— 34 —
重 型 机 械 1997 No. 4
机架号
2 3 4
5 6 7 8 9 10 11 12 13
附表 各 道次轧制压力计算值与实测值
孔型形状
平均压下量 (mm )
轧 制 压 力 (kN)
计算值
实测值
误 差 (%)
弧三角
0. 32
P 3
=
0。由此得
ux2 = a 0õa 1( x2 - l 2m)
( 9)
uH2= 2a0 õxõr õH1 ( r - a1 ) ( P- 3H) / ( P- 3H1)
( 10)
Ex 2= 2a0 õa1 õx
( 11)
由体积不变条件 Ex2+ Er2 + EH2= 0, 求得
ur2 = - a0 õa1 õxõr + a0 õxõH1 õr( 2r- 3a1 ) /
重 型 机 械 1997 No. 4
三辊 Y 型轧机轧制压力的计算
天 津 理 工 学 院 温殿英 张 建 叶金铎 天津第一钢丝绳厂 徐延津
摘要 采用极值原理的功能平衡法, 确定在三辊 Y 型轧机上冷轧钢丝时, 轧制变形区内金属的三
对侧壁金属产生拉力作用的结果。金属的位移
是连续的, 故认为接触变形区与非接触变形区
分界面上在 x 方向的位移增量及应变增量函
数相同, 即 ux 1= ux 2, Ex 1= Ex2 ; 当 H= H1 时, 圆
周方向的位移增量函数相同, 即 uH2 ûH= H1 = uH1
ûH= H1,
并且应满足 UH2ûH=
图5 f = 0. 065, D0= 6. 5mm, DW= 175mm
图6 f = 0. 15, RP = 7. 45mm, D0= 6. 5mm, E= 4. 93%
轧制压力的计算2

5.1轧制力 轧制力
在轧制过程中,轧辊对金属的作用力有两个: 在轧制过程中,轧辊对金属的作用力有两个:
与接触表面相切的摩擦应力的合力-摩擦力; 与接触表面相切的摩擦应力的合力-摩擦力; 与接触表面相垂直的单位压力的合力- 与接触表面相垂直的单位压力的合力-正压力
这两力在垂直于轧制方向上的投影之和通常称为轧制力。 这两力在垂直于轧制方向上的投影之和通常称为轧制力。
(3)查表确定 σ=1.9 )查表确定n (4)计算平均压力 ) = 1.15σs nσ=187.91 =2323KN (5)计算总压力 =BL )计算总压力P=
不锈钢热带轧制时,工作辊直径为 不锈钢热带轧制时,工作辊直径为420mm,轧前厚度为 ,轧前厚度为6mm, , 轧件宽度为900mm,压下量为 轧件宽度为 ,压下量为1.8mm,变形温度为 ,变形温度为1000℃, ℃ 变形速度为0.1S-1,试用查图法按西姆斯公式求该道次轧制力。 试用查图法按西姆斯公式求该道次轧制力 变形速度为
5.1.3平均单位压力公式
确定平均单位压力的方法,归结起来有如下三种: 确定平均单位压力的方法,归结起来有如下三种: (1)理论计算法它是建立在理论分析基础之上,用计算公式确定 理论计算法它是建立在理论分析基础之上, 理论计算法它是建立在理论分析基础之上 单位压力。通常, 单位压力。通常,都要首先确定变形区内单位压力分布形式及大 然后再计算平均单位压力。 小,然后再计算平均单位压力。 (2)实测法是在轧钢机上放置专门设计的压力传感器,压力信号 实测法是在轧钢机上放置专门设计的压力传感器, 实测法是在轧钢机上放置专门设计的压力传感器 转换成电信号,通过放大或直接送往测量仪表把它记录下来, 转换成电信号,通过放大或直接送往测量仪表把它记录下来,获 得实测的轧制压力资料。用实测的轧制总压力除以接触面积, 得实测的轧制压力资料。用实测的轧制总压力除以接触面积,便 求出平均单位压力。 求出平均单位压力。 (3)经验公式和图表法根据大量的实测统计资料,进行一定的数学 经验公式和图表法根据大量的实测统计资料, 经验公式和图表法根据大量的实测统计资料 处理,抓住一些主要影响因素,建立经验公式或图表。 处理,抓住一些主要影响因素,建立经验公式或图表。
轧制压力轧制力矩功率计算模型

轧制压⼒轧制⼒矩功率计算模型1.1.5轧制压⼒模型⼯程计算中经常采⽤如下简化的专⽤于孔型轧制的轧制压⼒公式计算轧制压⼒:Q F K P d m =(1.25)式中:m K ——平均变形抗⼒;d F ——接触投影⾯积;确定轧件与轧辊的接触⾯积,经常采⽤如下公式:⽤矩形-箱形孔,⽅-六⾓,六⾓-⽅,⽅-平椭圆,平椭圆-⽅以及矩形-平辊系统轧制时-+=1122101ηA B B H S (1.26)按⽅-椭轧制⽅案时 75.0)1(121-+=A H S ηξη(1.27)()++ -++ -++=213.009.011845.0375.01128.0)1(29.071.0221k k a a ηηηδξ按椭-椭,椭-圆,圆-椭,椭-⽴椭和⽴椭-椭轧制时-=1121ηξA H S (1.28)椭圆-圆 )1.01)(62.1(201K K a a --=δδξ(1.29)圆-椭圆 )4.01)(62.1(2101δδδξK K a a +-=(1.30)Q ——载荷系数,针对各种孔型轧制情况的Q 值回归模型为:W W Q /61.10771.0731.0++-=+=其中:10,F F 分别1.1.6轧制⼒矩及功率模型轧制⼒矩计算公式为:ψm z PL M =(1.31)式中:P ——轧制压⼒m L ——平均接触弧长度ψ——⼒臂系数⼒臂系数ψ也采⽤对各种孔型轧制情况的回归模型:W W /083.0108.0705.0+-=ψ(1.34)轧制功率是单位时间所做的功,即:tAN =(1.35)式中:A ——变形功,KJ ; t ——轧制时间,s 。
⼜由轧制所消耗的功与轧制⼒矩之间的关系为:VtAR t A AM ===ωθ(1.36)式中:θ——⾓度,rad ;ω——⾓速度,rad/s ; R ——轧辊半径,mm ; V ——轧辊线速度,m/s 。
得:ωM N =将上式⽤⼯程上常⽤的参数和质量单位表⽰为:Mn N 013.1=(KW )(1.37)式中 M ——轧制⼒矩,t·m ;n ——轧辊转速,r/m 。
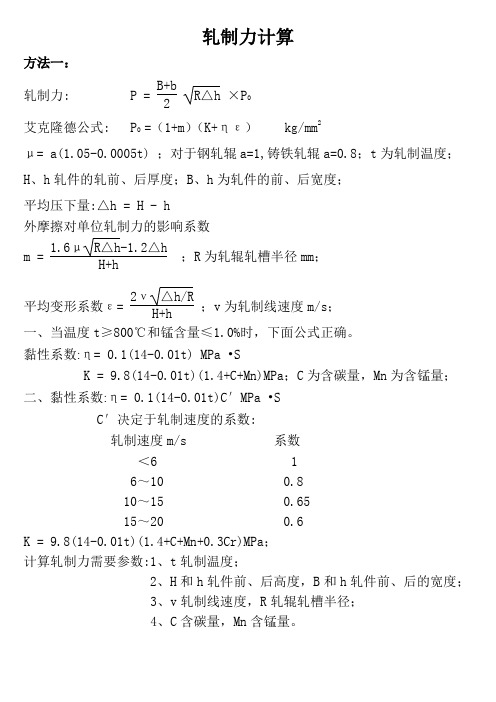
轧制力计算
轧制力计算
方法一:
轧制力: P = B+b 2 R △h ×P 0 艾克隆德公式: P 0 =(1+m )(K+ηε) kg/mm 2
μ= a(1.05-0.0005t) ;对于钢轧辊a=1,铸铁轧辊a=0.8;t 为轧制温度; H 、h 轧件的轧前、后厚度;B 、h 为轧件的前、后宽度;
平均压下量:△h = H - h
外摩擦对单位轧制力的影响系数
m = 1.6μR △h-1.2△h H+h
;R 为轧辊轧槽半径mm ; 平均变形系数ε= 2ν△h/R H+h
;v 为轧制线速度m/s ; 一、当温度t ≥800℃和锰含量≤1.0%时,下面公式正确。
黏性系数:η= 0.1(14-0.01t) MPa •S
K = 9.8(14-0.01t)(1.4+C+Mn)MPa ;C 为含碳量,Mn 为含锰量;
二、黏性系数:η= 0.1(14-0.01t)C ′MPa •S
C ′决定于轧制速度的系数:
轧制速度m/s 系数
<6 1
6~10 0.8
10~15 0.65
15~20 0.6
K = 9.8(14-0.01t)(1.4+C+Mn+0.3Cr)MPa ;
计算轧制力需要参数:1、t 轧制温度;
2、H 和h 轧件前、后高度,B 和h 轧件前、后的宽度;
3、v 轧制线速度,R 轧辊轧槽半径;
4、C 含碳量,Mn 含锰量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
‘ R P/K 1.08 1.02 1.79 1 h
其中:ε、μ分别为相对压下率和摩擦系数; R‘和h为压扁后轧辊半径和轧件出口厚度 该公式是目前在线控制系统中较为常用的数学模型,具有较高的计 算精度。
例题1:在φ860mm轧机上,轧制Q235普碳钢,某道次轧制温度为1100℃,轧 件轧制前厚度H=93毫米,轧制后厚度h=64.2mm,板宽B=610mm,轧制速度 v=2m/s。试用西姆斯公式计算轧制力,并求此时轧制力矩多大。(忽略 宽展)
K 1.15 s 1.15 260.4 299.5(MPa)
l R h 100 0.9 9.4(mm)
f l 0.06 9.4 x 0.2212 2.55 h e x 1 e 0.2212 1 n 1.12 x 0.2212
p n ( K q ) 1.12 (299.5 80) 245.8(MPa)
P pBl 245.8 180 9.4 415961.28 ( N ) 416(kN )
M 2Pl 2 416 9.4 / 1000 0.4 3.1(kN m)
解:首先求K值,须先计算变形速率:
2v
h R
H+h
2 2000
93பைடு நூலகம்64.2 430
93 64.2
6.6/s
ε=Δh/H=(93-64.2)/93=30.9%,与变形抗力曲线中的测试变形量 30%差别不大,故不用考虑变形量修正系数。 由变形速率为6.6/s,变形温度1100 ℃查表得: σs=98MPa,故可
轧制压力为:
M 2P l =2 9100.224 111103 0.5 1010(kN m)
西 姆 斯 工 式 计 算 图 表
例题2、在Ф200/Ф350×250轧机上冷轧Q215低碳钢,变形抗力模型为 , 轧制前厚度为3.0mm,轧制到2.1mm,带钢宽度为180mm,平均张应力为 80MPa,设此时摩擦系数为0.05,已知该坯料退火厚度为2.5mm,如忽略 轧辊的弹性压扁,试用斯通公式计算轧制压力及轧制力矩。(设本轧程 原料厚度为4.5mm,摩擦系数取0.06,力臂系数取0.4)(8分)
轧制压力计算及例题
其它轧制压力计算公式
• 除上述给出的轧制压力公式以外,还有很多轧制压 力计算公式,它们或适合于特定的轧制条件和轧制 特点,或是在其它公式基础上有一定的改进。
<赵志业编. 金属塑性变形与轧制理论. 北京市:冶金工业出版社, 1980>
• (1)布兰德-福特冷轧轧制压力公式
• 单位宽度轧制力:
冷 变 形 抗 力 曲 线
斯 通 公 式 计 算 图 表
布 兰 德 公 式 的 计 算 图 表
(2)希尔(Hill)的简化公式
上面的计算过程是不考虑张力时的情形,如果考虑张力的影响,计算还要复杂 一下,为此有学者对该公式进行了简化,比较著名的就是希尔(Hill)的简化 公式。其应力状态影响系数按下述公式计算:
‘ R Q F 1.08 1.02 1.79 1 h
求得平面变形抗力K=1.15×σs =1.15×98=112(MPa)
接触弧长: l R h 430 (93-64.2) 111 (mm)
R/h 430 / 64.2 6.698
轧制压力为:
P K B l f ( R h , ) 112 610 1111.2 9100224(N ) 9.1( MN )
•
变形抗力:
该公式较为复杂,但计算结果与实际比较接近。直接计算需 要进行迭代,可利用计算机程序进行计算。为了便于计算, 作者给出了图表计算方法,经简化其计算公式可表示成如下 格式:
其中的f3(a,ε)为一复杂函数,作者给出了该函数的图形, 可以根据a值和ε进行查表计算。其中R‘为压扁后轧辊半径
其中R’的计算也可以查表进行计算。先假设R1‘值,计算a值,进而求 出P0 (A) ,计算P0/Δh值然后按下面左图查出R’/R值,计算得出R2’ (B) , 如果R1‘值和R2‘值相差较大,则取R3‘= 2R1‘- R2‘重新计算得出P02 (C) , 再利用作图查出R4’ (D) ,由四个R值下面右图查出P值,此即为所求的 R‘和P0 。
解: 0
H 0 H 4.5 3 33.3% , 4.5 H0
1 3 2 3
1
H 0 h 4.5 2.1 53.3% H0 4.5
0 1 1 / 3 33.3% 2 / 3 53.3% 46.7%
s 240 32 0.59 240 32 0.4670.59 (MPa) 260.4(MPa)