吸塑包装设计规范
吸塑包装设计规范
吸塑产品包装设计规范1.设计原则:1.1 满足客户要求:所有包装设计必须满足客户要求,在没有征得客户同意下,不可私自作有关改动,如发现客户要求有较大问题时,可同客户交流后由客户定夺;1.2 低成本原则:包装设计时要做到成本最低,效果最好.例如:在条件允许的情况,能用B-B,则不用B=B,因B=B的价格较贵.同时尽量减少使用蛋格、卡板、白盒、地盒等。
卡通的外形尺寸,必须和货柜尺寸(40呎柜11.8×2.3×2.3M,20呎柜5.8×2.3×2.3M)匹配, 以免货柜的高、宽、长方向有较大多余空间,增加运输成本。
同时,在单批整Lot出货的包装设计时要考虑到该落货物能否刚好用20呎柜或40呎柜装完,不可还有一些零头出,否则又要增加一货柜,使运输成本大大增加;1.3 安全原则:包装设计时必须充分考虑包装材料对机体保护的安全性,不致因正常的运输、振动、承载等外界作用致使包装失败。
例如:主卡通应采用高于B=B的材质:重量较大的主卡通必须用B≡B材质;电器、仪器等产品的包装须采用发泡胶包装,以达到缓振、平稳的作用,使机内的电子元件不因受过度的外力作用而失效;当采用吸塑包装时,吸塑表面应用雪梨纸保护,以防吸塑表面刮花;对于光洁度要求较高产品的表面,要用保护膜加以保护(如玻璃表面、透明LENS表面、易刮花的五金表面等);在设计玩具类产品的包装时,不允许用订书机钉等尖利材料连接卡通,需用胶水粘接方式,以免对儿童造成伤害;1.4体积最小原则:为了节省运输成本,做到便携、易搬运,故在进行包装设计时,须从包装方法上考虑,尽量使用包装体积最小,例如:用吸塑卡包装时,若同向层叠放置,体积为1;若反向对折放置,则总体积可能缩小为2/3;1.5易装易取原则:包装设计时要考虑作业者在装箱和拆箱时便捷、流畅,不要因设计缺陷而致使作业者很难操作,例如:在采用泡泡袋包装时,如果泡泡尺寸和成品机外形尺一样,则成品机很难装进或取出,因此设计时可考虑适当加大尺寸10~20m;1.6重量、数量适中原则:一般卡通箱的总重量应在20kg以下,以搬运工可搬运为原则。
吸塑国家标准
吸塑国家标准
随着社会经济的发展和人们需求的不断增加,吸塑技术在各个领域得到了广泛应用,尤其在包装、医疗、玩具等行业。
为了规范吸塑产品的生产和使用,制定了吸塑国家标准,以确保产品质量和安全性。
首先,吸塑国家标准主要包括了吸塑产品的设计规范。
这些规范涵盖了产品尺寸、结构、材料等方面的要求,以确保吸塑产品的外形美观、功能完善。
设计规范还包括产品的可塑性和成型工艺,以提高吸塑产品的生产效率和质量。
其次,吸塑国家标准对吸塑产品的原材料要求也十分严格。
吸塑产品通常使用的是热塑性塑料,标准规定了各类塑料的适用范围和性能要求。
这些要求涉及塑料的强度、耐温性、抗化学性等指标,以确保吸塑产品在不同环境下具有良好的性能表现。
此外,吸塑国家标准还包括了吸塑产品的生产工艺和检测方法。
生产工艺方面,标准规定了吸塑机的选型和操作要求,以确保产品生产的稳定性和一致性。
检测方法方面,标准规定了吸塑产品的尺寸、外观、力学性能等测试方法,以确保产品符合标准要求。
最后,吸塑国家标准还对吸塑产品的标识和包装提出了要求。
标识方面,产品必须标明生产厂家、生产日期、材料成分等信息,以便消费者了解产品的来源和使用方法。
包装方面,产品必须采用符合卫生标准的包装材料,以确保产品在运输和销售过程中不受到污染和损坏。
总的来说,吸塑国家标准为吸塑产品的设计、生产、使用提供了重要的参考依据,有利于推动吸塑产业的健康发展。
各生产企业和消费者应加强对吸塑国家标准的宣传和执行,共同维护吸塑产品的质量和安全,推动吸塑产业迈向更加绿色、环保的方向。
1。
吸塑设计标准
吸塑设计标准吸塑技术是一种常用于制作塑料制品的加工方法,通过将热融塑料片加热软化后吸附在模具表面并进行成型冷却,最终得到所需的塑料制品。
在进行吸塑加工时,设计是至关重要的一环,合理的吸塑设计可以提高生产效率,降低成本,并保证最终产品的质量和功能。
为此,制定一套合理的吸塑设计标准能够在设计阶段就规避潜在问题,提高生产效率和产品质量。
1. 材料选择在进行吸塑设计时,首先要选择合适的塑料材料。
不同的产品需要不同类型的塑料,一般根据产品的用途、外观、强度等要求来选择材料。
常见的吸塑材料有ABS、PS、PC、PVC等,每种材料有其特点和适用范围,需要根据具体情况做出选择。
2. 壁厚设计在吸塑制品设计中,壁厚是一个至关重要的因素。
合理的壁厚设计可以确保产品在成型过程中不会出现变形或开裂等问题。
一般来说,壁厚过薄容易导致产品强度不足,壁厚过厚则会增加成本和加工难度。
因此,在进行吸塑设计时,需要根据产品的结构和用途合理确定壁厚。
3. 结构设计吸塑制品的结构设计直接影响产品的使用效果和外观效果。
在进行设计时,需要考虑产品的功能需求、配件的组合方式、结构的稳定性等因素。
合理的结构设计可以提高产品的性能和质量,减少后续加工和调整的工作量。
4. 模具设计模具是吸塑加工的关键,其设计质量直接影响产品的成型效果和精度。
在进行模具设计时,需要考虑产品的形状、尺寸、壁厚等因素,确保模具可以准确地复制出设计图纸上的产品形态。
同时,还需要考虑模具的加工工艺和耐用性,以提高生产效率和降低生产成本。
5. 成型温度和时间在吸塑加工中,成型温度和时间是至关重要的参数。
成型温度过高或过低都可能导致产品的质量问题,成型时间过长则会增加生产周期和能耗。
因此,在进行吸塑加工时,需要根据材料的特性和产品的要求合理设定成型温度和时间,确保产品能够达到设计要求。
结语吸塑设计是一个综合性的工作,需要考虑材料、壁厚、结构、模具等多个方面因素。
只有在这些方面都得到合理设计和规划的情况下,才能生产出高质量、高性能的吸塑制品。
吸塑包装设计步骤

吸塑包装设计步骤
吸塑包装是一种常见的包装类型,其优点在于具有良好的防潮、
防尘、防震等性能,同时可根据产品形状、尺寸等需要进行定制生产。
吸塑包装设计步骤较为复杂,下面我们来详细了解一下。
一、确定包装需求
首先需要确定包装的需求,考虑到产品的尺寸、形状、重量以及
包装的用途等因素。
通过科学的分析和调研,明确包装的功能,为后
续的设计提供基础。
二、进行包装结构设计
根据产品尺寸和形状,以及前期确定的包装需求,进行包装结构
设计。
包装结构设计包括包装形式、封口方式、结构材料等方面。
此
时需要考虑包装的实用性和美观性的问题,同时结合产品特性,进行
一些细节上的调整。
三、制定印刷设计方案
印刷是包装设计过程中的一个重要环节,是保证包装美观的前提。
此时需要考虑到颜色、布局、文字等元素的具体表现形式,制定出印
刷设计方案。
另外,需要围绕着品牌形象来进行设计,传达出品牌的
形象、特点等。
四、进行样品确认
完成印刷设计之后,需要对样品进行确认。
排版是否合理,大小
和比例是否合适,在实际运用中是否出现了问题等需要反复确认和检测。
五、量产包装
在样品确认后,可以进行量产包装。
在量产过程中,还需要进行
一些质量抽检,以确保包装质量。
同时,根据客户的需求,进行批量
生产,并及时进行售后服务。
总之,吸塑包装设计的步骤较多,需要全面考虑,每一个环节都
需要严格把控,细节上的处理也显得尤为重要。
只有将每一个步骤都做好了,才能保证包装的质量,并顺利推行产品。
出口五金工具吸塑包装标准
出口五金工具吸塑包装标准
以下是出口五金工具吸塑包装标准:
1. 包装外观应该整洁、美观,无污迹或变色现象。
2. 确保包装材料的尺寸符合产品的尺寸,不要出现过大或过小的情况。
3. 包装应该牢固,保障产品的完整性和安全性。
包装材料应该能够承受产品运输过程中的震动和冲击,不要因为包装材料的弱化而导致产品的损坏。
4. 包装应该有明显的标记,标明产品名称、规格、数量、生产日期、批次号等信息。
此外,还需要注明运输标识和警示标识,以提醒运输人员注意包装。
5. 包装材料应该符合环保要求,不应该对环境造成污染或危害。
以上是出口五金工具吸塑包装的标准,每个国家的具体标准可能有所不同,出口企业应根据目标市场的要求来确定包装标准。
吸塑包装制作常见问题
吸塑包装制作需注意的问题印后加工:吸塑包装摘自《印艺学会月刊》300期自从吸塑包装面世后,广受包装设计界欢迎。
吸塑包装最多采用在家庭用品及玩具方面,不少吸塑包装品都被摆放在超市及店铺之货架上,由于其透明的吸塑可让客一、?问:为何吸塑油未能粘住卡纸?解:·因为纸张太结实、纤维太密,未能让吸塑油渗入其中,只能留在表面。
??·因为纸张太疏松或纤维太短,未能承受包装品之重量,货品挂在货架上一段时间后吸塑罩在长时间负重下脱落。
??·因为纸张表面石碳涂层太厚,吸收所有吸塑油,吸塑油未能落入纸卡,在撕破测试时,只能把纸面涂层粘起。
问:为何吸塑油未能穿过油墨层渗入纸张?解:·油墨层太厚影响吸塑油渗透效果,专色墨更容易阻碍吸塑油之渗透性。
??·油墨未干,硬度不足,负重时被撕破。
??·油墨中含催干剂或过多抗磨剂如桐油、蜡及矽油,这些均会阻碍吸塑油之渗透解:1︰0.8至1︰解:????问:在选料制作方面又有什么要求呢?1、???吸塑油涂布量吸塑油之涂布量较一般过油为厚,因为部分要穿过油墨层渗入纸张,而一部分要留在纸张表面,才可以在加热吸塑时把吸塑罩粘住。
·吸塑模压力不平均,造成部分位置未能粘固;(图1)·纸张太结实,吸塑油未能渗进纸张,只能粘起油墨及表面涂层。
(图2)2、???热力、压力与时间·在吸塑过程中,对热力、压力及施压时间均有一定的要求。
一般温度在摄氏140至160度之间,要视乎吸塑罩之厚度与物料的受热能力。
·压力在50至60PSI之间,施压时间在2至3秒之间。
在热压施工时,可能因时间不足而导致吸塑油未能完全溶解及渗进纸张,当货品送3、?4、???5、???6、???环保片吸塑油因为PET环保片的分子结构与PVC不同,因而一般的吸塑油很难粘得住,因此要采用粘力较强的橡胶型吸塑油。
但是橡胶型吸塑油缺点很多,如容易粘花、快干涸及气味大。
吸塑盘设计规范
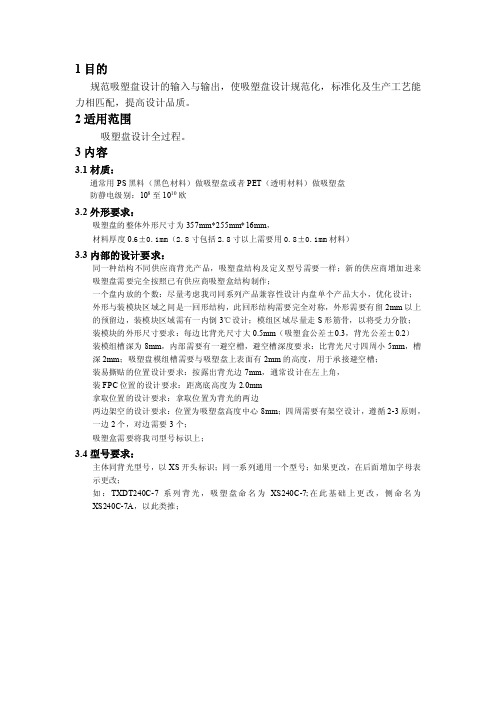
1目的规范吸塑盘设计的输入与输出,使吸塑盘设计规范化,标准化及生产工艺能力相匹配,提高设计品质。
2适用范围吸塑盘设计全过程。
3内容3.1材质:通常用PS黑料(黑色材料)做吸塑盘或者PET(透明材料)做吸塑盘防静电级别:108至1010欧3.2外形要求:吸塑盘的整体外形尺寸为357mm*255mm*16mm,材料厚度0.6±0.1mm(2.8寸包括2.8寸以上需要用0.8±0.1mm材料)3.3内部的设计要求:同一种结构不同供应商背光产品,吸塑盘结构及定义型号需要一样;新的供应商增加进来吸塑盘需要完全按照已有供应商吸塑盒结构制作;一个盘内放的个数:尽量考虑我司同系列产品兼容性设计内盘单个产品大小,优化设计;外形与装模块区域之间是一回形结构,此回形结构需要完全对称,外形需要有留2mm以上的预留边,装模块区域需有一内倒3℃设计;模组区域尽量走S形筋骨,以将受力分散;装模块的外形尺寸要求:每边比背光尺寸大0.5mm(吸塑盒公差±0.3,背光公差±0.2)装模组槽深为8mm,内部需要有一避空槽,避空槽深度要求:比背光尺寸四周小5mm,槽深2mm;吸塑盘模组槽需要与吸塑盘上表面有2mm的高度,用于承接避空槽;装易撕贴的位置设计要求:按露出背光边7mm,通常设计在左上角,装FPC位置的设计要求:距离底高度为2.0mm拿取位置的设计要求:拿取位置为背光的两边两边架空的设计要求:位置为吸塑盘高度中心8mm;四周需要有架空设计,遵循2-3原则,一边2个,对边需要3个;吸塑盒需要将我司型号标识上;3.4型号要求:主体同背光型号,以XS开头标识;同一系列通用一个型号;如果更改,在后面增加字母表示更改;如:TXDT240C-7系列背光,吸塑盘命名为XS240C-7;在此基础上更改,侧命名为XS240C-7A,以此类推;。
吸塑盘设计规范

99系列Frame类产品吸塑盘设计规范
1.SMT 吸塑盤最大尺寸為:320mm*220mm(包括tray边缘); (如圖一);吸塑 盤材质暂定PET;吸塑盤料厚為0.6mm以上
2.吸塑盤底需加凸點支撐Frame 的吸料點位置,凸起點高度H2 = H1-料厚, 以增加Frame放置平面度與置件的穩定性.(如圖二). (但要注意需避开D计规范
3. Frame在吸塑盤內单边左右、上下晃動間隙小於0.3mm;吸塑盤槽與槽(同一點)之 間距離需相同(建議誤差<0.5mm) 4.吸塑盤四周與底部必須同平面,底面平面度0.5mm以內; 5.Frame 於吸塑盤內需保持方向一致(極性一致),tray方向摆放也须一致(注意:同方 向放置的Tray不要压到产品上); 6.外型對稱之Frame 應於Frame 本體與吸塑盤增加極性標示,进行防呆; 7.吸塑盤周圍需有凹槽以增加結構強度;吸塑盤周圍底部需有3mm寬度(误差<0.3mm). 8.所有的吸塑盘大小必须做到一致,边缘必须裁切整齐,不能有任何毛边现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
吸塑产品包装设计规范
1.设计原则:
1.1 满足客户要求:
所有包装设计必须满足客户要求,在没有征得客户同意下,不可私自作有关改动,如发现客户要求有
较大问题时,可同客户交流后由客户定夺;
1.2 低成本原则:
包装设计时要做到成本最低,效果最好.例如:在条件允许的情况,能用B-B,则不用B=B,因B=B的价格
较贵.同时尽量减少使用蛋格、卡板、白盒、地盒等。
卡通的外形尺寸,必须和货柜尺寸(40呎柜11.8×2.3×2.3M,20呎柜5.8×2.3×2.3M)匹配, 以免货柜的高、宽、长方向有较大多余空间,增加运
输成本。
同时,在单批整Lot出货的包装设计时要考虑到该落货物能否刚好用20呎柜或40呎柜装
完,不可还有一些零头出,否则又要增加一货柜,使运输成本大大增加;
1.3 安全原则:
包装设计时必须充分考虑包装材料对机体保护的安全性,不致因正常的运输、振动、承载等外界作用
致使包装失败。
例如:主卡通应采用高于B=B的材质:重量较大的主卡通必须用B≡B材质;电器、
仪器等产品的包装须采用发泡胶包装,以达到缓振、平稳的作用,使机内的电子元件不因受过度的外
力作用而失效;当采用吸塑包装时,吸塑表面应用雪梨纸保护,以防吸塑表面刮花;对于光洁度要求
较高产品的表面,要用保护膜加以保护(如玻璃表面、透明LENS表面、易刮花的五金表面等);在
设计玩具类产品的包装时,不允许用订书机钉等尖利材料连接卡通,需用胶水粘接方式,以免对儿童
造成伤害;
1.4体积最小原则:
为了节省运输成本,做到便携、易搬运,故在进行包装设计时,须从包装方法上考虑,尽量使用包装
体积最小,例如:用吸塑卡包装时,若同向层叠放置,体积为1;若反向对折放置,则总体积可能缩
小为2/3;
1.5易装易取原则:
包装设计时要考虑作业者在装箱和拆箱时便捷、流畅,不要因设计缺陷而致使作业者很难操作,例如:
在采用泡泡袋包装时,如果泡泡尺寸和成品机外形尺一样,则成品机很难装进或取出,因此设计时可
考虑适当加大尺寸10~20m;
1.6重量、数量适中原则:
一般卡通箱的总重量应在20kg以下,以搬运工可搬运为原则。
外形尺寸也应以一般人可搬取为原则,
不可太大,每卡通所装之成品机数量一般为打数或其倍数,如6、12、24、48等,也可以整数,如10、20、50等,以方便计算;
1.7重心最低原则:
在进行包装设计时,要使机体的重心最低,以增加稳定性,同时也应使主箱重心可能低。
一般情况下,
主箱的长、宽方向尺寸,均应大于主箱高度方向尺寸;
2. 设计包装方式
2.1 按包装箱搭配方式分类:
2.1.1 卡通盒包装:直接将成品机放入卡通内包装,一般成品机应装在胶袋在胶袋或泡泡袋内;
2.1.2 卡通+内盒(或白盒)包装:将成品机及说明书等先装在内盒(或白盒)内,再装入卡通中;
2.1.3 卡通+蛋格+平卡(或地盒)包装:将蛋格放入卡通内,再将成品机放入蛋格内,若多层则用
平卡(或地盒)将各层分开;
2.1.4 卡通+发泡胶包装:用发泡胶将成品机夹紧后装入主卡通内,如电器类产品;
2.2 按成品机直接被包装的方式分类:
2.2.1胶袋包装:将成品机等放入胶袋内,再装入其他包装材料中;
2.2.2泡泡袋包装:将成品机等放入泡泡袋内,再装入其他包装材料中;
2.2.3吸塑,彩卡包装:将成品机放入吸塑槽内,然后插入彩卡,再装入其他包装材料中;
2.2.4热塑包装:将成品机放在吸塑罩内,再放入说明书,彩卡等物,然后盖上另一半吸塑罩,用高周波或热变形将其结合;
2.2.5裸机包装:直接将成品机装入其他包装材料中;
2.3 按成品机在箱内的相对放置分类:
2.3.1平放(如图):
2.3.2竖放:
2.3.3侧放:
2.3.4层叠放置:
2.3.5对称放置:
2.3.6散装(无要求):
3.箱唛设计要素:箱唛设计一般根据客户要求确定,其设计主要考虑以下几方面内容:
3.1客户CUSTOMER:如MARTEC
3.2产品型号MODEL:如535T
3.3净重N.W.:成品机总重量
毛重G.W.:主卡通总重量
3.4体积CBM:长×宽×高(单位)
3.5数量QTY:如24
3.6产地: MADE IN CHINA
3.7 UL认证号
3.8防潮、防水、易碎、防倒置标志
3.9海关BARCODE
3.10日期代码DATE CODE
3.11客PO#号
3.12箱号CTN#
4.包装材料:包装箱材料一般有以下几种;
4.1 B-B厚3.5mm; A-A 厚3.5mm;K-K 厚3.5mm,多用于内箱;
4.2 B=B厚6.5mm; A=A 厚6.5mm;K=K 厚7mm;多用于外箱;
4.3 B≡B厚10mm, 用于外箱;
4.4白盒W3A 厚3mm,内黄外白;
4.5白盒W9B 厚1.5mm,内白外白;
4.6白盒W3W 厚3mm,内白外白;
5.包装明细表要求:
包装总图要求形成包明细表,详细列明有关包装组成部分的详细资料,应包含有关对应包装关系指示编号、物料P/No.、物料名称、材质、用量等信息;
6.设计评审要求:
设计方案的确认,须以客的APPROVAL单为准,同时还要经过以下过程:
6.1振机试验:所有包装均需给QA做振动试验:振幅中等,时间一般为2小时.
6.2跌落试验(DROP TEST):所有包装均需给QA做DROP TEST(一角三边六面).
6.3确认:当QA试验通过后,工程部需出EAN,SER确认包装物料及供应商.。