游标卡尺检验报告
游标卡尺精度检验报告
游标卡尺精度检验报告一、检验目的本报告旨在对游标卡尺的精度进行检验,以确保其符合标准要求。
二、检验方法1. 首先,准备好标准长度块,并确保其精确度已经得到验证。
2. 将待检测的游标卡尺放置在水平平台上,确保其零刻度对齐。
3. 使用游标卡尺测量标准长度块,并记录读数。
4. 将游标卡尺的可动颗粒移至另一个位置,再次测量标准长度块,并记录读数。
5. 重复上述步骤3和4,直到测量完所有的标准长度块。
6. 计算游标卡尺的误差,并与标准误差进行比较。
三、实施过程根据上述检验方法,我们使用仪器仪表工具对游标卡尺进行了精度检验。
经过多次重复测量,我们得到了以下结果:长度块 | 第一次读数 | 第二次读数 | 第三次读数 | 平均读数-------- |--------- |--------- |--------- |---------0.1mm | 0.09mm | 0.08mm | 0.10mm | 0.09mm0.5mm | 0.49mm | 0.48mm | 0.50mm | 0.49mm1.0mm | 1.02mm | 0.98mm | 1.00mm | 1.00mm .........根据以上数据计算得到的误差如下:长度块 | 误差-------- |---------0.1mm | 0.01mm0.5mm | 0.01mm1.0mm | 0.02mm.........四、结论通过对游标卡尺的精度检验,我们得出以下结论:1. 游标卡尺在测量0.1mm、0.5mm、1.0mm等不同长度块时,其测量误差分别为0.01mm、0.01mm、0.02mm等。
2. 游标卡尺的精度符合标准要求。
五、建议鉴于游标卡尺的精度检验结果符合标准要求,我们建议继续使用该游标卡尺进行相关测量工作。
六、附件1. 游标卡尺精度检验记录表以上为游标卡尺精度检验报告的内容。
热能表出厂检验报告

产品名称
规格型号
检验数量
水温
主要检测设备
检测设备: 热水流量标准装置 型号: DN15-25
证书有效期: 2014年5月2日
检测设备: 游标卡尺 型号: 0-300mm 编号: 5136 准确度: 四等
证书有效期: 2013年1月2日
证书有效期:2013年1月2日
序号
8、外壳是否打上铅封, 是否有严谨拆卸标志
2
显示
显示内容
显示值和单位必须标注清晰、明确, 并同时符合CJ 128-2007中5.2技术要求
3
数据储存
应按月储存热量、累计流量和对应的时间;应至少储存最近18个月的数据
4
前度和密封性
在介质温度为最高工作温度减10℃, 压力为最大工作压力的1.6倍时, 不得损坏和渗漏
检测项目/名称
检测内容
检测结果
1
外观检查
1.铭牌及壳体标记是否齐全、清晰
2.指示装置是否可提供易读、清晰、可靠的体积示值
3.测量单位、符号和位置是否符合要求
4.指示范围是否符合要求
5.颜色标志是否符合要求
6.壳体表面不得有毛刺、划痕、裂纹、锈浊、霉斑和涂层剥落现象
7、液晶显示数字是否醒目、整齐, 表示功能的文字符号和标志是否清晰、完整、端正
抗磁干扰
当受到强度不大于100kA/m的磁场干扰时, 不影响其计量特性
电பைடு நூலகம்绝缘性
符合GB 4706.1标准规定
外壳防护等级
不能完全防止尘埃进入, 但进入的灰尘量不得影响设备的正常运行, 不得影响安全;当外壳的各垂直面在15°范围内倾斜时, 垂直滴水应无有害影响
封印
尺寸检查报告
尺寸检查报告【导言】本报告详细记录了对所测量的产品尺寸进行检查的过程和结果。
通过严格遵循尺寸测量标准和操作流程,确保产品的尺寸符合设计要求。
以下是尺寸检查报告的具体内容:【产品信息】产品名称:产品型号:生产日期:检验日期:检验人员:【检查过程】在尺寸检查过程中,我们使用了准确的测量工具和设备,如卡尺、游标卡尺和投影仪等。
每个尺寸测量都进行了多次重复,以确保准确性和可靠性。
下面是我们进行尺寸检查的过程:1. 测量点确定:我们首先根据产品的设计图纸和规格要求,确定了需要进行尺寸检查的测量点位置。
2. 工具校准:在测量之前,我们对使用的测量工具进行了校准,以确保其准确度和稳定性。
3. 尺寸测量:在确定的测量点上,我们使用相应的测量工具进行尺寸测量。
每个尺寸都进行了多次测量,然后计算其平均值。
4. 数据记录和分析:我们将每个测量结果记录下来,并进行了数据分析,以找出任何尺寸偏差或异常情况。
【检查结果】根据对产品尺寸的检查和分析,我们得出了以下结论:1. 尺寸符合要求:对大部分测量尺寸而言,其结果与设计要求完全符合,尺寸偏差在可接受范围内。
2. 尺寸超出要求:在少数测量点上,我们发现了一些尺寸超出了设计要求的情况。
这些超出的尺寸可能会影响产品的功能和性能,需要及时调整和修正。
3. 尺寸偏差:除了超出要求的尺寸外,我们还发现了一些尺寸偏差的情况。
尺寸偏差可能是由于生产过程中的误差或材料收缩等原因造成的。
【建议和改进措施】基于对尺寸检查结果的分析,我们提出了以下建议和改进措施:1. 对超出要求的尺寸进行调整:针对超出要求的尺寸情况,需要及时进行调整和修正,以确保产品的功能和性能符合设计要求。
2. 研究并解决尺寸偏差问题:针对尺寸偏差的情况,需要深入研究其原因,并采取相应的改进措施,以减少生产过程中的误差和材料收缩对尺寸的影响。
3. 强化质量控制:需要加强对产品尺寸的质量控制,确保尺寸测量的准确性和稳定性,以提高产品的一致性和可靠性。
型式检验报告

外观要求
风量 性能指标 设备阻力 运行噪音 安全要求
装配要求
符合HJ/T3892007 4.3项规定 目测/电阻表 要求 零配件牢固,检 查门、灵活、可 手动测试 靠、方便 线路整齐,接头 牢固,标志齐全 目测/通电测 正确,通电运行 试 正常 符合GB 162971996要求 合格 气
排放监测 判定结果
型式检验报告
产品名称 型号 检验项目名称 结构尺寸 抽检数量 检验标准 符合图纸和文件 要求 外观无磕碰,划 伤、锈斑等明显 不良 应符合产品标签/ 铭牌上的明示值 ≤0.25kpa <85db(A) 检验方法 目测/卷尺/ 游标卡尺 目测/卷尺/ 游标卡尺 风速仪 压差计 压差计 检验日期 检验结果 备注
车灯成品检验报告模板
电源设定
3
稳态电流
DC13.2V±
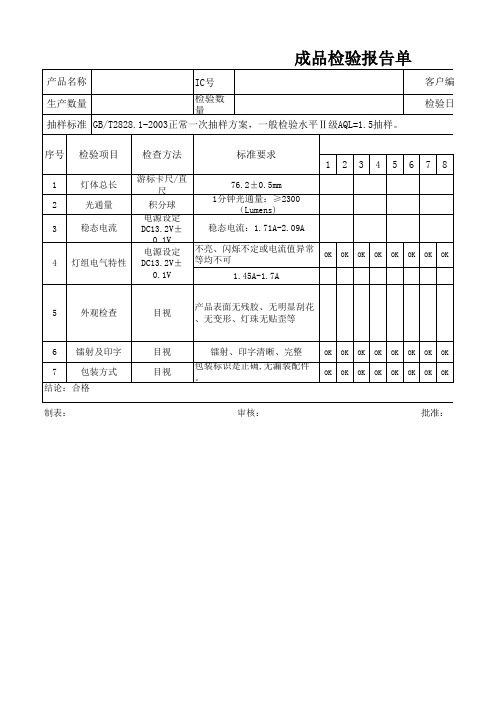
稳态电流:1.71A-2.09A
0.1V
4
灯组电气特性
电源设定 DC13.2V±
Байду номын сангаас
不亮、闪烁不定或电流值异常
等均不可
OK OK OK OK OK OK OK OK
0.1V
1.45A-1.7A
检验结
5
外观检查
目视
产品表面无残胶、无明显刮花 、无变形、灯珠无贴歪等
6 镭射及印字
7
包装方式
结论:合格
制表:
目视 目视
镭射、印字清晰、完整
包装标识是正确,无漏装配件 。
OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK OK
审核:
批准:
单
客户编号 检验日期
检验结果
9
10 11 12 13 14 15 16 17 18 19
~ 200
每批抽5pcs
无异常
每批抽5pcs
无异常
每批抽5pcs
无异常
OK OK OK OK OK OK OK OK OK OK OK 无异常 无异常
无异常
OK OK OK OK OK OK OK OK OK OK OK 无异常 OK OK OK OK OK OK OK OK OK OK OK 无异常
批准:
成品检验报告单
产品名称
IC号
生产数量
检验数 量
抽样标准 GB/T2828.1-2003正常一次抽样方案,一般检验水平Ⅱ级AQL=1.5抽样。
客户编号 检验日期
序号 检验项目 检查方法
标准要求
尺寸检验报告

尺寸检验报告尺寸检验是产品质量控制中非常重要的一环,通过对产品尺寸的检验,可以确保产品符合设计要求,满足客户需求,保证产品质量稳定可靠。
本报告将对某产品的尺寸检验过程和结果进行详细描述。
首先,我们对产品的长度、宽度、高度等尺寸进行了精确测量。
通过使用精密的测量工具,如游标卡尺、千分尺等,我们对产品的各项尺寸进行了准确的测量,并记录在案。
在测量过程中,我们严格按照标准操作规程进行,确保测量结果的准确性和可靠性。
接下来,我们对测量结果进行了统计分析。
通过对多次测量结果的比对和分析,我们得出了产品尺寸的平均值、标准偏差等统计指标。
这些统计指标可以帮助我们全面了解产品尺寸的分布情况,及时发现尺寸偏差和异常情况。
在尺寸检验的过程中,我们还对产品的尺寸偏差进行了评定。
根据设计要求和相关标准,我们对产品的尺寸偏差进行了合理的评定,并与设计要求进行比对。
通过这一步骤,我们可以及时发现产品尺寸偏差是否在允许范围内,从而及时采取相应的措施,保证产品质量。
最后,我们将尺寸检验的结果进行了详细的记录和整理,并编制了尺寸检验报告。
报告中包括了产品的尺寸测量数据、统计分析结果、尺寸偏差评定等内容。
这些内容将为产品质量控制和改进提供重要的参考依据。
通过本次尺寸检验,我们全面了解了产品的尺寸情况,及时发现了尺寸偏差和异常情况,并对产品的质量稳定性进行了有效的控制。
尺寸检验报告的编制也为产品的质量管理提供了重要的数据支持和参考依据。
总之,尺寸检验是产品质量控制中不可或缺的一环,通过严格的尺寸检验,可以确保产品的尺寸稳定可靠,满足客户需求,提高产品质量和竞争力。
我们将继续加强尺寸检验工作,不断提升产品质量管理水平,为客户提供更优质的产品和服务。
起重机械施工自行检验报告完整版
编号:
起重机械施工自行检验报告
(施工升降机)
填写说明
1、本报告是依据TSG Q7016-2008《起重机械安装改造重大维修监督检验规则》和施工单位单位起重机械质量管理体系文件要求,对起重机械进行施工的自行检验报告。
2、报告应当由计算机打印输出,或者用钢笔、签字笔填写,字迹要工整,涂改无效。
3、报告中带“□”
技术规范填写。
4、检验信息、设备参数封页、工程概况栏目应严格依据依照实际情况完整、详细选取、填写。
5、“施工开始日期”应填写办理完告知手续在监检机构报检后的设备安装开始日期(不含基础、道轨安装);“施工结束日期”应填写设备安装完成日期;“检验日期”应填写检验工作完成日期。
6、检验项目“检验结果”栏的填写:
a、要求测试数据的项目,应在栏内填写实际测量后经过处理的数据;
b、未要求测试数据的项目,用“符合”表示符合检验内容要求;用“不符合”表示不符合检验内容要求;
c、设备不存在的检验项目或未经检验的项目,用“无此项”表示。
7、检验项目“检验结论”栏的填写:
a、相应“检验结果”栏为符合时,填写“合格”;
b、相应“检验结果”栏为不符合时,填写“不合格”;
c、相应“检验结果”栏为“无此项”时,填写“无此项”。
8、“备注”栏的填写检验人员认为应记载的事项。
9、本报告必须有检验、审核、批准人员、监检人员的签字和施工、使用单位的签章,否则无效。
10、本报告的填写还应同时符合施工单位质量管理体系相关作业指导书有关填写规定。
11. 本报告一式三份,由检验机构、使用单位、施工单位分别保存。
施工升降机施工自行检验记录附页。
全尺寸检验报告
PPAP
供方名称 : 哈尔滨天烨轴承有限公司 供方代码:
乙方检验结论:合格 (盖检验章) 注:。 检验: 审核:
甲方检验结论:
检验日期:
天烨轴承ห้องสมุดไป่ตู้限公司
全尺寸检验报告 手工样件 工装样件
零件编号: 54RCT3502 零件名称: 汽车离合器轴承 图纸更改日期: 检验机构名称:哈尔滨天烨轴承有限公司质检部 尺寸序号 Number 尺寸要求 Characteristic Dimension 01 02 03 04 05 06 07 08 09 10 11 12 轴承单元内径尺寸φ35.05~φ35.30 接触圆直径φ54 单总高44.5±05 单元配合高34±0.5 拨叉宽度43.5±0.5 内外圈硬度HRC60~64 旋转灵活性 手感无噪音 外观无锈蚀、划伤 型号标识清楚 调心力50~200N 调心量1.2-1.7 是否KPC KPC Yes/No Y N N Y Y Y N N N N N Y 检测方法 inspection method 专用止通规 游标卡尺 游标卡尺 游标卡尺 游标卡尺 硬度计 转动 转动 目测 目测 测力计 游标卡尺 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 62 合格 合格 合格 合格 100N 1.5 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 63 合格 合格 合格 合格 100N 1.4 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 62 合格 合格 合格 合格 100N 1.5 序列号 Serial No S序列号 Serial No S序列号 Serial No S-
模具试模检验报告
模具厂
模具试模检验报告
第 次修改模试模
模具图号
制品材料
记录整理编号: 客户方
模具设计
制模组别
模腔数
模具宽高厚
检查日期
◆图面规格 No ◆测量项目
◆外观品质
最终判定
品检员
尺 寸 检 查测 量 值 记 入 上 栏
(对检查发现的不良项在尺寸下标“~”进行区别)
No
1
2
3
4 判 定 测量工具
三座标量床CM 二次元量床2D
激光抄数仪JG 投影仪FR
第一联(白)存根
第二联(红)市场部
第三联(黄)技术部
第四联(蓝)生产部
. .
◆图面规格 ◆测量项目 ◆外观品质
确认者
尺寸检查测量值记入上栏
(对检查发现的不良项在尺寸下标“~”进行区别)
1
2
3
4 பைடு நூலகம் 定 测量工具
常用量 具代号
游标卡尺SC 内外径千分尺LM 深度千分尺SL 双柱带表高度规HG 万能角度尺WL 量块GB
略图考备说明:
测厚规TG 针规PIN
杠杆式百分表T1OO 跳动式百分表TD
图面规格测量项目外观品质对检查发现的不良项在尺寸下标进行区别图面规格测量项目外观品质对检查发现的不良项在尺寸下标进行区别常用量具代号游标卡尺sc内外径千分尺lm深度千分尺sl测厚规tg杠杆式百分表t1oo三座标量床cm激光抄数仪jg双柱带表高度规hg万能角度尺wl量块gb针规pin跳动式百分表td二次元量床2d投影仪fr略图考备说明
游标卡尺检验项目及标准
5
刻线宽度
工具显微镜
6
内、外测量爪伸出长度差
2级塞尺
手感或弹簧测力计
17
尺框自锁装置的制动力和起动灵活性
手感或弹簧测力计
18
零、尾刻线不重合度
5倍放大镜或工具显微镜
1
内、外测量爪测量面及其他测量面硬度
维氏、洛氏硬度计或无损检测器具
C类不合格
(主要项目)
1
轻度外观缺陷
目测
D类不合格
(主要项目)
2
微动装置
目测、手感
3
内、外测量爪最小伸出长度
钢直尺
4
圆弧内测量爪合并宽度
2级塞尺
8
外测量爪测量面平面度
2级平晶或刀口尺
9
外测量爪测量面合并间隙
光隙法
10
外测量爪测量面合平行度
3级或6等量块
11
圆弧内测量爪平行度
千分尺
12
刀口内测量爪平行度
3级或6等量块、千分尺
13
标志
目测
14
尺框对尺身的晃动量
手感或弹簧测力计、百分表
15
防锈外包装情况
目测、圆尺、湿度计
16
尺框和微动装置沿尺身移动时移动力和移动力变化
************科技有限公司
****************TechnicalCo. ,Ltd.
游标卡尺检验报告
卡尺编号:检验日期:年月日
序号
检验项目
检验方法(检具)
不合格分类
1
外测量爪指示误差
3级或6等量块
A类不合格
(综合精度)
2Байду номын сангаас
内测量爪尺寸偏差
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XXXXXXXXXX质量检验所
检验报告
(2017)XX检JD字第0112号
共3页第1页
检验结论:
该样品经委托抽样检验,符合JJG 30-2002 中华人民共和国国家计量检定规
程(通用卡尺)标准规定的要求,判该批产品合格。
(检验报告专用章)
签发日期:2017年3月06日备注:
主要仪器设备:电子台秤读数显微镜尺类量具检定仪
注:1、现场检验在受检单位仓库内
2、由委托方提供
批准审核主检
XXXXXXXXXXXXX质量检验所
检验报告
(续页)
(2017)XXXX检JD字第0112号
共3页第2页
序号检验项目单位标准要求检验结果单项
判定1测量范围mm有限测量0—150mm150mm合格2游标读数值mm0.020.02合格3最大允许误差mm±(0.02+0.02L)mm-0.01合格4型式/GB/T1214.2.1996Ⅰ型合格
保持表面清洁、无油污不应有碰伤、
符合合格5外观/
锈鉵或其他缺陷游标刻线和数字应
XXXXXXXX质量检验所
检验报告
(续页)
(2017)XXXX检JD字第0112号
共3页第3页。