高颈法兰封闭轧制成形金属流动规律研究
【浙江省自然科学基金】_后处理_期刊发文热词逐年推荐_20140812

推荐指数 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2009年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
科研热词 缺血后处理 缺血/复灌损伤 缝隙连接 心脏 庚醇 虚拟人 臭氧 甲基苯基二氯硅烷 温度应力 温度场 氧化 正交实验 柴油机微粒物质 微粒捕集器 双(n 医学教学 医学影像处理 前后处理 二乙胺 no2 n-二乙基)氨基甲基苯基硅烷 ansys
2012年 序号 1 2 3 4 5 6 பைடு நூலகம் 8 9 10 11 12 13 14 15 16
科研热词 高速摄像 运动状态 线性规划 磨粒 磁共振成像 曲波变换 心肌病,肥厚型 心室功能,左 多股线锯 多平面重组 图形处理单元(gpu) 图像处理 去块效应 压缩传感理论 医学影像 msct
推荐指数 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
推荐指数 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
2010年 序号 1 2 3 4 5 6
科研热词 心肌再灌注损伤 麻醉药,吸入 舒芬太尼 缺血后处理 性别因素 七氟醚
推荐指数 2 1 1 1 1 1
2011年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
2013年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
高强钢锻造高颈法兰颈部变坡段的分析

当钢管受轴 t l , 拉力 作用 时 , 由于螺栓力 作用 , 法兰盘承 对锻造高颈法兰进行分析 , 探 讨法兰颈部变坡段 的取值 。
[ 4 ] J G J 3 - 2 0 1 0 , 高层建筑混凝土 结构技 术规程 [ s ] . [ 5 ] G B 5 0 2 2 3 - 2 0 0 8 , 建筑工程抗震设 防分 类标 准[ s ] .
于法兰发生破坏 , 以及我 国的 《 钢结 构设计 规范》 的设计 规定 ,
同时兼顾经济性 , 在确保结构性能 的基础上 高颈法兰 的尺寸尽 可
能合理 。
段, 且设计理论不够完善 。针对 高颈 锻造法兰 的受力特性 , 研 究高
颈对 焊 法 兰 的 选 型 , 优 化法 兰细 部 构 造 具有 重 要 的工 程 应 用 价值 。
锻造高颈法兰在输 电杆塔结 构 中都有 应用 , 特别是 日本在 大 跨 越钢管塔特高压 及常 规 电压 等级 的钢 管塔 中均应 用 了高颈 法 高颈法兰 的设计 理论 不够 完善 。高 颈法 兰具有 比无 加劲 法兰 更 好的连接刚度 和结构性 能 , 因为法兰板 弯矩最 大处设有 变截 面的 变坡 段( 即颈腋 ) 。所以 , 高颈法 兰相对无加劲法 兰具 有更好 的结
文献[ 8 ] 中, 颈高: h : 3 . 6 J g, h : 3 . 6 、 / / +
坡度 : 0 1 : 5 。 , 内坡 : 0 2 =1 5 。 。
。
其 中, D为等管径对接 时主管 管径 ; D。 , D 。 分别 为对接 的大小
兰。但 对于锻造高颈 法 兰的研 究 , 我 国还 处于 起步 阶段 , 且锻造 管 径 ;
较大 , 具有足 够的刚 度 , 使 得法 兰盘 边缘 撬力 尺 , 较 小 或 钢 管 塔 在 实 际 工 程 中 越 来 越 多 的 被 采 用 … 。法 兰 连 接 是 钢 板厚 度 t
高颈法兰封闭轧制成形规律的有限元模拟研究
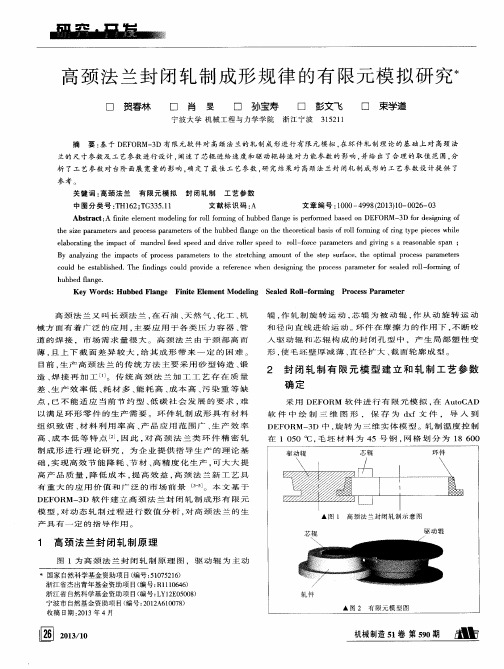
高颈 法 兰又 叫长 颈法 兰 , 在石 油 、 天然 气 、 化 工 、 机 械方 面有 着 广泛 的应 用 。 主要 应用 于各 类 压力 容器 、 管 道 的 焊 接 .市 场 需 求 量 很 大 。 高 颈 法 兰 由 于 颈 部 高 而
辊 , 作 轧 制 旋转 运 动 , 芯 辊 为被 动 辊 , 作 从 动 旋 转 运 动 和 径 向 直 线 进 给 运 动 。环 件 在 摩 擦 力 的 作 用 下 , 不 断 咬 入 驱 动 辊 和 辊 构 成 的 封 闭 孔 型 中 , 产 生 局 部 塑 性 变
By a na l y z i n g t he i mp a c t s o f p r o c e s s p a r a me t e r s t o t h e s t r e t c hi ng amo u nt o f t h e s t e p s u fa r c e ,t he o p t i ma l p r o c e s s p a r a me t e r s c o u l d b e e s t a bl i s he d .Th e in f di n g s c o ul d pr o vi d e a r e f e r e n c e whe n d e s i g n i n g t he pr o c es s p a r a me t e r f o r s e a l e d r o l l — f o m i r n g o f h ub be d la f n g e .
Ke y Wo r d s : Hu b b e d Fl a n g e Fi n i t e El e me n t Mo d e l i n g S e a l e d Ro l l — f o r mi n g P r o c e s s P a r a me t e r
轧制原理-第三章变形区金属的流动课件
加强轧制过程的智能化和自动化
研究智能化和自动化技术在轧制过程中的应用, 以提高生产效率和产品质量。
THANKS FOR WATCHING
感谢您的观看
优化轧制工艺参数的方法
1 2 3
实验优化法
通过实验测试不同的轧制工艺参数组合,找到最 优的参数组合,以达到最佳的金属流动效果和产 品质量。
数值模拟法
利用数值模拟软件对轧制过程进行模拟,预测不 同参数下的金属流动和产品质量,指导实际生产 中的参数优化。
人工智能法
利用人工智能算法对大量历史数据进行分析和学 习,找到最优的工艺参数组合,实现快速优化。
厚向应变
金属在厚度方向上的长度变化。
轧制过程中的应力-应变关系
真实应力-应变曲线
描述了金属在轧制过程中的应力与应变之间的关系,是材料力学 性能的重要指标。
加工硬化
随着应变的增加,金属的屈服强度增加的现象,影响金属的进一步 变形。
流动应力曲线
描述金属在轧制过程中的应力与应变行为,对于确定轧制工艺参数 和优化产品质量具有重要意义。
轧制力对变形区金属流动的影响
力增大,金属流动阻力增大
随着轧制力的增大,变形区内金属所受的应力增加,流动阻力增大,导致金属流动速度减缓。
流动不均匀性改善
轧制力的增大有助于改善变形区内金属流动的不均匀性。这是因为较大的轧制力可以减小因应变速率差异引起的 流动不均匀性问题。
05
实际生产中的变形区金 属流动控制
轧制原理-第三章变形 区金属的流动课件
目 录
• 引言 • 变形区金属流动的规律 • 轧制过程中的应力与应变 • 轧制工艺参数对变形区金属流动的影响 • 实际生产中的变形区金属流动控制 • 结论与展望
长颈法兰径向轧制过程中金属的轴向流动

摘 要: 过对 长颈 法 兰径 向轧制 过 程 中金属 沿轴 向的 流 动规律 进 行 理论 分 析 和 实 例 计 算 , 出 了 通 提 径 向轧制 过程 中存 在着 轴 向流 动 以及 流 动量 取决 于 环坯 与成 品截 面形 状 的观 点 , 出 了传 统 环坯 指 设计 方法存 在 的问题 。
1 前言
采 用径 向轧 制工 艺制 造长 颈法 兰是 一 种先 进 的 无缝 环件 精 密成 形 技 术 , 于 连 续 局 部 回转 成形 的 属
制轧制缺陷的产生 , 提高生产效率具有重要意义 。
2 问题 的提 出
长 颈 法 兰径 向轧 制 通 常采 用 的是封 闭孔 型 , 由 主辊 、 芯辊 的截 面 形 状 和 相 对 位 置决 定 。轧制 过 程 中 , 辊按 照设 定 的进 给模式 向主辊 移动 , 芯 使得 环坯 的厚 度 减 小 、 径 增加 。图 1 出了 轧制 型腔 的截 直 给
维普资讯
长颈法兰径 向轧制 过程 中金属 的轴 向流动
王 ( . 南 大学 机械 工程 学 院 , 1济 山东 济南 强 何 。 芳 蔡冬 梅 。 202) 5 02 2 02 ; . 50 2 2 济南 大 学控 制科 学 与工程 学 院 , 山东 济南
WA G in HE F n C I o g—me N Q a g , a , A n D i
( . h lo Mehncl nier g i nU ie i ,J a 5 0 2 hn ; .col fC nr i c 1 S o f ca i g ei ,J a n r t i n2 0 2 ,C ia 2 Sho o ot l e e c aE n n n v sy n oS n c
金属轧制工初级工理论知识练习题

金属轧制工初级工理论知识合并卷一、填空题(请将正确答案填在横线空白处,每题1分,共20分)1.45号钢表示钢中的含碳量平均为。
答案:.45%2.平均延伸系数是依据人为确定。
答案:实践经验3.按钢锭的组织结构和钢液最终的脱氧程度不同,钢锭可分为沸腾钢、镇静钢和。
答案:半镇静钢4.与时间的比率叫变形速度。
答案:变形程度5.宽展可分为自由宽展、和强迫宽展。
答案:限制宽展6.制定产品工艺过程的首要依据是。
答案:产品技术要求7.形核率越低,结晶晶粒越。
答案:大8.钢的加热制度主要包括加热温度、加热速度和。
答案:加热时间9.板带轧机按其产品厚度可分为、薄板轧机、中厚板轧机和特厚板轧机。
答案:极薄板轧机10.过渡配合主要用于精度较高的配合。
答案:定位11.砂轮的硬度反映了磨粒在磨削力的作用下,从砂轮表面的难易程度。
答案:脱落12.对轧辐的性能要求有刚度、强度、和光洁度等。
答案:硬度13.利用外部供油(气)装置,将一定压力的流体送入磨擦面之间以建立压力油(气)膜的润滑方式称为流体润滑。
答案:静压14.砂轮组织三要素是指、结合剂和空隙。
答案:磨粒15.要保证结合件在正常情况下无任何相对运动,这种配合应采用配合。
答案:过盈16.轧辐抗弯性能好,则表示轧辐好。
答案:刚性17.轧件完全咬入轧机后,辊缝的增加量称为。
答案:轧机的弹跳值18.轴承中任一元件出现疲劳点蚀前的总转数或在一定转速下的工作小时数称为轴承。
答案:寿命19.从事特种作业的劳动者必须经过特殊工种培训并取得()资格。
答案:特种作业20.凌钢企业精神:自强、创新、求实、()。
答案:创新二、选择题(请将正确答案的代号填入括号内,每题1分,共20分)1.钢的机械性能中,表示抗拉强度的符号为()。
A.oSB.obC.ak答案:B2.钢中有硫一般说来是不希望有的,但钢中有硫却可提高钢的()。
A,强度 B,硬度 C,易切削性答案:C3.板带钢轧制的()是板带轧制制度最基本的核心内容。
带外台阶法兰环件轧制的变形规律研究
计算和 1 铅试件 轧制模拟 实验 ,研 究 了4 : 4 5钢钢质带外台阶法兰环 件轧制 变形规律 ,直接
轧制成形复截 面轮廓的环件,提 高了材料利用率 ,缩短 了 加工工时。该工艺具有显著的节
材 、 节能 效果 。
关键词 :外 台阶截 面;环 件 ;变形规律 ;工 艺特征
中图分类号 :T 3 5 G 3 文献标识码 : A
具有外台阶法兰的环件是非矩形截面环件,
在驱动辊 l 作用 下,环件在驱动辊 1 与芯辊4 之间的辊缝 ( 轧制孔型)内产生连续局部塑性变
形,使壁厚减小、直径扩大、截面轮廓成形 。当
环件经过 多转轧制变形 且直径扩大到预 定尺 寸
其轧制成形过程中,不仅要求获得一对恒定的环
件内、外径,且要求通过轧制获得一定截面轮廓 形状,轧制成形一定截面轮廓形状的钢质带外 台 阶法兰环件 非常困难 。
0 引言
高压电力开关钢质带外台阶法兰环件锻件如 图1 所示。
成形性很差。要通过环件轧制工艺生产这种电力 开关环件 ,必需从轧制毛坯、轧制孔型、轧制工 艺过程参数、轧制工艺过程操作等多方面深入研 究和解决其轧制成形中的各种问题 。 进行 了钢质带 外台阶法兰环件辗扩模拟试 验 、辗扩 工艺过程设计和辗扩 生产 工艺过程调 试 ,合理进行了孔型设计与制造 。经过不到半年 的时间,确定 了最佳毛坯,成功地应用辗扩环轧 工艺生产带台阶钢外法兰环件。
逐渐消失。
( )环件及轧辊发生强烈 自激振动。 6
上述任一异常现象的出现都将破坏环件轧制
的稳定性 ,导致环件轧制过程无法正常进行,产
生废次品。
圈2 环 件 轧 制 原理
1 驱 动辊 .
2环 件 .
耐腐蚀高颈法兰胎模锻造成形的数值模拟
耐腐蚀高颈法兰胎模锻造成形的数值模拟耐腐蚀高颈法兰胎模锻造成形是工程制造领域中的一个热门话题。
在近年来的技术发展中,越来越多的企业和研究机构开始利用数值模拟工具研究这种制造工艺。
本文将围绕耐腐蚀高颈法兰胎模锻造成形的数值模拟进行探讨,包括相关概念、影响因素、模拟方法和应用前景等。
一、相关概念耐腐蚀高颈法兰胎模锻造成形是一种采用锻锤将钢坯锻造成法兰的加工工艺。
该工艺通常分为筛网、装料、预锻、精锻、精加工等几个步骤。
其中,装料时需将钢坯压成类似软木塞形状,以便在预锻环节中使其形成法兰的花边形状。
整个加工过程需要高温、高压和高速等条件,因此需要大量的实验和研究才能确保产品质量。
二、影响因素钢坯的材质、几何尺寸和加工工艺等都会对耐腐蚀高颈法兰胎模锻造成形产生影响。
具体来说,以下几个方面的因素比较重要:(1)钢坯的种类和成分。
不同的钢种对应的力学性质和成形难度都不同,对于不同的应用需求,需要选用不同的钢种。
(2)钢坯的几何尺寸。
钢坯的大小和形状会影响到几个环节的工艺参数,比如固态变形量和温度等。
(3)加工工艺参数。
高温、高压和高速等环节需要采用不同的参数,以确保锻造过程的成功。
(4)模具的精度和表面质量。
模具的精度直接影响到成形件的尺寸精度和表面质量,需要严格控制。
三、模拟方法采用数值模拟方法可以更容易地探究耐腐蚀高颈法兰胎模锻造成形的各个环节对成形质量的影响。
常用的模拟方法包括有限元方法和计算流体力学方法等。
前者主要用于有固体形变和应力分布等情况下的计算,后者则更适用于相对复杂的流体流动和温度场分析等情形。
四、应用前景随着钢铁等材料的需求量逐年攀升,如何提高生产效率和制造质量成为制造业发展的关键问题之一。
耐腐蚀高颈法兰胎模锻造成形正是一种通过优化工艺和加强控制来提高制造效率和质量的先进制造技术。
特别是在环保和节能方面,该工艺几乎不会产生过多污染和废弃物,具有较高的社会效益。
同时,采用数值模拟方法在优化设计和制造过程中的应用越来越广泛,也在一定程度上促进了耐腐蚀高颈法兰胎模锻造成形工艺的发展。
高颈法兰数控辗环机精辗成形高效节能新工艺的研究
颈 部金 属 和盘部 金属 分 配 ,颈 部金 属仅 占全部 零件 重
山 西 省 定 襄金 瑞 高 压 环 件 有 限 公 司与 山西 省 机 械研 究 院 、 原重 机 学 院 、 原 理 工大 学 、 原 重 型机 太 太 太 械集 团公 司 , 阳高 等工 业学 校共 同研 讨 了法 兰 生 产 沈 的 高技 术 装 备 与 工 艺 , 研 了洛 阳 轴 承 厂 、 阳矿 山 调 洛 机器 厂 、 马鞍 山轮 箍 厂 、 张家 港 船用 锅 炉 厂 , 安 山 口 泰 压力 容 器 制 造 厂等 各 厂 家热 辗 环 机 结 构 特 性 与 辗 环
径 向辗 环 机 比径 向— — 轴 向辗 环 机 结 构 简单 , 价 格 也便 宜 , 辗轧 工艺 完全 可 以满足 高颈 法 兰成 型要 求 。 故 选 择 D 2 1 0 型 数 控 辗 环 机 为 该 次 研 制 高 颈 法 兰 5 —0 0 工 艺 方法 和 生 产法 兰 的 主机 。该 机是 机 电液 一体 化 、 P 机 控 制 的高 效 设 备 , 自动 检 测 环 件 尺 寸 , 制 环 C 能 轧 件 具有 精度 高 、 圆度 小等 优点 。 椭
高颈 法 兰数 控辗 环机 精辗 成 形 高效 节能新工 艺的研 究
兰 鹏 光
( 山西 定 襄 金 瑞 高 压 环 件 有 限 公 司 山 西 定襄 050) 34 0
【 摘 要】 通过对高颈法兰辗 轧生产 中塑性 变形分析 , 总结其 变形特 点和原 理 , 出数控辗 环机辗 轧 高颈法 兰的短 提
32 对 马 鞍 山轮 箍 厂 辗 扩 工 艺 分 析 .
多 、 耗 大 、 本 高 、 动 强 度 大 , 质 量保 证 有 一 定 能 成 劳 且 难度 , 采 用 热 辗 轧 成 型 工 艺 , 因 轧 制件 金 属 纤 维 如 则 呈 圆周 向连 续 分 布 , 属 晶粒 排 列 严 密 整 齐 , 产 效 金 生 率高, 能耗 小 、 约原 材 料 , 面质 量好 , 型质 量 高 , 节 表 成 改善 劳动条 件 等较 自由锻有很 多优 点 。 2 高颈 法兰变 形特 点分 析 高颈法 兰盘 是法 兰盘 产 品 中具 有代 表性 的一类 产 品 ,为定量 分析研 究 ,选用美 标A S 1 . 2 5 L . N I 6 4 1 0 b B 5
环件轧制技术发展及未来研究方向
1引言环件轧制又称环件辗扩或扩孔,是借助辗环机使环件壁厚减小、直径扩大、界面轮廓成形的塑性加工工艺[1]。
环件轧制成形是用于制造无缝环形零件的连续局部塑性变形技术,由于可以满足环件对精确、高效、节能和数字化的制造要求,逐步取代了初期工艺生产效率低、尺寸精度差、后续机加工量大,而且浪费材料的锻造→冲孔→马架扩孔的生产工艺[2]。
环件轧制技术随后在火电、风电、水电、火车、船舶、冶金设备、石油化工、航空航天等工业领域得到了广泛的应用。
随着社会的发展,对环件的质量要求越来越高,对大尺寸环件的需求量越来越大,而环形零件多在高温、高压、腐蚀等苛刻条件下服役,其对环件的组织性能要求十分严格,传统成形工艺已不能满足工业快速发展的要求,环件轧制技术是环形零件生产的必然选择。
2环件轧制原理图1为环件径轴向轧制原理示意图,径轴向环件轧制中的驱动辊为主动辊,带动环件作旋转运动;芯辊为从动辊,作从动旋转运动,并且同时作向驱动辊方向的直线进给运动;轴向锥辊为主动辊,并沿轴向作进给运动,从而使环件产生壁厚减小、轴向高度减小、直径增大、截面轮廓成形。
导向辊为可自由转动的从动辊,它以一定的力抱住环件,保证环件的平稳转动。
驱动辊导向辊芯辊环坯锥辊vv a图1径轴向环件轧制示意图3环件轧制技术的产生与发展环件轧制技术是伴随着铁路运输业而发展起来的。
19世纪中期开始,铁路运输业得到迅速发展,火车运载量和运行速度都得到了大幅度提高,铸态组织车轮无法满足火车高速重载的使用要求,于是人们在铸铁车轮上装备性能更好的、可更环件轧制技术发展及未来研究方向Development and Future Research Direction of Ring Rolling Technology吕明桦,邢兆贺(山东建筑大学,济南250101)LV Ming-hua,XING Zhao-he(ShandongJianzhuUniversity,Jinan250101,China)【摘要】环形零件的轧制成形工艺是一种局部加载连续成形的工艺,广泛用于生产制造轴承环、法兰环、燃气轮机环、核反应堆壳体环形构件等各类无缝环件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
o b t a i n e d.T he s i mu l a t i o n r e s u l t s s h o w t h a t ,t h e wo r k p i e c e d ur i n g t h e r o l l i n g p r o c e s s b e h a v e s r a d i a l c o mp r e s s i o n,a x i a l a n d h o o p t e n s i o n.Th e t wo p l a t e s wh i c h s e t o n t h e up p e r a n d l o we r f a c e o f d r i v i ng r o l l h a v e i n h i b i t e d me t a l S a x i a l — lo f w
XU Lo n g q i n g, XI AO Mi n, S UN Ba o s h o u , S HU Xu e d a o, PENG We n f e i
( F a c u l t y o f Me c h a n i c a l E n g i n e e r i n g a n d M e c h a n i c s , N i n g b o U n i v e r s i t y , N i n g b o , Z h e j i a n g 3 1 5 2 1 1 , C h i n a )
c l o s e d r o l l i n g ,t h e i f n i t e e l e me n t m o d e l( F E M)f o r h i g h n e c k l f a n g e c l o s e d r o l l i n g p r o c e s s w a s s e t u p b y D E F O R M
高颈法 兰作 为一 种 整体 法 兰 , 目前 广 泛应 用 于 石 油化_ T、 供水 系统 以及 电力 公 司等诸 多 领 域 。 由于 高 颈法 兰颈部 高而 薄且 上下 截 面 的差异 较 大 的特点 , 给 成形带 来 了一 定 的 难 度 ¨ J 。传 统 加 工 方 法 中 的砂 型 铸造法 和 锻 造 法 生 产 出来 的 产 品 存 在 一定 的 内 部 缺 陷, 难 以保证 法 兰 的力 学性 能 。结 合 环 件 轧制 技 术 的 推广 和应用 , 部分 厂 家开 始 采 用径 轴 向轧 制工 艺 成 形 高颈法 兰 , 但 此 种设备 对 环 轧 机 的上 下 锥辊 的控 制 系 统要求 较 高 , 设 备 的结 构 复杂 , 不 满足 当代绿 色节 能生 产 的趋 势要 求 。 J 。文 中采 用 的 封 闭轧 制 成形 工 艺 可 以借 助上 下挡板 的作用 来替 代径 轴 向轧 制工 艺 中锥 辊
e f f e c t .
Ke y wo r d s: h i g h n e c k la f n l l i n g; n u me r i c a l s i mu l a t i o n;l a w o f me t a l lo f w
真模 型 , 并 利 用 软 件 后 处 理 中的 点 追踪 功 能 获得 了金 属 在 轧 制 过 程 中的 轴 向 和径 向 流 动 规 律 。研 究 结 果 表 明 轧 件 在 轧 制 过 程 中总体 表现 为 径 向 压 缩 、 轴 向及 周 向拉 伸 , 同时 验 证 了上 下 挡板 对金 属 轴 向流 动 的 抑 制 作 用 . . 关 键 词: 高颈 法 兰 ; 封 闭轧 制 ; 数值 模 拟 ; 金 属 流 动 规 律 文献标志码 : A 文章编号 : 1 0 0 5 — 2 8 9 5 ( 2 0 1 3 ) 0 5 - 0 0 3 4 - 0 4
中图分类号 : T G 3 3 5 . 1 9
S t ud y o n Me t a l Fl o w La w o f Hi g h Ne c k Fl a ng e
Fo r mi ng by Cl o s e d Ri n g Ro l l i n g
Ab s t r a c t: Ac c o r d i n g t o t h e g e n e r a t i o n me c h a n i s m o f d e f e c t s wh i c h o c c u r r e d d u r i n g h i g h ne c k la f n g e wa s p r o d u c e d b y
颈 法 兰 封 闭 轧 制 成 形 金 属 流 动 规 律 研 究
徐龙庆 ,肖 昱, 孙 宝寿 , 束学道 ,彭文飞
( 宁波 大 学 机械 工程 与 力学学 院 , 浙 江 宁波
摘
3 1 5 2 1 1 )
要: 为 研 究 高 颈 法 兰封 闭 轧制 成 形 中轧 制 缺 陷的 产 生 机 理 , 借助 D E F O R M 有 限 元 分 析 软 件 建 立 了封 闭轧 制 成 形 仿
第3 1 卷 第 5期 2 0 1 3年 1 O月
轻工 机 械
L h tI n du s t r y Ma c h i n e r y
Vo 1 . 31 No . 5 0c 【2 01 3
[ 研究 ・ 设计]
D O I : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 5 — 2 8 9 5 . 2 0 1 3 . 0 5 . 0 0 9
s o f t wa r e . Ba s e d o n t h e po i n t t r a c i n g f u n c t i o n i n c l u d i n g i n t h e p o s t — p r o c e s s o r , me t a l lo f w l a w i n t h e r o l l i n g p r o c e s s wa s