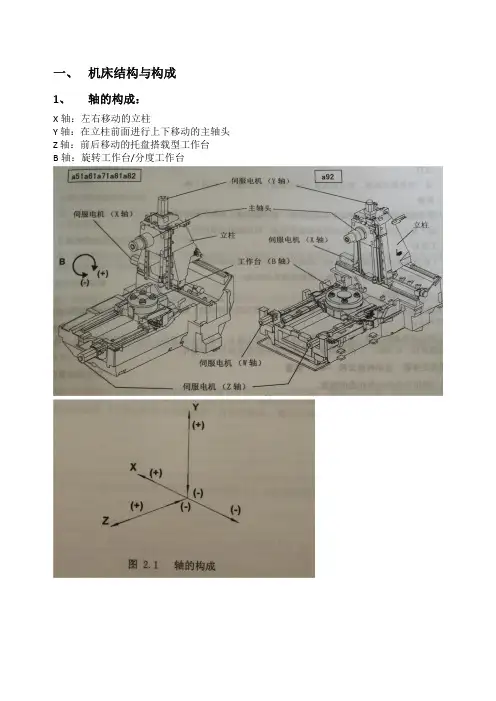
牧野卧式加工中心a
牧野机床基本型号及其行程

牧野机床基本型号牧野机床基本型号及其及其及其行程行程行程*立式加工中心型号特长 用途行程(mm)FB127超长时间高精度平面加工立式加工机。
1200×700×450型号特长 用途行程(mm)HYPER 2J 适合于医疗器械,半导体,高性能通讯仪器及液晶/非球面隐形眼镜等要求高精度的光学研究,试制的加工。
200×150×150*卧式加工中心卧式加工中心型号特长用途(参照各产品介绍网页)行程(mm) G5兼备了研磨加工和切削加工功能的高效率研磨加工机520×560×600270度/360度(B/C 轴)型号特长 用途搑行程(mm)A55E560×560×600A66E 高速,高精度/近乎完美的空间设计/连续加工所必须的优良切屑处理性能,是部件加工的最理想的选择。
730×730×800A77E730×730×800A88E 最适合于汽车,建设用机,农用机等铸件及不锈钢等中小型难加工材料的大批量加工生产。
900×800×970A99E1250×1100×1250A100E 可进行大型工件的连续/高速,高精度加工,且具顺畅的大量排屑功能的卧式加工中心。
1700×1350×1400MCC30163000×1600×1300 MCC30183000×1800×1500型号特长用途搑行程(mm)MCD1816是模具加工最理想的伙伴 1800×1600×1300型号特长用途(参照各产品介绍网页)行程(mm) MAG1最适用于加工飞机的铝制构件的加工,例如机翼的前沿、机体后缘和机翼肋骨等尺寸在1500mm以下的所有工件1520×1100×1350 MAG3MAG3.HMAG3EX可进行超大型飞机部件(吕合金)的连续/高速,高精度加工。
牧野Professional5使用说明书摘要(a1系列 a51 a61 a71 a81 a82 a92卧式加工中心)
B 其他 NC 功能开关(主操作盘上能够设定的功能) 下列功能在主操作盘上没有配置,可以在功能画面上操作,也可以利用柔性开关功能进
B NC 程序的启动/停止
循环[START]开关 按下该开关,启动 NC 程序。在 NC 程序启动过程中,白色指示灯灯亮灯。在 MDI、 存储器、DNC 运行、磁带模式下有效。
[FEED HOLD]开关 按下该开关,停止 NC 程序。在 NC 程序停止的过程中,白色指示灯灯亮灯。如果 按下该开关则会变成进给暂停状态。但是,M、S、T 功能仍继续动作,直至结束后 才停止。 即使在进给暂停的状态下,下列动作仍然能够继续: 主轴旋转 刀具自动更换(ATC) 托盘自动交换(APC) 供给切削油 部分固定循环
主轴锥孔 快速进给速度 切削进给速度
高度 质量
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
主轴锥孔 快速进给速度 切削进给速度
高度 质量
X 轴*Y 轴*Z 轴 作业面的大小 最大承载质量 主轴旋转速度
主轴锥孔 快速进给速度 切削进给速度
高度 质量
13100kg(刀具 40 把)
730*730*800m □630mm 1200kg
A 标准规格设备的主操作盘上所配备的开关
[SINGLE BLOCK]开关 将单程序块模式置于有效/无效。如果但程序块模式置于有效,程序则每执行完 一个程序块就会停止。
[BLOCK SKIP]开关 将程序块跳跃模式置于有效/无效。如果程序跳跃模式被置于有效时,在程序 中,初始部分含有[/](斜线)的程序块将被忽略。
牧野卧式加工中心f68参数
牧野卧式加工中心f68参数
牧野卧式加工中心F68是一款先进的加工设备,它在加工领域具有广泛的应用。
本文将为大家详细介绍牧野卧式加工中心F68的参数,以便大家更好地了解它的特点和功能。
1.主轴功率:牧野卧式加工中心F68采用高功率主轴,功率达到15/18.5kW。
这意味着它具备强大的加工能力,可以满足加工各种材料的需求。
2.加工速度:该设备的最大加工速度可达15m/min,快捷高效的加工速度能够大大提高生产效率,减少加工时间和成本。
3.加工尺寸:牧野卧式加工中心F68具有宽敞的加工空间,加工尺寸为800x600x500mm。
它的加工范围广泛,适用于各类大小零件的加工加工。
4.控制系统:该设备采用先进的数控系统,具备多功能操作界面和人性化设计。
操作简单方便,能够实现高精度的加工控制,提高加工品质和稳定性。
5.自动换刀系统:牧野卧式加工中心F68配备了自动换刀系统,实现了自动化的刀具切换。
这不仅提高了生产效率,还减少了操作人员的劳动强度。
6.加工精度:该设备的重复定位精度为0.008mm,定位精度为0.010mm。
高精度的加工能够确保零件的尺寸和质量,提高产品的稳定性和可靠性。
综上所述,牧野卧式加工中心F68具备强大的加工能力、快捷高效的加工速度、宽敞的加工空间和高精度的加工精度。
它的先进控制系统和自动化换刀系统使得操作简便,并大大提高了生产效率。
无论是小型还是大型企业,牧野卧式加工中心F68都是一款性能优越、应用广泛的理想设备。
希望通过本文的介绍,能够为大家提供一定的指导意义,使大家对牧野卧式加工中心F68有更全面的了解和认识。
卧式加工中心的类型及特点
卧式加工中心的类型及特点卧式加工中心是指主轴轴线与工作台平行设置的加工中心,重要适用于加工箱体类零件。
他的工作原理是工件在加工中心上经一次装夹后,电脑能自动选择不同的刀具,自动更改机床主轴转速,依次完成工件多个面上多工序的加工。
卧式加工中心按立柱是否运动分为固定立柱型和移动立柱型。
(1)固定立柱型1)工作台十字运动,工作台作X、Z向运动,主轴箱作Y向运动,主轴箱在立柱上有正挂、侧挂两种形式。
适用于中型多而杂零件的镗、铣等多工序加工。
2)主轴箱十字运动,主轴箱作X、Z向运动,工作台作Y向运动。
适用于中小型零件的镗、铣等多工序加工。
3)主轴箱侧挂与立柱,主轴箱作Y、Z向运动,这种布局形式与刨台型卧式铣镗床仿佛,工作台作X向运动。
适用于中型零件镗、铣等多工序加工。
(2)移动立柱型1)刨台型,床身呈T字形,工作台在前床身上作X向运动,立柱在后床身上作Z向运动。
主轴箱在立柱上有正挂、侧挂两种形式,作Y向运动。
适用于中、大型零件,特别是长度较大零件的镗、铣等多工序加工。
2)立柱十字运动型,立柱作Z、U(与X向平行)行运动,主轴箱在立柱上作Y向运动,工作台在前床身上作X向运动。
适用于中型多而杂零件的镗、铣等多工序加工。
3)主轴滑枕进给型,主轴箱在立柱上作Y向运动,主轴滑枕作Z向运动。
立柱作X向运动。
工作台是固定的,或装有回转工作台。
可配备多个工作台,适用于中小型多个零件加工,工件装卸与切削时间可重合。
以上就是的相关学问点,希望以上的内容能够对大家有所帮忙,感谢您的观看和支持,后期会整理更多资讯给大家,敬请关注我们的网站更新。
牧野加工中心说明书-牧野加工中心操作规程

牧野加工中心说明书内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.牧野加工中心安全操作规程一、机床通电开启后,注意事项如下:1、机床通电后,检查各开关、按钮是否正常、灵活,机床有无异常现象;2、检查电压、油压、气压是否正常,有手动润滑的部位先要进行手动润滑;3、机床开启后,各坐标轴手动回参考点(机床原点)。
若某轴在回参考点位置前已处在零点位置,必须先将该轴移动到距离原点100mm以外的位置,再进行手动回参考点或在此位置控制机床往行程负向移动,使其回参考点;4、在进行工作台回转交换时,台面上、护罩上、导轨上不得有异物;5、NC程序输入完毕后,应认真校对、确保无误。
其中包括代码、指令、地址、数值、正负号、小数点及语法的查对;6、按工艺规程安装找正好夹具;7、正确测量和计算工件坐标系,并对所得结果进行验证和验算;8、将工件坐标系输入到偏置页面,并对坐标、坐标值、正负号及小数点进行认真核对;9、刀具补偿值(长度、半径)输入偏置页面后,要对刀具补偿号、补偿值、正负号、小数点进行认真核对;二、工件加工过程中,注意事项如下:1、在进行高精密工件成型加工时,应用千分表对主轴上之刀具进行检测,使其静态跳动控制在3µm以内,必要时需重新装夹或更换刀夹系统;2、无论是首次加工的零件,还是周期性重复加工的零件,加工前都必须按照图样工艺、程序和刀具调整卡,进行逐把刀、逐段程序的检查核对.3、单段试切时,快速倍率开关必须置于较低档;4、每把刀首次使用时,必须先验证它的实际长度与所给补偿值是否相符;5、在程序运行中,要重点观察数控系统上的几种显示坐标显示:可了解目前刀具运动点在机床坐标系及工件坐标系中的位置了解这一程序段的运动量,还有多少剩余运动量等寄存器和缓冲寄存器显示:可看出正在执行程序段各状态指令和下一程序段的内容主程序和子程序显示:可了解正在执行程序段的具体内容;对话显示屏(Custom):可了解机床当前主轴转速、当前切削进给速度、主轴每转切削进给、主轴当前切削载荷及各行程轴载荷, 并可由主轴每转切削进给计算出相应刀具每刃切削量。
卧式牧野加工中心培训技巧资料[1]
![卧式牧野加工中心培训技巧资料[1]](https://uimg.taocdn.com/908181b076eeaeaad1f330da.webp)
牧野加工中心培训教材一、编程1、程序格式OG91 G30 X0 Y0 Z0T01 M6N1 G90 G54 G00 X0 Y0 M03 S1000;N2 G01 X0 Y-50. F100;N3 ……加工程序部分N4 ……N5 M05M30 程序结束1.1 程序编号:O□□□□ (----------)□□□□: 程序号,要求在四位数字内(----------):用于程序的注释,说明等,也可以不要1.2 程序在内存区的分类O0001~O7999 用户区O8000~O8999 用户区(程序可以通过设定参数进行保护)O9000~O9999 机床制造厂家区(程序可以通过设定参数进行保护)1.3 程序段号N□□□□ ()□□□□:程序段顺序号可以是1-99999或1-99991.4 程序段N1 G1 G54 X10. Y100. ;移动指令段结尾符号EOB1.5 G代码G□□□□:G代码,号码范围0-991.6 M功能M □□□□□□:M代码,代码范围0-9991.7 进给速度F和主轴转速SF □□□□□F100=F100.□□□□□:切削进给速度,最多5位,数字后可以不要小数点S □□□□□:主轴转速,最多5位,数字后可以不要小数点2、字母在程序中的作用字母功能解释O 程序号设定程序号N 程序段号设定程序顺序号G 准备功能选择移动方式(直线,圆弧,等)X,Y,Z 尺寸字符轴移动指令A,B,C,U,V,W 附加轴移动指令R 圆弧半径I,J,K 圆弧中心坐标(矢量)F 进给设定进给量S 主轴转速设定主轴转速T 刀具功能设定刀具号M 辅助功能开/关控制功能(如:M00,M01,M02,M03,M04,M05,M06…) H,D 刀具偏置号设定刀具偏置号P,X 延时设定延时时间(如:G04 P1000或G04X1.0 G04 X1000)P 程序号指令设定子程序号(如子程序调用:M98P1000)L 重复设定子程序或固定循环重复次数(如: M98 P1000 L2,省略L代表L1)P,W,R Q 参数固定循环使用的参数(如:攻牙G98/(G99) G84 X_ Y_ R_ Z_ P_ F_) 3、常用G代码解释G代码组功能G0001 定位或快速移动G01 直线插补G02 圆弧插补/螺旋线插补CWG03 圆弧插补/螺旋线插补CCWG04 00 停留时间或延时时间,如:G04 X1000(或G04 X1.0)G04 P1000表示停留1秒钟G09 准确停止或精确停止检查(检查是否在目标范围内)G10 可编程数据输入G17 02 选择XPYP 平面XP:X 轴或其平行轴G18 选择ZPXP 平面YP:Y 轴或其平行轴G19 选择YPZP 平面ZP:Z 轴或其平行轴G20 06 英寸输入G21 毫米输入G28 00 返回参考点检测格式:G91/(G90) G28 X__ Y__ Z__经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令)G29 从参考点返回G91/(G90) G29 X__ Y__ Z__从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令)G30 返回第2,3,4 参考点G91/(G90) G30 P2 X__ Y__ Z__;返回第2 参考点(P2 可以省略。
牧野卧式加工中心a51
a61nx
移动量
X×Y×Z轴
560×640×640mm
730×650×800mm
从托盘上方到主轴中心线的距离
80~720mm
80~730mm
从托盘中心到主轴端面的距离
100~740mm
100~900mm
工作台
托盘操作面得大小
400×400mm
主轴扭矩特性
120/99/66/42N.m(10%ED/15%ED/25%ED/连续)
进给速度
快进速度
60000mm/min
切削进给速度
1~50000mm/min
自动换刀装置
刀柄方式
JIS B6339 40T
拉杆方式
JIS B6339 40P
刀库容量
40把(60.132.217.313把)
最大刀具直径
8700kg
12200kg
具有与50号锥孔主轴同等的加工性能
缩短换刀时间
可切实快速的排去大量不同尺寸的切削
500×500mm
最大工件尺寸(直径×高度)
630×900mm
800×1000mm
托盘上的最大载重
400kg
500kg/700kg
主轴
主轴转速
50~15000min-¹
主轴锥孔
7/24锥形NO.40
主轴轴承
70/110mm
主轴马达
22/18.5/15/11kW(25%ED/10分钟/30分钟/连续)
70/170mm
最大刀具长度
430mm
510mm
最大刀具重量
12kg
精度
卧式牧野加工中心培训技巧资料
牧野加工中心培训教材一、编程1、程序格式O0001(OP20 FOR LC); 程序号/注释G91 G30 X0 Y0 Z0T01 M6N1 G90 G54 G00 X0 Y0 M03 S1000;N2 G01 X0 Y-50. F100;N3 ……加工程序部分N4 ……N5 M05M30 程序结束1.1 程序编号:O□□□□ (----------)□□□□: 程序号,要求在四位数字内(----------):用于程序的注释,说明等,也可以不要1.2 程序在内存区的分类O0001~O7999 用户区O8000~O8999 用户区(程序可以通过设定参数进行保护)O9000~O9999 机床制造厂家区(程序可以通过设定参数进行保护)1.3 程序段号N□□□□ ()□□□□:程序段顺序号可以是1-99999或1-99991.4 程序段N1 G1 G54 X10. Y100. ;移动指令段结尾符号EOB1.5 G代码G□□□□:G代码,号码范围0-991.6 M功能M □□□□□□:M代码,代码范围0-9991.7 进给速度F和主轴转速SF □□□□□F100=F100.□□□□□:切削进给速度,最多5位,数字后可以不要小数点S □□□□□:主轴转速,最多5位,数字后可以不要小数点部分说明:3.1、G28/G29/G303.1.1我们编程时习惯用:G91 G30 X0 Y0 Z0,那么和G90 G30 X0 Y0 Z0有什么区别呢? 见图:=0030303.1.2 G28/G29G91 G28 X50. Y50.; A→B→RG29 X50. Y-50.; R→B→CG90 G28 X100. Y100.; A→B→RG29 X150. Y50.; R→B→C3.2、坐标旋转指令G68/G69:G17 G68 X_ Y_ R_ /(G18 G68 X_ Z_ R_ )/( G19 G68 Y_ Z_ R_)G69X ,Y ,Z: 旋转中心的绝对坐标值R : 旋转角度,CCW方向为正值,CW方向为负值。
牧野加工中心操作规程
加工中心安全操作规程一、机床通电开启后,注意事项如下:1、机床通电后,检查各开关、按钮是否正常、灵活,机床有无异常现象;2、检查电压、油压、气压是否正常,有手动润滑的部位先要进行手动润滑;3、机床开启后,各坐标轴手动回参考点(机床原点)。
若某轴在回参考点位置前已处在零点位置,必须先将该轴移动到距离原点100mm以外的位置,再进行手动回参考点或在此位置控制机床往行程负向移动,使其回参考点;4、在进行工作台回转交换时,台面上、护罩上、导轨上不得有异物;5、NC程序输入完毕后,应认真校对、确保无误。
其中包括代码、指令、地址、数值、正负号、小数点及语法的查对;6、按工艺规程安装找正好夹具;7、正确测量和计算工件坐标系,并对所得结果进行验证和验算;8、将工件坐标系输入到偏置页面,并对坐标、坐标值、正负号及小数点进行认真核对;9、刀具补偿值(长度、半径)输入偏置页面后,要对刀具补偿号、补偿值、正负号、小数点进行认真核对;二、工件加工过程中,注意事项如下:1、在进行高精密工件成型加工时,应用千分表对主轴上之刀具进行检测,使其静态跳动控制在3µm以内,必要时需重新装夹或更换刀夹系统;2、无论是首次加工的零件,还是周期性重复加工的零件,加工前都必须按照图样工艺、程序和刀具调整卡,进行逐把刀、逐段程序的检查核对.3、单段试切时,快速倍率开关必须置于较低档;4、每把刀首次使用时,必须先验证它的实际长度与所给补偿值是否相符;5、在程序运行中,要重点观察数控系统上的几种显示;坐标显示:可了解目前刀具运动点在机床坐标系及工件坐标系中的位置了解这一程序段的运动量,还有多少剩余运动量等;寄存器和缓冲寄存器显示:可看出正在执行程序段各状态指令和下一程序段的内容:主程序和子程序显示:可了解正在执行程序段的具体内容;对话显示屏(Custom):可了解机床当前主轴转速、当前切削进给速度、主轴每转切削进给、主轴当前切削载荷及各行程轴载荷,并可由主轴每转切削进给计算出相应刀具每刃切削量。
五轴加工中心坐标轴(AB轴)旋转后基准的计算与设定方法
TR05-1102SJB
2
基准的计算方法
• 卧式加工中心使用的是牧野的宏程序G65P9795 变量名 A B X Y Z D E S U V W 变量名介绍 坐标轴(A/B轴)旋转前的A轴工件坐标值(默认:当前坐标值) 前 坐标轴(A/B轴)旋转前的B轴工件坐标值(默认:当前坐标值) 前 坐标轴(A/B轴)旋转前的X轴工件坐标值(默认:当前坐标值) 前 坐标轴(A/B轴)旋转前的Y轴工件坐标值(默认:当前坐标值) 前 坐标轴(A/B轴)旋转前的Z轴工件坐标值(默认:当前坐标值) 前 坐标轴(A/B轴)旋转后的A轴工件坐标值 后 坐标轴(A/B轴)旋转后的A轴工件坐标值 后 选择存储的工件坐标系(默认:当前坐标系) 旋转变化后X轴的偏移值(默认值:0) 旋转变化后Y轴的偏移值(默认值:0) 旋转变化后Z轴的偏移值(默认值:0)
三轴插补加工,使用坐标轴旋转基准设定方 三轴插补加工 使用坐标轴旋转基准设定方 可用普通的三维CAM软件加工 软件加工. 法,可用普通的三维 可用普通的三维 软件加工
• 3+2:A轴和 轴旋转一定角度 再用 轴和B轴旋转一定角度 再用XYZ三 轴和 轴旋转一定角度,再用 三
轴插补加工.也可使用普通的三维 轴插补加工 也可使用普通的三维CAM软件 也可使用普通的三维 软件 • 5轴联动 使用 轴联动:使用 五轴同时联动插补,可 轴联动 使用XYZAB五轴同时联动插补 可 五轴同时联动插补 以加工较复杂的模型.要使用支持五轴联动 以加工较复杂的模型 要使用支持五轴联动 加工的软件. 加工的软件
TR05-1102SJB 1
为什么要对五轴加工中心 坐标轴(A/B轴)旋转后基准的重新计算 坐标轴 轴 旋转后基准的重新计算
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
最大刀具重量
12kg
精度
定位精度
ISO230-2:0.0060mm
本公司组装厂内容许值
重复定位精度
ISO230-2:0.0039mm
机床尺寸
机床的高度
2722mm
2916mm
机床机身的大小(宽×深)
2699×4082mm
2910×4888mm
机床的重量(包含数控装置)
8700kg
12200kg
500×500mm
最大工件尺寸(直径×高度)
630×900mm
800×100ห้องสมุดไป่ตู้mm
托盘上的最大载重
400kg
500kg/700kg
主轴
主轴转速
50~15000min-1
主轴锥孔
7/24锥形NO.40
主轴轴承
70/110mm
主轴马达
22/18.5/15/11kW(25%ED/10分钟/30分钟/连续)
主轴扭矩特性
120/99/66/42N.m(10%ED/15%ED/25%ED/连续)
进给速度
快进速度
60000mm/min
切削进给速度
1~50000mm/min
自动换刀装置
刀柄方式
JIS B6339 40T
拉杆方式
JIS B6339 40P
刀库容量
最大刀具直径
70/170mm
最大刀具长度
430mm
产品名称: 牧野卧式加工中心a51
机床规格:
机床机身规格
a51nx
a61nx
移动量
X×Y×Z轴
560×640×640mm
730×650×800mm
从托盘上方到主轴中心线的距离
80~720mm
80~730mm
从托盘中心到主轴端面的距离
100~740mm
100~900mm
工作台
托盘操作面得大小
400×400mm
具有与50号锥孔主轴同等的加工性能
缩短换刀时间
可切实快速的排去大量不同尺寸的切削