生产线平衡分析表
生产线平衡及人员安排

0 1.5 0.5 4
0 1 2 1
1.5 2 3
0 1 2.5 2 5
0 2
0 1 2
M4 M3 M2 M1
2 1.5
2
6 3.5 2
S1 S2 S3
5 2 0.5
S9
4
3.5 1 0.5
S4
1
S8
S10 S11 S12 S13 S14 S15 S16
深圳市美标精益企业管理咨询有限公司 4、工时测定分析(蓝色为作业的时间红色为失去平衡的时间) 版权所有 仅供客户参考
深圳市美标精益企业管理咨询有限公司 版权所有 仅供客户参考
(2) IE动作改善的4原则: ECRS原则 1、Eliminate ——取消 2、Combine ——合并 3、Rearrange ——重排 4、Simplify ——简化
深圳市美标精益企业管理咨询有限公司 (3)ECRS法运用图示简介 版权所有 仅供客户参考
3
15 插室 PCB外观 温管 插室温管温7 温 打胶水 2 插线 插变压器线7 插线 插线 功能 功能检验 检 拆线 外观检验 外观 贴条码 检 包装 30 20 16 5 8 2 6
24
1
4
37
1
5
45
2
贴断电标贴4 6 16 1
请 计 算 平 衡 率
深圳市美标精益企业管理咨询有限公司 6、生产线平衡分析的方法 版权所有 仅供客户参考
等待
现在大家思考一下…… 我们的生产线上
深圳市美标精益企业管理咨询有限公司 版权所有 仅供客户参考
有多少岗位是不增值的
深圳市美标精益企业管理咨询有限公司 版权所有 仅供客户参考
“一个流”的益处
现场IE改善案例分析--生产线平衡分析改善案例
生产线平衡定义
对生产的全部工序进行均衡,调整作业 负荷和工作方式,消除工序不平衡和工 时浪费,实现“一个流”。
出料
入料
平衡生产线的意义
通过平衡生产线可以综合应用到程序分析、动作分析 、layout分析,搬动分析、时间分析等全部IE手法,提 高全员综合素质
在平衡的生产线基础上实现单元生产,提高生产应变 能力,对应市场变化实现柔性生产系统
(4) 4种增值的工作
站在客户的立场上,有四种增值的工作
1、使物料变形 2、组装 3、改变性能 4、部分包装
物料从进厂到出厂,只有不到 10% 的时间是增值的!
工序
符 号
内容
作业内容
分类
加工 作业
○
加工 作业
■产生附加价值的工序及作 业
卖得掉
检查
□
数量检查 ■虽然有必要,但需要进行 品质检查 改善的工序及作业
现场IE改善案例分析--生 产线平衡分析改善案例
2020年7月14日星期二
内容安排
一、线平衡定义 二、生产线平衡分析方法 三、B值、F值的定义与计算 四、线平衡案例分析
一、线平衡定义
生产线平衡定义
什么是生产线平衡
生产线平衡是指构成生产线各道工序所需的 时间处于平衡状态,作业人员的作业时间尽 可能的保持一致,从而消除各道工序间的时 间浪费,进而取得生产线平衡。
减少人手(1)
將工序3里的工作时 间分配至工序2﹑4 及5之內﹐从而工序 3里的人手可调配其 它生产线去
可行性﹕須工序 2﹐4及5內均有足夠 时间接受额外工作。
ቤተ መጻሕፍቲ ባይዱ
生产线平衡-例3﹕减少人手(2人)
降低线体速度,减少生产产量
工作時間
生产线平衡分析
生产线平衡分析1临盆线均衡的含义自从福特在汽车临盆中制造了流淌功课今后,流淌功课方法因为具有对功课人员要求不高,轻易批量临盆等长处,被浩渺的企业所采取。
只是流淌功课中高低工序之间存在供给关系,一旦各工序的功课时刻相差太大年夜,就会造成某些用时短的工序不时显现等待的现象,其间的效力损掉相当可不雅。
当工序之间的功课时刻差距专门小,临盆中等待的时刻专门少,这时临盆效力最高,我们称之为临盆线均衡。
因此,临盆线弗成能主动达到均衡的状况,要经由过程临盆线均衡分析,以期达到以下目标:①缩短每一工序的功课时刻,进步单位时刻的产量。
②削减工程之间的预备时刻。
③清除临盆线中的瓶颈、阻滞、不均等现象,改良临盆线均衡。
①改良制造方法,使它合适于新的流淌功课。
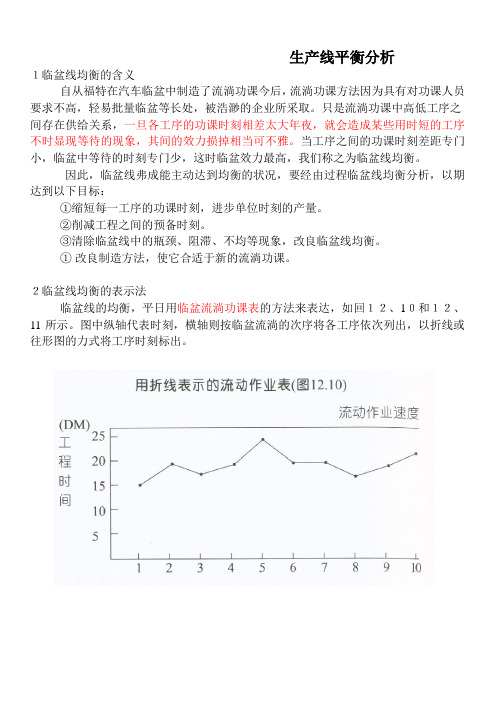
2临盆线均衡的表示法临盆线的均衡,平日用临盆流淌功课表的方法来表达,如回12、10和12、11所示。
图中纵轴代表时刻,横轴则按临盆流淌的次序将各工序依次列出,以折线或往形图的力式将工序时刻标出。
因为现代的流淌临盆以机械输送带流淌为主,机械输送的速度也应与临盆速度相适应,一样以输送带移动一个标准工序距离的时刻来表示输送带的速度,称为节拍时刻。
(TACT TIME OR CYCLE TIME),以TC表示。
节拍时刻、临盆筹划及工序功课时刻应相适应,这也是临盆线均衡的一部分。
3临盆线均衡分析的步调①测量各工序的实际功课时刻。
②制造流淌功课表。
.按照功课时刻的范畴,在纵轴上设定合适的时刻刻度。
.在横轴依序填上工序名称、人数、功课时刻、平均功课时刻。
.在纵轴上以柱形图或折线图标出平均功课时刻。
③在耗时最长的功课时刻上画一条横的虚线,把该虚线与各柱形图顶端之间的空白部分以暗影斜线填充。
④运算临盆不均衡损掉时刻临盆不均衡损掉时刻为最长时刻与各工序时刻之差的累积,也确实是图中的暗影部分。
T(loss)=∑(T max一Ti.)⑤运算临盆均衡效力及损掉率(以图12、12为例)临盆均衡效力=各工序功课时刻合计/(最长功课时刻×总人数)=324DM/(35D×12)=77、1%临盆不均衡损掉率=1一临盆均衡效力⑥分析和改进临盆均衡的改良,确实是使各工序功课时刻更为平均化的过程。
生产线平衡分析

取得平衡状态的『生产线平衡效率(编制效率)』的方法。无论哪个都是计
算生产线平衡和平衡损失的比例,用%表示的。
…………………………………… 生产节
操 60 作 工 40
拍时间
平衡损失 平衡损失(率)
合计
时 (DM) 20
生产线平衡效率
操作工时 合计
工序名称 第 1 第 2 第 3 第 4 第 5 合计 工序 工序 工序 工序 工序
一天的生产台数
1,300
=35。4(DM)
程序 8:在程序 6 和程序 7 画出的横线和柱形间画斜线
(4) 生产线平衡的计算
完成作业节拍分析图后,就能很好地抓住生产线平衡的状态,也能明确找出
问题点,在哪个工序上进行改善,削山填谷都很清楚。再要客观地、定量地
分析生产线平衡,有表示生产线不平衡状态的『生产线平衡损失率』和表示
生产线平衡分析
3.1 生产线平衡(工序编制技术)
通常,一个人若进行很多工作的话,就要把需要的所有零件、材料、和工装夹 具集中到一处,或者就必须操作顺序在作业现场内移动工作。而要使一个人干各 种不同的工作就需花费时间反复掌握工作,需要优秀的操作者。当今,为了更快 地生产大量产品,一个人担当许多不同工作的作法就不适宜了。因此,如果把一 项工作划分成若干份,让数名不同的人员分担的话,各操作者只在短时间、确定 的场所反复进行同一作业就可以了。把这叫作分工作业,因为一名操作者担当的 工作内容减少了,单纯了,所以容易掌握,通过减少各自使用的材料和工装夹具 的数量,排除准备和移动等不必要的作业动作,实行机械化等,能够谋求生产效 率的提高和产品质量的提高。
人员 a 1 人 1 1 1 1 5
纯工时 b 47DM 40 60 51 45 243
生产线平衡分析

22
步驟2 每小時量產變異分析
每小時產量變異分析圖
改善前的產量變異 要因改善後的產量變異
P/T縮短後
換線換模 等
財團法人中衛發展中心中區服務處
23
[步驟 3] 生產線平衡的改善(2名作業員以上的生產線)
改善方法說明
• 以上1~2步驟的改善,可能反而使生產線平衡率降低 ,因此在第3步驟針對因省人化而生產線平衡造成的 差異,依照各工程的實際作業時間彙繪製節距圖表:
生產線編成效率
(1) 節奏時間(Tact/Time)的計算:即客戶要求的生產間隔時 間(Pitch Time) 日作業時間(秒/日) T/T= 日需求量(個/日) (2) 編成效率:表示流程作業各工程總合時間與實際需求之比值 各工程作業時間 T/T * 作業人數
財團法人中衛發展中心中區服務處
生產線編成效率=
•生產線要 如繃緊的線 •浪費集中‧ 工作集中化 •省人化
財團法人中衛發展中心中區服務處
16
生產線的生產效率化-改善5步驟
[提升生產效率化的目標]
(1)縮短生產間隔時間(P/T)以符合節奏時間(T/T)
當生產需求量增加,並且不希望利用加班、休假出勤來增加 產量,在原有的作業人員數下,必頇藉由縮短生產的P/T來提 升產量。
14
編成效率之討論
Tact Time:96〞
過 銲 錫
•生產線編成效率 < 70% •80%> 生產線編成效率 > 70% •90%> 生產線編成效率 > 80% •95%< 生產線編成效率
尚未進行改善前的狀態 編成大有問題 尚有改善空間 維持改善的成果
財團法人中衛發展中心中區服務處
15
线平衡分析表

33.075 (每班时间*标准人员)/标准 良品工时= 6095 制表人: 文件编号: FM717-34
制表日期:
平均工时(P) 4.00 4.50 3.50 4.00 3.00 平衡状态
合
工序和= 工序号最后 工序平衡效率= A 实际工时 合计= 基准工时 P*MAX= 平衡损失 B-A/B= 19.048% 31.5 25.5
计
7 84.44%
19.00 PMAX PMIN 宽放率设定 4.5 3.00 每班时间 8h 28800 秒
G
5
合计
25.5 标准制造工时 B*(1+宽放率)= 标准工程不良率 0.00% 标准良品工时 D/(1工序之和)*100% D
33.075
5% 标准人员 7 标准良品产量
B
E
C
F
备注:1.表中黄色区域请不要改动,标准工程不良率、宽放率及每班时间为设定值。 G应等于最后工序号数。 2.最终宽放率以设备为准(人员宽放率已计算在当站工时中) 审核:
1000117生产线平衡分析表
工序号 工序名称 1 2 3 4 5 6 7 8 9 10 11 贴板 零件实装 零件检查 取板 外观检查 设备/工装 定位底座/载具 CM602 显微镜 吸笔 台灯 控制重点 实际工时 4.00 4.50 7.00 4.00 6.00 配置人员 1 1 2 1 2
F M7 1 7 - 3 4
生产线平衡分析图表
序号
1 2 3 4 5 6 7 8
工序名称
工序1 工序2 工序3 工序4 工序5 工序6 工序7 工序8
示意图
○ ○ ○ ● ○ ○ ○ ○
工序内容
标准要求
使用设备/工具 岗位人数
2 1 1 1 1 1 2 1
标准工时 (s)
9.0 4.5 4.0 6.0 5.0 4.5 10.0 5.0
标准产能 (pcs/h)
400 800 900 600 720 800 360 720
平衡工时 (s)
4.5 4.5 4.0 6.0 5.0 4.5 5.0 5.0
平衡产能 (pcs/h)
800 800 900 600 720 800 720 720
利用率 (%)
75% 75% 67% 100% 83% 75% 83% 83%
600
核准
总标准工时
人均产出(pcs/人 *h)
72.50 40 审核
平衡率 损失率
80.56% 19.44%
制表
9
工序9
○
10
工序10○Βιβλιοθήκη 11 工序11检验△
12 工序12装箱
◇
注:○表示一般生产作业工序,●为瓶颈工序,△表示检测工序,◇表示包装。
1
4.5
800
4.5
800
75%
1
4.0
900
4.0
900
67%
1
5.0
720
5.0
720
83%
2
11.0
327
5.5
655
92%
生产线总人力
15
生产线每小时产能 (pcs/h)
(精品)生产线平衡表
58.2
11.64
60.00 58.00 61.00 58.00 56.00 5.00
1
58.6
11.72
41.00 42.00 45.00 42.00 45.00 5.00
1
43.0
8.60
0.0 #DIV/0!
12.20
總人數:
7
拉平衡率:
深创PDS-067
25.00 20.00 15.00 10.00 5.00 0.00
8.04 8.92 10.12 12.20 11.64 11.72 8.60 系列1 1234567
巡查人:
工位9
工位10
工位11
工位12
0.0 #DIV/0!
0.0 #DIV/0!
0.0 #DIV/0!
0.0 #DIV/0!
83.4%
标准产能:
266
三、数据分析(不达标时)
一、原因分析:
昨开对1线工艺调整后,下班后两组最 快一小时主产(测试、包装数)422 台,不达标原因: 1.剪脚工具不好,开关脚太粗,刚开始 剪的快,越来越慢同时手也痛,如果没 有好的工具,建议包装和剪脚工位半开 或是一天互换 2.本来压件是瓶颈,主要是来料和过炉 冶具有问题,但是通过对冶具的加工改 进已经改善好多
二、责任人确认:
三、调整内容及完成日期:
1234567
表格编号:
巡查日期: 2011.09.16
工位5
工位6
工位7
QC检查
测试
包装
工位8
实测时间
连板数 人数 平均 工时1 平均 工时2 产能 实测总工时:
二、附图
35.00 40.00 42.00 41.00 43.00 5.00
生产线平衡分析
生产线平衡分析一、生产线平衡的定义流动的作业中上下工序之间,存在供应关系,一旦工序作业时间相差太大,就会造成某些用时短的工序,出现等待的现象,其中工时损失相当客观,当工序之间的作业时间差距很少,生产中等待的时间很少,生产效率达到最高时,我们称为生产线平衡率。
二、生产线平衡分析的目的1.短短生产一个产品的组装时间<增加单位时间的生产量>2.提高生产线的工作效率<包括作业人员,设备>3.减少工作间的准备工作4.提高生产线的平衡5.对新的流程作业方式改善制造方法三、生产线平衡分析方法生产线平衡分析是对改善流程作业的最适用的方法,在改善之前必须对工序进行分析。
1.先确认分析对象,生产线和对象工程的范围。
2.实施对象生产线的工程分析把握现状。
3.实施各工程的时间分析<如设定标准时间就灵活运用>4.制作速度图表5.计算生产线平衡率。
四.改善生产线平衡的方法1.对作业长的工序进行改善,其改善方法有:#分割作业,把一部分作业分配到作业短的工序中去。
#进行作业改善,缩短作业时间#作业机械化#提高机械化的能力#增加作业员或替换技能水平更高的作业员2.对作业时间短的工序进行改善@分割那部份的作业,将其分配到其他时间短的工序中去,省略那一工序。
@可从作业长时间的工序中抽一部分工作过来。
@可以与其他作业时间之工序相结合。
@分配至两个以上的工序,尽量让一个人去作。
五.生产线平衡率的计算1.平衡率的计算方法:生產平衡率=各工程淨時間的總和∕時間最長的工程作業時間×100%2.不平衡的计算方法不平衡率=100%﹣平衡率(%)如:生产一个产品的总时间为136秒,人力为19人,时间最长的工序为10秒,那他的生产平衡率为:生产平衡率=136S/(10S×19人)×100%=71.6%不平衡率=100%-71.6%=28.4%。
生产线平衡分析与改善最全面的IE分析生产线平衡
最全面的IE分 析生产线平衡 案例分析
PART 1
单击添加章节标题
P生A产R线T平2衡分析的概念和重要
性
生产线平衡分析的定义
定义:生产线平衡分析是指对生产线上的各个工 序进行平衡,使各工序的工作时间尽可能相近, 从而提高生产效率的过程。
目的:通过对生产线平衡进行分析,可以找出生 产过程中的瓶颈工序,优化生产流程,提高生产 效率,降低生产成本。
跨部门协作:加强各部门之间的沟通与协作,共同推进生产线平衡改善的实施和监控工作。
PIEA分R析T在5生产线平衡改善中的
Hale Waihona Puke 应用IE分析的基本概念和原则
IE分析的定义:工业工程分析, 旨在提高生产效率和降低生产成 本。
IE分析在生产线平衡改善中的应 用:通过分析生产线上的瓶颈、 浪费和不合理之处,提出改善方 案。
注意事项3:考虑人机配合 和作业节拍
注意事项1:分析前要明确 目标和范围
注意事项4:注意设备维护 和保养
PART 4
生产线平衡改善的策略和措施
生产线平衡改善的目标和原则
提高生产效率:通过优化生产线布局和作业分配,降低生产成本,提高产出效率。 降低不良品率:通过平衡生产线上的作业,减少生产过程中的波动和异常,降低不良品率。 提高员工满意度:通过合理分配工作量和减轻员工负担,提高员工的工作积极性和满意度。
生产线平衡分析的工具和技术
作业分析:确定每个作业步骤的时间和顺序,识别瓶颈和浪费。 工艺流程图:可视化生产线流程,找出潜在的改进点。 动作分析:研究工人操作,优化动作,提高效率。 生产计划与调度:合理安排生产计划,确保生产线的平衡。
生产线平衡分析的注意事项
注意事项2:充分了解生产 流程和工艺要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S14 电阻&耐压测试
1 12.5 12.5
/
/
S15
外观检查入车&搬 运
1
10.0 10.0
/
/
S16 定子浸漆
1 12.0 12.0
/
/
S03
S04
S05
S06
S07
返修
直接员工 引出线加
工 总人数
A/0.新出 更改 记录
1 21 排拉
图示 2 说明 24
编制
审核
表示须注意安全操作 表示操作员 表示须注意高压安全防护 表示物流
/
1 14.4 14.4
/
1 10.5 10.5
/
操作规程编号 / / /
排拉示意图
物料区
S02
S01自动
S02
物料区
S02
S04 刮漆膜
1 12.1 12.1
/
/
S01自动
S02
S05 剪线
0.5 6.6 6.6
/
/
S06 铆铜带
1 10.0 10.0
/
/
S07 扭线
2.5 22.0 8.8
/
/
S08 焊锡
1 12.0 12.0
/
/
S09 整形
1 9.5 9.5
/
/
S10 套黄腊管
1 11.5 11.5
/
/
S11 绑扎带<5根>
5 55.0 11.0
/
/
S12 剪扎带
1 10.0 10.0
/
/
S13 扎紧固带
1 10.0 10.0
/
/
绕好 定子
绕好 定子
S01 手 动
物料区 S02 S02
物料区
线长台
鑫龙电机科技有限公司 包含引出线、配
ShenZhen XinLong Electricixal Motor Tec件hn加o工lo等g等y 2C人o, .,LTD.
标准作业表
时均产能:
适用范围: □装配 □转子 R定子 □DC电机 □罩极电机
8.3PCS/H.人
产品名称
交流电机定子
文件编号
版本
A/0
产品编号 ACSH-7030M12系列
标准产能
200PCS/H
标准人数
24
规格型号
Φ70-76冲片
Takt Time
18.0
发行日期
2015/11/26
工序 编号
工序名称
S01 插纸
S02 绕线
S03 绑扎带<2根>
操作 标准工 合并工 存货标准 人数 时(S) 时(S) (WIP)
1 7.4 7.4
会签
批准
S07 S08
S09
S10
S11
S11
S11
S11
S11 S12
S13 S14
S15 返