机械制造工艺学答案第一章
机械制造工艺学(王先逵)第一章参考答案(部分)
1-6 什么是机械加工工艺过程?什么是机械加工工艺系统?机械加工工艺过程是机械产品生产的过程的一部分,是直接生产过程,其原意是指采取金属切削刀具来加工工件或磨具来加工工件,使之达到所要求的形状、尺寸、表面粗糙度和力学物理性能,成为合格零件的生产过程。
机械加工工艺系统是零件进行机械加工时,必须具备一定的条件,即要有一个系统来支持。
通常,一个系统是由物质分系统、能量分系统和信息分系统所组成。
1-7 什么是工序、安装、工位、工步和走刀?1.工序:一个(或一组)工人在一个工作地点对一个(或同时对JL 个)工件连续完成的那一部分工艺过程。
2.安装:如果在一个工序中需要对工件进行几次装夹,则每次装夹下完成的那部分工序内容称为一个安装。
3.工位:在工件的一次安装中,通过分度(或移位)装置,使工件相对于机床床身变换加工置,则把每一个加工位置上的安装内容称为工位。
4.工步:加工表面、切削刀具、切削速度和进给量都不变的情况下所完成的工位内容,称为一个工步。
5.走刀:切削刀具在加工表面上切削一次所完成的工步内容,称为一次走刀。
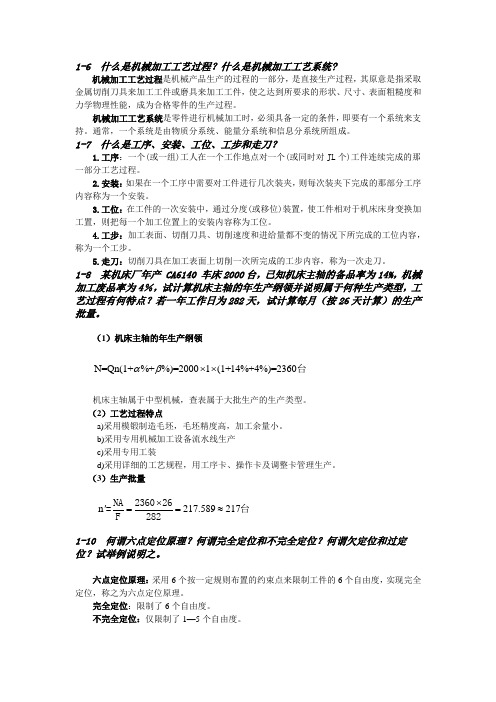
1-8 某机床厂年产 CA6140 车床2000台,已知机床主轴的备品率为14%,机械加工废品率为4%,试计算机床主轴的年生产纲领并说明属于何种生产类型,工艺过程有何特点?若一年工作日为282天,试计算每月(按26天计算)的生产批量。
(1)机床主轴的年生产纲领N=Qn(1+%+%)=20001(1+14%+4%)=2360αβ⨯⨯台机床主轴属于中型机械,查表属于大批生产的生产类型。
(2)工艺过程特点a)采用模锻制造毛坯,毛坯精度高,加工余量小。
b)采用专用机械加工设备流水线生产c)采用专用工装d)采用详细的工艺规程,用工序卡、操作卡及调整卡管理生产。
(3)生产批量n 217.589217⨯'==≈NA 236026=台F 2821-10 何谓六点定位原理?何谓完全定位和不完全定位?何谓欠定位和过定位?试举例说明之。
机械制造工艺学习题集(第1章)参考答案(1211修订)
第1 章习题参考答案第1 章练习题(单项选择)1X1-1 答案:①同一台机床1X1-2 答案:①材料去除法1X1-3 答案:③分层制造1X1-4 答案:③相切法1X1-5 答案:③不断地把切削层投入切削的运动1X1-6 答案:①砂轮的回转运动1X1-7 答案:②均由刀具来完成1X1-8 答案:②锻件1X1-9 答案:①铸件1X1-10 答案:①设计1X1-11 答案:②一面两孔1X1-12 答案:④正常加工1X1-13 答案:③粗车-半精车-精车(此题序号错)1X1-14 答案:④粗车—半精车—粗磨—精磨1X1-15 答案:①粗镗—半精镗—精镗1X1-16 答案:①切削加工之前1X1-17 答案:①上道工序尺寸公差与本道工序尺寸公差之和1X1-18 答案:③增环的下偏差之和减去减环的上偏差之和1X1-19 答案:④各组成环公差平方和的平方根1X1-20 答案:①成组技术1X1-21 答案:①寻找最短路径1X1-22 答案:④机械加工工艺过程1X1-23 答案:③辅助基准1X1-24 答案:②零件结构对加工可行性的影响1X1-25 答案:③减少了零件生产的单件工时1X1-26 答案:③Ta+Tb1X1-27 答案:①钻孔1X1-28 答案:③模锻的毛坯1X1-29 答案:②工序第1 章练习题(多项选择)1X2-1 答案:①加工表面②切削刀具1X2-2 答案:①广泛采用高效专用设备和工具②设备通常布置成流水线形式③广泛采用互换装配方法1X2-3 答案:①CAD 技术②计算机数控技术④材料科学1X2-4 答案:①主运动②进给运动1X2-5 答案:①单独由工件②单独由刀具③分别由工件和刀具④分别由刀具和工件1X2-6 答案:①工件的转动②工件的平动③刀具的转动④刀具的平动1X2-7 答案:①切削速度②进给量③切削深度1X2-8 答案:①类别代号③组别和型别代号④主要性能参数代号1X2-9 答案:①工作台面的平面度②导轨的直线度③溜板运动对主轴轴线的平行度1X2-10 答案:①保证相互位置关系原则②保证加工余量均匀分配原则1X2-11 答案:②有利于保证被加工面之间的位置精度③可以简化夹具设计与制造1X2-12 答案:①车削②铣削③磨削④拉削1X2-13 答案:①提高加工表面尺寸精度②提高加工表面形状精度③降低加工表面粗糙度1X2-14 答案:①先基准后其他②先主后次③先面后孔1X2-15 答案:①易于保证加工面之间的位置精度②便于管理④可以减小工件装夹时间1X2-16 答案:③上一工序表面粗糙度和表面缺陷层厚度④上一工序留下的形位误差1X2-17 答案:③派生式④创成式1X2-18 答案:①成组编码法②形面描述法④从CAD 系统直接获取零件信息1X2-19 答案:①易于理解②易于编程1X2-20 答案:①基本时间②辅助时间④工作地服务时间1X2-21 答案:①装卸工件时间②开停机床时间③测量工件时间1X2-22 答案:①缩短基本时间②缩短辅助时间④缩短工作地服务时间1X2-23 答案:①设计变量②目标函数③约束条件1X2-24 答案:①切削速度②进给量1X2-25 答案:①最短工序时间②最小工序成本③最大工序利润第2 章练习题(判断题)1X3-1 答案:∨1X3-2 答案:×1X3-3 答案:∨1X3-4 答案:×1X3-5 答案:×1X3-6 答案:×1X3-7 答案:∨1X3-8 答案:×提示:划线找正装夹精度不高,很少用于精加工工序。
机械制造工艺学_部分课后题答案
• 4)修配装配法:适用于成批或单件小批生产,装配精度要求较高, 组成环较多的场合;
• 5)调整装配法:适用于装配精度要求高,组成环较多的场合;
• 第六章习题6-7 说明装配尺寸链中的组成环、封闭环、协调环、补偿环、和 公共环的含义、它们各有何特点?
• 解答:课本第六章各小节中的概念,自行寻找答案。 • (注:互换装配法:协调环;修配法:补偿环;)
D方案: 1) 关于对称度的定位误差:Δdw = Δjb =Td/2 =0.05 2)关于工序尺寸54的定位误差: Δdw = 0
方案比较: 1)由于C、D方案关于对称度的定位误差 >对称度公差,不能用 2) B方案:
关于工序尺寸54的定位误差: Δdw = 0.0207,只占该工序尺寸公差的15%; 关于对称度的定位误差:Δdw = 0,因此该方案可用
保证对称度——限制沿X移动和Z 转动;
c) 限制六个自由度 保证尺寸l,h,l2——限制三个移动; 保证与基准A平行度——限制绕Z转动。
保证与底面平行——限制绕X,Y转动。
d) 限制五个自由度 X Y X Y Z
保证尺寸l——限制沿X移动;
保证与左孔的平行度——限制绕X,Y 转动
保证对称度——限制沿Y移动和Z转 动;
第三章习题 3-4:定位误差计算
D 3500.025
d
80
0 0.1
H 38.500.2
Td
基准位置误差 Δjw = 2 sin
2
=0.0707
Δjb = TD/2 = 0.0125
Δdw = 0.0832 >0.2/3
• 第四章习题 4-1
• 4-1 车床导轨在垂直面平面内及水平平内的直线度对车削圆轴类 零件的加工误差有什么影响,影响程度有什么不同?
机械制造工艺学典型习题解答

典型习题和解答第一章机械加工工艺规程的制定〔例1.3〕试举例说明下列各组的概念、特点以及它们之间的区别:(1)零件尺寸链、工艺过程尺寸链,工艺系统尺寸链,装配尺寸链;(2)封闭环.组成环,增环.减环。
〔例 1.10〕设某一零件图上规定的外圆直径为Ф32005.0-mm ,渗碳深度为0.5~0.8 mm 。
现为使此零件可和另一种零件同炉进行渗碳,限定其工艺渗碳层深度为0.8~1.0 mm 。
试计算渗碳前车削工序的直径尺寸及其上、下偏差?[解] 渗碳深度是间接保证的尺寸,应为封闭环。
并作出尺寸链计算图。
车削外圆的半径及公差R δR为组成环之一。
求R δR : 0.8=1+16-R min ,R min =16.2mm0.5=0.8+15.975-R max , R max =16.275mm 故车削工序的直径尺寸及公差应标注为Φ32.55015.0- mm 。
〔例 1.11〕設一零件,材料为2Cr13,其内孔的加工顺序如下:(1)车内孔Φ31.814.00+(2)氰化,要求工艺氧化层深度为磨内孔Φ320.0350.010++,要求保证氧化层深度为0.1~0.3mm, 试求氰化工序的工艺氧化层深度t T δ?[解] 按加工顺序画出形成氰化层深度0.1 ~0.3mm 的尺寸链计算图。
图中0.1~0.3 mm 是最后形成的尺寸应为封闭环。
计算 t T δ: 0.3=t max +15.97-16.0050.1=t min +15.9-16.0175得 t max =0.335mmt min =0.2175mm故氰化工序的工艺氰化层深度tT δ=0.21751175.00+mm 。
〔例 1.12〕某小轴系成批生产,工艺过程为车、粗磨、精磨、镀铬。
所得尺寸应为Ф300045.0-㎜,镀层厚度为0.03~0.04㎜。
试求镀铬前精磨小轴的外径尺寸及公差。
[解] 列尺寸链如图示,镀铬后外径尺寸Φ300045.0-mm 为封闭环30=A 1max +0.08 得 A 1max =29.92mm30-0.045=A 1min +0.08-0.02 A 1min =28.895mm 所以镀铬前精磨小轴的外径尺寸及公差大小为A 1=Φ29.920025.0- mm〔例 1.13〕某轴套的部分工艺过程为:粗磨内孔到04.0076.154+Φ㎜,再渗氮,最后精磨内孔至04.00155+Φ㎜,单边渗氮层深度要求为0.3~0.5㎜,试计算渗氮工序的渗入深度。
完整版机械制造工艺学课后答案
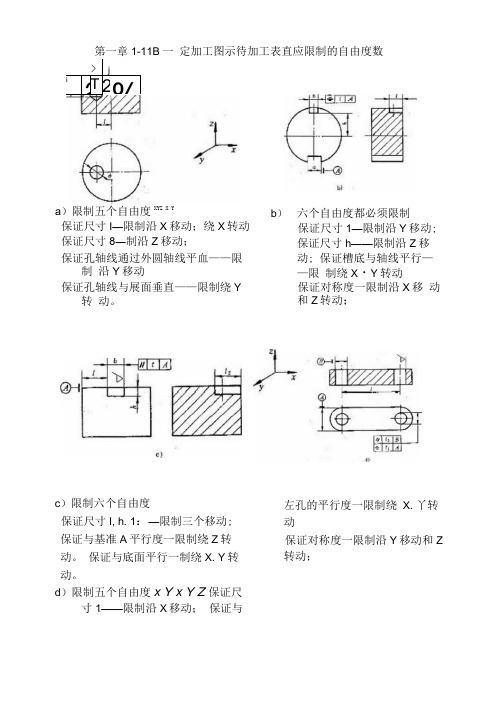
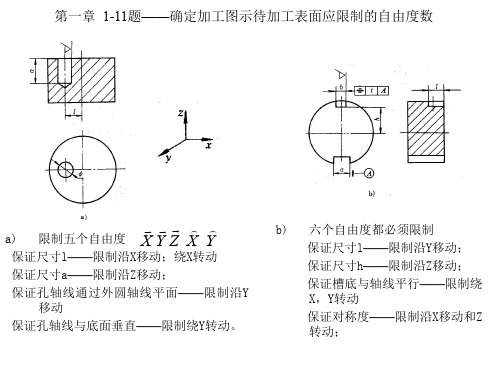
第一章1-11B一定加工图示待加工表直应限制的自由度数a)限制五个自由度XYZ X Y保证尺寸I—限制沿X移动;绕X转动保证尺寸8―制沿Z移动;保证孔轴线通过外圆轴线平血——限制沿Y移动保证孔轴线与展面垂直——限制绕Y 转动。
b)六个自由度都必须限制保证尺寸1—限制沿Y移动;保证尺寸h——限制沿Z移动; 保证槽底与轴线平行——限制绕X・Y转动保证对称度一限制沿X移动和Z转动;c)限制六个自由度保证尺寸I, h. 1:—限制三个移动; 保证与基准A平行度一限制绕Z转动。
保证与底面平行一制绕X. Y转动。
d)限制五个自由度x Y x Y Z 保证尺寸1——限制沿X移动;保证与左孔的平行度一限制绕X. 丫转动保证对称度一限制沿Y移动和Z 转动;>ji2T2%a )总体分析法:三爪卡盘+同定后顶尖——限制XYZYZ分件分析法:前顶尖限制 —— XYZ :浮动后顶尖- -限制XY两者一起限制五个白rti 度,无过定位,欠定位c )弹性夹头限制I •件四个自山度:YZ Y Z(而后顶尖限制弹性夹头五个口由度:x YZ Y Z无过定位,欠定位第一章1-12®分件分析法:三爪1<盘Y 才P1定后顶尖 ----- Y Zd)內者起限制」」•个口山度X Y Z Y 7. 无过定位,欠定位总体分析法:而后岡锥销—— 分件分析法:丽圆锥销限制浮动后圆锥销 限制— YY ZYZ—— YXYZ两者一起限制五个自由度 XYZ Y Z 无过定位,欠定位b>b )前后顶尖总体分析法:前后顶尖 XY ZY Z•r/娥怦71啊:曰td握汽AZ / Z A ,分体分析:底⑥三个支承钉+限制三个自由度:Z Y X后血两个支承钉,限®:x Z棱形销限制:Y共限倒六个自由度,无过定位.无各定位・E)三个短v形块無限制六个自由度X YZ Y Z X- 分体分析:前后两块组合限制:X z X Z* 右侧V形块限剧Y;与前肓¥形块组合限制:Y无过定位卄无欠足位3- 1在车床上用两顶尖装夹工件车削细长轴时,岀现图3 - 80a、b、c所示误差是什么原因,别可采用什么办法来减少或消除?b)使用中心架或跟刀架,提高工件的刚度,比如改为反向进给,使工件由轴向受压变为轴答: a)误差原因:1)由于细长轴工件的刚性差,在加工过程中因受力变形而使加工岀的工件呈两端细中间粗的鼓形。
第一章习题答案机械制造工艺学

生产三种类型。各种生产类型的工艺特征如下表:
工艺特点 单件或小批量生产
中批量生产
大批或大量生产
毛坯的制 铸件用木模手工造 部分铸件用金属模造型; 铸件广泛用金属模机器
造方法 型;锻件用自由锻 部分锻件用模锻
造型,锻件广泛用模锻
无需互换、互配零
全部零件有互换性,某
零件互换
大部分零件有互换性,少
件可成对制造,广
夹具 通用夹具
大量专用夹具,部分通用
夹具
广泛用专用夹具
刀具和量 采用通用刀具和量 较多采用专用刀具和量 广泛采用高生产率的专
具
具
具
用刀具和量具
操作者能 技术熟练
力水平
机床调整者能力水平 需要一定熟练程度的技
高,机床操作者能力水 术工人
平低
只有简单的工艺过 有详细的工艺过程卡或 有工艺过程卡、工艺卡
工艺文件
加工表面质量包括两个方面的内容:加工表面的几何形状误差和表面层的物理力学性能。 1.加工表面的几何形状误差 加工表面的几何形状误差主要包括表面粗糙度、波度和纹理方向等。 (1)表面粗糙度 表面粗糙度是加工表面的微观几何形状误差,表面粗糙度的波距小于 1mm。 (2)波度 加工表面不平度中波距在 1~10 mm 的几何形状误差,它是由机械加工中的振动引起的。 (3)纹理方向 纹理方向是机械加工时在零件加工表面形成的刀纹方向。它取决于表面形成过程中所采 用的机械加工方法。 2.表面层的物理力学性能 由于机械加工中力因素和热因素的综合作用,使工件加工表面的物理力学性能将发生一定的变化,主 要反映在以下几个方面。 (1)表面层金属的冷作硬化 表面层金属硬度的变化用硬化程度和深度两个指标来衡量。在机械加工过 程中,工件表面层金属都会有一定程度的冷作硬化,使表面层金属的显微硬度有所提高。一般情况中,硬 化层的深度可达 0.05~0.30mm;若采用滚压加工,硬化层的深度可达几个毫米。 (2) 表面层金属的金相组织变化 机械加工过程中,切削热会引起表面层金属的金相组织发生变化。
机械制造工艺学知到章节答案智慧树2023年武汉科技大学
机械制造工艺学知到章节测试答案智慧树2023年最新武汉科技大学第一章测试1.锻造时将金属材料加热的目的是为了 ( )参考答案:提高材料塑性2.以下哪个不属于广义制造理论()参考答案:制造技术的重要性3.机械加工中金属的强度和硬度增加而塑性和韧性减小的现象称为()参考答案:加工硬化4.以下不能用于外圆加工的工艺方法是()参考答案:钻削5.车一个截面呈椭圆的毛坯轴,经一次走刀后,工件形状为()参考答案:椭圆6.表面粗糙度小的表面质量就好。
()参考答案:错7.部件是在一个基准零件上,装上若干套件及零件而构成的()参考答案:错8.由于冷校直而产生的工件表面应力为拉应力。
()参考答案:错9.镗模上采用双镗套导向时,镗杆与镗床主轴必须____连接。
参考答案:null10.表面质量中机械物理性能的变化包括____,____,____。
参考答案:null第二章测试1.机械加工工艺流程规程的主要作用不包括()参考答案:新产品研究和开发的主要依据2.机械加工工艺过程由若干工序组成,每个工序又可依次细分为()参考答案:安装、工位、工步和走刀3.在车床上加工某零件,先加工其一端,再调头加工另一端,这应是()参考答案:两次装夹4.装夹工件中,直接找正装夹的方法的特点是()参考答案:装夹效率低,多用于单件小批量生产5.一个或一组工人在一个工作地点对同一个或同时对几个工件连续完成的那一部分工艺过程称为()参考答案:工序6.工艺系统的振动分为两大类即强迫振动与自激振动。
()参考答案:对7.工艺过程包括生产过程和辅助过程两个部分。
()参考答案:错8.工序分散则使用的设备数量多,生产准备工作量大。
()参考答案:对9.根据作用的不同,基准通常可分为____和____两大类,定位基准属于____。
参考答案:null10.机械加工工艺系统包括____,____,____,____等四个方面。
参考答案:null第三章测试1.误差复映系数通常()。
机械制造工艺学课本1-2章 习题解答
2020/9/15
17
习题解答
2020/9/15
18
习题解答
尺寸40,如其公差等级为IT12,则其公差为0.25mm。
2020/9/15
19
习题解答
2-16
2020/9/15
20
习题解答
2020/9/15
21
习题解答
2020/9/15
22
2020/9/15
2
习题解答
2020/9/15
3
习题解答
2020/9/15
4
习题解答
2020/9/15Fra bibliotek5鸡心夹头
一般前后顶尖是不能直接带动工件转动的,必须借助拨盘和鸡心夹头带 动工件旋转。拨盘后端有螺纹与车床主轴配合,盘面形式一般有两种: 一种带有U型槽的拨盘,用来与弯尾鸡心夹头相配带动工件旋转,如下 图(a)所示;另一种拨盘装有拨杆,用来与直尾鸡心夹头相配合带动工 件旋转,如下图(b)所示。鸡心夹头的一端与拨盘相配,另一端装有方 头螺钉,用来固定工件。
2020/9/15
10
习题解答
2020/9/15
11
习题解答
1)加工中心上加工:应在先加工底面、 顶面之后,加工两端面,因为底面、端 面是定位表面,定位表面加工之后,再 进行镗孔。按照制度工艺规程的原则应 该是先面后孔、基准先行,故应把粗、 精铣两端面放到镗孔的前面。
2)在流水线上加工:底面作为定位基 准,在精加工其它表面前应先精加工底 面(基准)。孔加工时,应以底面作基 准,所以底面的精加工应放到镗孔加工 之前。
3)工艺特点 ①毛坯采用模锻,毛坯精度较高,加工余量较小。 ②采用高效、专用设备和工艺装备(如铣钻联合机床、组合外
机械制造工艺学典型习题解答(DOC)
典型习题和解答第一章机械加工工艺规程的制定〔例1。
3〕试举例说明下列各组的概念、特点以及它们之间的区别:(1)零件尺寸链、工艺过程尺寸链,工艺系统尺寸链,装配尺寸链;(2)封闭环.组成环,增环.减环。
〔例1。
10〕设某一零件图上规定的外圆直径为Ф32mm,渗碳深度为0。
5~0.8 mm。
现为使此零件可和另一种零件同炉进行渗碳,限定其工艺渗碳层深度为0。
8~1。
0 mm。
试计算渗碳前车削工序的直径尺寸及其上、下偏差?[解]渗碳深度是间接保证的尺寸,应为封闭环。
并作出尺寸链计算图。
车削外圆的半径及公差RδR为组成环之一。
求RδR: 0.8=1+16-R min,R min=16.2mm0。
5=0.8+15.975—R max, R max=16。
275mm故车削工序的直径尺寸及公差应标注为Φ32。
55 mm。
〔例 1.11〕設一零件,材料为2Cr13,其内孔的加工顺序如下:(1)车内孔Φ31。
8(2)氰化,要求工艺氧化层深度为磨内孔Φ32,要求保证氧化层深度为0.1~0.3mm,试求氰化工序的工艺氧化层深度t?[解]按加工顺序画出形成氰化层深度0。
1 ~0.3mm的尺寸链计算图。
图中0.1~0.3 mm是最后形成的尺寸应为封闭环。
计算t: 0.3=t max+15。
97-16。
0050.1=t min+15.9—16。
0175得 t max=0.335mmt min=0.2175mm故氰化工序的工艺氰化层深度t=0.2175mm。
〔例1。
12〕某小轴系成批生产,工艺过程为车、粗磨、精磨、镀铬。
所得尺寸应为Ф30㎜,镀层厚度为0.03~0.04㎜。
试求镀铬前精磨小轴的外径尺寸及公差。
[解] 列尺寸链如图示,镀铬后外径尺寸Φ30mm为封闭环30=A1max+0。
08 得A1max=29.92mm30-0。
045=A1min+0.08—0.02 A1min=28.895mm 所以镀铬前精磨小轴的外径尺寸及公差大小为A1=Φ29。
机械制造工艺学王先逵课后答案
(前后顶尖限制弹性夹头五个自由度:
无过定位,欠定位
机械制造工艺学王先逵课后答案
• F) 总体分析:共限制六个自由度
分体分析:底面三个支承钉,限制三个自由度:
后面两个支承钉,限制:
棱形销限制:
共限制六个自由度,无过定位,无欠定位
• E) 三个短V形块共限制六个自由度
• 分体分析:前后两块组合限制:
•
问题:定位方案1、2哪个较好?
定位方案2:用A面为主要定位基准;用棱形销给Φ30定位,限制左右 移动;用两支承钉给B或C面定位,限制前后机移械制动造工和艺学一王先个逵课转后答动案
第四章习题 4-5 I为主轴孔,加工时希望加工余量均匀,试选择加工主轴孔的粗、精基准
• 粗基准——以孔I为粗基准,加工与 导轨两侧接触的两平面———遵循 保证加工余量合理分配的原则
L4
L3
L2
L1
机械制造工艺学王先逵课后答案
第四章习题4-14:尺寸链计 算
L3
L
L1
L2
L4
解答提示:——可测量L或者L’;
L1=45
0 -0.05
L2=30
+0.025 0
L3=5+0.30
L4=0±0.25
L3
1) 测量L,则L1,L2,L3 , L4和L 组成尺寸链;
L'
L3为封闭环,L1为增环,L,L2 , L4为减环
d) 总体分析法:前后圆锥销——
分件分析法:前圆锥销——限制
;
浮动后圆锥销——限制
两者一起限制五个自由度
机械制无造工过艺学定王先位逵课,后欠答案定位
b) 前后顶尖——总体分析法:前后顶尖——
分件分析法:前顶尖限制——
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
试求各工序尺寸A1、A2、 A3、A4、A5及其极限偏差,
并校核端面D的磨削余量。
解尺寸链: 工序基本尺寸: A1=12+0.2=12.2 A2=A4+Z1=45.2+1=46.2 A3 =15 A5=45 A4=A5+0.2=45+0.2=45.2 工序公差: A1:精车,精度等级7,T=0.018 A2:精车,精度等级7,T=0.025 A4:精车,精度等级7,T=0.025
解校核端面D的磨削余量
2)由尺寸链(a)验证z:z是减环, A1是增环,12±0.2封闭环
图 1-76 题 1- 29图
根据公式:
12=12-Z=0==>Z=0 0.2=+0.209-EI(Z)==>EI(Z)=0.09
(a)
(b)
0.209 A1 12.2 0.009 12 0.191
0.05 和 L 16 0.11
范围内时为假废品
机械制造工艺学
1-28 加工图1-75所示轴颈时,设计要求尺寸分别为 28+0.024 0.008 mm和t=4
+ +0.16
0
mm,有关工艺过程如下:
(1)车外圆至 28.5-0 0.10 mm。 (2)在铣床上铣键槽,键深尺寸为H。 (3)淬火热处理。 (4)磨外圆至尺寸 28+0.024 0.008 mm。
图 1-76
1- 29图 0.209 A1 12.2 题 0 .009 12 0.191
0.2125 A2 46.2 0.0125 46 0.1875
A3 15 0.1
0.2125 A4 45.2 0.0125 45 0.1875
A5 45 0.05
14
0.012 0.004
14.25 0 0.05
0 0.02
图1-75
题1-28图
机械制造工艺学
1-28 加工图1-75所示轴颈时,设计要求尺寸分别为 28+0.024 0.008 mm和t=4
+ +0.16
0
mm,有关工艺过程如下:
解尺寸链: 根据公式: 4=14+H-14.25==>H=4.25 0.16=0.012+0.02+ES(H)-(-0.05) ==>ES(H)=+0.078 0=0.004+(-0.02)+EI(H)-0 ==>EI(H)=+0.016 所以:H 4.250.078 4.2660.062 0.016 0
机械制造工艺学
1-29 加工图1-76所示某轴零件及有关工序如下:
试求各工序尺寸A1、A2、 A3、A4、A5及其极限偏差,
并校核端面D的磨削余量。
解:校核端面D的磨削余量
1)由尺寸链(b)验证z :z是封闭环 根据公式:
图 1-76 题 1- 29图
Z=A4-A5=45-45=0
ES(Z)=0.2125-(-0.05)=+0.2625 EI(Z)=0.1875-0.05=+0.1375
0.2 0.3
机械制造工艺学
1-26 在如图 1-73 所示零件图和部分工序图中,试问,零
0 件图中 40-0.3 尺寸能否保证?HES EI 为多少?
尺寸10+0.4的获得过程如图: 工序b:保证尺寸40(直接获得) 工序c:保证尺寸H(直接获得) 所以:尺寸10+0.4是间接获得的, 是封闭环 尺寸链图是:
基本尺寸:6=L+26-36==>L=16 上偏差:0.1=ES(L)+0.05-(-0.06)
==> ES(L)=-0.01 下偏差:-0.1=EI(L)+(-0.05)-0 ==> EI(L)=-0.05
所以: L 160.01 0.05
机械制造工艺学
(4)判断假废品:
基本尺寸:6=L’+26-36==>L’=16
-0.2=+0.191-ES(Z) ==>ES(Z) =+0.391
所以:磨削余量Z=0.2 满足要求
+
若磨后外圆和车后外圆的同轴度 误差为 0.04 mm, 试分析用极值法计 算铣键槽的工序尺寸 H 及其极限偏 差。
图1-75
题1-28图
1-28
+
机械制造工艺学 加工图1-75所示轴颈时,设计要求尺寸分别为
+0.16
28+0.024 0.008 mm和t=4
0
mm,有关工艺过程如下:
工序1:保证尺寸Φ28.5(直接获得) 工序2:保证尺寸H(直接获得) 工序4:保证尺寸Φ28(直接获得) 所以:尺寸4+0.16是间接获得的,是 封闭环 尺寸链图是:
图1-73
题1-26图
机械制造工艺学
解尺寸链: 根据公式: 10=40-H==>H=30 0.4=0-EI(H)==>EI(H)=-0.4 0=-0.3-ES(H)==>ES(H)=-0.3
0.3 所以: H 30 0.4
机械制造工艺学 1-27 加工图1-74所示零件,要求保证尺寸6±0.1 mm ,由
A3、A4、A5及其极限偏差,
并校核端面D的磨削余量。
解尺寸链: 尺寸A3、A5的值如图所示
图 1-76 题 1- 29图
尺寸链a中可求A1,但是Z怎么表示? a 尺寸链c中可求A4,但是Z怎么表示? 尺寸链b中可求A2,但是Z1怎么表示? 分析发现:其实本例是基准重和的工序 尺寸计算 c b
机械制造工艺学
上偏差:0.1=ES(L’)+0.05+0 ==> ES(L’)=+0.05 下偏差:-0.1=EI(L ’)-0.05-(-0.06) ==> EI(L’)=-0.11
0.05 所以: L' 16 0.11
0.01 与以上计算值 L 160.05 相比较可知:
当L的值在
0.05 L 16 0.01
(a)
(b)
0.2125 A4 45.2 0.0125 45 0.1875
所以:磨削余量Z=0.2 满足要求
A5 45 0.05
机械制造工艺学
1-29 加工图1-76所示某轴零件及有关工序如下:
试求各工序尺寸A1、A2、 A3、A4、A5及其极限偏差,
并校核端面D的磨削余量z。
机械制造工艺学 解尺寸链: 在z、10.4、10组成的尺寸链中,尺寸 10.4和10是直接获得的,所以Z是封闭环, 10.4是增环,10是减环。 根据公式: Z=10.4-10=0.4 ES(Z)=0-(-0.1)=0.1 EI(Z)=-0.1-0=-0.1 所以:Z=0.4±0.1 在Z、40.3、40组成的尺寸链中,尺寸 40.3和Z是直接获得的,所以40是封闭环, 设其验证值为A,40.3是增环,Z是减环。 根据公式: A=40.3-Z=40.3-0.4=39.9 ES(A)=0-(-0.1)=0.1 EI(A)=-0.1-0.1=-0.2 所以:A 39.90.1 400 满足要求
于该尺寸不便测量,只好通过测量尺寸L来间接保证。试求测量尺 寸L及其上下偏差,并分析有无假废品现象存在?有什么办法解决 假废品问题?
图1-74 题1-27图
机械制造工艺学 1-27 解(1)判断封闭环,画尺寸链图 封闭环:6
图1-74 题1-27图
机械制造工艺学
(2)判断增减环
(3)解尺寸链:
增环:L、26 减环:36
机械制造工艺学
1-26 在如图 1-73 所示零件图和部分工序图中,试问,零
0 件图中 40-0.3 尺寸能否序b:保证尺寸40.3和10.4(直接获得) 工序c:保证尺寸10(直接获得) 所以:尺寸40是间接获得的,是封闭环 尺寸图标: 尺寸链图:
14
0.012 0.004
14.25 0 0.05
0 0.02
机械制造工艺学 1-29 加工图1-76所示某轴零件及有关工序如下:
(1)车端面D、Φ22 mm外圆及台肩C,端面D留磨量0.2 mm; 端面A留车削余量1 mm得工序尺寸A1、A2。
机械制造工艺学 1-29 加工图1-76所示某轴零件及有关工序如下:
(2)车端面A、Φ20 mm外圆及台肩B得工序尺寸A3、A4。
图 1-76
题 1- 29图
机械制造工艺学 1-29 加工图1-76所示某轴零件及有关工序如下:
(3)热处理。 (4)磨端面D得工序尺寸A5。
图 1-76
题 1- 29图
机械制造工艺学
1-29 加工图1-76所示某
轴零件及有关工序如下: 试求各工序尺寸A1、A2、