牧野高速高精度加工中心的独特性能
makino牧野cnc
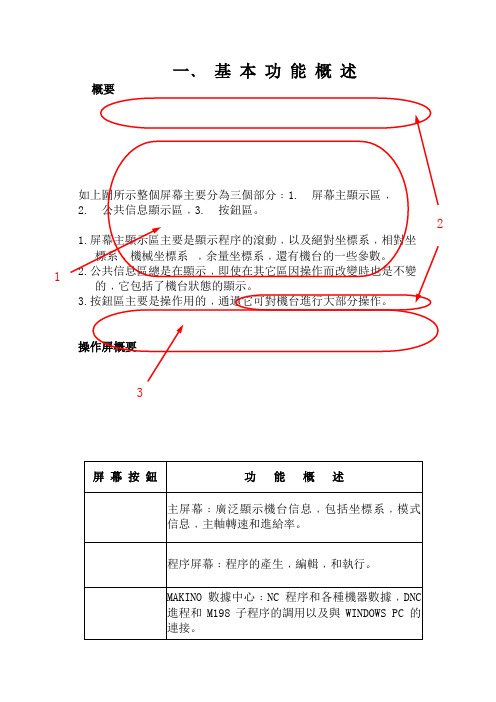
一﹑ 基 本 功 能 概 述概要13信息標題觀察﹕信息標題框位于整個屏幕的頂部﹐它顯示所選程序﹐機台狀況和其它數據。
3 74 51.執行程序的信息﹕編號﹐序列號﹐注釋。
2.機台狀況指示燈﹕顯示緊急停止﹐互鎖﹐報警和其它機台情況。
3.主軸負載圖﹕主軸負載用條型圖來表示﹐圖中顏色表示了負載值的大小如下表﹕4.相關位置指示燈﹕當某極軸載它的相關位置時﹐對應的它就顯示為綠色。
5.第二相關位置指示燈﹕當極軸在其第二相關位置時﹐對應的它就顯示為綠色。
6.鏡像指示燈﹕當某極軸為鏡像軸時﹐對應的它也顯示綠色。
7.已選界面信息﹕顯示目前所選功能的名稱。
FLOATING鍵運用這個鍵可以調出几個常用的功能鍵如下圖FLOATING鍵在任何時候都會出現在屏幕上所以可以方便的調出那些常用的功能鍵。
二﹑主 屏 幕 介 紹概述主屏幕廣泛顯示機器的狀態﹐例如坐標﹐模式數據﹐主軸轉速和進給率等。
主屏幕可分成4個顯示區﹐如下圖所示。
1.2.3.4.主屏幕按鈕包括Absolute ﹑Relative ﹑Machine ﹑All ﹑Preset ﹑Origin ﹑All Axes Origin ﹑Execute 等。
如下圖所示﹕各按鈕功能見下表﹕32 4三﹑程序編 輯 界 面這個界面可用來創建程序 和顯示執行中的程序。
NC 存儲器或是NC 存儲器以外的程序都能在這個界面進行編輯。
它主要又可分為兩個界面﹐即程序編輯界面和程序清單界面。
程序編輯界面模式信息/機台信息顯示區坐標(位置)顯示區 程序信息(前台編輯區) 程序寫入區(后台編輯)程序顯示區(前台)程序的重復﹔移動到程序的最后端﹔尋找序列號﹔跳到指定行﹔程序的替換﹔整個程序的復制﹐選擇范圍的復制﹐選擇范圍的移動。
3)顯示坐標﹔4)顯示模式信息﹔5)顯示機台信息﹔6)顯示程序重新執行的信息﹔7)程序的回歸。
在這里有一個前台編輯區和一個后台編輯區。
程序能同時在前台顯示和在后台編輯。
(不過﹐當在MDI模式下時﹐NC存儲器里的程序不能在后台進行編輯。
高速加工中心的结构特点及优点

高速加工中心的结构特点及优点概述:用于模具加工的高速加工中心,一个普遍的结构特点是采用龙门式框架结构,以此增强机床刚性,且便于充分利用加工区的空间。
机床床身的材料则多数采用了聚合物混凝土,由于这种材料具有较好的阻尼性能和较低的热传导率,故有利于提高模具的加工精度。
目前,根据坐标轴的配置,五轴加工中心基本上可分为两种结构型式。
一种是三个直线轴(X/Y/Z)用于刀具运动和两个附加旋转轴(A和C)用于工件的回转和摆动的结构型式。
这种类型的高速加工中心,如德国Röders公司的RXP500DS/RXP800DS,德国Alzmetall公司的GS1000/5-T,瑞士Mikro的HSM400U/HSM600U和称之为超高速加工中心的XSM400U /XSM600U,以及德国Hermle的C30U/C40U/C50U等。
另一种是五个坐标轴中的一个摆动轴(A)设置在主轴头上的结构型式,通过叉形主轴头实现主轴刀具的摆动,而摆动主轴头也可通过牢固夹紧,使其定位在摆动角度范围内的任意位置上。
这种类型的机床如德国德马吉公司的DMC75Vlinear /DMC105Vlinear,Mikro的HPM1850U和德国RolfWisser的高速铣床GAMMA605/1200等。
有个别机床有把摆动轴和回转轴均设置在主轴头上,如德国Parat公司的G996V/BSH/5A高速铣削中心和德国Edel公司的五轴或六轴龙门铣床。
五轴高速加工中心在价格上要比三轴加工中心高很多,据德马吉DMC75V系列的五轴加工中心与三轴加工中心进行价格比较,五轴要比三轴的价格约高50%。
五轴高速加工中心价格虽高,但这种高档机床特别适合用来加工几何形状复杂的模具。
五轴加工中心在加工较深、较陡的型腔时,可以通过工件或主轴头的附加回转及摆动为立铣刀的加工创造最佳的工艺条件,并避免刀具及刀杆与型腔壁发生碰撞,减小刀具加工时的抖动和刀具破损的危险,从而有利于提高模具的表面质量、加工效率和刀具的耐用度。
牧野机床参数说明书
牧野机床参数说明书一、前言牧野机床是一家专注于研发、生产和销售高精度数控机床的企业。
参数说明书是为了让用户更加了解牧野机床产品的性能特点,从而更好地选择和使用机床。
本文将详细介绍牧野机床的参数,包括主要技术指标、结构特点和适用范围等。
二、主要技术指标1. 精度要求:牧野机床以高精度著称,其加工精度可达到微米级别。
在加工过程中,牧野机床保证了高度稳定的加工质量,确保了产品的精度要求。
2. 主轴转速:牧野机床具备高速主轴,转速范围广泛,能满足不同材料和工艺的加工需求。
3. 加工尺寸范围:牧野机床的加工尺寸范围宽广,能满足不同尺寸产品的加工需求。
同时,机床具备高刚性结构,能够保证在大尺寸加工时的稳定性和精度。
4. 进给速度:牧野机床的进给速度快,可实现高效率的加工,提高生产效益。
5. 控制系统:牧野机床采用先进的数控系统,具备高速、高精度的运动控制能力,能够实现复杂零件的加工和多种工艺的自动化控制。
6. 功率要求:牧野机床的功率适中,既能满足加工需求,又能节约能源,提高生产效率。
三、结构特点1. 基床:牧野机床的基床采用高刚性材料制造,具备良好的抗震性和稳定性。
同时,基床的设计经过优化,能够有效吸收加工过程中的振动,提供稳定的工作环境。
2. 主轴系统:牧野机床的主轴系统采用精密轴承和先进的冷却系统,确保主轴的高速运转和稳定性。
同时,主轴系统具备自动换刀功能,能够实现多种工艺的快速切换。
3. 进给系统:牧野机床的进给系统采用精密的滚珠丝杠和高精度的伺服电机,能够实现高速、高精度的进给运动。
同时,进给系统具备快速移动功能,提高了工作效率。
4. 控制系统:牧野机床的控制系统采用先进的数控技术,具备强大的功能和稳定的性能。
用户可以通过触摸屏操作界面,实现各种加工参数的调整和监控。
5. 保护系统:牧野机床具备完善的安全保护系统,包括紧急停机按钮、过载保护、断电保护等功能,保障了操作人员和机床的安全。
四、适用范围牧野机床广泛适用于各种行业的加工需求,包括航空航天、汽车制造、模具制造、电子设备等。
日本牧野集团推出最新研制的锋速系列立式加工中心
【】 1冲模设计手 册编写组 . 冲模设计手册 【 . K】 北京 : 机械
工 业出版社 。99 19 .
【】 2成
虹 . 冲压工艺与模具 设计 [ . M】 北京 : 高等教育 出
版 社,O 4 2O.
的。因此侧冲凸模斜楔斜角取 4。 5 。 零件侧缺 口较小,致使侧冲缺 口凸模 强度不
f】 3李德群, 唐志玉 .中国模具设计大典【 . M】 南昌: 江西
科学技术出版社。03 20.
日本牧野集团推出最新研制的锋速系列立式加工 中心
20 年 1 月 1 09 1 8日在 展会上。 牧野机床( 中国) 有限公司隆重推出最新研制的 f f锋速系列立式加工 35 、 中心 , 它是 由 日本牧 野集团在新加坡 的研 发中心与全球多家大学和公 司进行技术合作 、 同开发 的最新产 品。 共 锋速系列机床主要适用于塑料模、 冲模、 锻模、 压铸模的加工。 该系列机床外观采用了全新视觉设计及特殊油漆 效果, 其主轴采用牧野拥有多项专利核心技术的内冷、 内润滑系统, 机床采用无悬臂的机械构造。 定位精度为 ± 15 ,重复定位精度达 ±1 ‰ 并采用牧野独有的 s I4 .胁 , G . 超级几何控制功能, 可控制机床沿着指令轨迹精确 运行 , 将模具三维型面的加 工效率与精度发挥到极致 。 锋速 系列采 用双臂 自动刀具 交换, 换刀快速可靠 。 锋速 系 列机床具有高精度 、 高效率 加工特性 , 可为 广大 的模具企业提供 更具竞争力 的懈决方案 。 日 本牧野集团一贯秉承 “ 质量第一” 的理念, 在高速高精度模具制造和汽车零部件柔性加工领域及现代航 空制造领域潜心拓展, 获得广大客户全面的认可和信任。 集团已在中国销售了 7 o 多台机床, O 0 并为用户提供及 时周到的服务。 ( 郑利文 报道)
日本顶尖机床厉害在哪,细数牧野慢走丝机床的六个强大功能

日本顶尖机床厉害在哪,细数牧野慢走丝机床的六个强大功能作为模具制造技术的先锋,牧野公司推出的U系列慢走丝机床采用了最新的Hyper i 技术,加工性能有了革命性的提高。
让我们一起来了解牧野慢走丝机床的那些强大功能!牧野U3 /U6系列慢走丝机床一、 i 直观 i 智能 i 互动牧野最新的Hyper i 控制器,具有创新的人机操作界面。
能像智能手机和平板电脑一样,轻松缩放、点击和滑动,为操作员提供一种简单、自然、舒适的操作体验,从而提升操作效率。
内置的电子手册、智能辅助功能和电子培训系统进一步增强了控制器界面的人性化。
任何仅具有基本机床操作知识的人都可以快速学会牧野Hyper i 控制器。
操作员可以快速学习和感受新一代控制器所带来的强大技术与力量,他们中大多数都能在学习的第一天就加工出复杂的零件。
牧野新一代的Hyper i 控制器二、Hyper CutHyper Cut 技术解决了苛刻的需求,在实现优异表面粗糙度的同时减少了修刀次数,用线更少,加工更快。
该技术是专门为精密冲压模具行业研发的,适用于不同的线类型、线径、工件厚度和材料,应用广泛,极具竞争力。
加工钢材3刀可达Rz3μm(Ra0.4μm)加工硬质合金3刀可达Rz2.5μm(Ra0.34μm)即使是很高的工件,仍有很好的面粗度省去的第4刀加工能减少20%的工期和14%的线损耗钢材仅加工3刀达到的表面粗糙度工件材料 : SKD11钢使用线径: Φ0.25mm黄铜线材料厚度 : 80mm表面粗糙度: Rz3μm (Ra0.4μm)三、H.E.A.T. 高能量应用技术在慢走丝线切割加工中,最难的加工是喷嘴与工件两端远离的情况。
牧野H.E.A.T.技术结合高压喷流(高性能的数字控制双冲水泵)和特殊电源,大大提高了加工速度。
因此,牧野H.E.A.T. 技术会带给客户更快、更精准以及更优异的面粗度。
同时,也大大减少了人为干预。
该技术在电加工行业是无与伦比的。
牧野重型5轴立式加工中心D500

牧野重型5轴立式加工中心D500牧野铣床制作所的5轴控制立式加工中心“D500”日本牧野铣床制作所(Makino Milling Machine)上市了可加工重型工件,并进步了加工速度的5轴立式加工中心“ D500”。
可加工直径650mm×高500mm 的工件,最大重量为350kg。
为了与3轴方向的切削进给速度(X轴为最大 32,000mm/min,Y轴及Z轴为最大40,000mm/min)保持同步,新产品进步了2个倾斜轴的运动速度(相当于A轴及C轴为每秒 50转)。
由于加工速度受制于速度最慢的轴,因此,此次均衡进步了全部轴的运动速度,以喷气式发动机、涡轮机的旋转翼以及叶轮的加工为例,加工时间可减少50%.与3轴加工相比,5轴加工固然具有可通过1次定位进行多面加工,可缩短刀具的顶出量因而加工更稳定等优点,但也有工作时的累积误差较大、重型工件的加工时间增长等缺点。
牧野铣床制作所进步了从两端支撑工作台的耳轴结构的摇架刚性。
在摇架的两端(A轴)分别组装1个直接驱动马达(DD马达),并使其同步运动以进步运动性能,同时,防止摇架的扭曲以确保精度。
另外,还采用了“扭矩值可称前所未有地高达3000N·m的马达”。
在摇架上的旋转工作台(C轴)中也组装了同样的DD马达.工作台同时还负责A轴方向的平行移动(从X轴以及操纵者角度看,为左右方向)。
主轴只分担纵深方向(Y轴)及上下(Z轴)的移动。
正面的门可从底到顶全部打开,从而使操纵者可最大程度地接近主轴以及工件,便于确认加工状况。
托盘交换装置(Pallet Change)等自动运转用设备设置在了背面,以免影响操纵.该机床将面向以下用途销售:需要5轴加工机的航空器部件加工及试制部件加工,且使用3轴同步加工方式即可满足尽大部分要求的模具加工及部件加工。
与3轴同步加工相比,由于可实现分度自动化等,因此,可将粗加工所需时间缩短 30%,并延长刀具寿命30%,表面光洁度可进步30%.该公司将以上述优点,促使模具制造商将3轴同步加工机更换为此次的新产品。
牧野推出新型iQ300加工中心
[】 中 . 2施法 计算机辅 助几何设 计与非均 匀有理 B样条
A点和 c点的坐标增量计算公式为式() 式 2。
[ . M】 北京: 高等教育出版社,0 1 20.
牧野推出新型 i30j- 中心 Q 0 ur J
为满足中国市场精细、精密加工对机床精度和稳定性 的高要求,牧野机床特推 出了 i30 Q 0 加工中心。 i30 Q 0 的主轴转速最高可达 4 0 / i 切削进给速度 20ml i, 5 0 mn 0 r , 0 r / n 进给轴采用超精密滚动导向, m 并采用分 辨能力为 0 0 的光栅尺反馈系统。机床的轴结构与普通的立式加工中心相同, .5 m n 从正面看, 横向为 x轴,
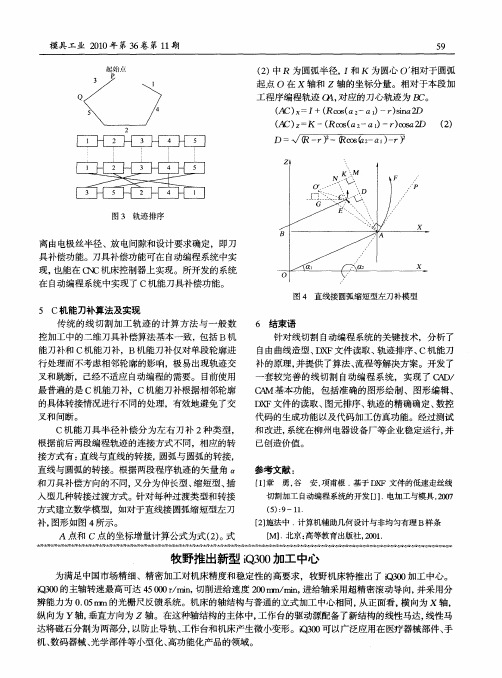
方 式 建立数 学模 型 ,如对 于直 线接 圆弧 缩 短型左 刀 补, 图形如 图 4 示 。 所
参考文献 :
[】 1章 勇, 谷 安, 项甫根 . 基于 D F文件的低速走丝线 X 切割加工 自动编程系统的开发 [】 电加工与模具,07 J. 20
( )9 1 5 : —1 .
代码的生成功能以及代码加工仿真功能。经过测试 和 改进 , 系统 在柳 州 电器设 备 厂等 企业 稳定 运行 , 并 已创造 价值 。
接方式有 : 直线与直线的转接, 圆弧与圆弧的转接,
直线与圆弧的转接。根据两段程序轨迹的矢量角 口 和刀具补偿方向的不同, 又分为伸长型、 缩短型、 插 入型几种转接过渡方式。针对每种过渡类型和转接
纵向为 y轴, 垂直方向为 z轴。在这种轴结构的主体 中, 工作 台的驱动源配备了新结构的线性马达, 线性 马 达将磁石分割为两部分, 以防止导轨、 工作台和机床产生微小变形。i30 Q 0 可以广泛应用在医疗器械部件、 手
牧野机床(中国)有限公司 卧式加工中心a61nx

牧野机床(中国)有限公司卧式加工中心a61nx
佚名
【期刊名称】《汽车制造业》
【年(卷),期】2011(000)010
【摘要】a61nx主轴转速15000ffmin,加速度1g;旋转工作台可探测工件重量,实现了分度时间的最佳化;分度工作台最小分度角度为1°;可根据刀具长度将ATC门的开闭宽幅控制为最窄,刀具到刀具0.9s,切屑到切屑2.4s;高速环型刀库可容纳40把刀具,下一把刀具最短在2.9s内准备到位;ATC侧刀具破损
检测装置,可在不影响加工时间的情况下,刀库侧的ATC待机位置进行刀具破损
的检测;
【总页数】1页(P66-66)
【正文语种】中文
【中图分类】TG659
【相关文献】
1.全面服务新演绎机床牧野再拓疆——访牧野机床(中国)有限公司总裁赵志强先生[J], 杜晓静
2.牧野机床(中国)有限公司:卧式加工中心J3 [J],
3.牧野机床(中国)有限公司卧式加工中心J3 [J],
4.牧野机床(中国)有限公司卧式加工中心J3 [J],
5.牧野机床(中国)有限公司卧式加工中心J3 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
牧野高速高精度加工中心的独特性能
现在整个加工行业似乎都在讨论高速加工中心这个话题。
在日本,牧野作为第一台加工中心研制厂商,对高速加工中心有其独特的定义。
当然力量强劲集中的驱动控制器与机械行业专业科技的迅速发展成为机床达到惊人精确度与速度的必要条件。
高速加工中心也许在外部看来与传统式的机床没有多大差异。
然而在机床内部的结构与技术却迥然不同,并不只是说使用了高速主轴就是高速铣那么简单的事。
事实上,不只是主轴,伺服控制器系统每一个部分的技术与设计的最优化以及基础机械体系设计的战略性更新都是创造优秀的高速铣不可缺少的组成部分。
我们对高速加工中心的定义是:
·能提供高生产率;
·高转速主轴;
·主轴加速与进给迅速;
·换刀与工作台旋转迅速;
·大容量的切削处理功能;
·重切削时也能保证高可靠性。
在高速加工中心不断完善的过程中,我们通常对一个健全高效机床研究甚多。
但当我们以微米甚至更小的单位来衡量机床的精度,我们开始重新审视高效机床的定义。
从机床的控制器体系机构到轴承,机床制造商们着手考虑如何使数控机床系统得到有效更新,从而提高效率,但是,重要的是必须让所有的零件组合达到最高的运转效率,体现出非凡的一致性与协调性。
主轴(Spinde)
收野高速加工中心利用整体式的主轴电动机以减少振动并防止热量的产生导致对主轴的影响。
牧野特别申请并保持至今的专利的主轴核心冷却系统是牧野高速加工中心的一大法宝。
低速主轴通常使用钢珠轴承,采用油脂润滑。
但随着主轴转速的不断提高,当主轴转速接近10000r/min时,润滑油开始产出热量并直接影响主轴精度与寿命。
特别当主轴转速达到12000r/min时,由于润滑油而产生的热量达到一定程度后,会聚集于主轴与刀具中。
在客户对机床功率与高转速不断苛求的今天,如何解决主轴问题对制造商而言是一大挑战。
现有的技术是利用混合的陶瓷轴承来配合润滑油,这样的技术也许对于主轴在15000r/min时不成问题。
我们也发现有些制造商也采用另一种轴承,其内部与外
沿依然由金属片组成,但旋转部分是由刚性很强、持久耐用的陶瓷材料组成。
热量是轴承精度与寿命的天敌。
在主轴运转至10000r/min,比较有代表性的是使用油雾(Oil Air Lube)仪表系统。
此系统提供最少(但充分)的润滑油以减少轴承产生热量,另外,吹气管也帮助驱散热量。
再剩余的热量被转入一个不会在引起循环的冷却系统中,被封闭起来。
牧野主轴并不采用油雾表系统,因为当油雾主轴的转速低于15000r/ min时,润滑主轴应该可以完成;但当主轴转速超过15000r/min时,高速旋转使主轴外产生一层保护气流。
主轴转速越高这层气体保护层越封闭,这样一来旋转产生的离心力令润滑油不能充分润滑主轴。
同时,主轴内部的热量得不到充分发散,当然也不可能迅速冷却。
久而久之,主轴产生大量的磨损,影响加工工件的精度。
牧野在主轴的冷却问题中的处理十分合理。
我们采用的主轴核心冷却系统是独一无二的。
主轴内部的冷却液是首先冷却主轴内部核心。
主轴中心冷却系统采用大量受温度控制的冷却油,直接穿过旋转主轴从内部开始冷却。
由此确保了即使是采用了80mm内径轴承的刚性主轴,在高速运转的情况也不会发生热位移。
其次,再冷却主轴外壳,从而确保主轴温度的平衡。
另外,我们采用的润滑油同时也是冷却油,内压润滑即冷却油从主轴内部流向轴承内环,然后穿过轴承内环上的孔同时冷却整个轴承。
由于从内部冷却的轴承旋转时的离心力与冷却油流动动力方向一致,即使在高速旋转的情况下,也可以保证润滑的顺利进行(已获得专利)。
所以,润滑油即冷却油通过轴承内滚道直接润滑滚珠。
收野称为滚道下润滑(Under-Race Lubrication)。
我们做过试验,与前述的采取油雾的主轴相比,牧野的主轴转速快3倍。
较快的进给(Quicker Feeds)
牧野在确保高精度的前提下,不断提供高速加工中心的效率。
牧野设备A55e,J66的X,Y,Z轴的进给速度对以达到50m/min。
要达到如此大进给,必然有特殊的系统支持。
牧野采用双滚珠丝杠(Dual ball screws)和双进给电动机(Dual feed motors)。
双滚珠丝杠保证主轴X,Y,Z三个方向进给平均,稳定;双滚珠丝杠也在装配时给预压力,最大限度消除单滚珠丝杠产生的间隙问题。
同样,双进给的电动机,也为主轴提供了平稳高效的动力系统。
是不是采用了双滚珠丝杠和双进给电动机就同时也增加了热量的产生呢?答案当然是否定的。
收野的滚珠丝杠核心冷却(Ball Screw Core Cooling)是对付热量的高招。
采用润滑油在滚珠丝杠内部循环的办法,比丝杠外润滑产生的热量要少100倍。
控制器——牧野独特的几何智能功能GI(Geometric Intelligence Function)
过去的经验证明,高速加工(高速度和高精度)方面的主要障碍是运转控制技术而不是主轴技术,CNC制造商在此方面过去几年中并未取得多大进展,幸亏计算机功能的快速强大,弥补了这一不足,尤其是软件的日臻成熟和数字技术的飞速发展。
首先,目前的加工中心能更快地处理数据,加快工件的加工速度。
少数机床生产商吹嘘他们的机床在高精度加工中每行程序的处理速度小于1ms,这与10年前的70ms相比确实是一个不小的进步。
使用者必须保持警惕,因为这些厂商仅仅提供的是程序处理的速度,其实,程序处理速度并不重要,机床完成程序所运行的时间才是我们所关心的实际问题。
有一点我们必须明白,实际机床运行程序的时间决定了你可以加工到多快多好。
在这里的精度,传统意义是指直线插补用点点模拟加工形状的轮廓线时所造成的误差。
这就意味着精度越高,模拟点就越多,点点之间的距离就越小。
当机床数据处理速度不够时,稠密的点就会引发一个模具加工中常见的问题“数据饥饿”。
几何智能功能可以很好地解决加工中常见的“数据饥饿”问题。
他主要用于高精度加工工件,比其他“向前看”(Look Ahead)高速加工技术更能减少工作节拍,令工件更加完美。
当然除了确实可靠的主轴、快速的进给、GI控制系统外,牧野的高速加工中心同时具备合理的轴结构与宜人化的主机结构、高效冷却系统以及采用独特的HSK 新型刀夹(动平衡刀柄)。
这些都是创造高速、高精度加工中心的核心部分。
正是靠着这样精益求精不断提高客户生产效率的理念,牧野机床在中国模具与零件加工的行业中都有不俗的表现。
(end)。