啤酒工业废水处理共112页
啤酒厂废水处理
啤酒厂废水处理啤酒工业废水主要含糖类,醇类等有机物,有机物浓度较高,虽然无毒,但易于腐败,排入水体要消耗大量的溶解氧,对水体环境造成严重危害。
啤酒废水的水质和水量在不同季节有一定差别,处于高峰流量时的啤酒废水,有机物含量也处于高峰。
啤酒废水主要来自麦芽车间(浸麦废水),糖化车间(糖化,过滤洗涤废水),发酵车间(发酵罐洗涤,过滤洗涤废水),灌装车间(洗瓶,灭菌废水及瓶子破碎流出的啤酒)以及生产用冷却废水等。
啤酒工业废水主要含糖类,醇类等有机物,有机物浓度较高,虽然无毒,但易于腐败,排入水体要消耗大量的溶解氧,对水体环境造成严重危害。
啤酒废水的水质和水量在不同季节有一定差别,处于高峰流量时的啤酒废水,有机物含量也处于高峰。
国内啤酒厂废水中:CODcr含量为:1000~2500mg/L,BOD5含量为:600~1500mg/L,该废水具有较高的生物可降解性,且含有一定量的凯氏氮和磷。
啤酒废水按有机物含量可分为3类:①清洁废水如冷冻机冷却水,麦汁冷却水等。
这类废水基本上未受污染。
②清洗废水如漂洗酵母水、洗瓶水、生产装置清洗水等,这类废水受到不同程度污染。
③含渣废水如麦糟液、冷热凝固物。
剩余酵母等,这类废水含有大量有机悬浮性固体。
一、啤酒废水处理方法鉴于啤酒废水自身的特性,啤酒废水不能直接排入水体,据统计,啤酒厂工业废水如不经处理,每生产100吨啤酒所排放出的BOD值相当于14000人生活污水的BOD值,悬浮固体SS值相当于8000人生活污水的SS,其污染程度是相当严重的,所以要对啤酒废水进行一定的处理。
目前常根据BOD5/CODcr比值来判断废水的可生化性,即:当BOD5/CODcr>0.3时易生化处理,当BOD5/CODcr>0.25时可生化处理,当BOD5/CODcr<0.25难生化处理,而啤酒废水的BOD5/CODcr的比值>0.3所以,处理啤酒废水的方法多是采用好氧生物处理,也可先采用厌氧处理,降低污染负荷,再用好氧生物处理。
优质案例啤酒厂废水处理(最新整理)
大量使用新鲜水,相应产生大量废水。由于啤酒的生产工序较多,不同啤酒厂生
产过程中吨酒耗水量和水质相差较大,管理和技术水平较高的啤酒厂吨酒耗水量
为8-12吨。
2 水质水量和处理要求
2.1 原水水质
原水中包括生产污水与生活污水,生产污水为其生产能力的25倍,那就是1
吨啤酒产生25吨的生产污水。啤酒厂年产量为3万吨,每天排放的生产污水为
2054.8 m3。生活污水按每人每天180升计算,啤酒厂有员工500人,每天产生活
第 4 页,共 60 页
污水:90 m3。因此,综合排放水量Q为2145 m3,按2200 m3计算。
Q=2200m3/d SS:250mg/L
CODCr:1200mg/L PH:6-8
BOD5:750mg/L NH3-N:2.6 mg/l
啤酒废水主要来自麦芽车间(浸麦废水),糖化车间(糖化,过滤洗涤废水), 发酵车间(发酵罐洗涤,过滤洗涤废水),灌装车间(洗瓶,灭菌废水及瓶子破 碎流出的啤酒)以及冷却水和成品车间洗涤水,办公楼、食堂、浴室的生活污水 等。工业废水主要含糖类,醇类等有机物,有机物浓度较高,虽然无毒,但易于 腐败,排入水体要消耗大量的溶解氧,对水体环境造成严重危害。啤酒废水的水 质和水量在不同季节有一定差别,处于高峰流量时的啤酒废水,有机物含量也处 于高峰。国内啤酒厂废水中:CODcr含量为:1000~2500mg/L,BOD5含量为: 600~1500 mg/L,该废水具有较高的生物可降解性,且含有一定量的凯氏氮和 磷。 因为啤酒废水的BOD/COD比高达0.5以上,所有具有良好的生物可降解性 能,处理方法主要选择生物氧化法。在生物氧化过程中,有些微生物如球衣细菌 (俗称丝状菌)、酵母菌等虽能适应高有机碳、低N量的环境,由于球衣细菌、 酵母菌等微生物体系大、密度小菌胶团细菌不能在活性污泥法的处理构筑物中正 常生长,这也是早期活性污泥处理啤酒废水不理想的主要原因之一。因此,早期 啤酒废水在进行生物氧化处理时,通常采用生物膜法,一般可选用生物接触氧化
啤酒工业废水处理工艺

SHANDONGUNIVERSITYOFTECHNOLOGY毕业设计说明书1000m3/d啤酒工业废水处理站设计学院:资源与环境工程学院专业:环境工程学生姓名:李纪明学号: 0712101868指导教师:马晓轩毕业设计时间:二О一一年3月 1 日~ 6 月 27日共 17 周摘要啤酒是当今风靡世界最流行的饮料之一,早在4500年前,啤酒就在古埃及问世,它略含苦味,富含营养,素有液体面包之称,已被国际营养会议推荐为营养食品之一。
近年来,随着人民生活水平的提高,我国啤酒消费量急剧增大。
我国啤酒厂的吨酒耗水量较大,一般为10~20t/t啤酒,部分厂家可达8~12t/t啤酒,废水排放量接近耗水量的90%。
啤酒废水的主要特点是BOD5/CODcr值高,有害无毒,可生化性好,所以生化法是啤酒废水处理的首要方法。
我国对啤酒废水在治理技术上逐渐形成了以生化为主,生化和生物相结合的处理工艺。
生化法依其污水净化原理可分为好氧法和厌氧法两大类,好氧法或厌氧法及其他方法的不同组合就形成了多种啤酒废水的治理技术。
目前,多种工艺被广泛应用于啤酒废水处理上但这些工艺本身尚需要进行详细技术分析。
本文系统地介绍了近年来国内啤酒废水处理技术的应用现状,通过调查分析,对目前国内应用比较广泛的成熟工艺的优缺点进行了介绍,并做了简要的比较和探讨,最后指出了啤酒废水处理技术的应用趋势。
分析啤酒生产中废水产生的环节、污染物及主要污染源,并从好氧、厌氧生物处理两方面介绍了目前我国啤酒废水的主要处理技术及应用效果。
关键词:啤酒废水生化处理厌氧处理好氧处理厌氧—好氧工艺进展AbstractBeer is one of the most popular beverage in zhe world,Early in the 4,500 years ago,Beer in ancient Egypt was published, it slightly contain bitter taste, rich in nutrition, known as the liquid bread, which has been international nutrition conference recommended for nutrition food .In recent years, with the improvement of people's living standard, a sharp increase in beer consumption.Our brewery water consumption of larger, general wine tons for 10 ~ 20t/t beer, some manufacturers can reach 8 ~ 12 t/t beer, close to 90% of wastewater water consumption.The main characteristic of beer wastewater is the value of BOD5/CODcr higher, harmful non-toxic, can biochemical sex good, so biochemical method is the principal method beer wastewater treatment. Our country to beer wastewater treatment technology in gradually formed by biochemical primarily, biochemical and biological combination of process. Biochemical method in accordance with the principle of sewage purification aerobic method and can be divided into two categories, anaerobic method aerobic or anaerobic law and its method of different method of combination he formed the variety of beer wastewater treatment technology. At present, various process is widely used in beer wastewater treatment process itself but still need to undertake the detailed technical analysis.This paper systematically introduced in recent years domestic beer wastewater treatment technology application status of the investigation and analysis of the current domestic and is widely the advantages and disadvantages of the mature technology are introduced, and some brief comparison and discussion, and finally points out the beer wastewater treatment technology application trend. Analysis produced beer production water pollution sources and pollutants and main link, and from aerobic and anaerobic biological treatment two aspects in China are introduced the main processing beer wastewater treatment technology and application effect.Key words: Beer wastewater ,Biochemical treatment ,Anaerobic treatment ,Aerobic treatment,Anaerobic -- aerobic process ,progress目录摘要........................................................ ABSTRACT(英文摘要).......................................目录.........................................................第一章引言..................................................1 啤酒废水的来源及成分......................................2 啤酒废水处理技术..........................................2.1 好氧生物处理............................................2.1.1 活性污泥法...........................................2.1.2 接触氧化法...........................................2.1.3 SBR 工艺及应用.......................................2.1.4 CAST工艺............................................2.1.5 CASS工艺及应用......................................2.2 厌氧法.................................................2.2.1 UASB反应器..........................................2.2.2 EGSB反应器..........................................2.2.3 IC反应器...........................................第二章工艺处理方法的比较及确定..........................1 处理啤酒废水的几种工艺1.1 酸化——SBR法......................................1.2 UASB——好氧接触氧化工艺.............................1.3 新型接触氧化法........................................1.4 生物接触氧化法........................................1.5 内循环UASB反应器+氧化沟工艺..........................1.6 EGSB+CASS法处理啤酒废水...............................2 方案的讨论和确定..........................................第三章设计说明书...........................................1 设计资料.................................................1.1 设计题目..............................................1.2 设计任务.............................................1.3 设计依据...............................................1.4 设计资料...............................................2 采用的主要规范和标准......................................3 工程设计.................................................3.1 设计内容及规模........................................3.2 工艺流程............................................第四章设计计算书..........................................1 废水水质水量............................................2 粗格栅的设计与计算.......................................2.1 设计参数.............................................2.2 设计计算.............................................2.3 栅渣量计算..........................................3 集水井的设计与计算........................................ 3.1 参数选取............................................... 3.2 计算...................................................3.3 集水井构造.............................................4 调节沉淀池的设计与计算...................................4.1 参数选取...............................................4.2 设计计算..............................................5 EGSB反应器的设计与计算....................................5.1 罐体尺寸............................................... 5.2 反应器的升流速度.......................................5.3 三相分离器.............................................6 沉淀池的设计.............................................. 6.1 设计要求及参数.........................................6.2 设计计算...............................................7 CASS反应池的设计与计算....................................7.1 设计参数................................................7.2 设计计算...............................................8 污泥部分设计.............................................8.1 污泥来源............................................... 8.2 集泥井..................................................8.3 污泥重力浓缩池.........................................8.4 贮泥池..................................................8.5 机械脱水间的设计计算....................................9 鼓风机房的设计.............................................9.1 已知条件及设计参数.....................................9.2 鼓风机房的设计...........................................10 紫外线消毒系统.............................................10.1 设计说明...............................................10.2 设计参数................................................第五章污水处理站的总体布置.................................1 污泥处理站平面布置.........................................1.1构筑物和建筑物主要设计参数.............................1.2平面布置原则............................................2 污泥处理站高程布置.........................................2.1 高程布置原则............................................2.2 高程布置参数............................................2.3 高程一览表..............................................第六章主要设备简介..........................................1 污水污泥处理设备..........................................2 配电设备..................................................3 监测设备..................................................第七章工程概预算...........................................1 总概算表.................................................2 成本分析..................................................参考文献....................................................第一章引言1.啤酒废水的来源及成分啤酒废水来自于啤酒生产各工序中的排放,大致可分为以下几类:(1)大量的冷却水,包括冷冻机冷却水、热麦汁冷却水,这类废水基本未受污染。
【高质量】啤酒废水处理介绍PPT文档

感谢观看
低浓度有机废 水
制麦车间浸麦水、 刷锅水、冲洗水
等 罐装车间的酒桶、
酒瓶洗涤水
20-25 30-40
300-400 500-800
300-700
1000-1500
冷却水
各种冷凝水、冷 却水及杀菌水
无有机污染物
<100
危害
工业废水主要含糖类,醇类等有机物,有 机物浓度较高,虽然无毒,但易于腐败, 排入水体要消耗大量的溶解氧,对水体环 境造成严重危害。
厌氧处理使水质pH值下降,需投加药剂中和
提 高 了 SBR 处 理 效 果 。 UASB-SBR 法 处 理 高 浓 度 啤 酒 废 造价比水解酸化低,运行成本也较低,占地面积小
第二,污泥法的缺点在这里也同样存在,有机物的能量从水中转移到污泥中,可是污泥的处理已日渐成为环境的一大难题。
冷放却空水 污和染成环水品境车,效间通洗常果涤会水选比;择燃较烧放理空,想但是,仍然去产生除温室率气体均CO2。在94%以上,最高达99%以上。
啤酒厂废水水质情况
废水种类
废水来源
占总废水量 百分比/%
高浓度有机废 水
麦糟水、糖化车 间的刷锅水等
发酵车间的前酵 罐、后酵罐洗涤 水、洗酵母水等
5-10 20-25
COD/(mg/L) 20000-40000
2000-3000
混合废水 COD/(mg/L)
4000-6000
综合废水 COD/(mg/L)
总结
达到排放标准且去除率较高,处理效果比 污染物去除方面 较好
产泥方面
产泥量比水解氧化工艺少,污泥处理费用 少
操作方面
啤酒厂工业废水处理工艺流程
啤酒厂工业废水处理工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!一、废水来源及分类啤酒厂的废水主要来源于生产过程中的糖化、发酵、过滤、清酒、包装等环节。
啤酒工业的废水处理

山西食品工业
#%
3 月出版
SHANXI FOOD INDUSTRY
啤酒工业的废水处理
乔建芬*
( 太原理工大学化学工程学院,太原 030024)
摘 要 介绍了啤酒生产污水来源、污染强度及降低废水污染强度的措施。 关键词 工业废水 污染强度 酒糟
啤酒工业的生产规模是比较大的,要排出大量 废水,容易造成污染。啤酒厂工业废水,具有高强 度的有机物污染和一定浓度的悬浮固体。这些废水 从各个工序排放出来。
啤酒本身是用水制造的,啤酒厂的总用水量和 啤酒产量之比一般为 !"!! 左右,如果冷却水等未 被 污 染 的 水 能 回 收 利 用 , 可 以 减 少 约 50 % 的 用 水 量,废水排放量也就随之减少。
# 啤酒厂废水的污染强度
2.1 废酵母和各种 蛋 白 凝 固 物 是 造 成 啤 酒 废 水 的 主要污染物,BOD 值较大; 2.2 啤酒本身的 BOD 值很高,在 1.0$105 mg /L 以 上 , 相 当 于 200倍 以 上 生 活 污 水 的 BOD 值 ; 一 瓶 啤酒 的 BOD 值 几 乎 相 当 一 个 人 一 天 排 出 生 活 污 水 的 BOD 值 。 因 此 , 在 生 产 中 , 应 尽 量 减 少 发 酵 、
3 啤酒厂降低废水污染强度的措施
3.1 废酒糟的处理 啤酒厂每生产一吨啤酒就可产生约 0.1t的湿酒
糟。酒糟作为饲料出售,分干、湿两种。干酒糟是 将湿酒糟经压滤机或离心机脱水后直接出售,或再 经干燥设备干燥后出售。干燥后的酒糟便于保藏和 运输,但设备费用高。经压滤机或离心析出的废糟 水,BOD 值仍很高。这部分废槽水再经浓缩后,与 压滤或离心后的固体部分混合均匀,一并进行干 燥。
啤酒厂污水处理设计方案演示教学

一、啤酒废水的来源及特点1 .啤酒废水的来源啤酒生产流程图啤酒的废水主要来源于:麦芽生产过程的洗麦水、浸买水、麦槽水、洗涤水、凝固物 洗涤水;糖化过程的糖化、过滤洗涤水;发酵过程的发酵罐洗涤、过滤洗涤废水;罐装过程 洗瓶、灭菌和破瓶啤酒废水;冷却车间和成品车间洗涤水。
二、啤酒生产废水的特点啤酒生产过程用水量很大,特别是酿造,罐装工序过程,由于大量使用新鲜水, 相应产生大量废水。
由于啤酒的生产工序较多,不同的啤酒厂生产过程每吨酒的 耗水量和水质相差较大.国内每吨啤酒从糖化到灌装总耗水10~20吨。
啤酒废水可 分为以下几类:(1) .清洁废水冷冻机、麦汁和发酵冷却水等,这些水基本未受污染。
(2) .清洗废水如清洗生产装置废水、漂洗酵母水、洗瓶机初期洗涤水、酒罐消毒废水、巴 斯德杀毒喷淋水和地面冲洗水等,这类废水受到不同程度的有机污染。
冲洗废渣 水,如麦糟液、冷热凝固物、酒花糟、剩余酵母、酒泥、滤酒渣和残碱性洗涤液 等,这类废水中含有大量的悬浮固体有机物。
工段中将产生麦汁冷却水、装置洗 涤水、麦糟、热凝固物和酒花糟。
装置洗涤水主要是糖化锅洗涤水、过滤槽和沉 淀槽洗涤水。
此外,糖化过程还要排出酒花糟、热凝固物等大量悬浮物。
(3) .装酒废水在灌装酒时,机器的跑冒滴漏时有发生,还经常冒酒,废水中掺入大量残酒。
喷淋时由于用热水喷淋,啤酒升温引起瓶内压力增大, 炸瓶”现象时有发生,所 酒花(C 構■-建沸 回[诞以,在大量啤酒洒散在喷淋水中,循环使用喷淋水为防止生物污染而加入防腐剂,因此被更换下来的废喷淋水含防腐剂成分。
(4).洗瓶废水清洗瓶子时先用碱液洗涤剂浸泡,然后用压力水初洗和终洗.瓶子清洗水中含有残余碱性洗涤剂、浆纸、燃料、浆糊、残酒和泥砂等。
碱性洗涤剂的更换,更换时若是直接排入下水道可以使啤酒废水呈碱性。
因此废碱性洗涤剂应先进入调节池沉淀装置进行单独处理。
所以可以考虑将洗瓶废水的排出液经处理后储存起来,用来调节废水的pH值。
啤酒废水处理工程综合设计(完整版)
1.概述啤酒行业是食品工业中耗水量较大的行业,虽然各企业间有较大差别,一般来说每生产1t啤酒的耗水量从8~25t不等。
以生产1t啤酒产生20m3废水计算,我国啤酒工业每年排放的废水量达3.72亿m3,而多数啤酒厂尚未进行综合利用和废水处理,因而给环境造成严重污染。
啤酒废水属于中等浓度有机废水。
一般COD为1500~3000mg/L,BOD5为1000~1500mg/L,BOD5/COD的比值为0.5~0.6,表明其可生化性较好,污染物中的有机物容易降解。
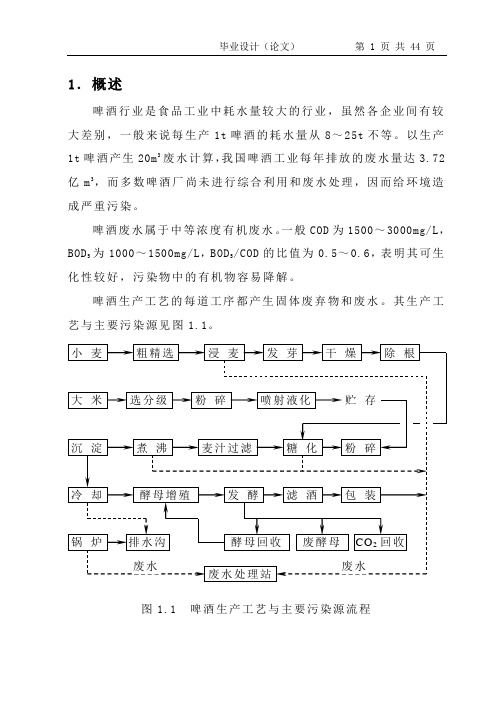
啤酒生产工艺的每道工序都产生固体废弃物和废水。
其生产工艺与主要污染源见图1.1。
图1.1 啤酒生产工艺与主要污染源流程啤酒厂废水的主要来源有麦芽生产过程的洗麦水、浸麦水、发芽降温喷雾水、麦糟水、洗涤水、凝固物洗涤水;麦汁制备过程的糖化、过滤洗涤水;发酵过程的发酵罐洗涤、过滤洗涤水;罐装过程的洗瓶、灭菌、破瓶啤酒及冷却水和成品车间洗涤水;另外还有办公楼、食堂、宿舍和浴室的生活污水。
麦芽制备工段产生的废水主要来自浸麦、洗麦工序。
浸麦即用水浸渍大麦,其目的在于使麦粒吸水和吸氧、洗涤尘土、除杂以及除微生物,并将麦皮内的部分有害成分浸出,为发芽提供条件。
整个浸渍周期一般为2~3d,每浸渍1t大麦大约耗水18~60m3,浸渍废水中主要含有大麦粒、瘪大麦、麦芒、麦皮和泥砂等悬浮固体,以及浸渍过程中大麦内溶出的如单宁、矿物质、蛋白质、苦味质等。
约5~6kg。
每制成1t 每浸渍1t大麦产生COD约10~12kg或BOD5成品酒,产生COD约2kg或BOD约1kg。
5在麦汁制备即糖化过程中,排出的废水主要为麦汁冷却水、糖化锅洗涤水、麦糟、热凝固物和酒花糟。
在麦汁制备工段,每制成1t成品酒,产生COD约7.24kg或BOD约3.77kg。
5发酵工段除产生大量的冷却水外,还有发酵罐洗涤水、废消毒液、酵母漂洗水和冷凝固物。
在发酵工段,每制成1t成品酒,COD约5kg。
约8.3kg或BOD5在成品酒工段,主要污染物来自滤酒工序的酒渣、部分滤酒材料和残酒,以及含有残酒和酒泥的洗桶、洗瓶排水。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
麦芒很长,和麦穗的长 度差不多,小麦的芒相 对来说要短,大麦的外 壳很难剥下来,小麦的 外壳在脱粒时已经掉了, 大麦粒两头较尖、较细 长。小麦粒两头较园、 较短、较园润。
②纯生啤酒:成品酒不用巴氏杀菌,而经超滤等方 法进行无菌过滤处理;
③熟啤酒:成品酒经巴氏杀菌处理。
啤酒生产工艺分为制麦芽、糖化、发酵及后
处理等四大工序。
1.麦芽制备工段
由原料大麦制成麦芽,习惯称为制麦,它是 啤酒生产的开始。发芽后制得的新鲜麦芽叫绿麦 芽,经干燥后的麦芽称为干麦芽。
麦芽制备的主要目的是:使大麦生成各种酶, 并使大麦胚乳中的成分在酶的作用下,达到适度 的溶解;去掉绿麦芽的生腥味,产生啤酒特有的 色、香和风味成分。
16、云无心以出岫,鸟倦飞而知还。 17、童孺纵行歌,斑白欢游诣。 18、福不虚至,祸不易来。 19、久在樊笼里,复得返自然。 20、羁鸟恋旧林,池鱼思故渊。
啤酒工业废水处理
啤酒工业废水处理
(Beer Industrial wastewater treatment )
第一节 啤酒生产工艺
一、啤酒生产的原辅料和生产用水 二、啤酒生产工艺
此工段中将产生麦汁冷却水、装置洗涤水、麦糟、 热凝固物和酒糟。装置洗涤水主要是糖化锅洗涤 水、过滤槽洗涤水和沉淀槽洗涤水。除此之外, 糖化过程还要排出酒花槽、热凝固物等大量悬浮 固体。在麦汁制备工段,每制1t成品酒,产生 CODcr污染物7.24kg,或BOD5污染物3.77kg。
麦芽制备工段分为大麦贮存、筛选、浸麦、 发芽、干燥和除根等6个工序。
图 制麦工艺过程
大麦
筛选
浸麦 发芽
干燥 成品麦芽 贮藏
排水
麦芽制备工段用水主要包括浸麦洗麦用水和
冷却用水两部分。
用水浸渍大麦,俗称浸麦。浸麦的目的在于 使麦粒吸水和吸氧、洗涤除尘、除杂以及除微生 物,并将麦皮内的部分有害成分浸出,为发芽提 供条件。
在麦芽制备段,每制1t成品酒,产生CODcr污染物
约2kg、
BOD5污染物约1kg:
表 国外浸麦废水的污染度
2.麦汁制备工段
麦汁制备过程俗称糖化。将麦芽粉碎后与温水混 合,借助麦芽自身的多种水解酶,将淀粉和蛋白 质等高分子物质进一步分解成可溶性低分子糖类、 糊精、氨基酸、胨、肽等,麦芽内容物的浸出率 可达80%,这就是糖化过程。
浸渍废水中含有大麦粒、瘪大麦、麦芒、麦皮和泥
砂等悬浮固体,以及谷皮内的浸出物,如单宁物质、矿
物质、蛋白质、苦味质等。
悬浮固体含量约占原大麦投加质量的2%左右。每
浸渍1t大麦产生CODcr污染物约10—12kg,或BOD5污 染物5—6kg,废水中挟带的浮麦量约20kg,这与国外
资料(表)提供的数据基本相符。
在浸麦时,浸麦用水中常投加化学药品,可 以加速麦皮中有害物质(如酚类等)的浸出,缩 短发芽周期,达到清洗和卫生的要求。如饱和澄 清石灰水、甲醛水溶液、高锰酸钾、氢氧化钠成 氢氧化钾溶液。
整个浸渍周期长达48-72d。随着排水时间的推延,
每一阶段产生的废水中含有机污染物浓度由高而低。根
据国内现行制麦工艺,每投产1t大麦大约耗水18-60m3。
1079年,德国人首先在酿制啤酒时添加了酒花,从 而使啤酒具有了清爽的苦味和芬芳的香味.从此后, 酒花被誉为“啤酒的灵魂”,成为啤酒酿造不可缺 少用非常大,名牌啤酒往
往与名泉等相联系,以糖化操作对水的要求最高, 它直接关系到啤酒质量的好坏。不同用途的水, 有不同的质量要求。
米所含的蛋白质、纤维素比大米多,特别是脂 肪含量高出大米好几倍,而淀粉的含量比大米 少10%左右,但比大麦略多。
4.酒花 酒花又称蛇麻花、啤酒花等,它是雌雄异
株,用于啤酒发酵的是成熟的雌花。酒花在啤 酒中的作用是:赋予啤酒香味和爽口苦味;提 高啤酒泡沫的持久性;使蛋白质沉淀,有利于 啤酒澄清;酒花有抑菌作用,将它加入麦芽汁 中能增强麦芽汁和啤酒的防腐能力。
以我国名酒青岛啤酒为例,其对水的碳酸盐硬度、 非碳酸盐硬度和总硬度的要求分别是 0.749mmol/L(2.1。d)、0.570mmol/L(1.6 。d)和 1.319mmol/L (3.7。d),水中存在碳酸氢钙会使麦 芽汁酸度降低。在用温水和麦芽汁调制糖化醪 (lao二声)时,如因水质而造成酸度不够高,往 往需要使用乳酸来调整pH值,或用加硫酸钙、离 子交换法等方法提高酸度。对含溶解盐类较多, 总硬度在3.208—7.842mmol/L(9。—22 。 d)的硬 水可用电渗析法除盐。
二、啤酒生产工艺
成品啤酒按杀菌形式可分成三类:
①鲜啤酒(生啤) :成品酒未经巴氏杀菌即出售, 因啤酒中保存了一部分营养丰富的酵母菌,所以口味 鲜美。但稳定性差,不能长时间存放,常温下保鲜期 仅一天左右,低温下可保存3天左右。其产品就地销 售,多数桶装鲜啤酒具有爽口美味的优点;(扎啤, 即重加二氧化碳鲜啤酒。由于这种啤酒多数以广口 瓶(Jar)为计量单位进行零售,故依其英语jar一词的 发音称为 “扎啤"。 )
一、啤酒生产的原辅料和生产用水
酿造啤酒的主要原料是大麦、水和酒花。 为降低生产成本,提高出酒率,改善啤酒风味 和色泽,增强啤酒的保存性,在糖化操作时, 常用大米、大麦、玉米和蔗糖等中的一种来代 替部分麦芽。在我国一般都用大米作辅料,而 欧美国家较普遍使用玉米。
1.大麦 选择大麦作为生产啤酒的主要原科,其原
2.大米 大米作为辅料,主要是为啤酒酿造提供淀粉
来源.一般大米用量为大麦质量的25%一45%。 大米淀粉含量比大麦、玉米高出10%一20%,而 蛋白质含量低于两者3%左右,为6%一9%。因 此,用大米代替部分麦芽,既可提高出酒率,又 对改善啤酒风味有利。
3.玉米 欧美国家较普遍用玉米作为辅助原料。玉