金刚石研磨膏型号及其规格
混凝土抛光剂的种类和规格

混凝土抛光剂的种类和规格一、前言混凝土抛光剂是一种用于抛光混凝土地面的化学制品,它可以让混凝土地面变得更加平滑、美观、耐磨。
本文将介绍混凝土抛光剂的种类和规格,供相关行业人士参考。
二、混凝土抛光剂的种类1. 金刚砂抛光剂金刚砂抛光剂是一种最常见的混凝土抛光剂,它是由金刚砂和其他化学物质混合而成的。
金刚砂抛光剂的硬度非常高,所以它可以用于抛光各种类型的混凝土地面。
2. 树脂抛光剂树脂抛光剂是一种由环氧树脂和其他化学物质混合而成的混凝土抛光剂。
它比金刚砂抛光剂更加柔软,所以它适用于抛光一些薄层混凝土地面。
3. 金刚石抛光剂金刚石抛光剂是一种由金刚石和其他化学物质混合而成的混凝土抛光剂。
金刚石抛光剂的硬度比金刚砂抛光剂还要高,所以它适用于抛光一些非常坚硬的混凝土地面。
4. 陶瓷抛光剂陶瓷抛光剂是一种由陶瓷颗粒和其他化学物质混合而成的混凝土抛光剂。
它适用于抛光一些具有高反光度要求的混凝土地面。
5. 氧化铝抛光剂氧化铝抛光剂是一种由氧化铝和其他化学物质混合而成的混凝土抛光剂。
它适用于抛光一些具有高反光度要求的混凝土地面。
三、混凝土抛光剂的规格1. 粒度混凝土抛光剂的粒度是指抛光剂中颗粒的大小,一般来说,颗粒越细,抛光效果越好。
混凝土抛光剂的粒度一般在30至3000目之间。
混凝土抛光剂的颜色也是一个重要的规格,一般来说,混凝土抛光剂的颜色应该与混凝土地面的颜色相匹配,这样可以让地面看起来更加自然。
3. 适用范围不同的混凝土抛光剂适用于不同的混凝土地面,例如金刚砂抛光剂适用于各种类型的混凝土地面,而树脂抛光剂则适用于薄层混凝土地面。
在选择混凝土抛光剂时,需要根据地面的类型和要求来选择合适的抛光剂。
4. 包装形式混凝土抛光剂的包装形式可以有多种选择,例如袋装、桶装、散装等。
在选择包装形式时,需要考虑到使用的方便性和经济性。
5. 其他规格除了以上几个规格外,混凝土抛光剂还有其他一些规格需要考虑,例如抛光剂的PH值、硬度、耐磨性等。
金刚石砂轮规格型号标准
金刚石砂轮规格型号标准在金属加工和磨削工业中,金刚石砂轮是一种重要的磨料工具。
其硬度高、耐磨损性强、切削速度快,常用于磨削高硬度材料,如各类合金、陶瓷和玻璃等。
金刚石砂轮的规格型号标准是确保其质量和性能的重要指标,本文将介绍金刚石砂轮的规格型号标准,帮助读者更好地选择和使用金刚石砂轮。
一、金刚石砂轮的规格金刚石砂轮的规格通常由直径、厚度和孔径三个参数来标识。
其中,直径是指砂轮工作面的直径,厚度是指砂轮的厚度,孔径则是指砂轮中心的孔的直径,这个孔用来安装在磨床的主轴上。
金刚石砂轮的直径一般有100mm、150mm、200mm等多种规格可选,厚度也有不同的选择范围,如20mm、25mm、30mm等。
孔径的大小通常与磨床的主轴相匹配,是便于砂轮的安装和固定。
二、金刚石砂轮的型号根据金刚石砂轮的具体用途和性能要求,还需要选择合适的砂轮型号。
常见的金刚石砂轮型号有1A1、11A2、6A2、12A2等,每个型号都有不同的特点和适用范围。
1. 1A1型金刚石砂轮1A1型金刚石砂轮是一种平面砂轮,其主要用于对各种材料的平面磨削。
该型号的砂轮结构紧密,磨削效率高,表面加工质量好。
适用于磨削硬度高的合金材料、陶瓷和石材等。
2. 11A2型金刚石砂轮11A2型金刚石砂轮是一种碟形砂轮,其特点是具有较大的孔径,用来进行内圆磨削。
该型号的砂轮适用于对轴承外圈、油封等零件进行磨削。
3. 6A2型金刚石砂轮6A2型金刚石砂轮是一种碟形砂轮,适用于刃磨刀具和切削工具。
该型号的砂轮具有较大的厚度,磨削时稳定性好,适用于对较大尺寸的工具进行磨削。
4. 12A2型金刚石砂轮12A2型金刚石砂轮是一种碟形砂轮,适用于刃磨锥形刀具和大尺寸的平刀。
该型号的砂轮具有大孔径,适用于磨削直径较大的工具。
除了以上几种常见的型号外,金刚石砂轮还有其他的型号,如1V1、12V9、14A1等。
不同的型号适用于不同的磨削任务和材料。
三、金刚石砂轮的标准1. GB/T 6409.1-2002《磨料砂轮特种砂轮》是中国国家标准中关于金刚石砂轮的规格型号标准。
金刚石研磨膏

W40 (320目)粗磨抛光
W28 (400目)普通抛光
W20 (600目)普通抛光
W14 (800目)普通抛光
W10 (1000目)普通抛光
W7 (1500目)精细抛光
W5 (2000目)精细抛光
W3.5(3000目)精细抛光
W2.5(4000目)精细抛光
W1.5(6000目)镜ห้องสมุดไป่ตู้抛光
W1 (8000目)镜面抛光
W0.5(10000目)镜面抛光
金刚石研磨膏分油溶和水溶两种,油溶一般用于高硬材料的研磨抛光:水溶用于玻璃、陶瓷、宝石等脆硬材料的量具、刀具、密封件的研磨和抛光使用。(这个是油溶性)
粒度分为:W0.5,W1,W1.5,W2.5,W3.5,W5,W7,W10,W14,W20,W28,W40
其中W0.5最细,W40最粗,由粗到细分别可用于研磨,精磨,抛光,精抛,最后可出镜面效果
金刚石研磨膏,又称钻石研磨膏,是用金刚石微粉和其它原材料精细配制而成,对于研磨和抛光是一种比较理想的研磨膏剂,具有良好的润滑和冷却性能,其中金刚石颗粒硬度较高,粒度均匀,磨削效果好,适用于玻璃,陶瓷,硬质合金,天然钻石,宝石等高硬度材料制成的量具,刃具,光学仪器和其它高光洁度工件的加工。具有高效,方便,无污染,不腐蚀等特点。
金刚石砂轮规格型号标准
金刚石砂轮规格型号标准
金刚石砂轮的规格型号标准通常由以下七个部分组成:
1. 砂轮直径(D):表示砂轮的直径大小,单位通常为毫米(mm)。
2. 砂轮厚度(T):表示砂轮的厚度大小,单位通常为毫米(mm)。
3. 砂轮孔径(H):表示砂轮内孔的直径大小,单位通常为毫
米(mm)。
4. 砂轮结构(B):表示刃磨颗粒的密度和排列方式,常见的
结构有单层结构(D)和多层结构(M)。
5. 砂轮结合剂(X):表示刃磨颗粒与结合剂之间的软硬程度,常见的结合剂有陶瓷结合剂(C、B)和树脂结合剂(R、MB)等。
6. 砂轮颗粒大小(W):表示刃磨颗粒大小的标准,常见的颗粒大小有粗糙号(24、36、46)和细糙号(80、120、240)等。
7. 砂轮标识符(V):表示砂轮特殊用途或其他特殊需求,如
砂轮用途(P表示平面磨削、C表示中心孔磨削等)或砂轮材
质(SD表示金刚石,CBN表示立方氮化硼)等。
因此,一个典型的金刚石砂轮规格型号标准可以表示为:
D*T*H-BX*WX-V,其中X、W和V可选。
具体的规格型号标准可能会有所差异,根据不同的应用场景和需求,可能会有一些额外的规格参数。
金相观察实验

实验1 金相显微镜的使用及金相试样的制备一、实验目的1)掌握金相试样制备的基本方法2)掌握金相显微镜的使用方法二、原理概述(一)金相显微镜的构造光学金相显微镜的构造一般包括放大系统、光路系统和机械系统三部分,其中放大系统是显微镜的关键部分。
(二) 使用显微镜时应注意的事项l)操作者的手必须洗净擦干,并保持环境的清洁、并保持环境的清洁、干燥;2)用低压钨丝灯泡作光源时,接通电源必须通过变压器,切不可误接在220V 电源上;3)更换物镜、目镜时要格外小心,严防失手落地;4)调节物体和物镜前透镜间轴向距离(以下简称聚焦)时,必须首先弄清粗调旋钮转向与载物台升降方向的关系。
初学者应该先用粗调旋钮将物镜调至尽量靠近物体,但绝不可接触。
然后仔细观察视场内的亮度并同时用粗调旋钮缓慢将物镜向远离物体方向调节。
待视场内忽然变得明亮甚至出现映象时,换用微调旋钮调至映象最清晰为止。
6)用油系物镜时,滴油量不宜过多,用完后必须立即用二甲苯洗净、擦干;7)待观察的试样必须完全吹干,用氢氟酸浸蚀过的试样吹干时间要长些,因氢氟酸对镜片有严重腐蚀作用。
(三)金相试样制备随着科学技术的发展,研究金属材料内部组织的手段也在不断增加。
然而光学金相显微分析仍然是最基本的方法。
光学金相显微分析的第一步是制备试样,将待观察的试样表面磨制成光亮无痕的镜面,然后经过浸蚀才能分析组织形态。
如因制备不当,在观察面上出现划痕、凹坑、水迹、变形层或浸蚀过深过浅都会影响正确的分析。
因此制备出高质量的试样对组织分析是很重要的。
金相试样制备过程一般包括:取样、粗磨、细磨、抛光和浸蚀五个步骤。
1.取样从需要检测的金属材料和零件上截取试样称为"取样"。
取样的部位和磨面的选择必须根据分析要求而定。
截取方法有多种,对于软材料可以用锯、车、刨等方法;对于硬材料可以用砂轮切片机或线切割机等切割的方法,对于硬而脆的材料可以用锤击的方法。
无论用哪种方法都应注意,尽量避免和减轻因塑性变形或受热引起的组织失真现象。
研磨膏规格
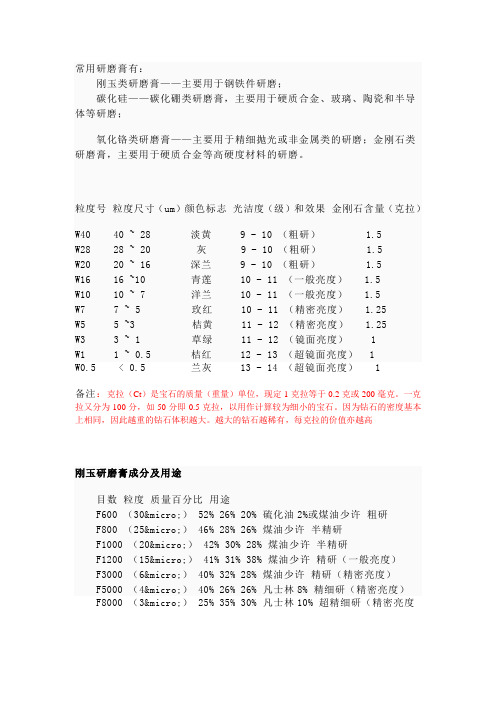
常用研磨膏有:刚玉类研磨膏——主要用于钢铁件研磨;碳化硅——碳化硼类研磨膏,主要用于硬质合金、玻璃、陶瓷和半导体等研磨;氧化铬类研磨膏——主要用于精细抛光或非金属类的研磨;金刚石类研磨膏,主要用于硬质合金等高硬度材料的研磨。
粒度号粒度尺寸(um)颜色标志光洁度(级)和效果金刚石含量(克拉)W40 40 ~ 28 淡黄 9 - 10 (粗研) 1.5W28 28 ~ 20 灰 9 - 10 (粗研) 1.5W20 20 ~ 16 深兰 9 - 10 (粗研) 1.5W16 16 ~10 青莲 10 - 11 (一般亮度) 1.5W10 10 ~ 7 洋兰 10 - 11 (一般亮度) 1.5W7 7 ~ 5 玫红 10 - 11 (精密亮度) 1.25W5 5 ~3 桔黄 11 - 12 (精密亮度) 1.25W3 3 ~ 1 草绿 11 - 12 (镜面亮度) 1W1 1 ~ 0.5 桔红 12 - 13 (超镜面亮度) 1W0.5 < 0.5 兰灰 13 - 14 (超镜面亮度) 1备注:克拉(Ct)是宝石的质量(重量)单位,现定1克拉等于0.2克或200毫克。
一克拉又分为100分,如50分即0.5克拉,以用作计算较为细小的宝石。
因为钻石的密度基本上相同,因此越重的钻石体积越大。
越大的钻石越稀有,每克拉的价值亦越高刚玉研磨膏成分及用途目数粒度质量百分比用途F600 (30µ) 52% 26% 20% 硫化油2%或煤油少许粗研F800 (25µ) 46% 28% 26% 煤油少许半精研F1000 (20µ) 42% 30% 28% 煤油少许半精研F1200 (15µ) 41% 31% 38% 煤油少许精研(一般亮度)F3000 (6µ) 40% 32% 28% 煤油少许精研(精密亮度)F5000 (4µ) 40% 26% 26% 凡士林8% 精细研(精密亮度)F8000 (3µ) 25% 35% 30% 凡士林10% 超精细研(精密亮度。
金刚石砂轮规格型号标准
金刚石砂轮规格型号标准金刚石砂轮是一种常用的磨削工具,广泛应用于各个行业中。
它具有硬度高、耐磨、耐高温等特点,因此在加工材料时具有较好的效果。
为了方便使用和管理,金刚石砂轮的规格型号标准是必不可少的。
下面将介绍金刚石砂轮规格型号标准的相关内容。
金刚石砂轮的规格型号标准主要包括以下几个方面:直径、厚度、孔径、结构、粒度等。
首先是直径。
金刚石砂轮的直径一般以毫米(mm)为单位进行表示,常见的直径有100mm、150mm、200mm等。
直径的选择要根据具体的加工需求来确定,一般来说,直径越大,砂轮的磨削效果越好,但也会增加成本和加工难度。
其次是厚度。
金刚石砂轮的厚度也是以毫米(mm)为单位进行表示,常见的厚度有10mm、20mm、30mm等。
厚度的选择要根据需要加工的材料来确定,一般来说,对于硬度较高的材料,需要选择较薄的砂轮,而对于硬度较低的材料,则可以选择较厚的砂轮。
再次是孔径。
金刚石砂轮的孔径也是以毫米(mm)为单位进行表示,常见的孔径有20mm、25mm、32mm等。
孔径的选择要根据使用的砂轮安装设备的要求来确定,一般来说,孔径越大,适用范围越广。
接下来是结构。
金刚石砂轮的结构主要包括两种类型:单层结构和多层结构。
单层结构的金刚石砂轮一般用于粗加工和修整加工,而多层结构的金刚石砂轮则适用于精加工和抛光加工。
最后是粒度。
金刚石砂轮的粒度表示了其磨削颗粒的大小,一般以目数(目/英寸)或目数(目/厘米)来表示。
常见的粒度有60目、80目、120目等。
粒度越大,颗粒越细,表面光洁度越高,但磨削速度相对较慢;粒度越小,颗粒越粗,磨削速度相对较快,但表面光洁度较低。
除了以上几个方面外,金刚石砂轮的规格型号标准还包括其他一些参数,例如硬度、结合剂等。
这些参数会根据具体的加工需求和使用环境来确定。
总之,金刚石砂轮规格型号标准是为了方便使用和管理而制定的,它涵盖了直径、厚度、孔径、结构、粒度等多个方面。
在选择金刚石砂轮时,需要根据具体的加工需求和使用环境来确定合适的规格型号。
金刚石砂轮规格型号及选购技巧
金刚石砂轮规格种类按照不同的形状和类型及其技术参数可以分为好多中。
有80*8*13*5 , 100*10*13*5 , 100*10*16*5 ,100*10*20*5,125*10*13*8,125*10*16*8 , 125*10*25*8 , 125*10*32*8 , 150*10*13*8 , 150*10*32*8等规格型号。
厂家可以根据用户的需求进行定制,使您不再受产品规格的限制。
至于说具体的选购技巧,有这几点:技巧一,粒度越大的金刚石砂轮,为避免金刚石砂轮被磨屑阻塞,一般要选择较软的金刚石砂轮。
技巧二,用冷却液磨削要比干磨时的金刚石砂轮硬度高1~2小级。
技巧三,在同等磨削条件下,用树脂结合剂砂轮比陶瓷结合剂砂轮的硬度要高1~2小级。
技巧四,金刚石砂轮旋转速度高时,金刚石砂轮的硬度可选软1~2小级。
技巧五,端面磨与圆周磨削相比,应选更软些的金刚石砂轮。
技巧六,磨削导热性差的工件应选较软的金刚石砂轮。
技巧七,工件越硬,选择金刚石砂轮越软,工件越软,选择的金刚石砂轮越硬。
技巧八,金刚石砂轮与工件接触面越大,选择越软金刚石砂轮,反之,就选择硬度高的金刚石砂轮。
技巧九,精磨和成型磨削时应选择较硬的金刚石砂轮,以保持金刚石砂轮必要的形状精度。
消费者在选购金刚石砂轮的时候,可适当参考以上选购技巧,以最合理的价格挑选最合适的金刚石砂轮。